- Технологическая схема основного потока ЛПЦ-3000

Содержание
- 2. © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены Сортамент ЛПЦ-3000- толстолистовой прокат толщиной 6-50мм шириной 1500
- 3. © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены ПАО «ММК им. «ИЛЬИЧА» ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ В состав
- 4. ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА ПАО "ММК ИМ. ИЛЬИЧА" В настоящее время основной заготовкой для производства листов являются
- 5. ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА ПАО "ММК ИМ. ИЛЬИЧА" Отделка листов толщиной до 33 мм и листов толщиной
- 6. ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА ПАО "ММК ИМ. ИЛЬИЧА" Далее по потоку листы транспортируются к клеймовочно- маркировочным машине,
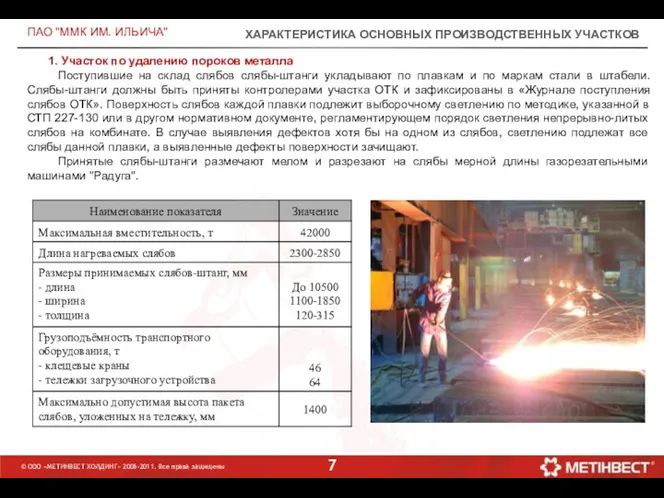
- 7. ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ 1. Участок по удалению пороков металла ПАО "ММК ИМ. ИЛЬИЧА" © ООО
- 8. ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ 2. Участок нагревательных печей Для нагрева слябов под прокатку используют методические, 7-ми
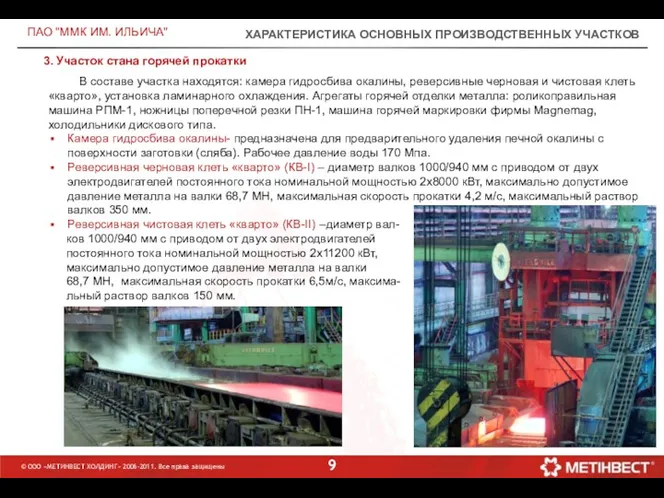
- 9. ПАО "ММК ИМ. ИЛЬИЧА" ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
- 10. ПАО "ММК ИМ. ИЛЬИЧА" ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
- 11. ПАО "ММК ИМ. ИЛЬИЧА" ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
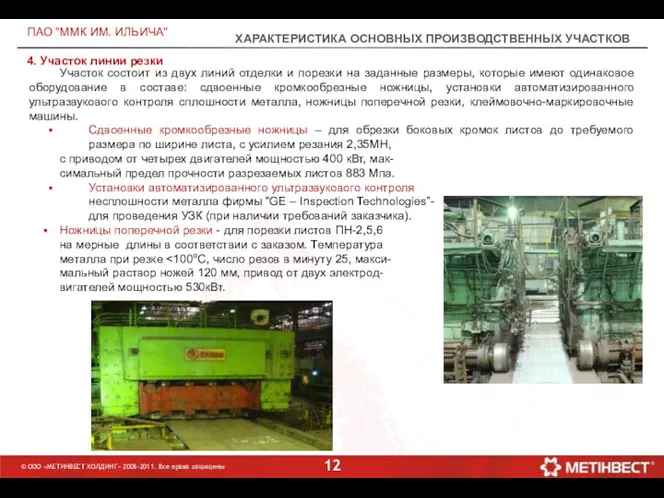
- 12. ПАО "ММК ИМ. ИЛЬИЧА" © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены 4. Участок линии резки
- 13. ПАО "ММК ИМ. ИЛЬИЧА" © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены клеймовочно-маркировочные машины – для
- 14. ПАО "ММК ИМ. ИЛЬИЧА" © ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены 5. Участок листоотделки №1
- 16. Скачать презентацию
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
Сортамент ЛПЦ-3000- толстолистовой прокат
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
Сортамент ЛПЦ-3000- толстолистовой прокат
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
ПАО «ММК им. «ИЛЬИЧА»
ТЕХНОЛОГИЧЕСКОЕ
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
ПАО «ММК им. «ИЛЬИЧА»
ТЕХНОЛОГИЧЕСКОЕ
ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА
ПАО "ММК ИМ. ИЛЬИЧА"
В настоящее время основной заготовкой
ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА
ПАО "ММК ИМ. ИЛЬИЧА"
В настоящее время основной заготовкой
ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА
ПАО "ММК ИМ. ИЛЬИЧА"
Отделка листов толщиной до 33 мм
ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА
ПАО "ММК ИМ. ИЛЬИЧА"
Отделка листов толщиной до 33 мм
ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА
ПАО "ММК ИМ. ИЛЬИЧА"
Далее по потоку листы транспортируются к
ТЕХНОЛОГИЯ ЛИСТОПРОКАТНОГО ЦЕХА
ПАО "ММК ИМ. ИЛЬИЧА"
Далее по потоку листы транспортируются к
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
1. Участок по удалению пороков металла
ПАО "ММК
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
1. Участок по удалению пороков металла
ПАО "ММК

ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
2. Участок нагревательных печей
Для нагрева слябов
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
2. Участок нагревательных печей
Для нагрева слябов
ПАО "ММК ИМ. ИЛЬИЧА"
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
© ООО «МЕТИНВЕСТ ХОЛДИНГ»
ПАО "ММК ИМ. ИЛЬИЧА"
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
© ООО «МЕТИНВЕСТ ХОЛДИНГ»

ПАО "ММК ИМ. ИЛЬИЧА"
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
© ООО «МЕТИНВЕСТ ХОЛДИНГ»
ПАО "ММК ИМ. ИЛЬИЧА"
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
© ООО «МЕТИНВЕСТ ХОЛДИНГ»

ПАО "ММК ИМ. ИЛЬИЧА"
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
© ООО «МЕТИНВЕСТ ХОЛДИНГ»
ПАО "ММК ИМ. ИЛЬИЧА"
ХАРАКТЕРИСТИКА ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
© ООО «МЕТИНВЕСТ ХОЛДИНГ»
ПАО "ММК ИМ. ИЛЬИЧА"
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
4.
ПАО "ММК ИМ. ИЛЬИЧА"
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
4.

ПАО "ММК ИМ. ИЛЬИЧА"
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
клеймовочно-маркировочные
ПАО "ММК ИМ. ИЛЬИЧА"
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
клеймовочно-маркировочные

ПАО "ММК ИМ. ИЛЬИЧА"
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
5.
ПАО "ММК ИМ. ИЛЬИЧА"
© ООО «МЕТИНВЕСТ ХОЛДИНГ» 2006-2011. Все права защищены
5.
 Решето Эратосфена
Решето Эратосфена Концепция воспитательной работы
Концепция воспитательной работы Условия выбора и простые логические выражения
Условия выбора и простые логические выражения Виды рабочей одежды: халат. фартук, комбинезон
Виды рабочей одежды: халат. фартук, комбинезон Правописание НЕ с разными частями речи
Правописание НЕ с разными частями речи Порядок предоставления услуг и типовые ошибки при подаче заявления и пакета документов
Порядок предоставления услуг и типовые ошибки при подаче заявления и пакета документов Проект по патриотическому воспитанию к 70-летию Победы
Проект по патриотическому воспитанию к 70-летию Победы Технология здоровьесбережения в условиях детского дома
Технология здоровьесбережения в условиях детского дома Супервайзер
Супервайзер Международный союз электросвязи (ITU)
Международный союз электросвязи (ITU) Трубопроводная транспортная система
Трубопроводная транспортная система Машина Тьюринга и ее устройство
Машина Тьюринга и ее устройство Ознакомление с правилами пожарной безопасности детей 5-7 лет через проектную деятельность
Ознакомление с правилами пожарной безопасности детей 5-7 лет через проектную деятельность Формирование территории России
Формирование территории России Ароматические соединения (арены)
Ароматические соединения (арены) герои - земляки
герои - земляки Творчество ненецкого художника К.Л.Панкова. Презентация
Творчество ненецкого художника К.Л.Панкова. Презентация Презентация по теме: Релаксация для детей
Презентация по теме: Релаксация для детей Гидравлический пресс
Гидравлический пресс Наши банки-ваш выбор. Сеть Ренессанс Кредит
Наши банки-ваш выбор. Сеть Ренессанс Кредит С днём ГАИ
С днём ГАИ Державне агентство лісових ресурсів України
Державне агентство лісових ресурсів України Презентация Педагогические условия для социально - личностного развития дошкольников
Презентация Педагогические условия для социально - личностного развития дошкольников Методическая разработка урока химии для учащихся 9 классов.
Методическая разработка урока химии для учащихся 9 классов. Методы научного познания
Методы научного познания XXI городской конкурс Педагог года - 2012
XXI городской конкурс Педагог года - 2012 Оргтехника
Оргтехника Модель работы с одарёнными детьми. Благодарненский район
Модель работы с одарёнными детьми. Благодарненский район