- Технологические методы повышения ресурса и надежности работы деталей машин

Содержание
- 2. Тема 3. Технологические методы повышения ресурса и надежности работы деталей машин. 1. Ресурс и надёжность работы
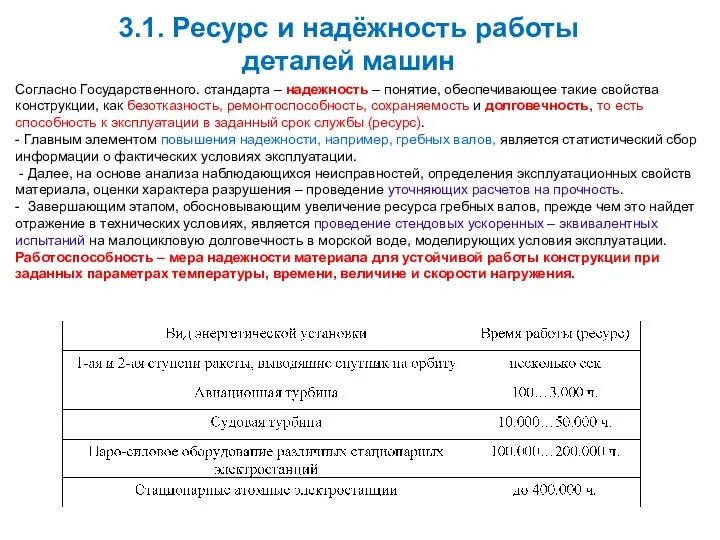
- 3. 3.1. Ресурс и надёжность работы деталей машин Согласно Государственного. стандарта – надежность – понятие, обеспечивающее такие
- 4. Схема поверхностного слоя детали Поверхностный слой детали - это слой, у которого структура, фазовый и химический
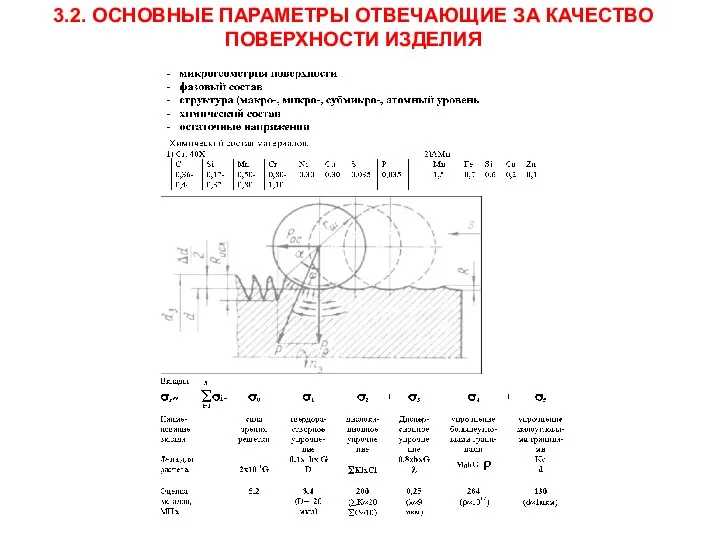
- 5. 3.2. ОСНОВНЫЕ ПАРАМЕТРЫ ОТВЕЧАЮЩИЕ ЗА КАЧЕСТВО ПОВЕРХНОСТИ ИЗДЕЛИЯ
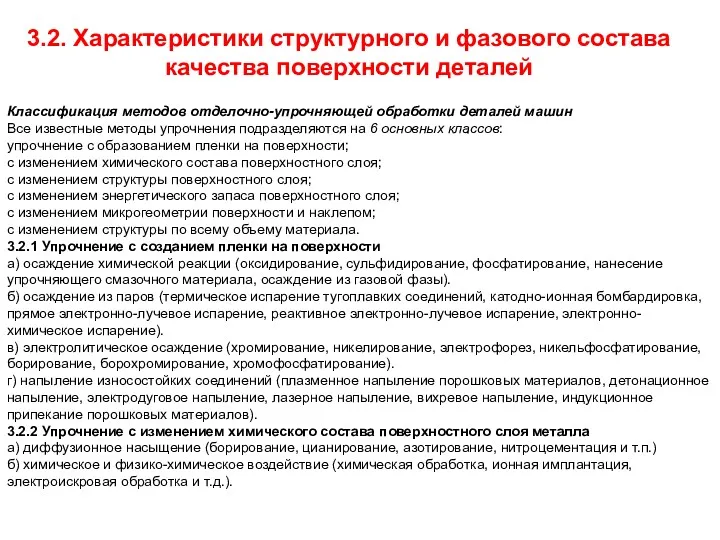
- 6. 3.2. Характеристики структурного и фазового состава качества поверхности деталей Классификация методов отделочно-упрочняющей обработки деталей машин Все
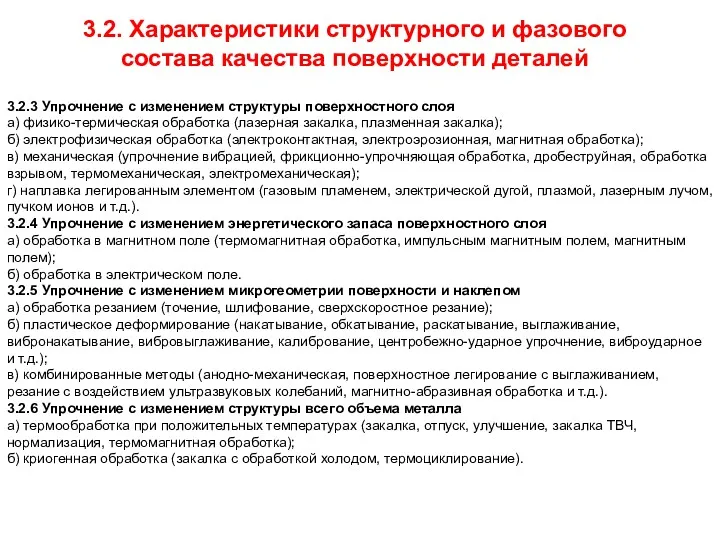
- 7. 3.2. Характеристики структурного и фазового состава качества поверхности деталей 3.2.3 Упрочнение с изменением структуры поверхностного слоя
- 8. 3.2. Качество поверхности и эксплуатационные свойства деталей машин
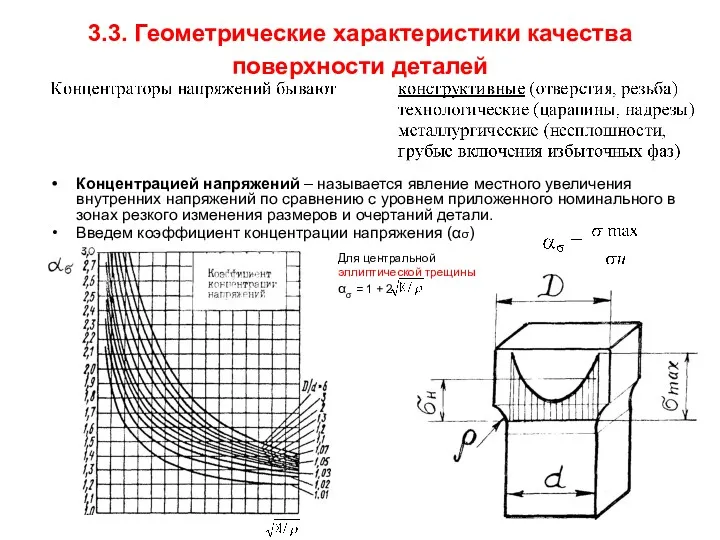
- 9. 3.3. Геометрические характеристики качества поверхности деталей Концентрацией напряжений – называется явление местного увеличения внутренних напряжений по
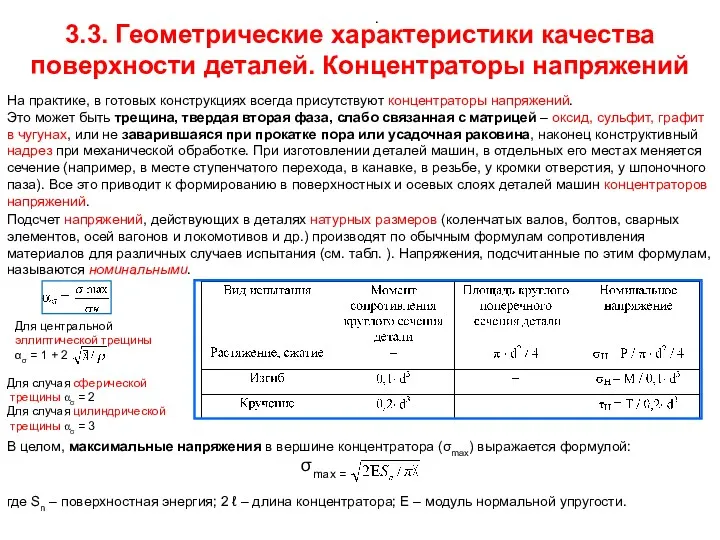
- 10. 3.3. Геометрические характеристики качества поверхности деталей. Концентраторы напряжений На практике, в готовых конструкциях всегда присутствуют концентраторы
- 11. 3.3. Геометрические характеристики качества поверхности деталей. Таким образом, для повышения прочности деталей желательно максимальное смягчение формы
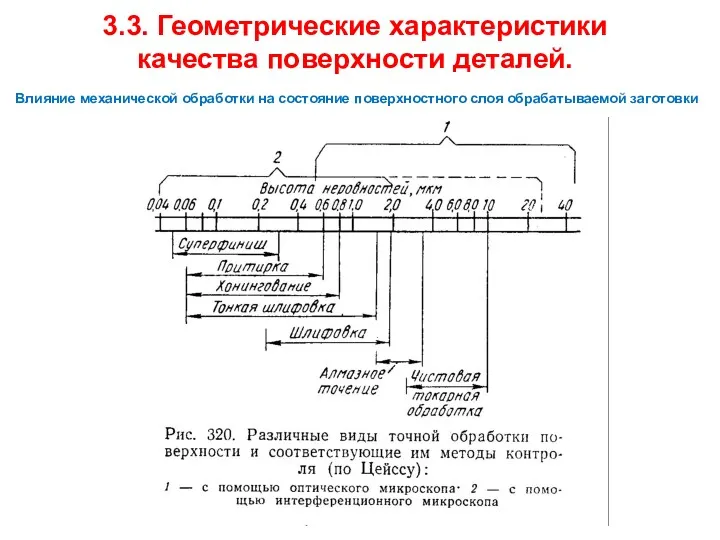
- 12. 3.3. Геометрические характеристики качества поверхности деталей. Влияние механической обработки на состояние поверхностного слоя обрабатываемой заготовки
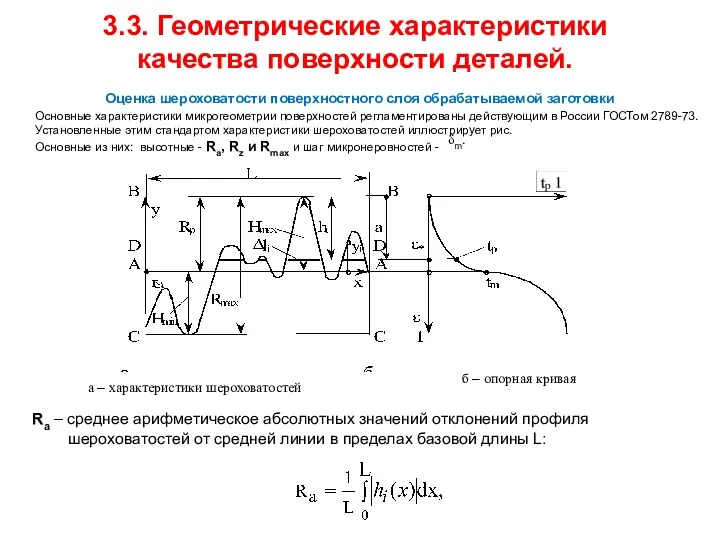
- 13. 3.3. Геометрические характеристики качества поверхности деталей. Оценка шероховатости поверхностного слоя обрабатываемой заготовки Основные характеристики микрогеометрии поверхностей
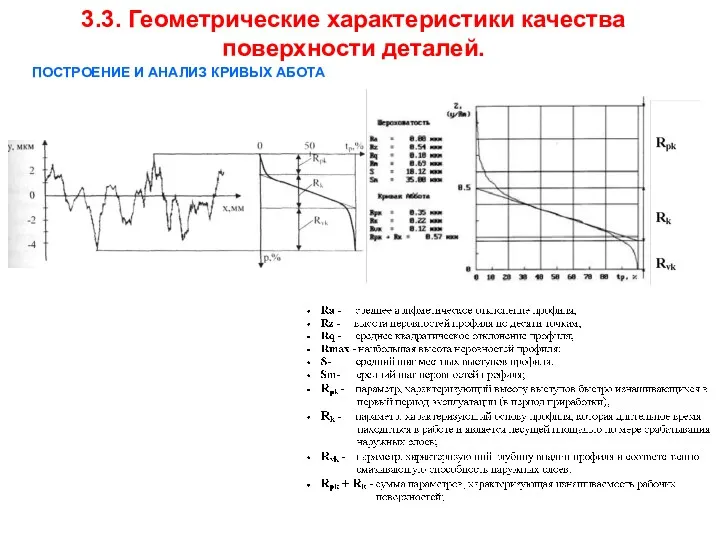
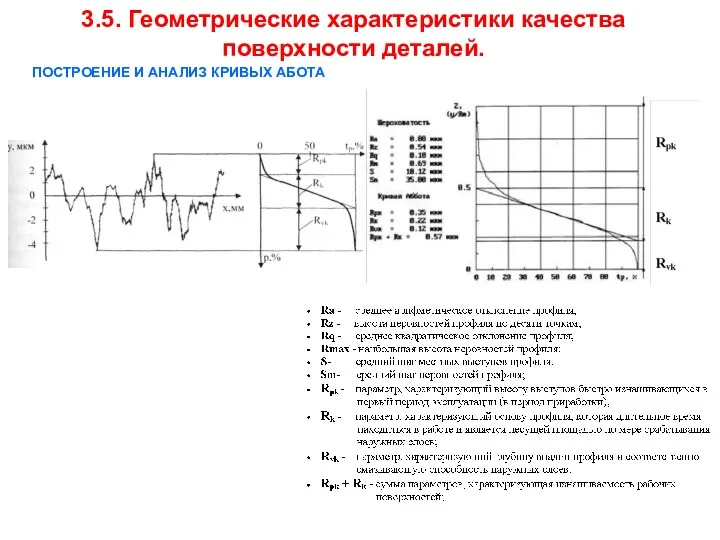
- 14. 3.3. Геометрические характеристики качества поверхности деталей. ПОСТРОЕНИЕ И АНАЛИЗ КРИВЫХ АБОТА
- 15. 3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания
- 16. 3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания Схема виброголовки к токарному станку с осцилляционным движением:
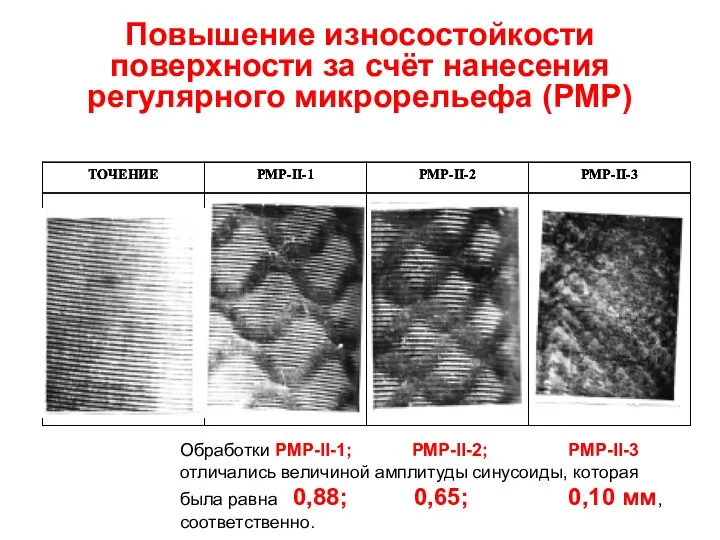
- 17. Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
- 18. 3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания Синусоидальный РМР Схема нанесения регулярных микрорельефов (РМР) различных
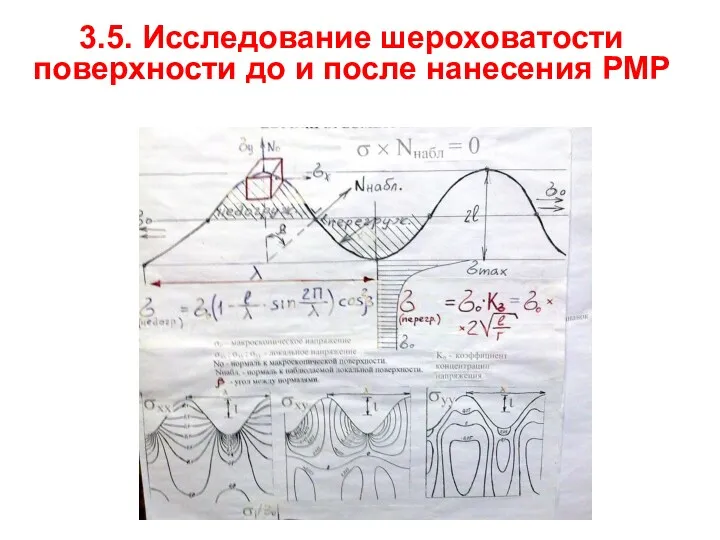
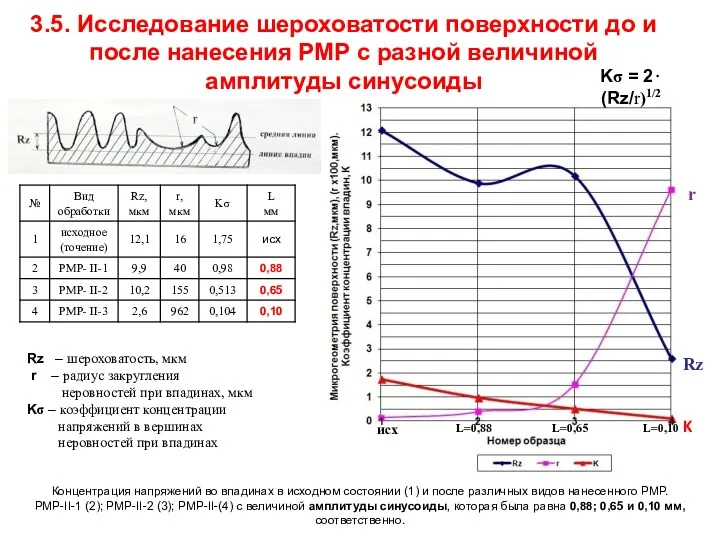
- 19. 3.5. Исследование шероховатости поверхности до и после нанесение регулярного микрорельефа (РМР) с разной величиной амплитуды синусоиды.
- 20. Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР) Обработки РМР-II-1; РМР-II-2; РМР-II-3 отличались величиной амплитуды
- 21. Изменение шероховатости до и после нанесения регулярного микрорельефа (РМР) ТОЧЕНИЕ РМР-II-1 РМР-II-2 РМР-II-3
- 22. Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР) ТОЧЕНИЕ РМР-II-1 РМР-II-2 РМР-II-3
- 23. ВЛИЯНИЕ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ХАРАКТЕРИСТИК КАЧЕСТВА ПОВЕРХНОСТИ РМР
- 24. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ИСХОДНОЕ СОСТОЯНИЕ)
- 25. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-1) амплитуда синусоиды была равна 0,88 мм
- 26. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-2) амплитуда синусоиды была равна 0,65 мм
- 27. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-3) амплитуда синусоиды была равна 0,10 мм
- 28. 3.5. Исследование шероховатости поверхности до и после нанесения РМР
- 29. 3.5. Исследование шероховатости поверхности до и после нанесения РМР Как видно из рис., в поверхностном слое
- 30. 3.5. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДО И ПОСЛЕ НАНЕСЕНИЯ РМР С РАЗНОЙ ВЕЛИЧИНОЙ АМПЛИТУДЫ СИНУСОИДЫ Обработки РМР-II-1;
- 31. 3.5. Исследование шероховатости поверхности до и после нанесения РМР с разной величиной амплитуды синусоиды Концентрация напряжений
- 32. 3.5. Геометрические характеристики качества поверхности деталей. ПОСТРОЕНИЕ И АНАЛИЗ КРИВЫХ АБОТА
- 33. 3.5. Исследование шероховатости поверхности до и после нанесения РМР с разной величиной амплитуды синусоиды Обработки РМР-II-1;
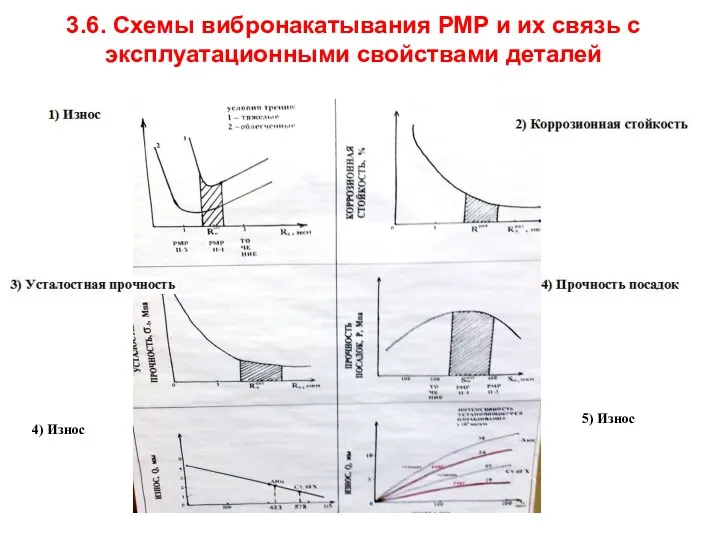
- 34. 3.6. Схемы вибронакатывания РМР и их связь с эксплуатационными свойствами деталей
- 35. 3.6. Схемы вибронакатывания РМР и их связь с эксплуатационными свойствами деталей 4) Износ 5) Износ
- 36. 3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов. Прямое Обратное
- 37. 3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов. Результаты оценки коэффициента трения до и
- 38. 3.7. Сравнительные результаты оценки коэффициента трения при нанесении регулярного микрорельефа типа I и типа II Рm
- 39. 3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов. Прямое Обратное 1. В случае совпадения
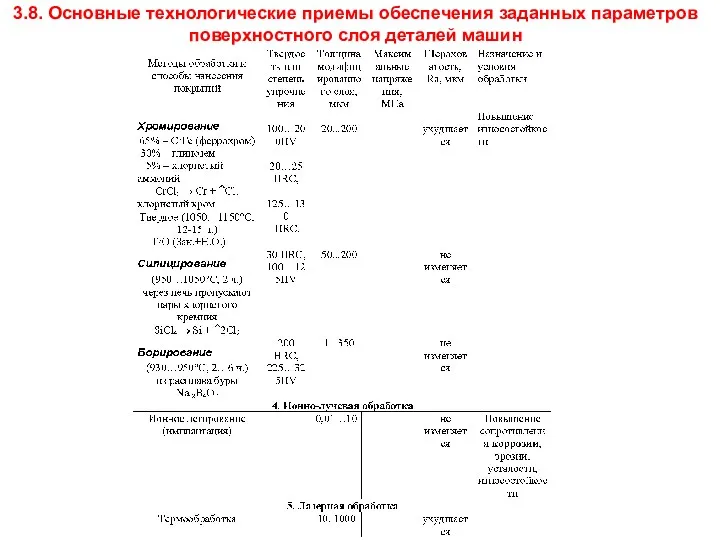
- 40. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин. В машиностроении используют различные технологические
- 41. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин. Упрочнение наклепом – является эффективным
- 42. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин. Поверхностная закалка токами высокой чистоты
- 43. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин. Преимуществом высокочастотной закалки является: -
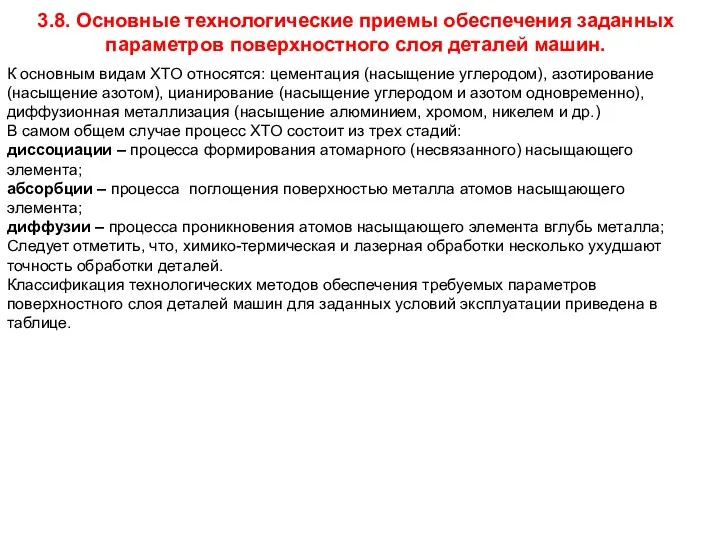
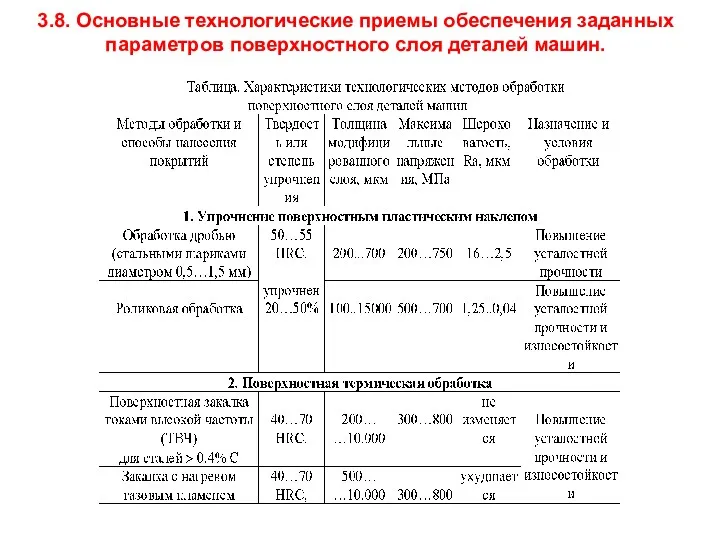
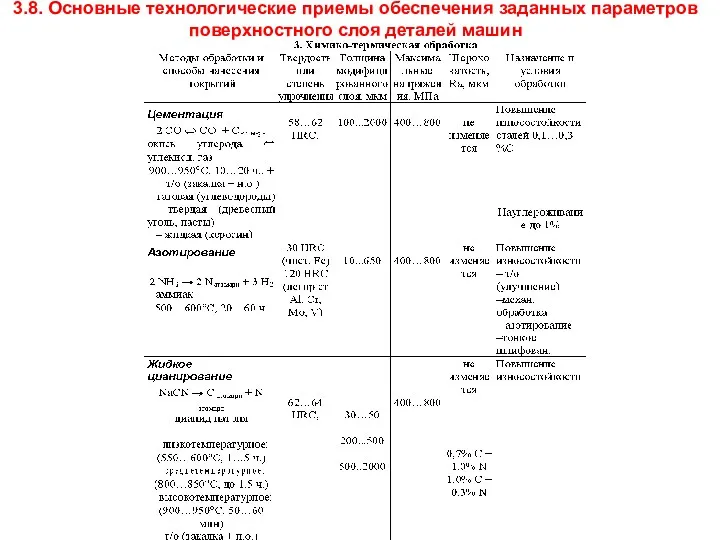
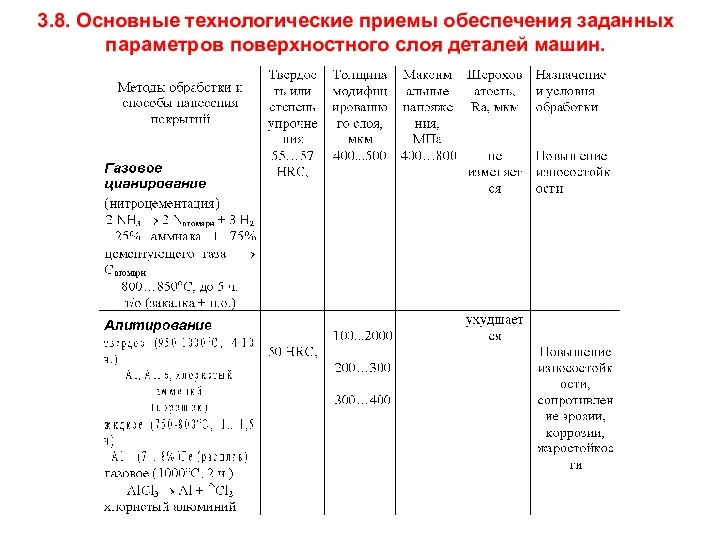
- 44. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин. К основным видам ХТО относятся:
- 45. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
- 46. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин
- 47. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
- 48. 3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин
- 49. Контрольные вопросы по Теме 3. 1. Влияние концентратора напряжений на изменение номинального напряжения вблизи него. 2.
- 51. Скачать презентацию
Тема 3. Технологические методы повышения ресурса
и надежности работы деталей машин.
1.
Тема 3. Технологические методы повышения ресурса и надежности работы деталей машин. 1.
3.1. Ресурс и надёжность работы
деталей машин
Согласно Государственного. стандарта –
3.1. Ресурс и надёжность работы
деталей машин
Согласно Государственного. стандарта –
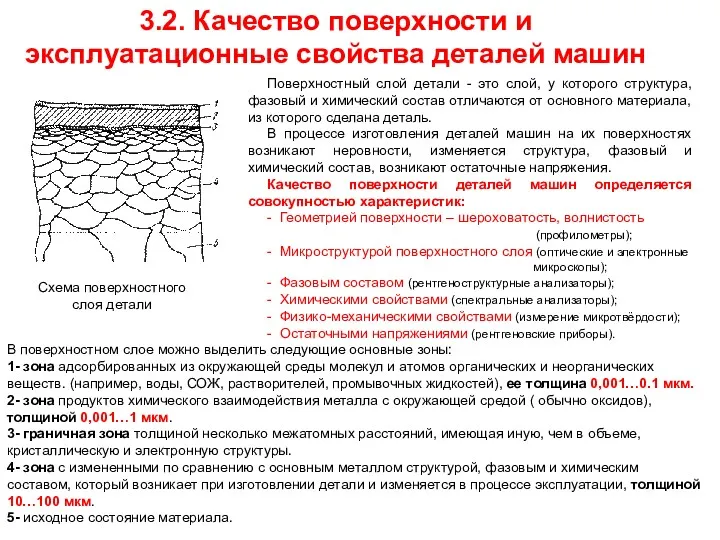
Схема поверхностного
слоя детали
Поверхностный слой детали - это слой, у которого
Схема поверхностного
слоя детали
Поверхностный слой детали - это слой, у которого
3.2. ОСНОВНЫЕ ПАРАМЕТРЫ ОТВЕЧАЮЩИЕ ЗА КАЧЕСТВО ПОВЕРХНОСТИ ИЗДЕЛИЯ
3.2. ОСНОВНЫЕ ПАРАМЕТРЫ ОТВЕЧАЮЩИЕ ЗА КАЧЕСТВО ПОВЕРХНОСТИ ИЗДЕЛИЯ
3.2. Характеристики структурного и фазового состава качества поверхности деталей
Классификация методов отделочно-упрочняющей
3.2. Характеристики структурного и фазового состава качества поверхности деталей
Классификация методов отделочно-упрочняющей
3.2. Характеристики структурного и фазового состава качества поверхности деталей
3.2.3 Упрочнение с
3.2. Характеристики структурного и фазового состава качества поверхности деталей
3.2.3 Упрочнение с

3.2. Качество поверхности и эксплуатационные свойства деталей машин
3.2. Качество поверхности и эксплуатационные свойства деталей машин
3.3. Геометрические характеристики качества поверхности деталей
Концентрацией напряжений – называется явление
3.3. Геометрические характеристики качества поверхности деталей
Концентрацией напряжений – называется явление
3.3. Геометрические характеристики качества поверхности деталей. Концентраторы напряжений
На практике, в готовых
3.3. Геометрические характеристики качества поверхности деталей. Концентраторы напряжений
На практике, в готовых
3.3. Геометрические характеристики качества поверхности деталей.
Таким образом, для повышения прочности
3.3. Геометрические характеристики качества поверхности деталей.
Таким образом, для повышения прочности
3.3. Геометрические характеристики качества поверхности деталей.
Влияние механической обработки на состояние
3.3. Геометрические характеристики качества поверхности деталей.
Влияние механической обработки на состояние
3.3. Геометрические характеристики качества поверхности деталей.
Оценка шероховатости поверхностного слоя обрабатываемой
3.3. Геометрические характеристики качества поверхности деталей.
Оценка шероховатости поверхностного слоя обрабатываемой
3.3. Геометрические характеристики качества
поверхности деталей.
ПОСТРОЕНИЕ И АНАЛИЗ КРИВЫХ АБОТА
3.3. Геометрические характеристики качества
поверхности деталей.
ПОСТРОЕНИЕ И АНАЛИЗ КРИВЫХ АБОТА
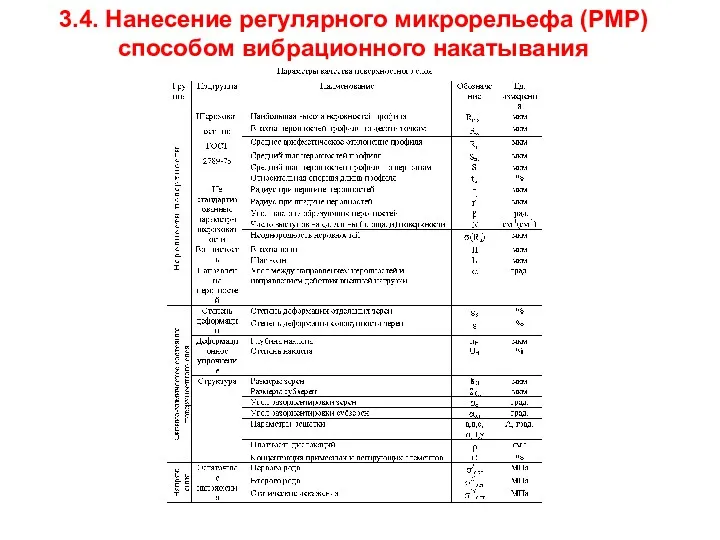
3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания
3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания

3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания
Схема виброголовки к
3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания
Схема виброголовки к
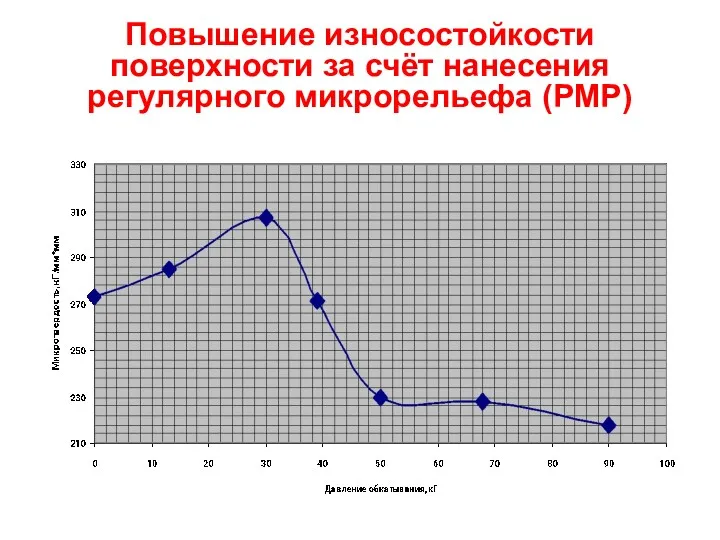
Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
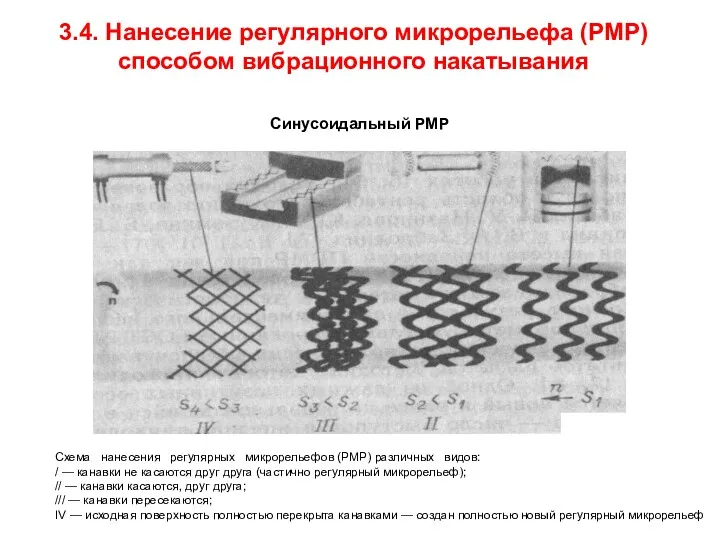
3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания
Синусоидальный РМР
Схема нанесения
3.4. Нанесение регулярного микрорельефа (РМР) способом вибрационного накатывания
Синусоидальный РМР
Схема нанесения
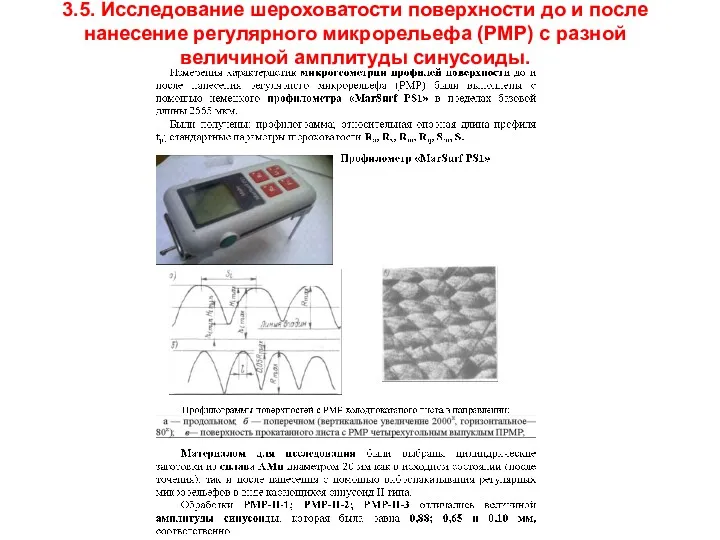
3.5. Исследование шероховатости поверхности до и после нанесение регулярного микрорельефа (РМР)
3.5. Исследование шероховатости поверхности до и после нанесение регулярного микрорельефа (РМР)
Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
Обработки РМР-II-1; РМР-II-2;
Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
Обработки РМР-II-1; РМР-II-2;
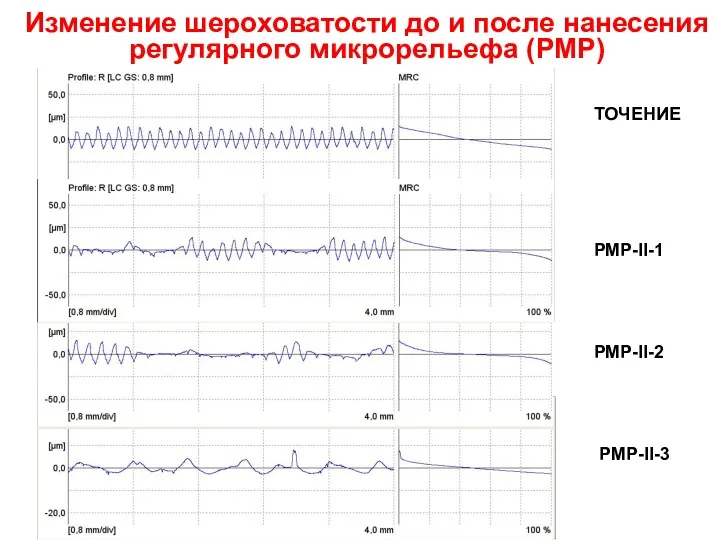
Изменение шероховатости до и после нанесения регулярного микрорельефа (РМР)
ТОЧЕНИЕ
РМР-II-1
РМР-II-2
РМР-II-3
Изменение шероховатости до и после нанесения регулярного микрорельефа (РМР)
ТОЧЕНИЕ
РМР-II-1
РМР-II-2
РМР-II-3
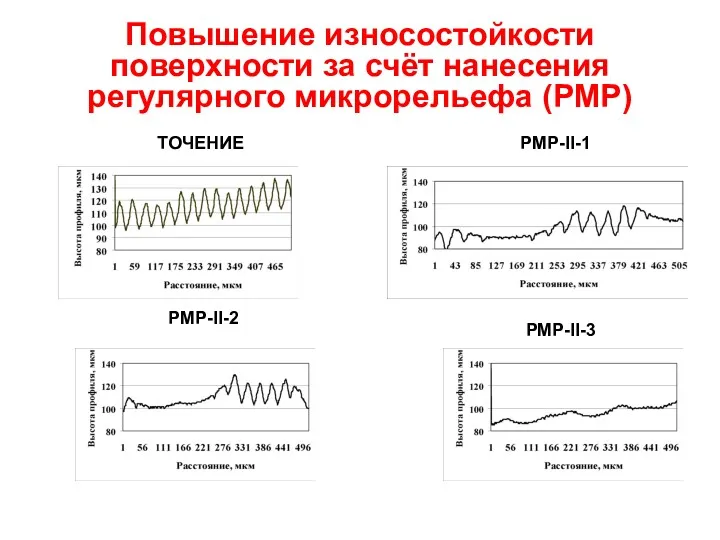
Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
ТОЧЕНИЕ
РМР-II-1
РМР-II-2
РМР-II-3
Повышение износостойкости поверхности за счёт нанесения регулярного микрорельефа (РМР)
ТОЧЕНИЕ
РМР-II-1
РМР-II-2
РМР-II-3
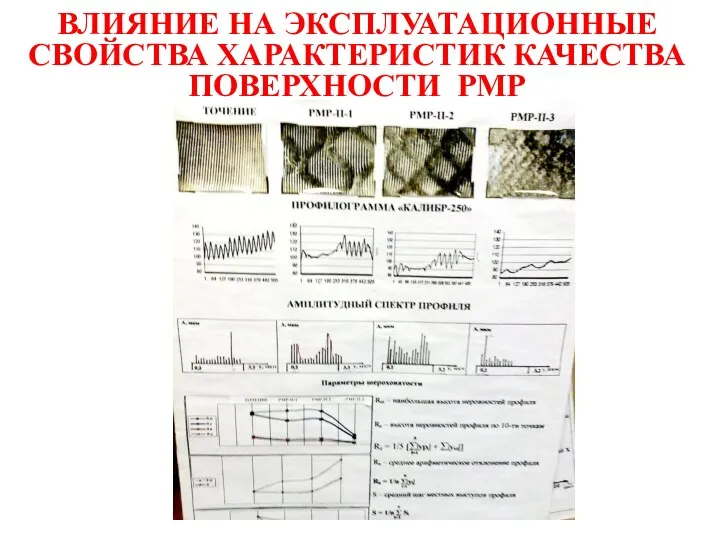
ВЛИЯНИЕ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ХАРАКТЕРИСТИК КАЧЕСТВА ПОВЕРХНОСТИ РМР
ВЛИЯНИЕ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ХАРАКТЕРИСТИК КАЧЕСТВА ПОВЕРХНОСТИ РМР
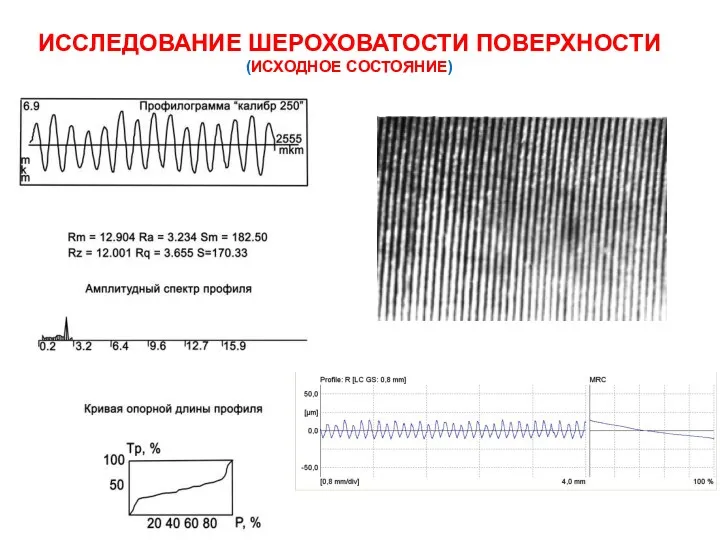
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
(ИСХОДНОЕ СОСТОЯНИЕ)
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
(ИСХОДНОЕ СОСТОЯНИЕ)
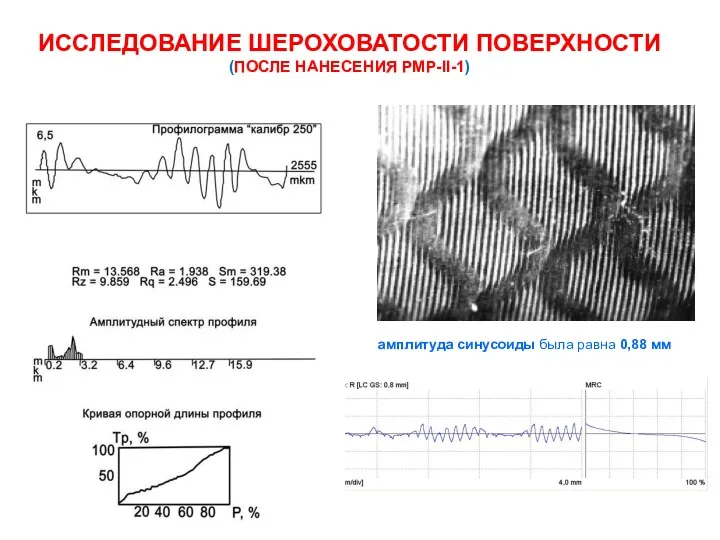
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
(ПОСЛЕ НАНЕСЕНИЯ РМР-II-1)
амплитуда синусоиды была равна 0,88 мм
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
(ПОСЛЕ НАНЕСЕНИЯ РМР-II-1)
амплитуда синусоиды была равна 0,88 мм
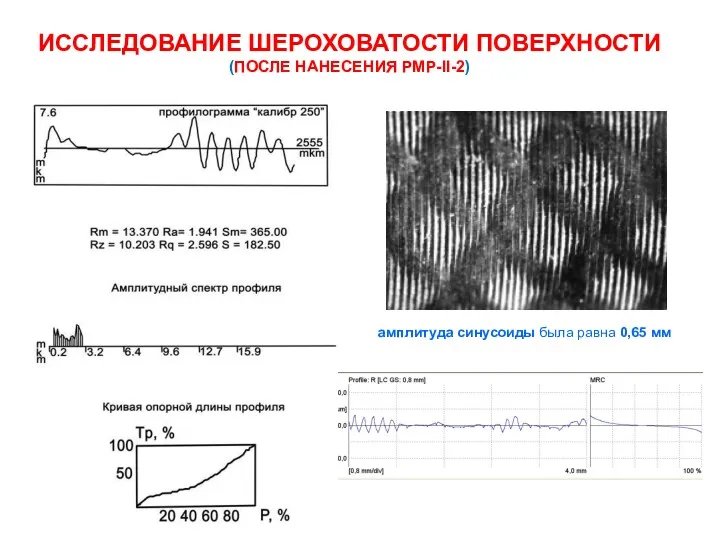
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-2)
амплитуда синусоиды была равна 0,65
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-2)
амплитуда синусоиды была равна 0,65
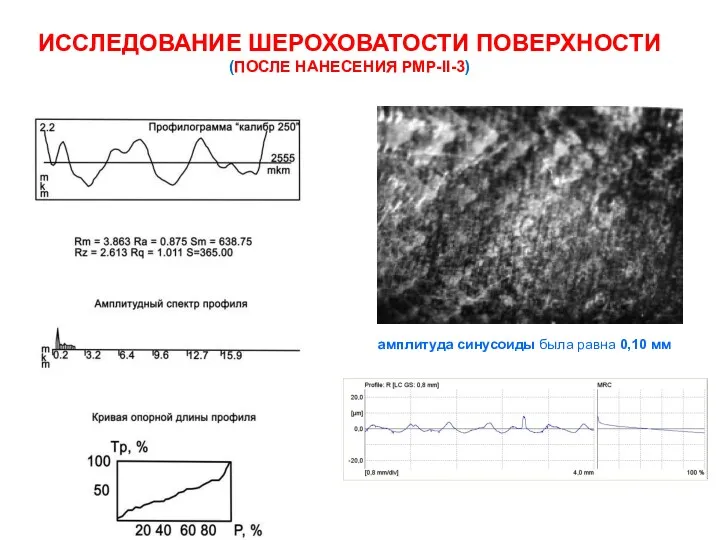
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-3)
амплитуда синусоиды была равна 0,10
ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ (ПОСЛЕ НАНЕСЕНИЯ РМР-II-3)
амплитуда синусоиды была равна 0,10
3.5. Исследование шероховатости поверхности до и после нанесения РМР
3.5. Исследование шероховатости поверхности до и после нанесения РМР

3.5. Исследование шероховатости поверхности до и после нанесения РМР
Как видно из
3.5. Исследование шероховатости поверхности до и после нанесения РМР
Как видно из

3.5. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
ДО И ПОСЛЕ НАНЕСЕНИЯ РМР С РАЗНОЙ
3.5. ИССЛЕДОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДО И ПОСЛЕ НАНЕСЕНИЯ РМР С РАЗНОЙ
3.5. Исследование шероховатости поверхности до и после нанесения РМР с разной
3.5. Исследование шероховатости поверхности до и после нанесения РМР с разной
3.5. Геометрические характеристики качества поверхности деталей.
ПОСТРОЕНИЕ И АНАЛИЗ КРИВЫХ АБОТА
3.5. Геометрические характеристики качества поверхности деталей.
ПОСТРОЕНИЕ И АНАЛИЗ КРИВЫХ АБОТА

3.5. Исследование шероховатости поверхности до и после нанесения РМР с разной
3.5. Исследование шероховатости поверхности до и после нанесения РМР с разной

3.6. Схемы вибронакатывания РМР и их связь с эксплуатационными свойствами деталей
3.6. Схемы вибронакатывания РМР и их связь с эксплуатационными свойствами деталей
3.6. Схемы вибронакатывания РМР и их связь с эксплуатационными свойствами деталей
4)
3.6. Схемы вибронакатывания РМР и их связь с эксплуатационными свойствами деталей
4)
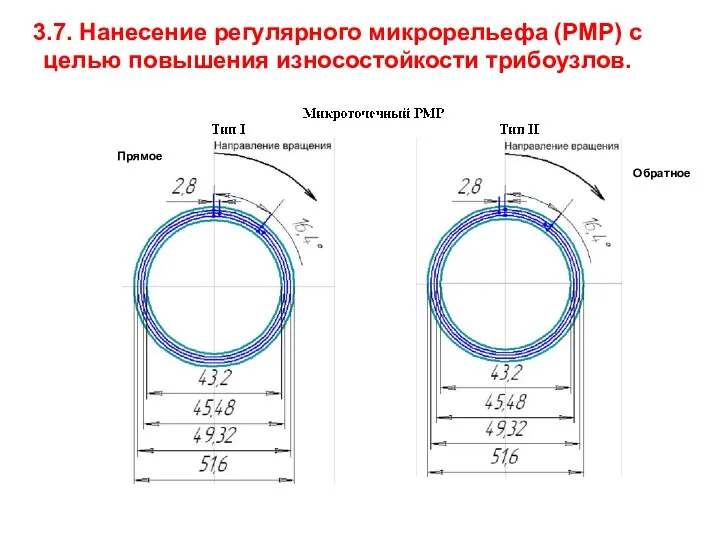
3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов.
Прямое
Обратное
3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов.
Прямое
Обратное
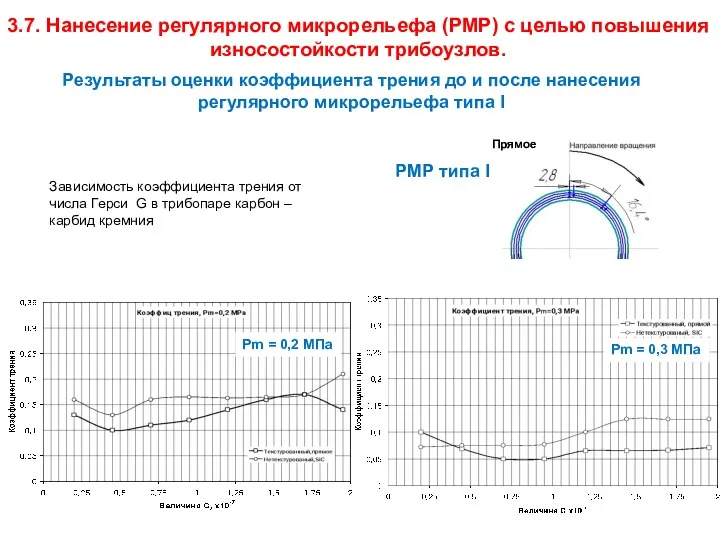
3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов.
Результаты оценки
3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов.
Результаты оценки
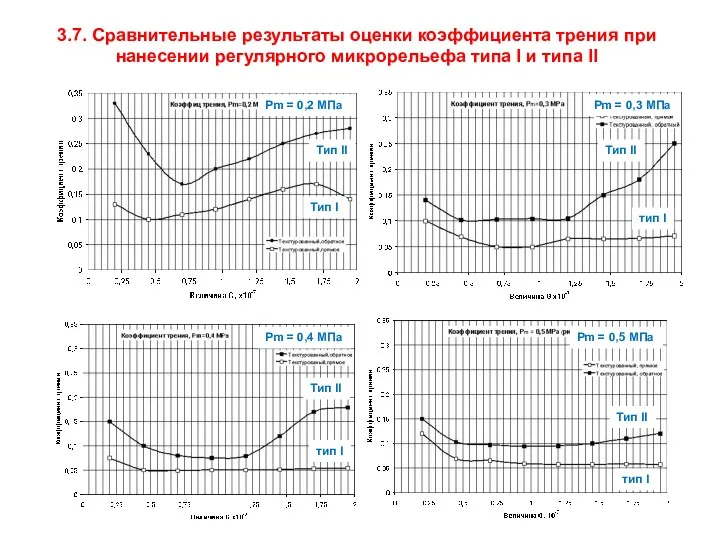
3.7. Сравнительные результаты оценки коэффициента трения при нанесении регулярного микрорельефа типа
3.7. Сравнительные результаты оценки коэффициента трения при нанесении регулярного микрорельефа типа
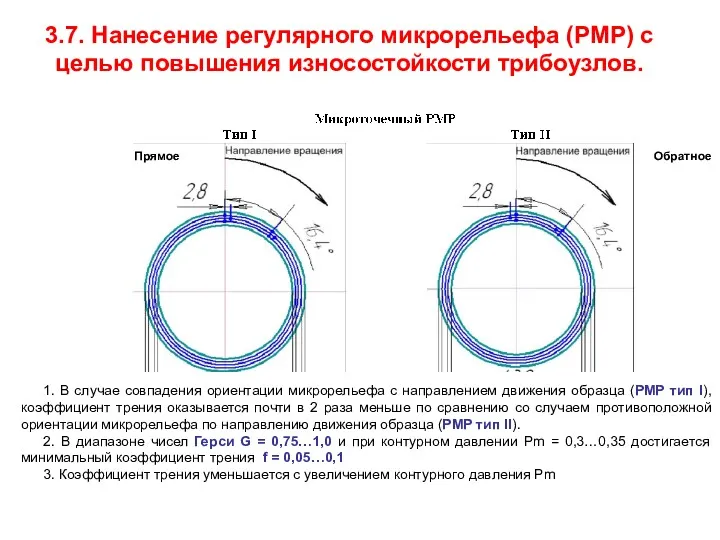
3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов.
Прямое
Обратное
1. В
3.7. Нанесение регулярного микрорельефа (РМР) с целью повышения износостойкости трибоузлов.
Прямое
Обратное
1. В
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
В
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
В
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
Упрочнение
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
Упрочнение
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
Поверхностная
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
Поверхностная
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
Преимуществом
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
Преимуществом
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
К
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
К
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин.
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин
3.8. Основные технологические приемы обеспечения заданных параметров поверхностного слоя деталей машин
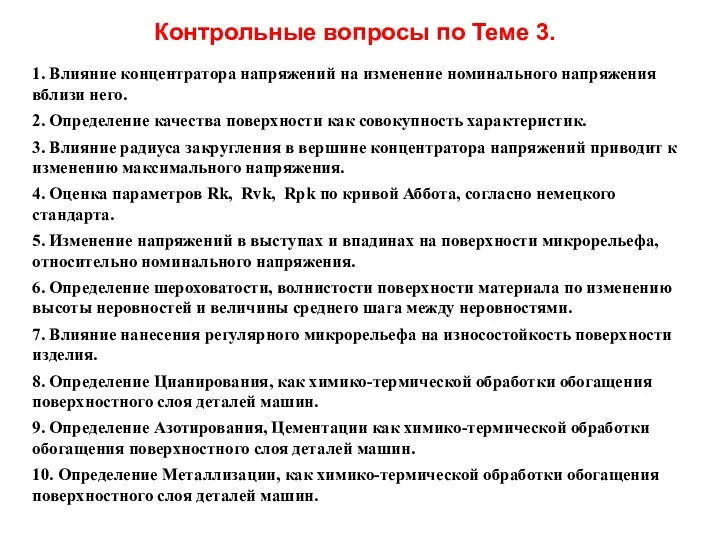
Контрольные вопросы по Теме 3.
1. Влияние концентратора напряжений на изменение номинального
Контрольные вопросы по Теме 3.
1. Влияние концентратора напряжений на изменение номинального
 Окислительно-восстановительные реакции - электронная презентация для подготовки учащихся к выполнению задания С1 на ЕГЭ по химии
Окислительно-восстановительные реакции - электронная презентация для подготовки учащихся к выполнению задания С1 на ЕГЭ по химии Презентация - краеведческая викторина _Земля Ульяновская_
Презентация - краеведческая викторина _Земля Ульяновская_ игра сложи ракету
игра сложи ракету 20231016_zadachi_po_molekul._biologii_i_energozatratam_dlya_9_kl_microsoft_powerpoint
20231016_zadachi_po_molekul._biologii_i_energozatratam_dlya_9_kl_microsoft_powerpoint Цвет как средство выражения: тихие (глухие) и звонкие цвета
Цвет как средство выражения: тихие (глухие) и звонкие цвета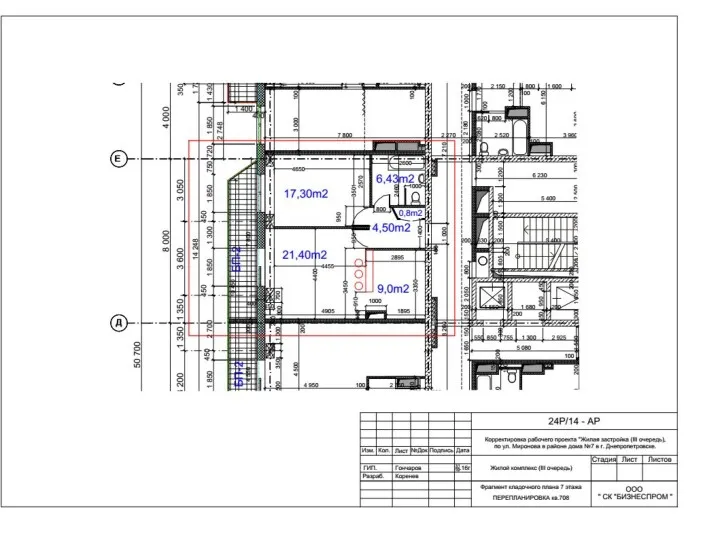 Рабочий проект Жилая застройка
Рабочий проект Жилая застройка Общие положения об обязательствах
Общие положения об обязательствах Презентация Глобальные проблемы человечества
Презентация Глобальные проблемы человечества Доктор Яша из Огненного выпуска. Яков Григорьевич Ченибалаев
Доктор Яша из Огненного выпуска. Яков Григорьевич Ченибалаев кинодискуссия - как
кинодискуссия - как Доставка генетических конструкций в клетки человека. (Лекция 6)
Доставка генетических конструкций в клетки человека. (Лекция 6) Песнь о Роланде
Песнь о Роланде Исследование в области гуманитарных наук
Исследование в области гуманитарных наук презентация Правописание НЕ с именами существительными
презентация Правописание НЕ с именами существительными 10 ошибок в воспитании, которые все когда-нибудь совершали
10 ошибок в воспитании, которые все когда-нибудь совершали Основные положения теории логистики. Основные понятия и определения
Основные положения теории логистики. Основные понятия и определения Игра, как средство развития воображения и мышления у детей с ОВЗ
Игра, как средство развития воображения и мышления у детей с ОВЗ Семинар Добро пожаловать в проектные технологии!
Семинар Добро пожаловать в проектные технологии! Роль кожи в терморегуляции организма
Роль кожи в терморегуляции организма The “europolis” residential complex: a fantasy in palladian style traditions
The “europolis” residential complex: a fantasy in palladian style traditions Задания по сольфеджио и слушанию музыки для 1 класса
Задания по сольфеджио и слушанию музыки для 1 класса Посвящается учителям
Посвящается учителям Награда за терпение
Награда за терпение ПРЕЗЕНТАЦИЯ ЗАНИМАТЕЛЬНЫЙ ТРУД - ПОДЕЛКИ ИЗ ПРИРОДНОГО МАТЕРИАЛА
ПРЕЗЕНТАЦИЯ ЗАНИМАТЕЛЬНЫЙ ТРУД - ПОДЕЛКИ ИЗ ПРИРОДНОГО МАТЕРИАЛА Упрощение выражений
Упрощение выражений Режим труда и отдыха старшеклассников
Режим труда и отдыха старшеклассников Беременность и заболевания сердечно-сосудистой системы. Лекция 7
Беременность и заболевания сердечно-сосудистой системы. Лекция 7 Бизнес-план. Индивидуальное предприятие
Бизнес-план. Индивидуальное предприятие