- Технология изготовления короба для металлолома грузоподъемностью 3 тонны

Содержание
- 2. НЕЧАЕВ МАКСИМ ОЛЕГОВИЧ ЭЛЕКТРО-ГАЗО СВАРЩИК III КУРСА ГР-СВ3
- 4. ЕВРАЗ НТМК РЕЛЬСОБАЛОЧНЫЙ ЦЕХ. По месту прохождения учебной и производственной практики «ЕВРАЗ НТМК», Рельсобалочный цех, основные
- 5. РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ МЕТАЛЛОЛОМА ГРУЗОПОДЪЕМНОСТЬЮ 3 ТОННЫ
- 6. Назначение, условия работы и описание конструкции Короб предназначен для складирования обрезков металла во всех цехах комбината.
- 7. Технические условия на основной металл Металл, применяемый для изготовления сварных конструкций, должен соответствовать правилам ГОСТа и
- 8. Технологический процесс заготовки деталей Технологический процесс заготовки деталей может состоять из следующих операций: общая чистка, правка,
- 9. Выбор сборочно-сварочного оборудования и приспособлений Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно должно удовлетворять следующим
- 10. ВЫБОР ВИДА СВАРКИ Для сварки данной конструкции выбираем наиболее целесообразный с технологической точки зрения метод сварки
- 11. Сварочные материалы Электроды должны: - обеспечивать стабильное горение дуги; - хорошо формировать сварной шов; - давать
- 12. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Эти мероприятия можно разделить на конструкционные и технологические, под
- 13. Контроль качества Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный, разрушающий и не разрушающий.
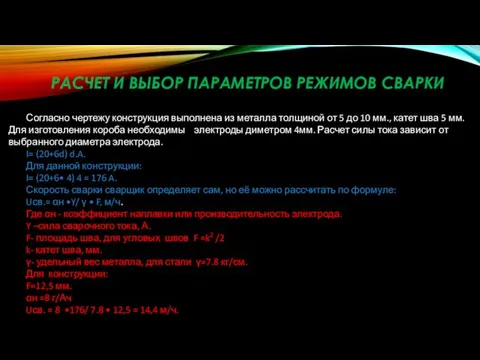
- 14. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ Согласно чертежу конструкция выполнена из металла толщиной от 5 до
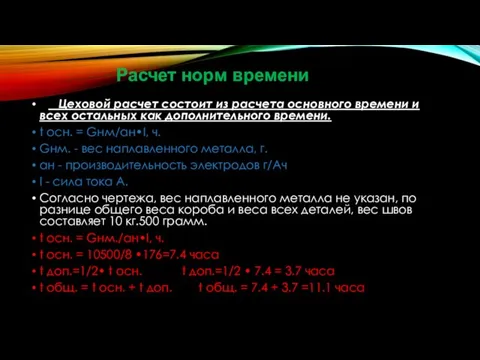
- 15. Расчет норм времени Цеховой расчет состоит из расчета основного времени и всех остальных как дополнительного времени.
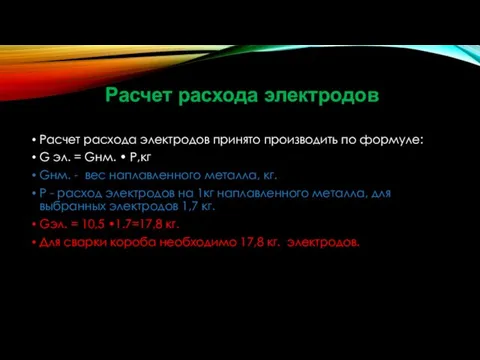
- 16. Расчет расхода электродов Расчет расхода электродов принято производить по формуле: G эл. = Gнм. • P,кг
- 17. Расчет расхода электроэнергии Расчет производится по формуле: Q=Gнм. • А, кВт/ч. G нм.- вес наплавленного металла,
- 18. Техника безопасности и противопожарные мероприятия При производстве сварочных работ возможно: поражение электрическим током; ожоги глаз и
- 19. ЗАКЛЮЧЕНИЕ Итогом работы является выбор технологии сборки-сварки короба грузоподъемностью 3 т, который используется для транспортировки и
- 21. Скачать презентацию
НЕЧАЕВ МАКСИМ ОЛЕГОВИЧ
ЭЛЕКТРО-ГАЗО СВАРЩИК
III КУРСА ГР-СВ3
НЕЧАЕВ МАКСИМ ОЛЕГОВИЧ
ЭЛЕКТРО-ГАЗО СВАРЩИК
III КУРСА ГР-СВ3

ЕВРАЗ НТМК
РЕЛЬСОБАЛОЧНЫЙ ЦЕХ.
По месту прохождения учебной и производственной практики «ЕВРАЗ
ЕВРАЗ НТМК
РЕЛЬСОБАЛОЧНЫЙ ЦЕХ.
По месту прохождения учебной и производственной практики «ЕВРАЗ

РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОРОБА
ДЛЯ МЕТАЛЛОЛОМА
ГРУЗОПОДЪЕМНОСТЬЮ 3 ТОННЫ
РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОРОБА
ДЛЯ МЕТАЛЛОЛОМА
ГРУЗОПОДЪЕМНОСТЬЮ 3 ТОННЫ
Назначение, условия работы и описание конструкции
Короб предназначен для складирования обрезков металла
Назначение, условия работы и описание конструкции
Короб предназначен для складирования обрезков металла
Технические условия на основной металл
Металл, применяемый для изготовления сварных конструкций, должен
Технические условия на основной металл
Металл, применяемый для изготовления сварных конструкций, должен
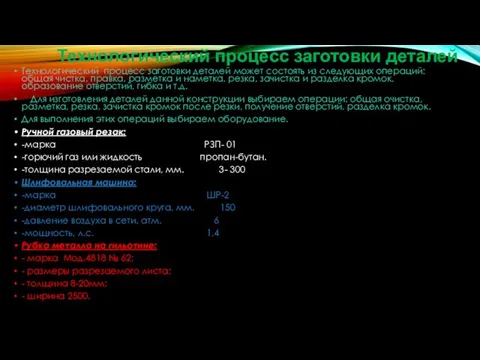
Технологический процесс заготовки деталей
Технологический процесс заготовки деталей может состоять из
Технологический процесс заготовки деталей
Технологический процесс заготовки деталей может состоять из
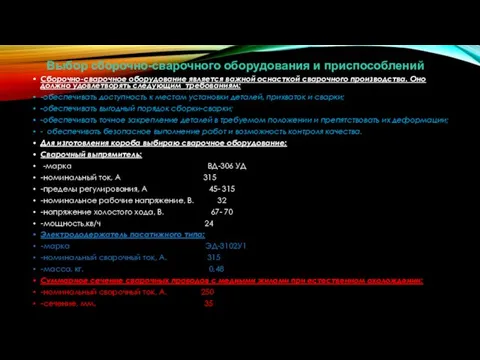
Выбор сборочно-сварочного оборудования и приспособлений
Сборочно-сварочное оборудование является важной оснасткой сварочного производства.
Выбор сборочно-сварочного оборудования и приспособлений
Сборочно-сварочное оборудование является важной оснасткой сварочного производства.

ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технологической
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технологической
Сварочные материалы
Электроды должны:
- обеспечивать стабильное горение дуги;
- хорошо формировать сварной шов;
-
Сварочные материалы
Электроды должны:
- обеспечивать стабильное горение дуги;
- хорошо формировать сварной шов;
-
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
Контроль качества
Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный,
Контроль качества
Контроль качества бывает для наружных и внутренних дефектов: универсальный, специальный,
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Согласно чертежу конструкция выполнена из металла
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Согласно чертежу конструкция выполнена из металла
Расчет норм времени
Цеховой расчет состоит из расчета основного времени и
Расчет норм времени
Цеховой расчет состоит из расчета основного времени и
Расчет расхода электродов
Расчет расхода электродов принято производить по формуле:
G эл.
Расчет расхода электродов
Расчет расхода электродов принято производить по формуле:
G эл.
Расчет расхода электроэнергии
Расчет производится по формуле:
Q=Gнм. • А, кВт/ч.
G нм.- вес
Расчет расхода электроэнергии
Расчет производится по формуле:
Q=Gнм. • А, кВт/ч.
G нм.- вес
Техника безопасности и противопожарные мероприятия
При производстве сварочных работ возможно:
поражение электрическим током;
ожоги
Техника безопасности и противопожарные мероприятия
При производстве сварочных работ возможно:
поражение электрическим током;
ожоги
ЗАКЛЮЧЕНИЕ
Итогом работы является выбор технологии сборки-сварки короба грузоподъемностью 3 т, который
ЗАКЛЮЧЕНИЕ
Итогом работы является выбор технологии сборки-сварки короба грузоподъемностью 3 т, который
 Основы радиоэлектроники
Основы радиоэлектроники ПСИХОЛОГИЧЕСКАЯ ГОТОВНОСТЬ ПЕДАГОГОВ И РОДИТЕЛЕЙ К РЕАЛИЗАЦИИ ФГОС В ДОШКОЛЬНЫХ ОБРАЗОВАТЕЛЬНЫХ ОРГАНИЗАЦИЯХ
ПСИХОЛОГИЧЕСКАЯ ГОТОВНОСТЬ ПЕДАГОГОВ И РОДИТЕЛЕЙ К РЕАЛИЗАЦИИ ФГОС В ДОШКОЛЬНЫХ ОБРАЗОВАТЕЛЬНЫХ ОРГАНИЗАЦИЯХ Классный час по теме: Государственные символы России
Классный час по теме: Государственные символы России Психологическая мысль в России в XVII веке
Психологическая мысль в России в XVII веке 9 класс Трудовые ресурсы России
9 класс Трудовые ресурсы России Педагогика высшей школы. Образовательный процесс. Андрагогика. (Лекция 2)
Педагогика высшей школы. Образовательный процесс. Андрагогика. (Лекция 2) 1С:ERP Управление предприятием
1С:ERP Управление предприятием РАЗВИТИЕ СОЦИАЛЬНОЙ УВЕРЕННОСТИ аМЛАДШИХ ДОШКОЛЬНИКОВ В ПРОЦЕССЕ ВЗАИМОДЕЙСТВИЯ С СЕМЬЁЙ
РАЗВИТИЕ СОЦИАЛЬНОЙ УВЕРЕННОСТИ аМЛАДШИХ ДОШКОЛЬНИКОВ В ПРОЦЕССЕ ВЗАИМОДЕЙСТВИЯ С СЕМЬЁЙ Курс Порядок в голове. Порядок в доме и гаджетах
Курс Порядок в голове. Порядок в доме и гаджетах Железо – элемент побочной подгруппы YIII группы ПСХЭ Д.И.Менделеева.(по материалам ЕГЭ)
Железо – элемент побочной подгруппы YIII группы ПСХЭ Д.И.Менделеева.(по материалам ЕГЭ) Использование ферментных препаратов в технологии мясных продуктов
Использование ферментных препаратов в технологии мясных продуктов Особенности обмена веществ у детей. Гипотрофия
Особенности обмена веществ у детей. Гипотрофия 20231206_griby_wecompress.com_
20231206_griby_wecompress.com_ Проект Построение индивидуального маршрута ребенка-дошкольника
Проект Построение индивидуального маршрута ребенка-дошкольника По лесным тропинкам. Часть 1
По лесным тропинкам. Часть 1 Трансформаторы. Производство, передача и использование электрической энергии
Трансформаторы. Производство, передача и использование электрической энергии Методы познания, принципы познания. Портфолио как способ самопознания личности
Методы познания, принципы познания. Портфолио как способ самопознания личности Обучение лексике и грамматике при подготовке к ОГЭ
Обучение лексике и грамматике при подготовке к ОГЭ Типы арифметических задач
Типы арифметических задач Франклин Делано Рузвельт и его Новый курс
Франклин Делано Рузвельт и его Новый курс Язык SQL. Основная команда SELECT
Язык SQL. Основная команда SELECT Российское движение школьников: опыт и перспективы
Российское движение школьников: опыт и перспективы Металургія. Різновиди металургії
Металургія. Різновиди металургії Коронавирусная инфекция COVID-19, принципы диагностики
Коронавирусная инфекция COVID-19, принципы диагностики презентация Наркотики-дорога в никуда
презентация Наркотики-дорога в никуда Обследование зданий и сооружений (продолжение). Магнитные, электрические и электромагнитные методы
Обследование зданий и сооружений (продолжение). Магнитные, электрические и электромагнитные методы Кроссворд ,,Метро” Николай Носов
Кроссворд ,,Метро” Николай Носов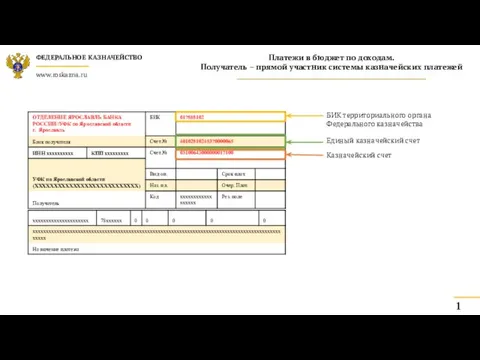 Платежи в бюджет по доходам
Платежи в бюджет по доходам