- Технології передачі керуючих програм між АРМ технолога-програміста і верстатом з ЧПК

Содержание
- 2. ВІДОМОСТІ ПРО РОЗРОБНИКІВ СИСТЕМИ, ІСТОРІЯ СТВОРЕННЯ СИСТЕМИ Сучасні засоби передачі КП, вартість яких не перевищує 1-5%
- 3. ТІЛЬКИ З ВИКОРИСТАННЯМ НОВИХ ТЕХНОЛОГІЙ ПЕРЕДАЧІ КЕРУЮЧИХ ПРОГРАМ ЗАБЕЗПЕЧУЄТЬСЯ ЕФЕКТИВНЕ ВПРОВАДЖЕННЯ СУЧАСНИХ СИСТЕМ ПІДГОТОВКИ УП, ЩО
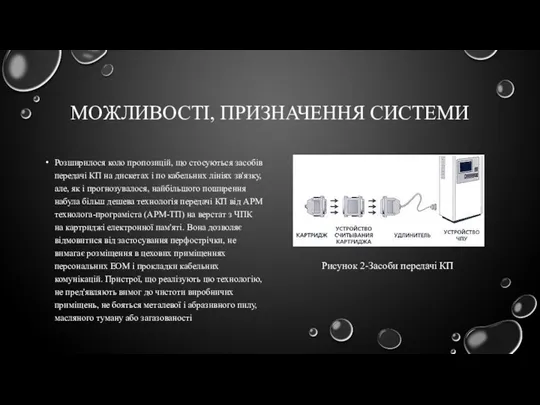
- 4. МОЖЛИВОСТІ, ПРИЗНАЧЕННЯ СИСТЕМИ Розширилося коло пропозицій, що стосуються засобів передачі КП на дискетах і по кабельних
- 5. Інші засоби запису і передачі КП Рисунок 3-дискета РИСУНОК 4-перфокарта
- 6. Задачі впровадження сучасної технології передачі КП між АРМ-ТП і верстатами з ЧПК і раніше пропонується класифікувати
- 7. ХАРАКТЕРИСТИКА МОДУЛІВ, СУМІСНІСТЬ З ІНШИМИ ПРОГРАМНИМИ ЗАБЕЗПЕЧЕННЯМИ При вирішенні завдань технолога, що стосуються впровадження нових засобів
- 8. Перший режим зазвичай використовується на новіших верстатах з УЧПК типу CNC, другий - на верстатах з
- 9. Різновид пультів для верстатів з ЧПК Рисунок 5-пульт типу CNC Рисунок 5-пульт NC
- 10. ПЕРЕВАГИ ТА НЕДОЛІКИ СИСТЕМИ З одного боку, добре, що є конкуренція пропозицій і можливість вибору, з
- 11. ОБЛАСТЬ ЗАСТОСУВАННЯ СИСТЕМИ, ПІДПРИЄМСТВА-ПАРТНЕРИ ПО ВИКОРИСТАННЮ ПО Рисунок 6- Використання АРМ
- 12. Використання АРМ у виробничому процесі дозволяє Для співробітника Вести облік виробленого продукту, вироблених операцій; Оптимізувати, прискорити
- 14. Скачать презентацию
ВІДОМОСТІ ПРО РОЗРОБНИКІВ СИСТЕМИ, ІСТОРІЯ СТВОРЕННЯ СИСТЕМИ
Сучасні засоби передачі КП, вартість
ВІДОМОСТІ ПРО РОЗРОБНИКІВ СИСТЕМИ, ІСТОРІЯ СТВОРЕННЯ СИСТЕМИ
Сучасні засоби передачі КП, вартість
ТІЛЬКИ З ВИКОРИСТАННЯМ НОВИХ ТЕХНОЛОГІЙ ПЕРЕДАЧІ КЕРУЮЧИХ ПРОГРАМ ЗАБЕЗПЕЧУЄТЬСЯ ЕФЕКТИВНЕ ВПРОВАДЖЕННЯ
ТІЛЬКИ З ВИКОРИСТАННЯМ НОВИХ ТЕХНОЛОГІЙ ПЕРЕДАЧІ КЕРУЮЧИХ ПРОГРАМ ЗАБЕЗПЕЧУЄТЬСЯ ЕФЕКТИВНЕ ВПРОВАДЖЕННЯ
МОЖЛИВОСТІ, ПРИЗНАЧЕННЯ СИСТЕМИ
Розширилося коло пропозицій, що стосуються засобів передачі КП на
МОЖЛИВОСТІ, ПРИЗНАЧЕННЯ СИСТЕМИ
Розширилося коло пропозицій, що стосуються засобів передачі КП на
Інші засоби запису і передачі КП
Рисунок 3-дискета
РИСУНОК 4-перфокарта
Інші засоби запису і передачі КП
Рисунок 3-дискета
РИСУНОК 4-перфокарта
Задачі впровадження сучасної технології передачі КП між АРМ-ТП і верстатами з
Задачі впровадження сучасної технології передачі КП між АРМ-ТП і верстатами з
ХАРАКТЕРИСТИКА МОДУЛІВ, СУМІСНІСТЬ З ІНШИМИ ПРОГРАМНИМИ ЗАБЕЗПЕЧЕННЯМИ
При вирішенні завдань технолога, що
ХАРАКТЕРИСТИКА МОДУЛІВ, СУМІСНІСТЬ З ІНШИМИ ПРОГРАМНИМИ ЗАБЕЗПЕЧЕННЯМИ
При вирішенні завдань технолога, що
Перший режим зазвичай використовується на новіших верстатах з УЧПК типу CNC,
Перший режим зазвичай використовується на новіших верстатах з УЧПК типу CNC,

Різновид пультів для верстатів з ЧПК
Рисунок 5-пульт типу CNC
Рисунок 5-пульт NC
Різновид пультів для верстатів з ЧПК
Рисунок 5-пульт типу CNC
Рисунок 5-пульт NC
ПЕРЕВАГИ ТА НЕДОЛІКИ СИСТЕМИ
З одного боку, добре, що є конкуренція пропозицій
ПЕРЕВАГИ ТА НЕДОЛІКИ СИСТЕМИ
З одного боку, добре, що є конкуренція пропозицій

ОБЛАСТЬ ЗАСТОСУВАННЯ СИСТЕМИ, ПІДПРИЄМСТВА-ПАРТНЕРИ ПО ВИКОРИСТАННЮ ПО
Рисунок 6- Використання АРМ
ОБЛАСТЬ ЗАСТОСУВАННЯ СИСТЕМИ, ПІДПРИЄМСТВА-ПАРТНЕРИ ПО ВИКОРИСТАННЮ ПО
Рисунок 6- Використання АРМ
Використання АРМ у виробничому процесі дозволяє
Для співробітника
Вести облік виробленого продукту, вироблених
Використання АРМ у виробничому процесі дозволяє
Для співробітника
Вести облік виробленого продукту, вироблених
 Образ Ледяной девы из сказки Снежная королева Ганса Христиана Андерсена
Образ Ледяной девы из сказки Снежная королева Ганса Христиана Андерсена Современные игровые технологии коррекции и развития детей дошкольного возраста.
Современные игровые технологии коррекции и развития детей дошкольного возраста.  Методы и средства защиты компьютерной информации. Методы обеспечения информационной безопасности. Ограничение доступа
Методы и средства защиты компьютерной информации. Методы обеспечения информационной безопасности. Ограничение доступа Общественный строй и церковная организация на Руси. Тема 9. 6 класс
Общественный строй и церковная организация на Руси. Тема 9. 6 класс презентация о Байкале
презентация о Байкале Классный час Правила поведения в школе
Классный час Правила поведения в школе Н-НН в различных частях речи
Н-НН в различных частях речи Консультация - презентация для воспитателей
Консультация - презентация для воспитателей Определение и назначение моделирования. Задачи, решаемые с помощью моделей, в области нефтедобычи
Определение и назначение моделирования. Задачи, решаемые с помощью моделей, в области нефтедобычи Тема, тематика, вечные темы в литературе и искусстве
Тема, тематика, вечные темы в литературе и искусстве Знатоки русского языка. Вопросы знатокам 10-11 классов
Знатоки русского языка. Вопросы знатокам 10-11 классов Иерусалим в контексте древних городов. Несколько слов о библейской географии. Часть II
Иерусалим в контексте древних городов. Несколько слов о библейской географии. Часть II Глобальные проблемы
Глобальные проблемы Первые итоги и перспективы 2017 года
Первые итоги и перспективы 2017 года Права ребёнка в англо-говорящих странах и в России
Права ребёнка в англо-говорящих странах и в России Это мы
Это мы Презентация Дидактическая игра, её роль в развитии дошкольников первой младшей группы
Презентация Дидактическая игра, её роль в развитии дошкольников первой младшей группы Техническое обслуживание и ремонт главной части воздухораспределителя
Техническое обслуживание и ремонт главной части воздухораспределителя 1 минута
1 минута Воспитание будущего читателя
Воспитание будущего читателя Уровни организации живых систем
Уровни организации живых систем Заболевания сердечно-сосудистой системы
Заболевания сердечно-сосудистой системы Особенности написания НИРС (Введение и Глава 1)
Особенности написания НИРС (Введение и Глава 1) итоговая презентация вкр
итоговая презентация вкр Презентация к уроку по технологии Складывание Деда Мороза 2 класс
Презентация к уроку по технологии Складывание Деда Мороза 2 класс Конспект логопедического индивидуального занятия для детей с ОНР II уровня с псевдобульбарной дизартрией.
Конспект логопедического индивидуального занятия для детей с ОНР II уровня с псевдобульбарной дизартрией. Митоздың профазасы және метафазасы. Митозсимулдаушы фактор (МСФ) әрекеттері
Митоздың профазасы және метафазасы. Митозсимулдаушы фактор (МСФ) әрекеттері Обзор прикладных программ для архитектора
Обзор прикладных программ для архитектора