Технология изготовления конструкций из листового проката, негабаритных емкостей, сосудов под давлением презентация
- Технология изготовления конструкций из листового проката, негабаритных емкостей, сосудов под давлением

Содержание
- 2. ВВЕДЕНИЕ Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их
- 3. Рабочее место сварщика Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной
- 4. Технология производства конструкций оболочкового типа, негабаритных емкостей, сосудов под давлением. Оболочковые конструкции делят на два типа:
- 5. Листовая сварная конструкция
- 6. Производственная сварная конструкция
- 7. Технология сварки листового металла Металлические листы средней толщины варятся ступенчатым способом. Вся полоса сварки условно делится
- 8. Технология сварки Сварка прокатного металла может быть осуществлена встык или с нахлестом. Вертикальные швы рекомендуется выполнять
- 9. Из листовой стали делаются резервуары, цилиндрической формы используемые для нефтепродуктов или других технических жидкостей. Также из
- 10. Негабаритные емкости и сооружения При изготовлении емкостей и сооружений большого размера из листового проката целесообразно основной
- 11. Необходимость сварки с двух сторон предопределяет наличие двух ярусов 1 и 2, а также поворотного кружала
- 12. Монтаж вертикальных цилиндрических резервуаров. Рулон элементов днища укладывают на подготовленное основание резервуара. Выполняют односторонние нахлесточные соединения
- 13. Сферические резервуары и газгольдеры вместимостью 600 м3 обычно монтируют из двух полушарий, предварительно собираемых на стенде-кондукторе.
- 14. Технология изготовления сварных сосудов, работающих под давлением Днища изготавливают штамповкой, предварительно вырезанной из целого листа заготовки,
- 15. Оболочковая конструкция
- 16. Последовательность выполнения операций при изготовлении толстостенных сосудов
- 17. Корпусная конструкция
- 18. Сварочные материалы Сварочными материалами называют расходные материалы, используемые при сварке. Сварочные электроды и проволока обеспечивают подачу
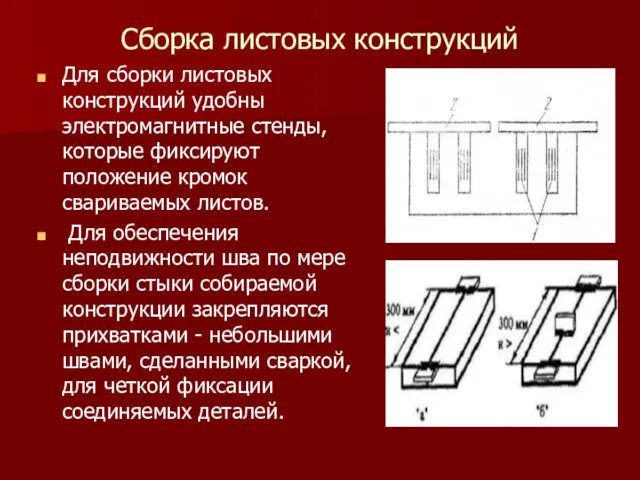
- 19. Сборка листовых конструкций Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют положение кромок свариваемых листов.
- 20. Выбор режима сварки Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели
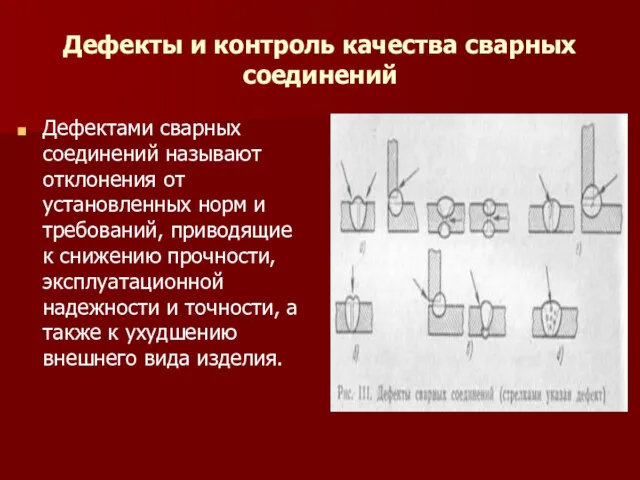
- 21. Дефекты и контроль качества сварных соединений Дефектами сварных соединений называют отклонения от установленных норм и требований,
- 22. Kemppi FastROOT- это новая технология сварки модифицированной короткой дугой.
- 24. Скачать презентацию
ВВЕДЕНИЕ
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей
ВВЕДЕНИЕ
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей
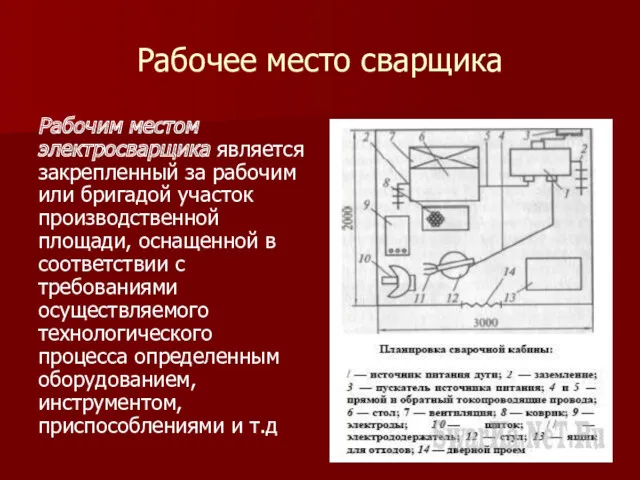
Рабочее место сварщика
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок
Рабочее место сварщика
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок
Технология производства конструкций оболочкового типа, негабаритных емкостей, сосудов под давлением.
Оболочковые конструкции
Технология производства конструкций оболочкового типа, негабаритных емкостей, сосудов под давлением.
Оболочковые конструкции

Листовая сварная конструкция
Листовая сварная конструкция

Производственная сварная конструкция
Производственная сварная конструкция
Технология сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся
Технология сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся
Технология сварки
Сварка прокатного металла может быть осуществлена встык или с
Технология сварки
Сварка прокатного металла может быть осуществлена встык или с
Из листовой стали делаются резервуары, цилиндрической формы используемые для нефтепродуктов или
Из листовой стали делаются резервуары, цилиндрической формы используемые для нефтепродуктов или
Негабаритные емкости и сооружения
При изготовлении емкостей и сооружений большого размера из
Негабаритные емкости и сооружения
При изготовлении емкостей и сооружений большого размера из
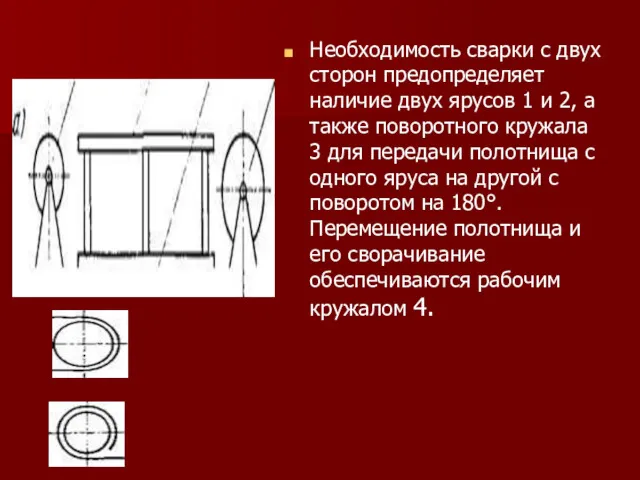
Необходимость сварки с двух сторон предопределяет наличие двух ярусов 1 и
Необходимость сварки с двух сторон предопределяет наличие двух ярусов 1 и

Монтаж вертикальных цилиндрических резервуаров.
Рулон элементов днища укладывают на подготовленное основание резервуара.
Монтаж вертикальных цилиндрических резервуаров.
Рулон элементов днища укладывают на подготовленное основание резервуара.
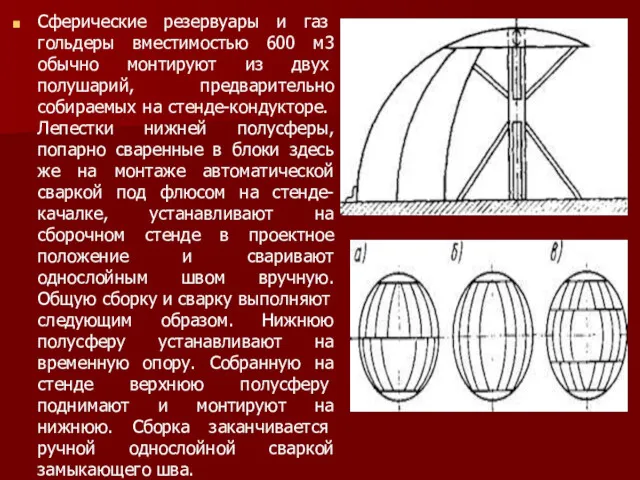
Сферические резервуары и газгольдеры вместимостью 600 м3 обычно монтируют из двух
Сферические резервуары и газгольдеры вместимостью 600 м3 обычно монтируют из двух
Технология изготовления сварных сосудов, работающих под давлением
Днища изготавливают штамповкой, предварительно вырезанной
Технология изготовления сварных сосудов, работающих под давлением
Днища изготавливают штамповкой, предварительно вырезанной
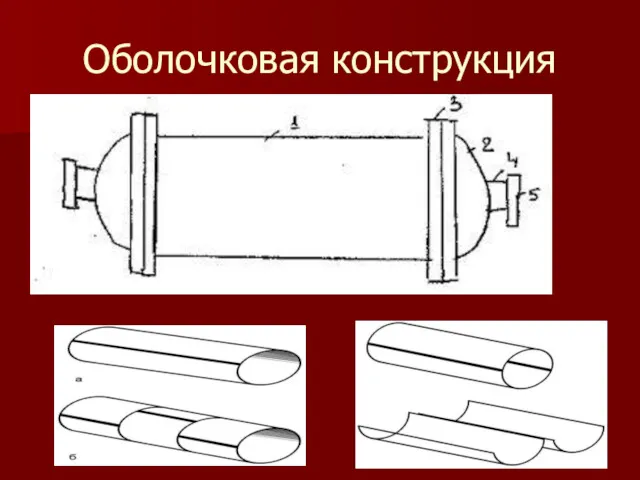
Оболочковая конструкция
Оболочковая конструкция

Последовательность выполнения операций при изготовлении толстостенных сосудов
Последовательность выполнения операций при изготовлении толстостенных сосудов

Корпусная конструкция
Корпусная конструкция
Сварочные материалы
Сварочными материалами называют расходные материалы, используемые при сварке.
Сварочные электроды и проволока обеспечивают
Сварочные материалы
Сварочными материалами называют расходные материалы, используемые при сварке.
Сварочные электроды и проволока обеспечивают
Сборка листовых конструкций
Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют
Сборка листовых конструкций
Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют
Выбор режима сварки
Под режимом сварки понимают совокупность показателей, определяющих характер протекания
Выбор режима сварки
Под режимом сварки понимают совокупность показателей, определяющих характер протекания
Дефекты и контроль качества сварных соединений
Дефектами сварных соединений называют отклонения от
Дефекты и контроль качества сварных соединений
Дефектами сварных соединений называют отклонения от

Kemppi FastROOT- это новая технология сварки модифицированной короткой дугой.
Kemppi FastROOT- это новая технология сварки модифицированной короткой дугой.
 Игра Доскажи словечко
Игра Доскажи словечко Презентация Формирование патриотических чувств дошкольников посредством использования краеведческого ресурса родного села.
Презентация Формирование патриотических чувств дошкольников посредством использования краеведческого ресурса родного села. Моделирование, формализация, визуализация
Моделирование, формализация, визуализация Компьютерные технологии в образовании
Компьютерные технологии в образовании Қазақстандағы инфекциялық ғылымның қалыптасу тарихы
Қазақстандағы инфекциялық ғылымның қалыптасу тарихы Русский богатырь
Русский богатырь Прямоугольный параллелепипед
Прямоугольный параллелепипед Оборудование для приготовления и продажи напитков
Оборудование для приготовления и продажи напитков Victory Day
Victory Day Сложение и вычитание двузначных чисел
Сложение и вычитание двузначных чисел ИЗО. Сказочный домик
ИЗО. Сказочный домик Державин Гавриил Романович
Державин Гавриил Романович О компании. Группа компаний Русавтодор
О компании. Группа компаний Русавтодор Презентация Огород-круглый год
Презентация Огород-круглый год Эффективное применение новых педагогических технологий как условие повышения качества образования
Эффективное применение новых педагогических технологий как условие повышения качества образования Математический КВН между 7 классами
Математический КВН между 7 классами Межпредметная игра Что?Где? Когда?
Межпредметная игра Что?Где? Когда? Интерактивные технологии в воспитательном процессе
Интерактивные технологии в воспитательном процессе Функции жалюзи
Функции жалюзи 9 Мая - День Победы (открытки учеников)
9 Мая - День Победы (открытки учеников) Амперметр и вольтметр
Амперметр и вольтметр игра в 5 классе
игра в 5 классе Районное методическое объединение познайка
Районное методическое объединение познайка 1-е и 2-е Послания к Фессалоникийцам (Солунянам) апостола Павла
1-е и 2-е Послания к Фессалоникийцам (Солунянам) апостола Павла Практическая работа: Очистка загрязнённой поваренной соли
Практическая работа: Очистка загрязнённой поваренной соли урок по географии 9 класс, по теме Научный комплекс.
урок по географии 9 класс, по теме Научный комплекс. Культура Древнего Египта
Культура Древнего Египта Ярославская область. Основные социально-экономические показатели
Ярославская область. Основные социально-экономические показатели