- Технология и оборудование для сварки профильных балок

Содержание
- 2. Типы профильных балок Балки разомкнутого сечения уголковый профиль тавровый профиль
- 3. Типы профильных балок Балки разомкнутого сечения двутавровый профиль несимметричный симметричный
- 4. Типы профильных балок Балки разомкнутого сечения швеллер
- 5. Типы профильных балок Балки замкнутого сечения симметричный коробчатый профиль коробчатый профиль с выносом одной полки
- 6. Типы профильных балок Основные параметры сечения симметричного двутаврового профиля
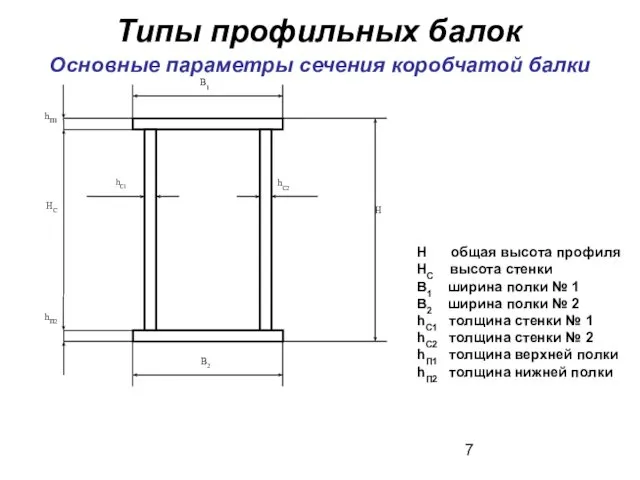
- 7. Типы профильных балок Основные параметры сечения коробчатой балки H общая высота профиля HС высота стенки B1
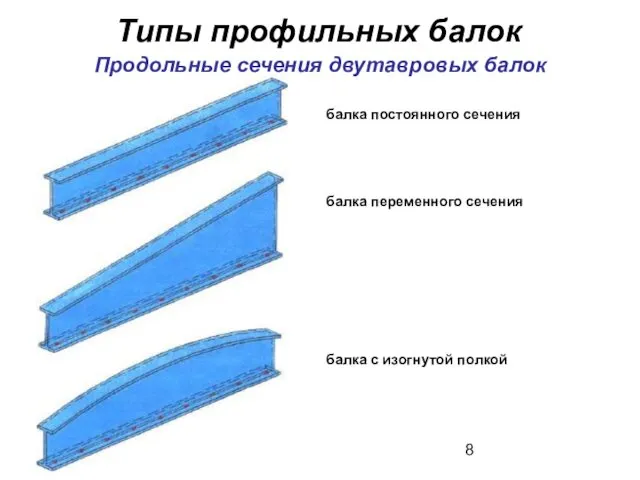
- 8. Типы профильных балок Продольные сечения двутавровых балок балка постоянного сечения балка переменного сечения балка с изогнутой
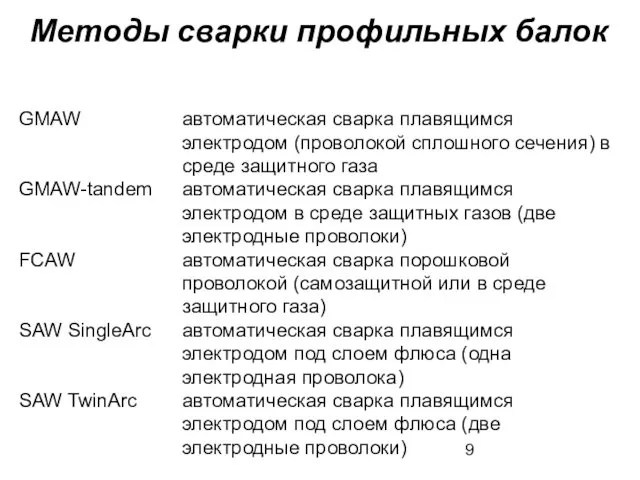
- 9. Методы сварки профильных балок GMAW автоматическая сварка плавящимся электродом (проволокой сплошного сечения) в среде защитного газа
- 10. Последовательность сварки продольных швов балка «стоя» (сварка швов поочередно) балка «стоя» (одновременная сварка двух прилежащих швов)
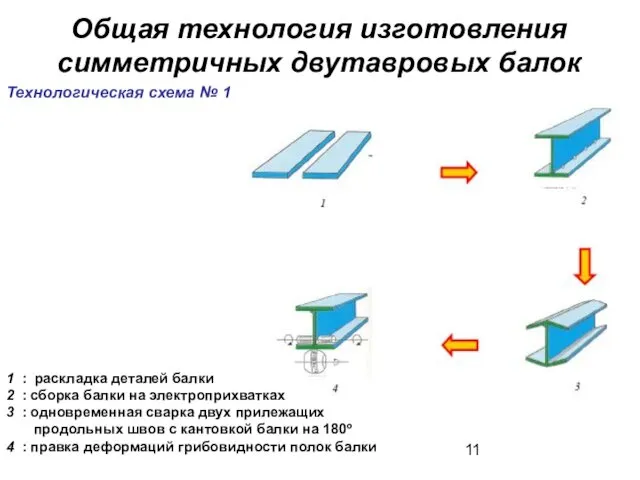
- 11. Общая технология изготовления симметричных двутавровых балок Технологическая схема № 1 1 : раскладка деталей балки 2
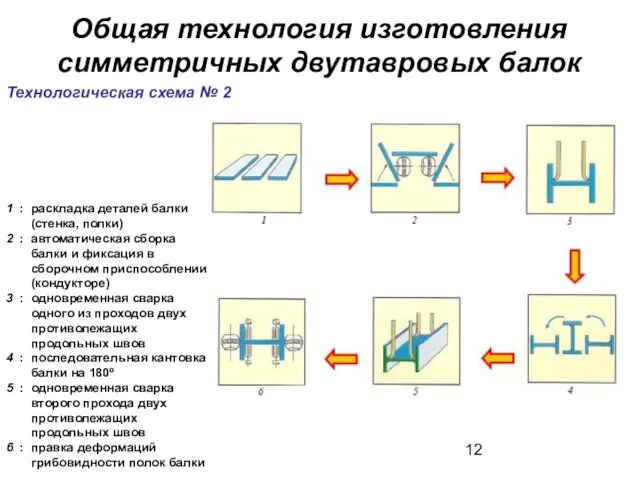
- 12. Общая технология изготовления симметричных двутавровых балок Технологическая схема № 2 1 : раскладка деталей балки (стенка,
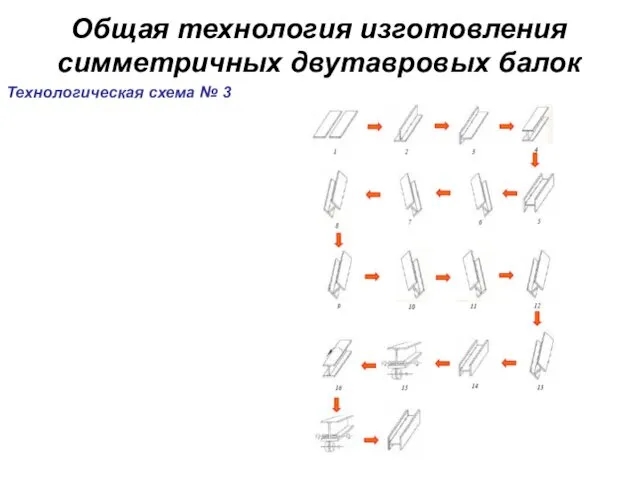
- 13. Общая технология изготовления симметричных двутавровых балок Технологическая схема № 3
- 14. 1 : раскладка деталей балки (стенка, полки) 2 : сборка стенки балки и одной из полок
- 15. Общая технология изготовления коробчатых балок Последовательность сварки продольных швов балка с симметричными полками (сварка швов поочередно)
- 16. Общая технология изготовления коробчатых балок 1 : укладка стенки балки 2 : установка и приварка на
- 17. Общая концепция оборудования Перемещение балки
- 18. Общая концепция оборудования Расположение балки во время сварки
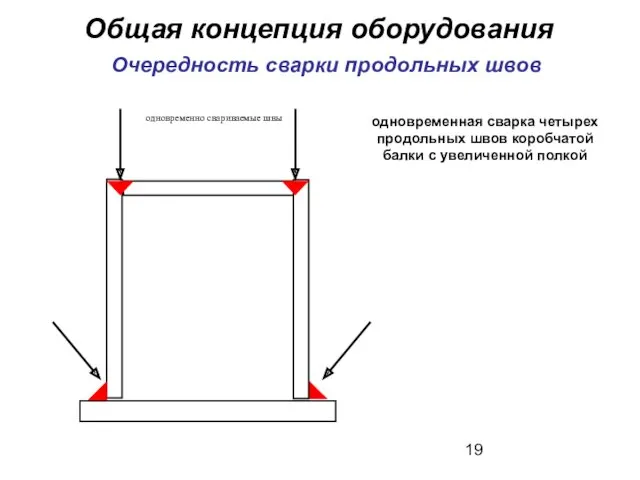
- 19. Общая концепция оборудования Очередность сварки продольных швов одновременная сварка четырех продольных швов коробчатой балки с увеличенной
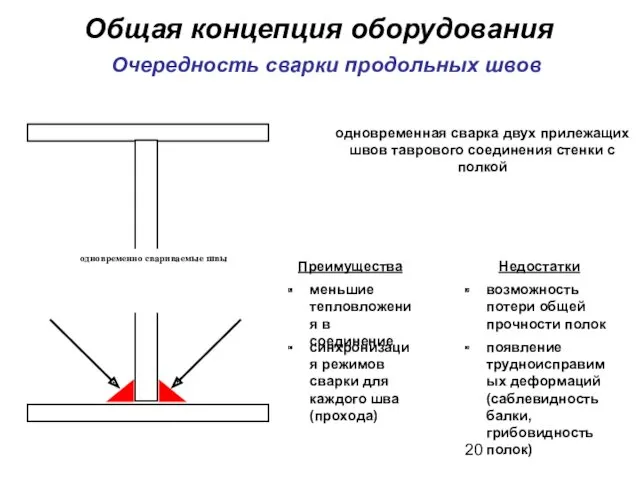
- 20. Общая концепция оборудования Очередность сварки продольных швов одновременная сварка двух прилежащих швов таврового соединения стенки с
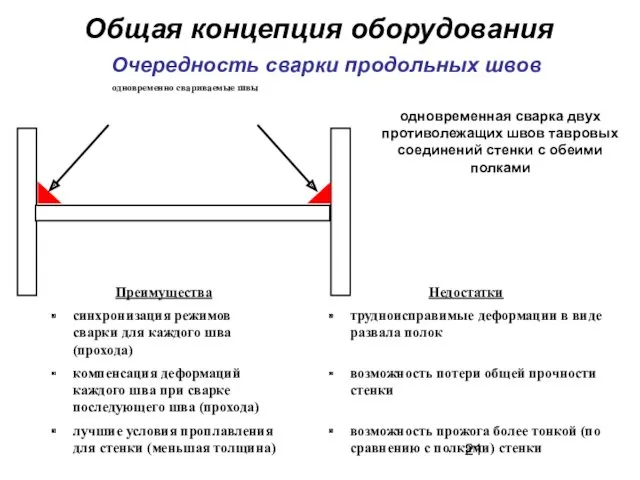
- 21. Общая концепция оборудования Очередность сварки продольных швов одновременная сварка двух противолежащих швов тавровых соединений стенки с
- 22. разделка кромок стенки двутавровой балки по Европейским нормам Общая концепция оборудования
- 23. Типы автоматического сварочного оборудования Сварочные тракторы Одна головка GMAW Одна головка GMAW-tandem Две головки GMAW Одна
- 24. Типы автоматического сварочного оборудования Сварочные тракторы самоходная сварочная каретка электропривод перемещения сварочной каретки с регулируемой скоростью
- 25. 1 – самоходная сварочная каретка 2 – привод перемещения каретки 3 – поворотный кронштейн 4 –
- 26. Однодуговые сварочные тракторы сварочная каретка GMAW сварки
- 27. Однодуговые сварочные тракторы SAW SingleArc сварка стыкового шва вне колеи
- 28. GMAW сварка углового шва Однодуговые сварочные тракторы
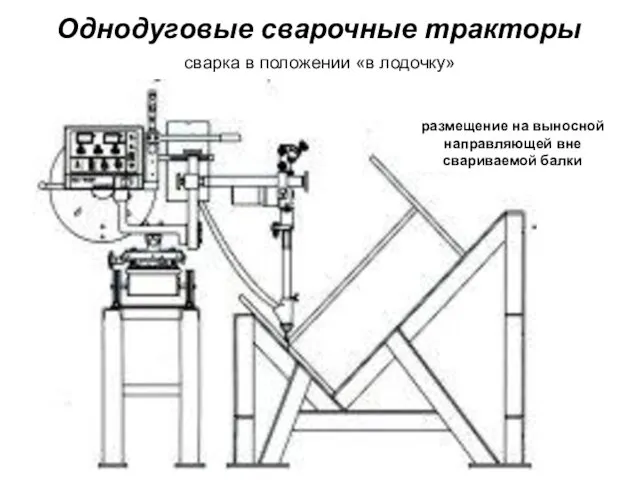
- 29. Однодуговые сварочные тракторы сварка в положении «в лодочку» размещение на выносной направляющей вне свариваемой балки
- 30. Однодуговые сварочные тракторы сварка в положении «в лодочку» размещение на свариваемой балке
- 31. Двухдуговые сварочные тракторы сварка внутри колеи
- 32. Двухдуговые сварочные тракторы сварка вне колеи
- 33. Двухдуговые сварочные тракторы сварка вне колеи
- 34. Передвижные сварочные колонны с одной сварочной головкой: балка в любом положении, одни шов
- 35. Передвижные сварочные колонны с двумя сварочными головками на одной сварочной каретке: - двусторонние тавровые совмещенные швы
- 36. Передвижные сварочные колонны с двумя сварочными каретками (приводная + неприводная или обе приводные): - двусторонние тавровые
- 37. Стационарные сварочные порталы для сварки балок с вертикальной стенкой: двусторонний тавровый совмещенный шов
- 38. Стационарные сварочные порталы для сварки балок с горизонтальной стенкой: сварка проходов разнесенных швов
- 39. Стационарные сварочные порталы для сварки балок с вертикальной стенкой: одновременная сварка четырех швов
- 40. Стационарные сварочные порталы для сварки коробчатых балок: сварка четырех швов одновременно
- 41. Передвижные сварочные порталы сварка балки с вертикальной стенкой
- 42. Передвижные сварочные порталы сварка балки с горизонтальной стенкой
- 43. Передвижные сварочные порталы выносные сварочные головки на одной стороне портала
- 44. Передвижные сварочные порталы выносные сварочные головки на консолях
- 45. Передвижные сварочные порталы сварка двух балок в положении «в лодочку»
- 46. Передвижные сварочные порталы сварочные головки на противоположных гранях направляющей портала: сварка балки с горизонтальной стенкой
- 47. Автоматические линии сварки балок на базе стационарного портала: балка с вертикальной стенкой - Уголок (симметричный и
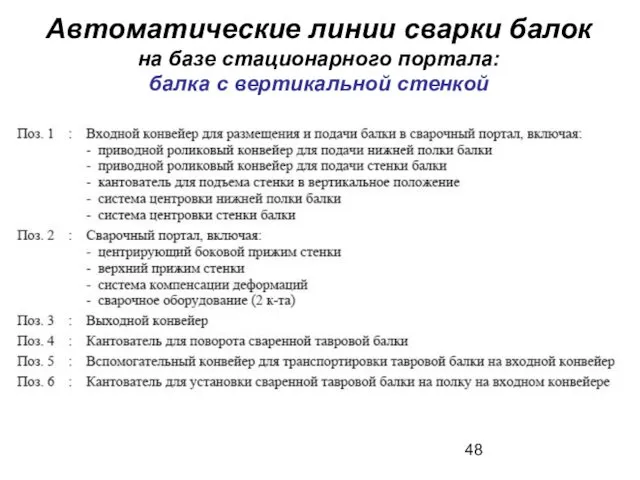
- 48. Автоматические линии сварки балок на базе стационарного портала: балка с вертикальной стенкой
- 49. Автоматические линии сварки балок на базе стационарного портала: балка с вертикальной стенкой
- 50. Автоматические линии сварки балок на базе стационарного портала: балка с горизонтальной стенкой - Тавр (симметричный и
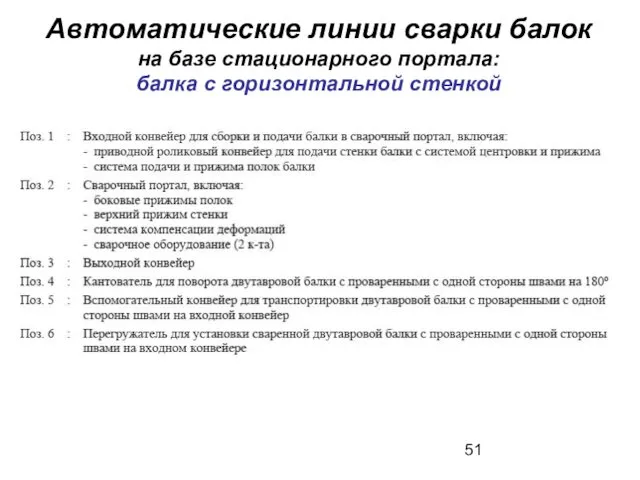
- 51. Автоматические линии сварки балок на базе стационарного портала: балка с горизонтальной стенкой
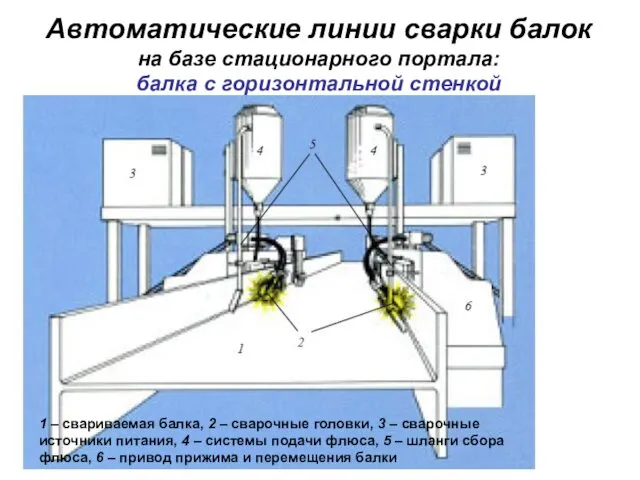
- 52. Автоматические линии сварки балок на базе стационарного портала: балка с горизонтальной стенкой 1 – свариваемая балка,
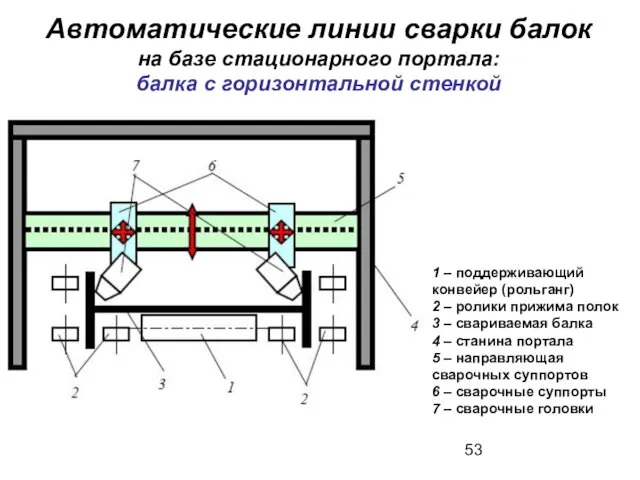
- 53. Автоматические линии сварки балок на базе стационарного портала: балка с горизонтальной стенкой 1 – поддерживающий конвейер
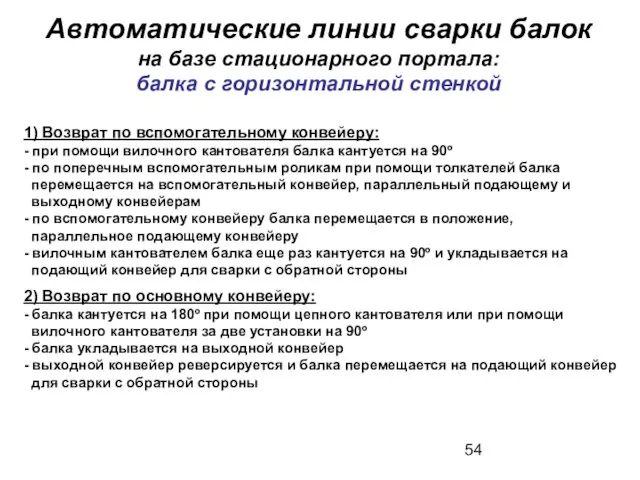
- 54. Автоматические линии сварки балок на базе стационарного портала: балка с горизонтальной стенкой 1) Возврат по вспомогательному
- 55. Формирование сварных швов и правка грибовидности полок
- 56. Применение сварных швов с конструктивным непроваром в несущих пролетных балках: - Возможность появления скрытых дефектов, сосредоточенных
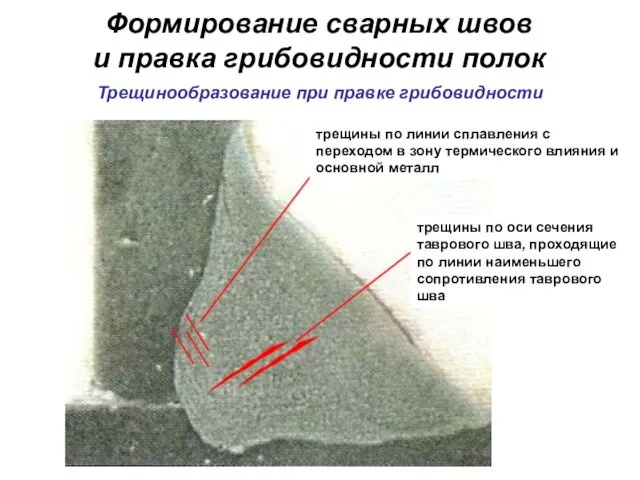
- 57. Формирование сварных швов и правка грибовидности полок Трещинообразование при правке грибовидности трещины по линии сплавления с
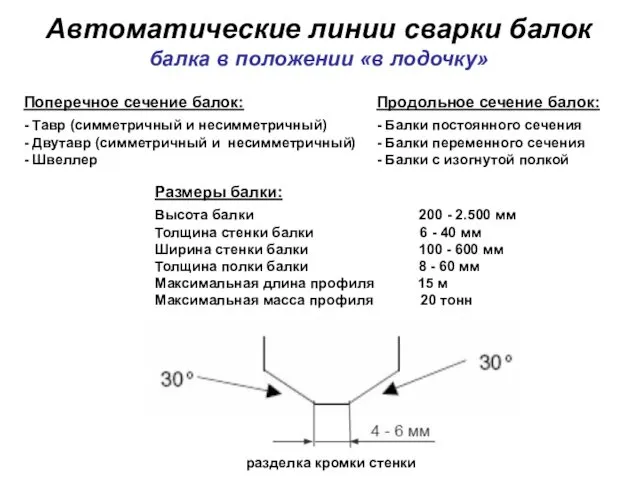
- 58. Автоматические линии сварки балок балка в положении «в лодочку» Поперечное сечение балок: - Тавр (симметричный и
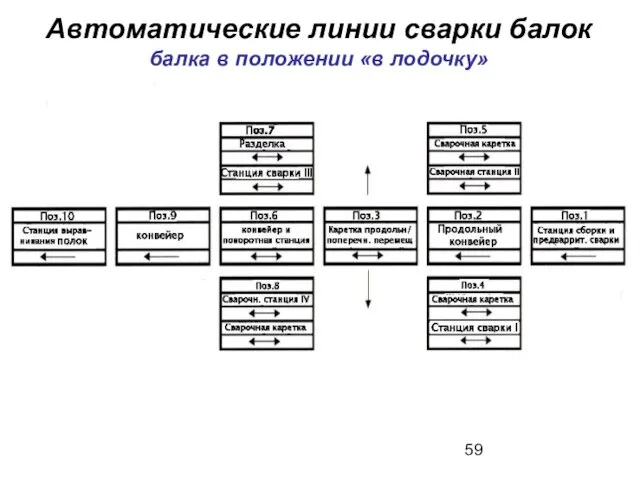
- 59. Автоматические линии сварки балок балка в положении «в лодочку»
- 60. Автоматические линии сварки балок балка в положении «в лодочку»
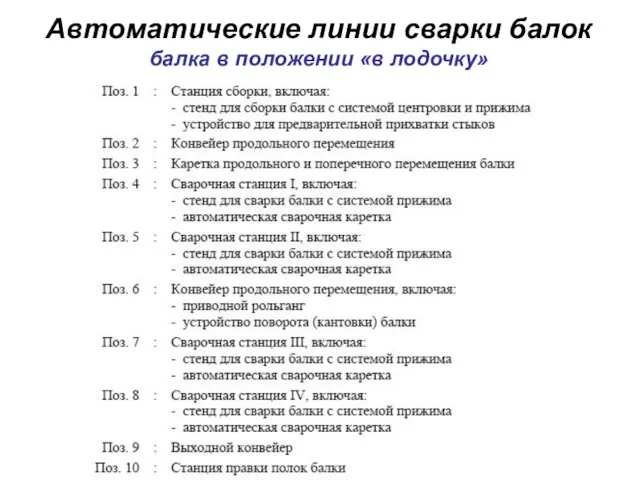
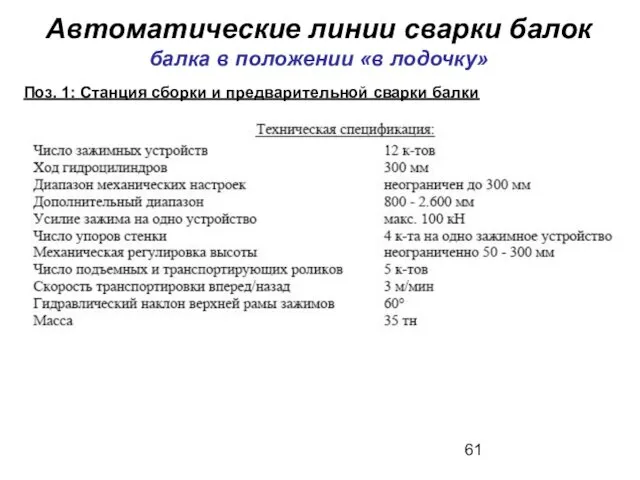
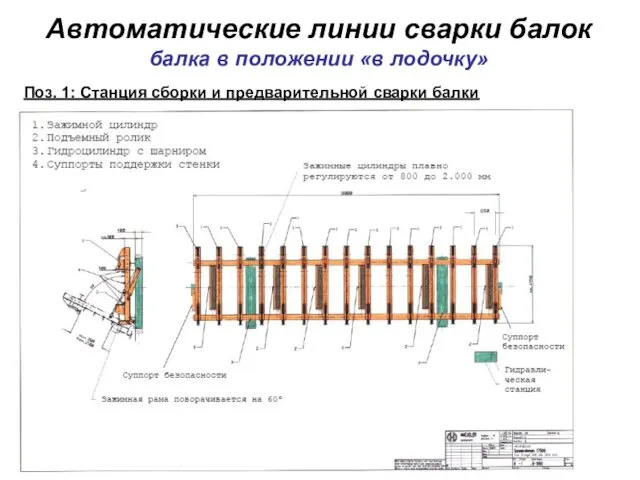
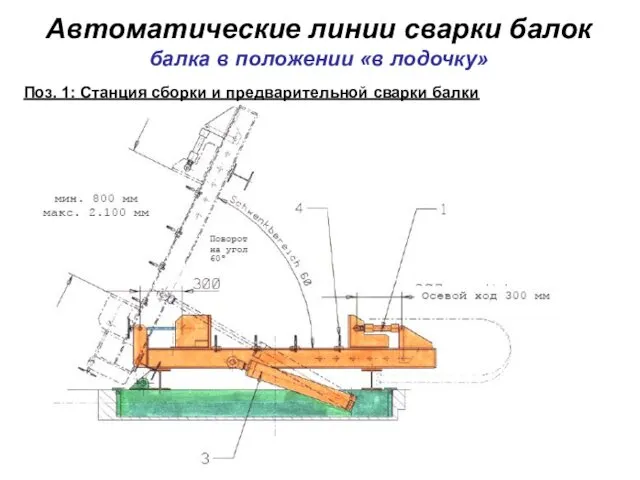
- 61. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 1: Станция сборки и предварительной сварки
- 62. Автоматические линии сварки балок балка в положении «в лодочку» Автоматические линии сварки балок балка в положении
- 63. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 1: Станция сборки и предварительной сварки
- 64. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 1: Станция сборки и предварительной сварки
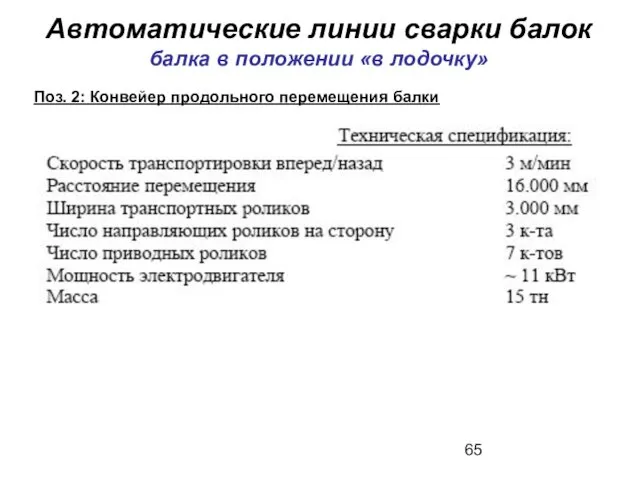
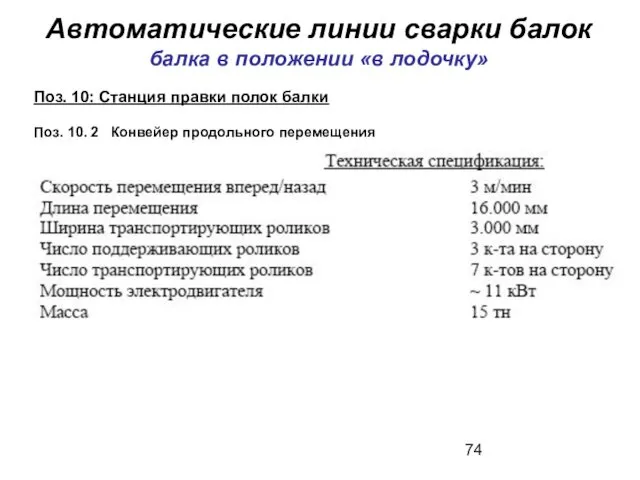
- 65. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 2: Конвейер продольного перемещения балки
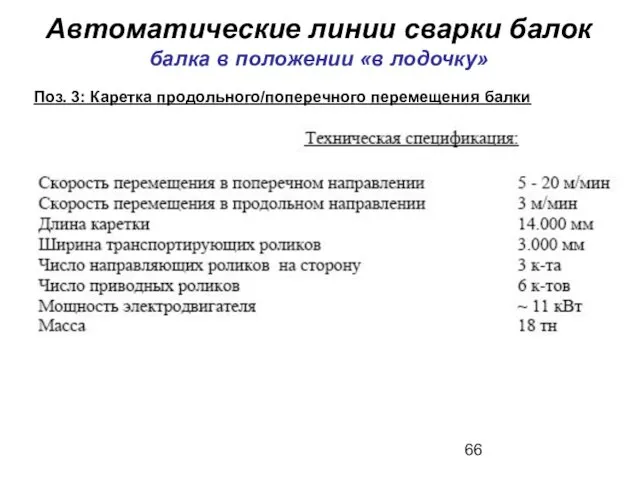
- 66. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 3: Каретка продольного/поперечного перемещения балки
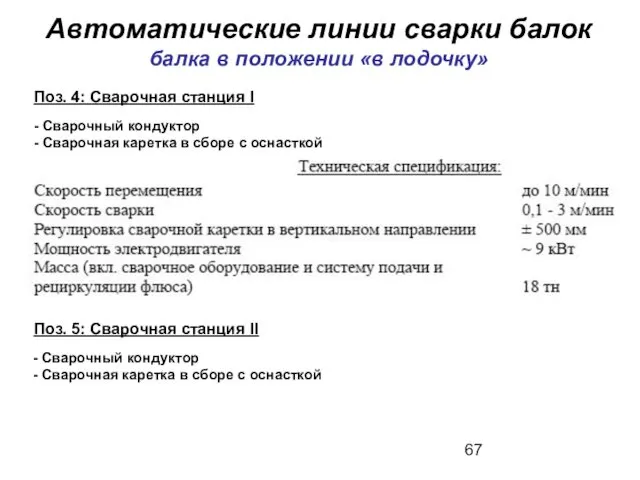
- 67. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 4: Сварочная станция I - Сварочный
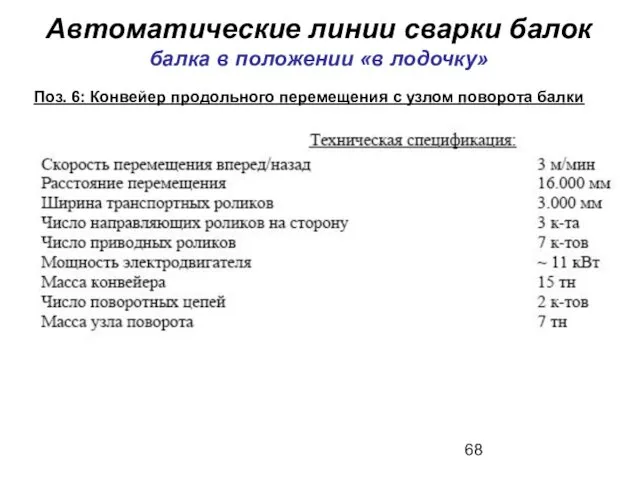
- 68. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 6: Конвейер продольного перемещения с узлом
- 69. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 6: Конвейер продольного перемещения с узлом
- 70. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 7: Сварочная станция III - Сварочный
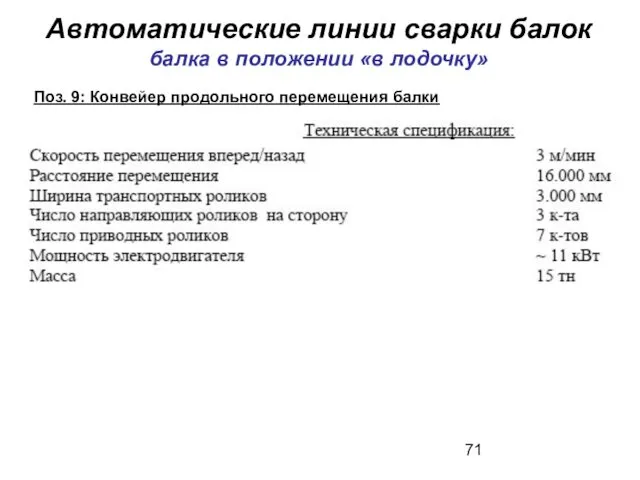
- 71. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 9: Конвейер продольного перемещения балки
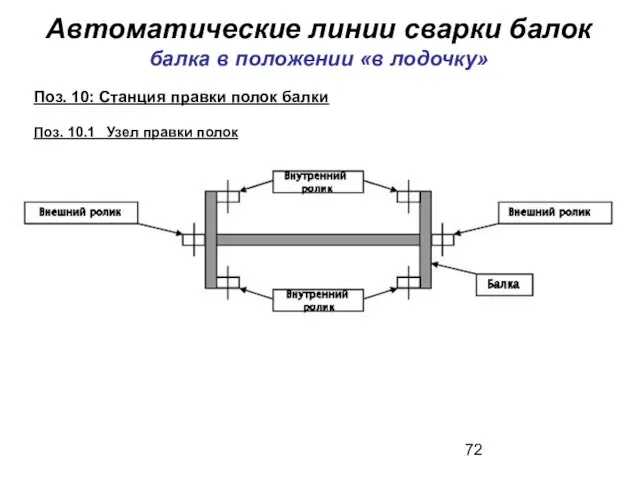
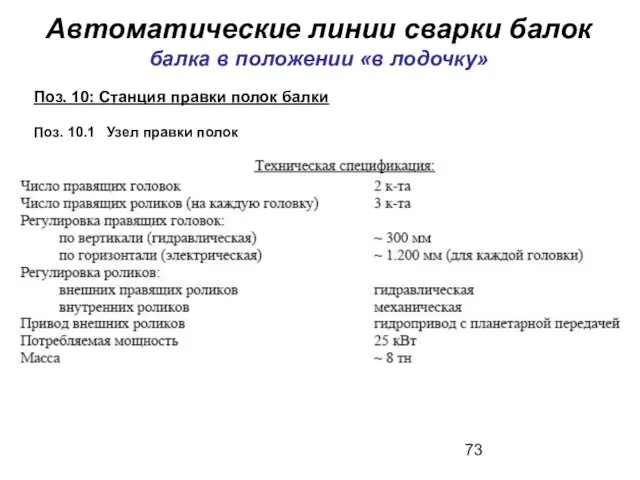
- 72. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 10: Станция правки полок балки Поз.
- 73. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 10: Станция правки полок балки Поз.
- 74. Автоматические линии сварки балок балка в положении «в лодочку» Поз. 10: Станция правки полок балки Поз.
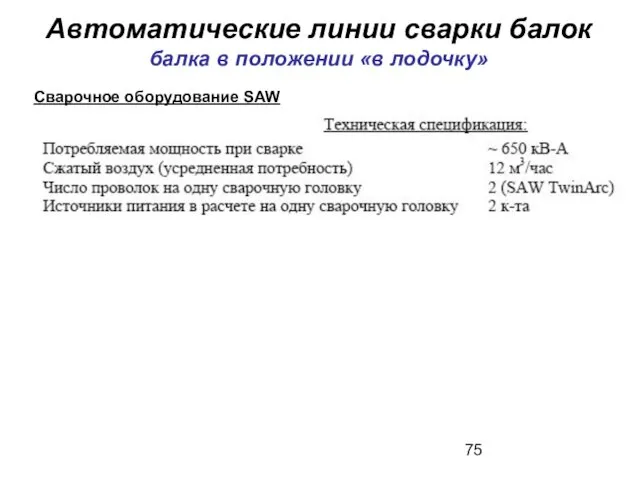
- 75. Автоматические линии сварки балок балка в положении «в лодочку» Сварочное оборудование SAW
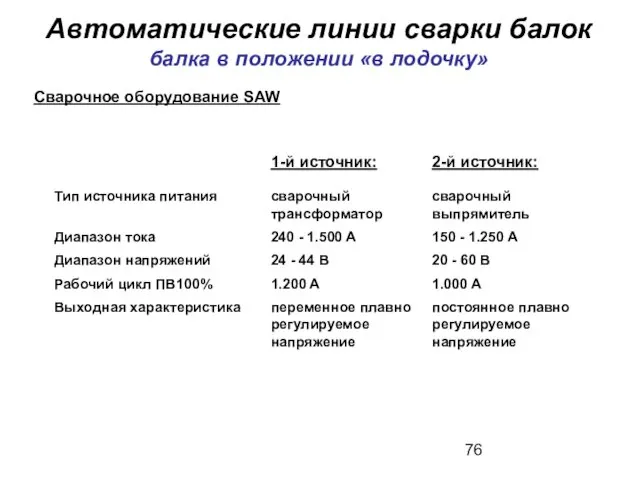
- 76. Автоматические линии сварки балок балка в положении «в лодочку» Сварочное оборудование SAW
- 77. Автоматические линии сварки балок балка в положении «в лодочку» Цифровая система управления сварочным оборудованием SAW
- 78. Автоматические линии сварки балок балка в положении «в лодочку» Система подачи и рециркуляции флюса 01 –
- 79. Автоматические линии сварки балок балка в положении «в лодочку» Основные преимущества линии сварки в положении «в
- 80. Автоматические линии сварки балок балка в положении «в лодочку» Основные преимущества линии сварки в положении «в
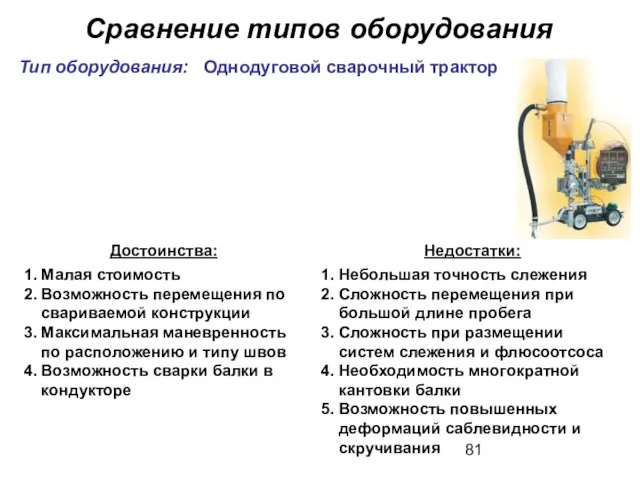
- 81. Сравнение типов оборудования Тип оборудования: Однодуговой сварочный трактор Достоинства: 1. Малая стоимость 2. Возможность перемещения по
- 82. Сравнение типов оборудования Тип оборудования: Двухдуговой сварочный трактор (сварка внутри колеи) Достоинства: 1. Возможность перемещения по
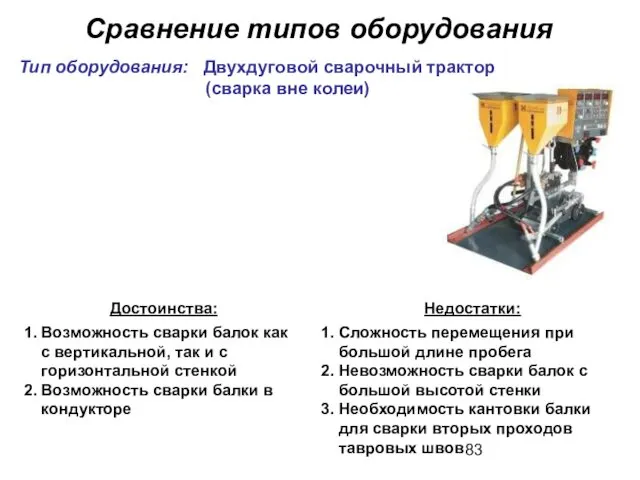
- 83. Сравнение типов оборудования Тип оборудования: Двухдуговой сварочный трактор (сварка вне колеи) Достоинства: 1. Возможность сварки балок
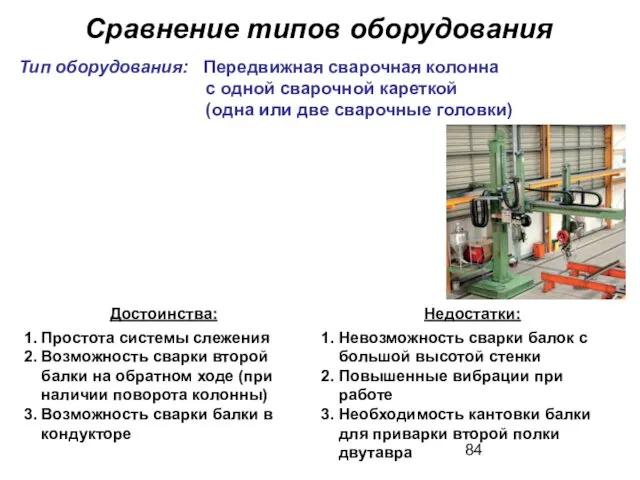
- 84. Сравнение типов оборудования Тип оборудования: Передвижная сварочная колонна с одной сварочной кареткой (одна или две сварочные
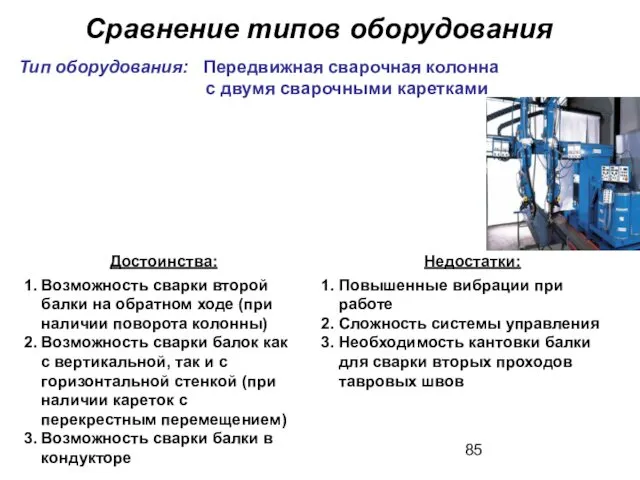
- 85. Сравнение типов оборудования Тип оборудования: Передвижная сварочная колонна с двумя сварочными каретками Достоинства: 1. Возможность сварки
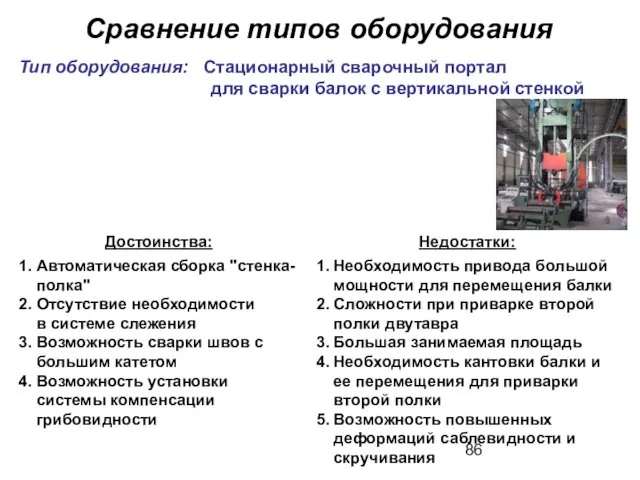
- 86. Сравнение типов оборудования Тип оборудования: Стационарный сварочный портал для сварки балок с вертикальной стенкой Достоинства: 1.
- 87. Сравнение типов оборудования Тип оборудования: Стационарный сварочный портал для сварки балок с горизонтальной стенкой Достоинства: 1.
- 89. Скачать презентацию
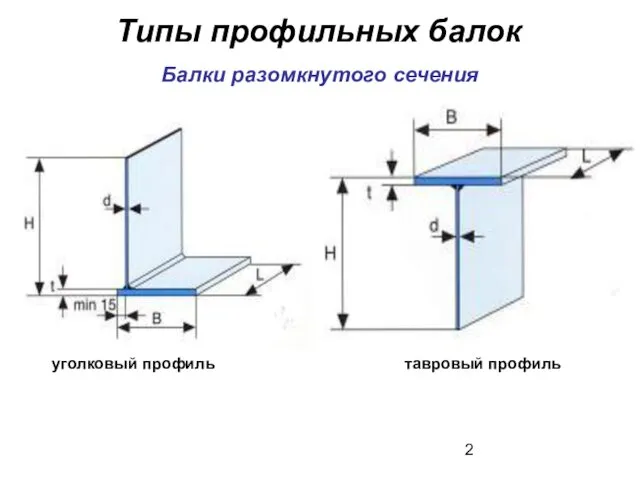
Типы профильных балок
Балки разомкнутого сечения
уголковый профиль
тавровый профиль
Типы профильных балок
Балки разомкнутого сечения
уголковый профиль
тавровый профиль
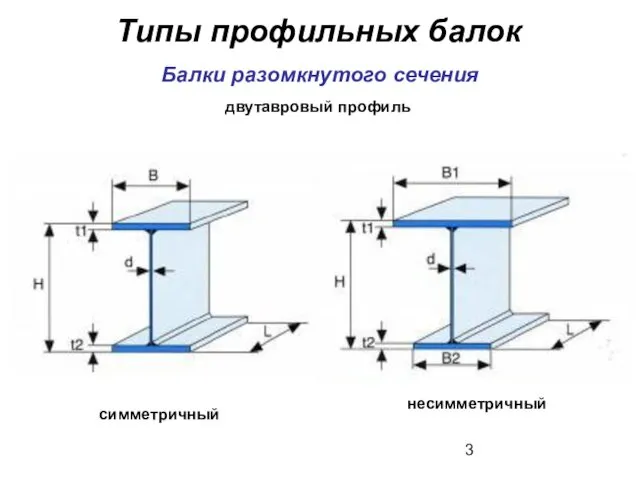
Типы профильных балок
Балки разомкнутого сечения
двутавровый профиль
несимметричный
симметричный
Типы профильных балок
Балки разомкнутого сечения
двутавровый профиль
несимметричный
симметричный

Типы профильных балок
Балки разомкнутого сечения
швеллер
Типы профильных балок
Балки разомкнутого сечения
швеллер
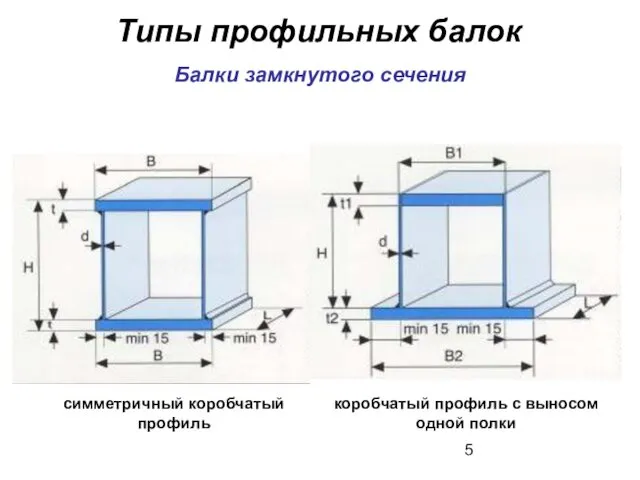
Типы профильных балок
Балки замкнутого сечения
симметричный коробчатый профиль
коробчатый профиль с выносом
Типы профильных балок
Балки замкнутого сечения
симметричный коробчатый профиль
коробчатый профиль с выносом
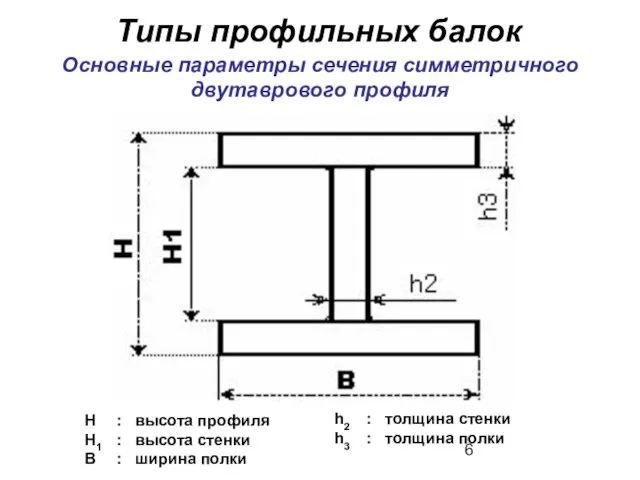
Типы профильных балок
Основные параметры сечения симметричного двутаврового профиля
Типы профильных балок
Основные параметры сечения симметричного двутаврового профиля
Типы профильных балок
Основные параметры сечения коробчатой балки
H общая высота профиля
HС высота
Типы профильных балок
Основные параметры сечения коробчатой балки
H общая высота профиля
HС высота
Типы профильных балок
Продольные сечения двутавровых балок
балка постоянного сечения
балка переменного сечения
балка с
Типы профильных балок
Продольные сечения двутавровых балок
балка постоянного сечения
балка переменного сечения
балка с
Методы сварки профильных балок
GMAW автоматическая сварка плавящимся электродом (проволокой сплошного сечения) в
Методы сварки профильных балок
GMAW автоматическая сварка плавящимся электродом (проволокой сплошного сечения) в
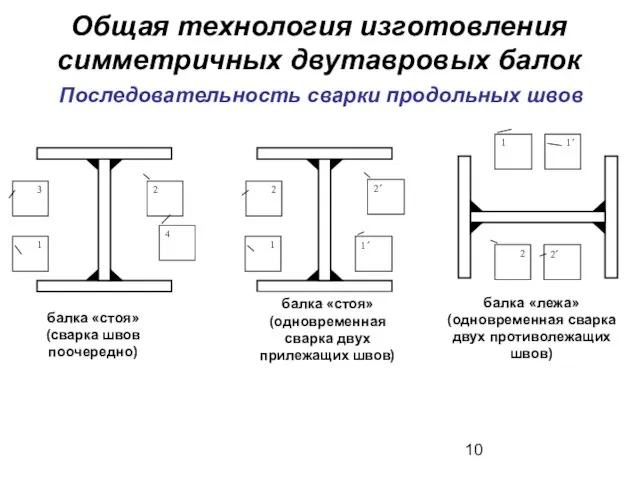
Последовательность сварки продольных швов
балка «стоя» (сварка швов поочередно)
балка «стоя» (одновременная сварка
Последовательность сварки продольных швов
балка «стоя» (сварка швов поочередно)
балка «стоя» (одновременная сварка
Общая технология изготовления симметричных двутавровых балок
Технологическая схема № 1
1 :
Общая технология изготовления симметричных двутавровых балок
Технологическая схема № 1
1 :
Общая технология изготовления симметричных двутавровых балок
Технологическая схема № 2
1 :
Общая технология изготовления симметричных двутавровых балок
Технологическая схема № 2
1 :
Общая технология изготовления симметричных двутавровых балок
Технологическая схема № 3
Общая технология изготовления симметричных двутавровых балок
Технологическая схема № 3
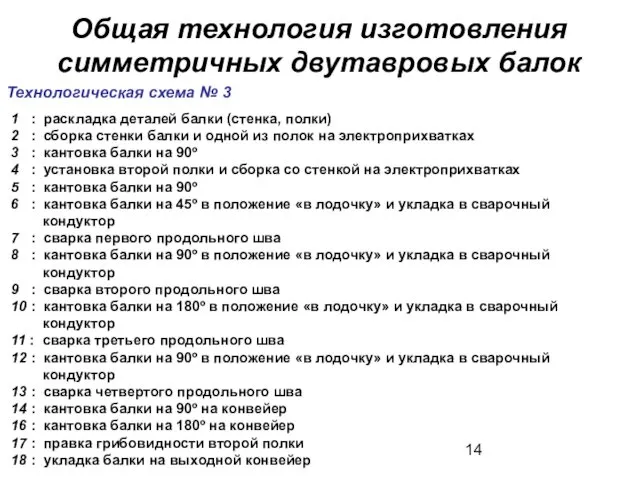
1 : раскладка деталей балки (стенка, полки)
2 : сборка стенки балки
1 : раскладка деталей балки (стенка, полки)
2 : сборка стенки балки
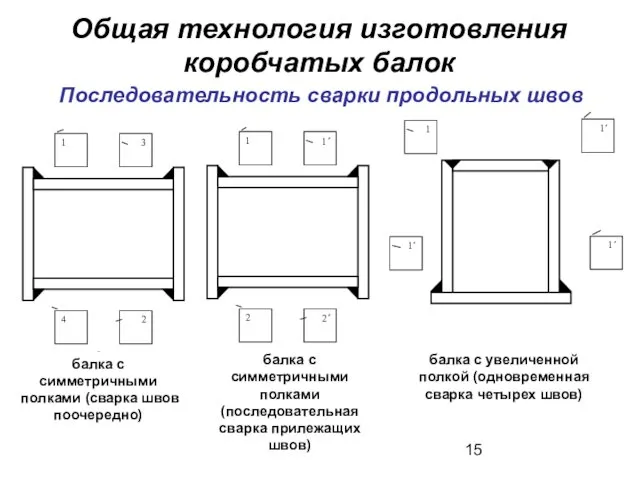
Общая технология изготовления коробчатых балок
Последовательность сварки продольных швов
балка с симметричными полками
Общая технология изготовления коробчатых балок
Последовательность сварки продольных швов
балка с симметричными полками
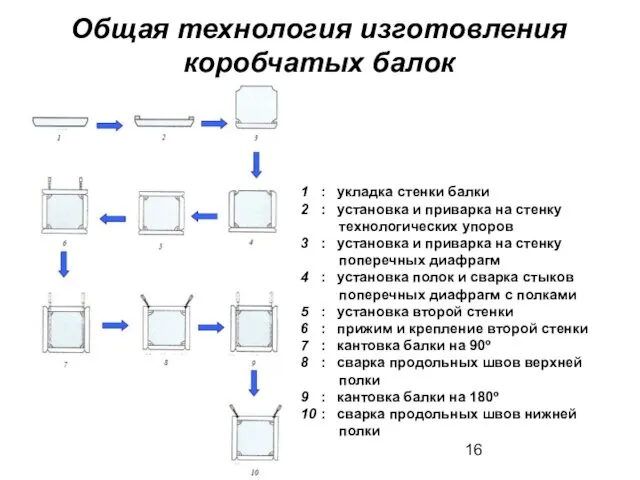
Общая технология изготовления коробчатых балок
1 : укладка стенки балки
2 : установка
Общая технология изготовления коробчатых балок
1 : укладка стенки балки
2 : установка
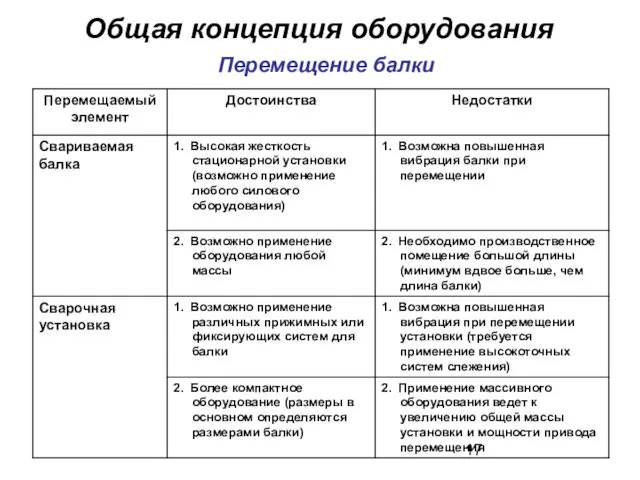
Общая концепция оборудования
Перемещение балки
Общая концепция оборудования
Перемещение балки
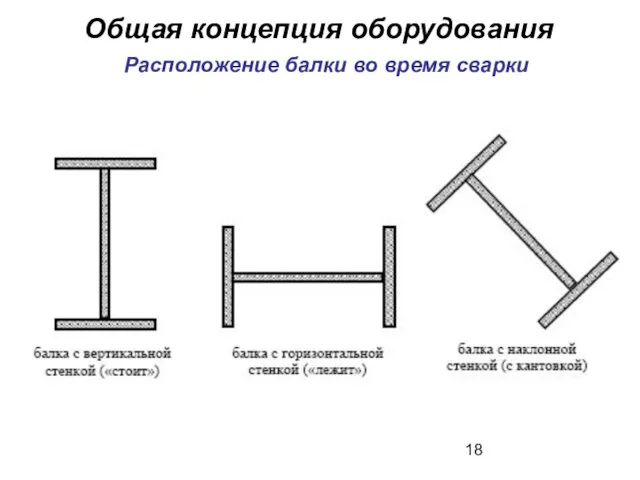
Общая концепция оборудования
Расположение балки во время сварки
Общая концепция оборудования
Расположение балки во время сварки
Общая концепция оборудования
Очередность сварки продольных швов
одновременная сварка четырех продольных швов коробчатой
Общая концепция оборудования
Очередность сварки продольных швов
одновременная сварка четырех продольных швов коробчатой
Общая концепция оборудования
Очередность сварки продольных швов
одновременная сварка двух прилежащих швов таврового
Общая концепция оборудования
Очередность сварки продольных швов
одновременная сварка двух прилежащих швов таврового
Общая концепция оборудования
Очередность сварки продольных швов
одновременная сварка двух противолежащих швов тавровых
Общая концепция оборудования
Очередность сварки продольных швов
одновременная сварка двух противолежащих швов тавровых
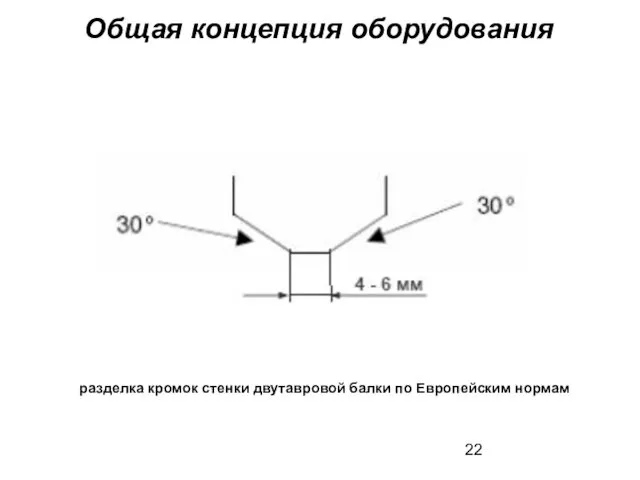
разделка кромок стенки двутавровой балки по Европейским нормам
Общая концепция оборудования
разделка кромок стенки двутавровой балки по Европейским нормам
Общая концепция оборудования
Типы автоматического сварочного оборудования
Сварочные тракторы
Одна головка GMAW
Одна головка GMAW-tandem
Две головки GMAW
Одна
Типы автоматического сварочного оборудования
Сварочные тракторы
Одна головка GMAW
Одна головка GMAW-tandem
Две головки GMAW
Одна
Типы автоматического сварочного оборудования
Сварочные тракторы
самоходная сварочная каретка
электропривод перемещения сварочной каретки с
Типы автоматического сварочного оборудования
Сварочные тракторы
самоходная сварочная каретка
электропривод перемещения сварочной каретки с

1 – самоходная сварочная каретка
2 – привод перемещения каретки
3 – поворотный
1 – самоходная сварочная каретка
2 – привод перемещения каретки
3 – поворотный

Однодуговые сварочные тракторы
сварочная каретка GMAW сварки
Однодуговые сварочные тракторы
сварочная каретка GMAW сварки

Однодуговые сварочные тракторы
SAW SingleArc сварка стыкового шва вне колеи
Однодуговые сварочные тракторы
SAW SingleArc сварка стыкового шва вне колеи

GMAW сварка углового шва
Однодуговые сварочные тракторы
GMAW сварка углового шва
Однодуговые сварочные тракторы
Однодуговые сварочные тракторы
сварка в положении «в лодочку»
размещение на выносной направляющей
Однодуговые сварочные тракторы
сварка в положении «в лодочку»
размещение на выносной направляющей

Однодуговые сварочные тракторы
сварка в положении «в лодочку»
размещение на свариваемой балке
Однодуговые сварочные тракторы
сварка в положении «в лодочку»
размещение на свариваемой балке

Двухдуговые сварочные тракторы
сварка внутри колеи
Двухдуговые сварочные тракторы
сварка внутри колеи

Двухдуговые сварочные тракторы
сварка вне колеи
Двухдуговые сварочные тракторы
сварка вне колеи

Двухдуговые сварочные тракторы
сварка вне колеи
Двухдуговые сварочные тракторы
сварка вне колеи

Передвижные сварочные колонны
с одной сварочной головкой:
балка в любом положении, одни шов
Передвижные сварочные колонны
с одной сварочной головкой:
балка в любом положении, одни шов

Передвижные сварочные колонны
с двумя сварочными головками на одной сварочной каретке:
- двусторонние
Передвижные сварочные колонны
с двумя сварочными головками на одной сварочной каретке:
- двусторонние

Передвижные сварочные колонны
с двумя сварочными каретками (приводная + неприводная или обе
Передвижные сварочные колонны
с двумя сварочными каретками (приводная + неприводная или обе

Стационарные сварочные порталы
для сварки балок с вертикальной стенкой:
двусторонний тавровый совмещенный шов
Стационарные сварочные порталы
для сварки балок с вертикальной стенкой:
двусторонний тавровый совмещенный шов

Стационарные сварочные порталы
для сварки балок с горизонтальной стенкой:
сварка проходов разнесенных швов
Стационарные сварочные порталы
для сварки балок с горизонтальной стенкой:
сварка проходов разнесенных швов

Стационарные сварочные порталы
для сварки балок с вертикальной стенкой:
одновременная сварка четырех швов
Стационарные сварочные порталы
для сварки балок с вертикальной стенкой:
одновременная сварка четырех швов

Стационарные сварочные порталы
для сварки коробчатых балок:
сварка четырех швов одновременно
Стационарные сварочные порталы
для сварки коробчатых балок:
сварка четырех швов одновременно

Передвижные сварочные порталы
сварка балки с вертикальной стенкой
Передвижные сварочные порталы
сварка балки с вертикальной стенкой

Передвижные сварочные порталы
сварка балки с горизонтальной стенкой
Передвижные сварочные порталы
сварка балки с горизонтальной стенкой

Передвижные сварочные порталы
выносные сварочные головки на одной стороне портала
Передвижные сварочные порталы
выносные сварочные головки на одной стороне портала

Передвижные сварочные порталы
выносные сварочные головки на консолях
Передвижные сварочные порталы
выносные сварочные головки на консолях
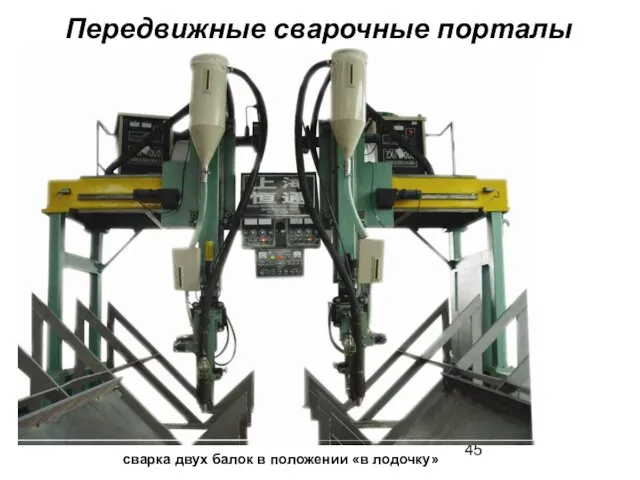
Передвижные сварочные порталы
сварка двух балок в положении «в лодочку»
Передвижные сварочные порталы
сварка двух балок в положении «в лодочку»

Передвижные сварочные порталы
сварочные головки на противоположных гранях направляющей портала:
сварка балки с
Передвижные сварочные порталы
сварочные головки на противоположных гранях направляющей портала:
сварка балки с

Автоматические линии сварки балок
на базе стационарного портала:
балка с вертикальной стенкой
- Уголок
Автоматические линии сварки балок
на базе стационарного портала:
балка с вертикальной стенкой
- Уголок
Автоматические линии сварки балок
на базе стационарного портала:
балка с вертикальной стенкой
Автоматические линии сварки балок
на базе стационарного портала:
балка с вертикальной стенкой

Автоматические линии сварки балок
на базе стационарного портала:
балка с вертикальной стенкой
Автоматические линии сварки балок
на базе стационарного портала:
балка с вертикальной стенкой

Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
- Тавр
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
- Тавр
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
1 –
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
1 –
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
1 –
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
1 –
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
1) Возврат
Автоматические линии сварки балок
на базе стационарного портала:
балка с горизонтальной стенкой
1) Возврат

Формирование сварных швов
и правка грибовидности полок
Формирование сварных швов
и правка грибовидности полок
Применение сварных швов с конструктивным непроваром в несущих пролетных балках:
-
Применение сварных швов с конструктивным непроваром в несущих пролетных балках:
-
Формирование сварных швов
и правка грибовидности полок
Трещинообразование при правке грибовидности
трещины по
Формирование сварных швов
и правка грибовидности полок
Трещинообразование при правке грибовидности
трещины по
Автоматические линии сварки балок
балка в положении «в лодочку»
Поперечное сечение балок:
- Тавр
Автоматические линии сварки балок
балка в положении «в лодочку»
Поперечное сечение балок:
- Тавр
Автоматические линии сварки балок
балка в положении «в лодочку»
Автоматические линии сварки балок
балка в положении «в лодочку»
Автоматические линии сварки балок
балка в положении «в лодочку»
Автоматические линии сварки балок
балка в положении «в лодочку»
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 1: Станция сборки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 1: Станция сборки

Автоматические линии сварки балок
балка в положении «в лодочку»
Автоматические линии сварки балок
балка
Автоматические линии сварки балок
балка в положении «в лодочку»
Автоматические линии сварки балок
балка
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 1: Станция сборки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 1: Станция сборки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 1: Станция сборки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 1: Станция сборки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 2: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 2: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 3: Каретка продольного/поперечного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 3: Каретка продольного/поперечного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 4: Сварочная станция
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 4: Сварочная станция
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 6: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 6: Конвейер продольного

Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 6: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 6: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 7: Сварочная станция
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 7: Сварочная станция
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 9: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 9: Конвейер продольного
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 10: Станция правки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 10: Станция правки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 10: Станция правки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 10: Станция правки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 10: Станция правки
Автоматические линии сварки балок
балка в положении «в лодочку»
Поз. 10: Станция правки
Автоматические линии сварки балок
балка в положении «в лодочку»
Сварочное оборудование SAW
Автоматические линии сварки балок
балка в положении «в лодочку»
Сварочное оборудование SAW
Автоматические линии сварки балок
балка в положении «в лодочку»
Сварочное оборудование SAW
Автоматические линии сварки балок
балка в положении «в лодочку»
Сварочное оборудование SAW

Автоматические линии сварки балок
балка в положении «в лодочку»
Цифровая система управления сварочным
Автоматические линии сварки балок
балка в положении «в лодочку»
Цифровая система управления сварочным

Автоматические линии сварки балок
балка в положении «в лодочку»
Система подачи и рециркуляции
Автоматические линии сварки балок
балка в положении «в лодочку»
Система подачи и рециркуляции
Автоматические линии сварки балок
балка в положении «в лодочку»
Основные преимущества линии сварки
Автоматические линии сварки балок
балка в положении «в лодочку»
Основные преимущества линии сварки
Автоматические линии сварки балок
балка в положении «в лодочку»
Основные преимущества линии сварки
Автоматические линии сварки балок
балка в положении «в лодочку»
Основные преимущества линии сварки
Сравнение типов оборудования
Тип оборудования: Однодуговой сварочный трактор
Достоинства:
1. Малая стоимость
2. Возможность перемещения
Сравнение типов оборудования
Тип оборудования: Однодуговой сварочный трактор
Достоинства:
1. Малая стоимость
2. Возможность перемещения

Сравнение типов оборудования
Тип оборудования: Двухдуговой сварочный трактор
(сварка внутри колеи)
Достоинства:
1.
Сравнение типов оборудования
Тип оборудования: Двухдуговой сварочный трактор
(сварка внутри колеи)
Достоинства:
1.
Сравнение типов оборудования
Тип оборудования: Двухдуговой сварочный трактор
(сварка вне колеи)
Достоинства:
1.
Сравнение типов оборудования
Тип оборудования: Двухдуговой сварочный трактор
(сварка вне колеи)
Достоинства:
1.
Сравнение типов оборудования
Тип оборудования: Передвижная сварочная колонна
с одной сварочной кареткой
Сравнение типов оборудования
Тип оборудования: Передвижная сварочная колонна
с одной сварочной кареткой
Сравнение типов оборудования
Тип оборудования: Передвижная сварочная колонна
с двумя сварочными каретками
Достоинства:
1.
Сравнение типов оборудования
Тип оборудования: Передвижная сварочная колонна
с двумя сварочными каретками
Достоинства:
1.
Сравнение типов оборудования
Тип оборудования: Стационарный сварочный портал
для сварки балок с
Сравнение типов оборудования
Тип оборудования: Стационарный сварочный портал
для сварки балок с
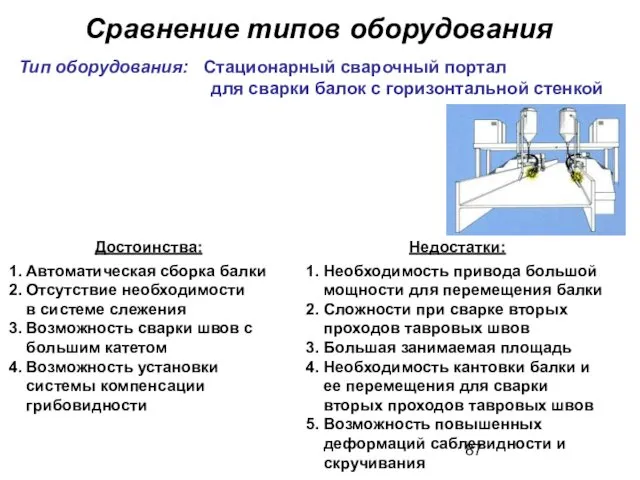
Сравнение типов оборудования
Тип оборудования: Стационарный сварочный портал
для сварки балок с
Сравнение типов оборудования
Тип оборудования: Стационарный сварочный портал
для сварки балок с
 Небесный металл
Небесный металл Корпоративные финансы. Экономическое содержание и назначение корпоративных финансов
Корпоративные финансы. Экономическое содержание и назначение корпоративных финансов ДЕТИ ВОЙНЫ (презентация)
ДЕТИ ВОЙНЫ (презентация) SP MDT MANUAL
SP MDT MANUAL Интерактивная тематическая игра Что такое толерантность? (Поле чудес)
Интерактивная тематическая игра Что такое толерантность? (Поле чудес) Лабиринты 5-6 классы
Лабиринты 5-6 классы Водопровідні мережі. Режими водоспоживання. Витрати та напори в протипожежних водопроводах
Водопровідні мережі. Режими водоспоживання. Витрати та напори в протипожежних водопроводах Песенка про Китай
Песенка про Китай Ангелы
Ангелы Анализ программ нового поколения для подготовки детей к школе
Анализ программ нового поколения для подготовки детей к школе Один день из жизни учителя
Один день из жизни учителя Вредные привычки и их влияние на здоровье подростков
Вредные привычки и их влияние на здоровье подростков Викторина для детей от 6 – 7 лет
Викторина для детей от 6 – 7 лет Урал. Путешествие по России
Урал. Путешествие по России Карбонильные соединения и карбоновые кислоты. Лекция № 4
Карбонильные соединения и карбоновые кислоты. Лекция № 4 Звуковой и слоговой анализ при автоматизации звука Ль
Звуковой и слоговой анализ при автоматизации звука Ль Духовно-нравственное воспитание
Духовно-нравственное воспитание Урок мира и добра ( классный час )
Урок мира и добра ( классный час ) Автокөліктерді диагностикалау
Автокөліктерді диагностикалау Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной
Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной Моделирование алгоритмов вейвлет-преобразования. Вейвлет-фильтры и их характеристики
Моделирование алгоритмов вейвлет-преобразования. Вейвлет-фильтры и их характеристики Наряд для семейного обеда. (Технология, 6 класс)
Наряд для семейного обеда. (Технология, 6 класс) My idol - hockey club AK BARS
My idol - hockey club AK BARS Транспорт и его виды
Транспорт и его виды Приложение 1 к постановлению Правительства Республики Казахстан
Приложение 1 к постановлению Правительства Республики Казахстан Физиологическая желтуха новорожденных
Физиологическая желтуха новорожденных Интегрированное занятие: Как называют Деда Мороза в разных странах мира? Вторая младшая группа. Воспитатель: Котюжанская Ольга Игоревна.
Интегрированное занятие: Как называют Деда Мороза в разных странах мира? Вторая младшая группа. Воспитатель: Котюжанская Ольга Игоревна. Принципы этиопатогенетической терапии фарингитов
Принципы этиопатогенетической терапии фарингитов