- Технологическая подготовки производства (ТПП) и состав ее задач

Содержание
- 2. Технологическая подготовка производства и состав ее задач Технологическая подготовка производства (ТПП) – совокупность мероприятий, обеспечивающих технологическую
- 3. Трудоемкость технологического проектирования составляет: - 30-40 % общей трудоемкости технической подготовки в условиях мелкосерийного производства, -
- 4. Состав основных задач технологической подготовки производства 1 Обеспечение технологичности конструкции изделий (ГОСТ 14.201-73) 2 Проектирование технологических
- 5. Влияние типа производства на состав задач ТПП Степень глубины проработки задач ТПП определяется типом производства. В
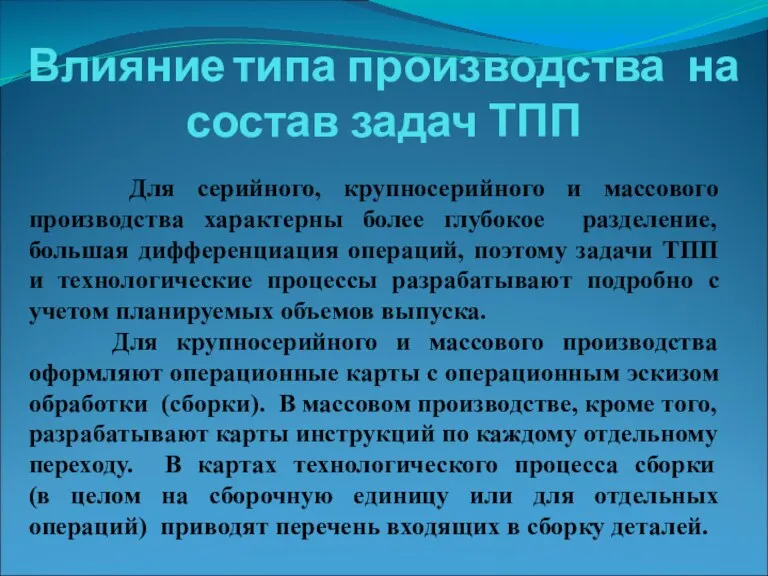
- 6. Влияние типа производства на состав задач ТПП Для серийного, крупносерийного и массового производства характерны более глубокое
- 10. Единая система технологической подготовки производства Основные положения по организации и ведению технологической подготовки производства определены стандартами
- 11. Единая система технологической подготовки производства Комплекс государственных стандартов ЕСТПП делится с учетом состава основных функций ТПП
- 12. Единая система технологической подготовки производства Межгосударственные стандарты ЕСТПП обозначаются номером 14. ГОСТ 14.004—83 Технологическая подготовка производства.
- 13. Особенности ТПП в современных условиях 1 Постоянное повышение трудоемкости ТПП в связи с усложнением современных технических
- 14. Методы совершенствования ТПП - унификация изделий, - типизация технологических процессов, - применение групповой технологии, стандартизация переналаживаемых
- 15. Унификация, типовая и групповая технологии. Унификация в процессе конструирования изделия - это многократное применение в конструкции
- 16. Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых установок, позиций, переходов) для группы изделий
- 17. Применение ЭВМ для решения задач ТПП В настоящее время одним из основных направлений совершенствования ТПП является
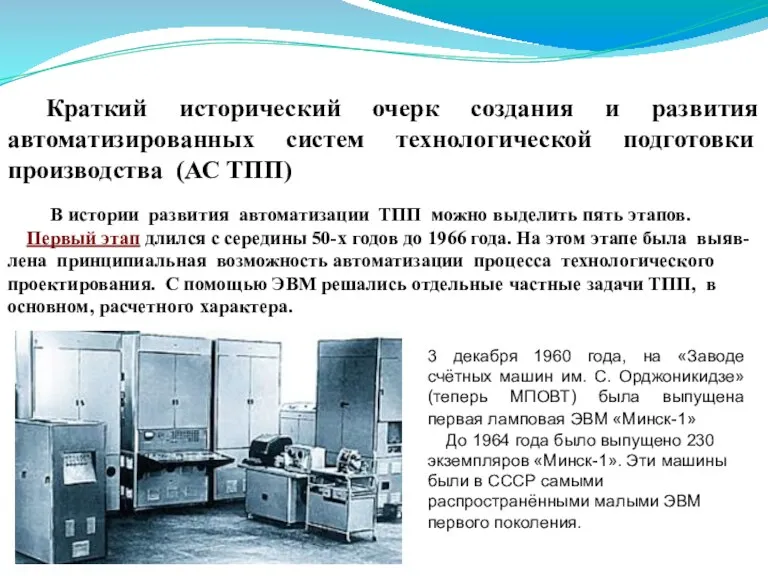
- 18. Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) В истории развития
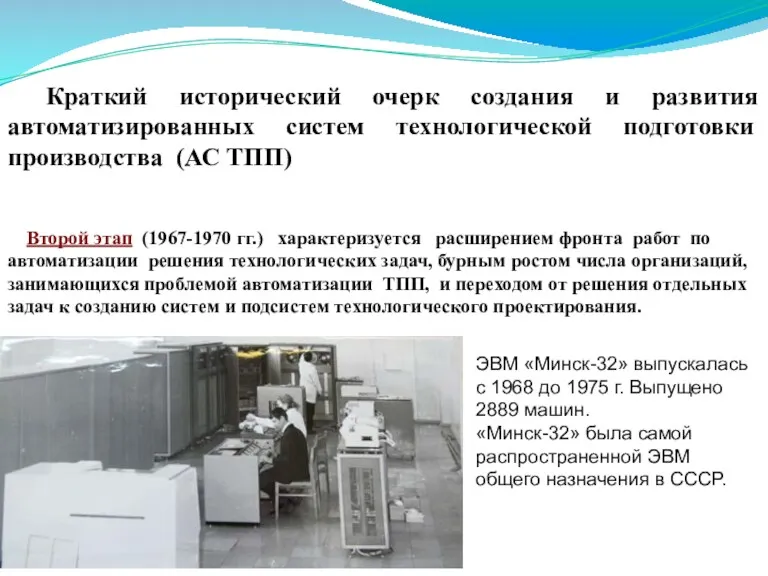
- 19. Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Второй этап (1967-1970
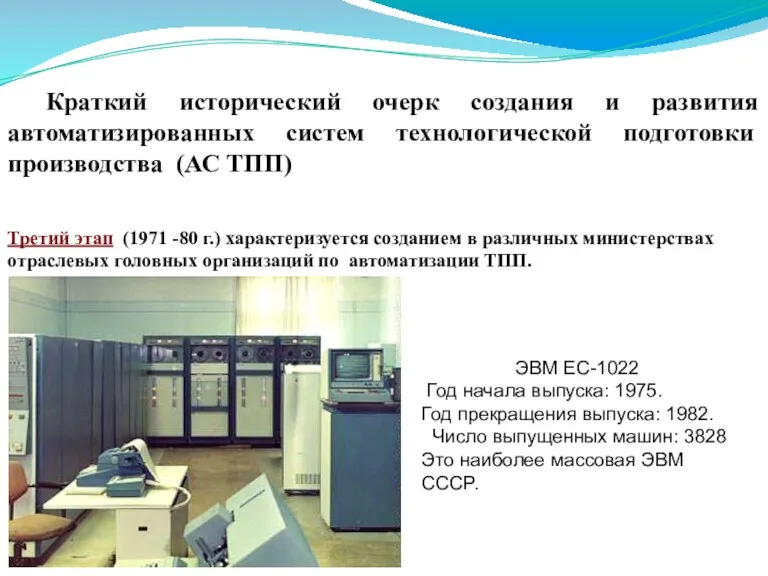
- 20. Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Третий этап (1971
- 21. Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Четвертый этап (1981
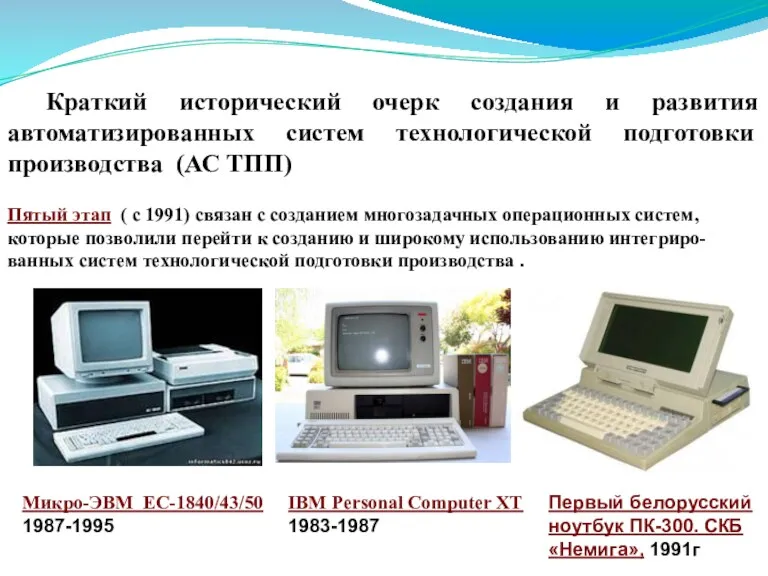
- 22. Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства (АС ТПП) Пятый этап (
- 23. Основные задачи технологического проектирования и их классификация Состав задач технологического проектирования. Классификация проектных задач. Взаимосвязь состава
- 24. Состав задач технологического проектирования Выбор технологического маршрута Выбор металлорежущих станков Выбор станочных приспособлений Выбор содержания операций
- 25. Классификация проектных задач Классификация проектных задач по принципам решения 1 Вычислительные задачи 2 Логические задачи Примеры
- 26. Классификация проектных задач Классификация проектных задач по уровню формализации 1 Хорошо формализованные задачи 2 Плохо формализованные
- 28. Скачать презентацию
Технологическая подготовка производства
и состав ее задач
Технологическая подготовка производства (ТПП) –
Технологическая подготовка производства
и состав ее задач
Технологическая подготовка производства (ТПП) –
Трудоемкость технологического проектирования составляет:
- 30-40 % общей трудоемкости
Трудоемкость технологического проектирования составляет:
- 30-40 % общей трудоемкости
Состав основных задач технологической подготовки производства
1 Обеспечение технологичности конструкции
Состав основных задач технологической подготовки производства
1 Обеспечение технологичности конструкции
Влияние типа производства на состав задач ТПП
Степень глубины проработки задач
Влияние типа производства на состав задач ТПП
Степень глубины проработки задач
Влияние типа производства на состав задач ТПП
Для серийного, крупносерийного и
Влияние типа производства на состав задач ТПП
Для серийного, крупносерийного и
Единая система технологической подготовки производства
Основные положения по организации и
Единая система технологической подготовки производства
Основные положения по организации и
Единая система технологической подготовки производства
Комплекс государственных стандартов ЕСТПП делится с
Единая система технологической подготовки производства
Комплекс государственных стандартов ЕСТПП делится с
Единая система технологической подготовки производства
Межгосударственные стандарты ЕСТПП обозначаются номером 14.
Единая система технологической подготовки производства
Межгосударственные стандарты ЕСТПП обозначаются номером 14.
Особенности ТПП в современных условиях
1 Постоянное повышение трудоемкости ТПП в связи
Особенности ТПП в современных условиях
1 Постоянное повышение трудоемкости ТПП в связи
Методы совершенствования ТПП
- унификация изделий,
- типизация технологических процессов,
-
Методы совершенствования ТПП
- унификация изделий,
- типизация технологических процессов,
-
Унификация, типовая и групповая технологии.
Унификация в процессе конструирования изделия -
Унификация, типовая и групповая технологии.
Унификация в процессе конструирования изделия -
Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых
Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых
Применение ЭВМ для решения задач ТПП
В настоящее время одним из
В настоящее время одним из
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства

Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Краткий исторический очерк создания и развития автоматизированных систем технологической подготовки производства
Основные задачи технологического проектирования и их классификация
Состав задач технологического проектирования.
Основные задачи технологического проектирования и их классификация
Состав задач технологического проектирования.
Состав задач технологического проектирования
Выбор технологического маршрута
Выбор металлорежущих станков
Выбор
Состав задач технологического проектирования
Выбор технологического маршрута
Выбор металлорежущих станков
Выбор
Классификация проектных задач
Классификация проектных задач по принципам решения
1 Вычислительные задачи
2 Логические
Классификация проектных задач
Классификация проектных задач по принципам решения
1 Вычислительные задачи
2 Логические
Классификация проектных задач
Классификация проектных задач по уровню формализации
1 Хорошо формализованные задачи
2
Классификация проектных задач
Классификация проектных задач по уровню формализации
1 Хорошо формализованные задачи
2
 Балалайка - музыкальный символ России
Балалайка - музыкальный символ России Организация ремонтных работ токарного металло-обрабатываюшего с ЧПУ станка серии СТ16А25АМ
Организация ремонтных работ токарного металло-обрабатываюшего с ЧПУ станка серии СТ16А25АМ Презентация
Презентация Прекращение горения на пожаре. Способы прекращения горения на пожаре
Прекращение горения на пожаре. Способы прекращения горения на пожаре Образовательный проект Елочка красавица
Образовательный проект Елочка красавица Психология педагогического общения: конфликты и пути их разрешения
Психология педагогического общения: конфликты и пути их разрешения Презентация для начальных классов Конвенция и права детей
Презентация для начальных классов Конвенция и права детей Лента Мёбиуса. (6 класс)
Лента Мёбиуса. (6 класс) Электронное портфолио
Электронное портфолио Цвета. Colours
Цвета. Colours Совершенствование систем оплаты труда в вузах
Совершенствование систем оплаты труда в вузах Всемирный день хлеба
Всемирный день хлеба Азбука театра
Азбука театра Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора
Николай Васильевич Гоголь Пьеса Ревизор. Действие 4. Чиновники на приёме у ревизора Источники тока в электрической цепи
Источники тока в электрической цепи Опасности в интернете. Мошенники в интернете
Опасности в интернете. Мошенники в интернете 20 марта - Международный День счастья
20 марта - Международный День счастья Образование и культура в XVII веке в России
Образование и культура в XVII веке в России Презентация аналитического отчета за 2012-2013 уч.г.
Презентация аналитического отчета за 2012-2013 уч.г. Прибыль и рентабельность
Прибыль и рентабельность SLOBODA-2018 Новогодний банкет
SLOBODA-2018 Новогодний банкет Мастерство работника. 7 класс
Мастерство работника. 7 класс Клетка. Ядро
Клетка. Ядро Михаил Юрьевич Лермонтов
Михаил Юрьевич Лермонтов Проектирование тепловой защиты зданий
Проектирование тепловой защиты зданий Анкилозирующий спондилит и другие серонегативные спондилоартропатии
Анкилозирующий спондилит и другие серонегативные спондилоартропатии Слайды о зубах на тувинском языке
Слайды о зубах на тувинском языке Бюджет для граждан. К бюджету города Боровичи на 2020 год и на плановый период 2021 и 2022 годов
Бюджет для граждан. К бюджету города Боровичи на 2020 год и на плановый период 2021 и 2022 годов