- Технология изготовления короба для поковок грузоподъемностью 1,5 тонны технология

Содержание
- 2. Учащийся группы СВ5 Макаров Никита
- 3. Проходил практику “ЕВРАЗ НТМК” КСЦ, участок стана. Основные виды работ: резка при демонтаже оборудования цеха, наплавка
- 4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ ПОКОВОК ГРУЗОПОДЪЕМНОСТЬЮ 1,5 ТОННЫ
- 5. Цель работы: РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ ПОКОВОК ГРУЗОПОДЪЕМНОСТЬЮ 1,5 ТОННЫ
- 6. Задачи: - проанализировать существующую литературу по данной теме; - изучить технологию изготовления данной конструкции; - подобрать
- 7. АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ Короб – тара, предназначенная для складирования поковок во всех цехах комбината. Его
- 8. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ ДАННАЯ КОНСТРУКЦИЯ ИЗГОТОВЛЕНА ИЗ УГЛЕРОДИСТОЙ СТАЛИ МАРКИ СТ3СП5 СТ3СП5 СТАЛЬ КОНСТРУКЦИОННАЯ
- 9. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ МОЖЕТ СОСТОЯТЬ ИЗ СЛЕДУЮЩИХ ОПЕРАЦИЙ: ОБЩАЯ ЧИСТКА, ПРАВКА,
- 10. ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ СБОРОЧНО-СВАРОЧНОЕ ОБОРУДОВАНИЕ ЯВЛЯЕТСЯ ВАЖНОЙ ОСНАСТКОЙ СВАРОЧНОГО ПРОИЗВОДСТВА. ОНО ДОЛЖНО УДОВЛЕТВОРЯТЬ СЛЕДУЮЩИМ
- 11. СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ: -МАРКА ВД-306 УД -НОМИНАЛЬНЫЙ ТОК, А 315 -ПРЕДЕЛЫ РЕГУЛИРОВАНИЯ, А 45- 315 -НОМИНАЛЬНОЕ РАБОЧИЕ
- 12. ВЫБОР ВИДА СВАРКИ ДЛЯ СВАРКИ ДАННОЙ КОНСТРУКЦИИ ВЫБИРАЕМ НАИБОЛЕЕ ЦЕЛЕСООБРАЗНЫЙ С ТЕХНОЛОГИЧЕСКОЙ ТОЧКИ ЗРЕНИЯ МЕТОД СВАРКИ
- 13. СВАРОЧНЫЕ МАТЕРИАЛЫ Э46-АНО-4- Ø-УД E 432(3) –Р21 Э46-тип электрода. Придел прочности на разрыв стержня электрода 46кг/мм=460мПА.;
- 14. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Эти мероприятия можно разделить на конструкционные и технологические, под
- 15. КОНТРОЛЬ КАЧЕСТВА КОНТРОЛЬ КАЧЕСТВА БЫВАЕТ ДЛЯ НАРУЖНЫХ И ВНУТРЕННИХ ДЕФЕКТОВ: УНИВЕРСАЛЬНЫЙ, СПЕЦИАЛЬНЫЙ, РАЗРУШАЮЩИЙ И НЕ РАЗРУШАЮЩИЙ.
- 16. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ ДЛЯ МОЕЙ КОНСТРУКЦИИ: ПРОИЗВОЖУ СВАРКУ НА ПОСТОЯННОМ РОДЕ ТОКА ТОЛЩИНА
- 17. РАСЧЕТ НОРМ ВРЕМЕНИ ВЕС НАПЛАВЛЕННОГО МЕТАЛЛА В ЧЕРТЕЖЕ НЕ УКАЗАН, ПОЭТОМУ СОСТАВЛЯЕТ 1,5% ОТ ВЕСА ВСЕЙ
- 18. РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ ПРИНЯТО РАССЧИТЫВАТЬ ПО ФОРМУЛЕ: G эл. = Gнм • P,кг
- 19. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ: Q=Gнм • А, кВт/ч G нм-вес наплавленного металла, кг.
- 20. ПОДОБНУЮ КОНСТРУКЦИЮ ИЗГОТАВЛИВАЕТ СВАРЩИК, АТТЕСТОВАННЫЙ НА СВАРКУ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ, СОВМЕСТНО СО СЛЕСАРЕМ-СБОРЩИКОМ ПРИ ВЫПОЛНЕНИИ ВСЕХ РАБОТ
- 22. Скачать презентацию
Учащийся группы СВ5
Макаров Никита
Учащийся группы СВ5
Макаров Никита
Проходил практику
“ЕВРАЗ НТМК” КСЦ, участок стана.
Основные виды работ:
резка при демонтаже
Проходил практику
“ЕВРАЗ НТМК” КСЦ, участок стана.
Основные виды работ:
резка при демонтаже
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ ПОКОВОК ГРУЗОПОДЪЕМНОСТЬЮ 1,5 ТОННЫ
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ ПОКОВОК ГРУЗОПОДЪЕМНОСТЬЮ 1,5 ТОННЫ
Цель работы:
РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ ПОКОВОК ГРУЗОПОДЪЕМНОСТЬЮ 1,5 ТОННЫ
Цель работы:
РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОРОБА ДЛЯ ПОКОВОК ГРУЗОПОДЪЕМНОСТЬЮ 1,5 ТОННЫ
Задачи:
- проанализировать существующую литературу по данной теме;
- изучить технологию изготовления данной
Задачи:
- проанализировать существующую литературу по данной теме;
- изучить технологию изготовления данной
АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Короб – тара, предназначенная для складирования
АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Короб – тара, предназначенная для складирования
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
ДАННАЯ КОНСТРУКЦИЯ ИЗГОТОВЛЕНА ИЗ УГЛЕРОДИСТОЙ СТАЛИ МАРКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
ДАННАЯ КОНСТРУКЦИЯ ИЗГОТОВЛЕНА ИЗ УГЛЕРОДИСТОЙ СТАЛИ МАРКИ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ МОЖЕТ СОСТОЯТЬ ИЗ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ МОЖЕТ СОСТОЯТЬ ИЗ
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
СБОРОЧНО-СВАРОЧНОЕ ОБОРУДОВАНИЕ ЯВЛЯЕТСЯ ВАЖНОЙ ОСНАСТКОЙ
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
СБОРОЧНО-СВАРОЧНОЕ ОБОРУДОВАНИЕ ЯВЛЯЕТСЯ ВАЖНОЙ ОСНАСТКОЙ
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ:
-МАРКА ВД-306 УД
-НОМИНАЛЬНЫЙ ТОК, А 315
-ПРЕДЕЛЫ РЕГУЛИРОВАНИЯ, А 45- 315
-НОМИНАЛЬНОЕ
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ:
-МАРКА ВД-306 УД
-НОМИНАЛЬНЫЙ ТОК, А 315
-ПРЕДЕЛЫ РЕГУЛИРОВАНИЯ, А 45- 315
-НОМИНАЛЬНОЕ
ВЫБОР ВИДА СВАРКИ
ДЛЯ СВАРКИ ДАННОЙ КОНСТРУКЦИИ ВЫБИРАЕМ НАИБОЛЕЕ ЦЕЛЕСООБРАЗНЫЙ С
ВЫБОР ВИДА СВАРКИ
ДЛЯ СВАРКИ ДАННОЙ КОНСТРУКЦИИ ВЫБИРАЕМ НАИБОЛЕЕ ЦЕЛЕСООБРАЗНЫЙ С
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46-АНО-4- Ø-УД
E 432(3) –Р21
Э46-тип электрода. Придел прочности на
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46-АНО-4- Ø-УД
E 432(3) –Р21
Э46-тип электрода. Придел прочности на
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить на
КОНТРОЛЬ КАЧЕСТВА
КОНТРОЛЬ КАЧЕСТВА БЫВАЕТ ДЛЯ НАРУЖНЫХ И ВНУТРЕННИХ ДЕФЕКТОВ: УНИВЕРСАЛЬНЫЙ, СПЕЦИАЛЬНЫЙ,
КОНТРОЛЬ КАЧЕСТВА
КОНТРОЛЬ КАЧЕСТВА БЫВАЕТ ДЛЯ НАРУЖНЫХ И ВНУТРЕННИХ ДЕФЕКТОВ: УНИВЕРСАЛЬНЫЙ, СПЕЦИАЛЬНЫЙ,
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
ДЛЯ МОЕЙ КОНСТРУКЦИИ:
ПРОИЗВОЖУ СВАРКУ НА ПОСТОЯННОМ
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
ДЛЯ МОЕЙ КОНСТРУКЦИИ:
ПРОИЗВОЖУ СВАРКУ НА ПОСТОЯННОМ
РАСЧЕТ НОРМ ВРЕМЕНИ
ВЕС НАПЛАВЛЕННОГО МЕТАЛЛА В ЧЕРТЕЖЕ НЕ УКАЗАН, ПОЭТОМУ
РАСЧЕТ НОРМ ВРЕМЕНИ
ВЕС НАПЛАВЛЕННОГО МЕТАЛЛА В ЧЕРТЕЖЕ НЕ УКАЗАН, ПОЭТОМУ
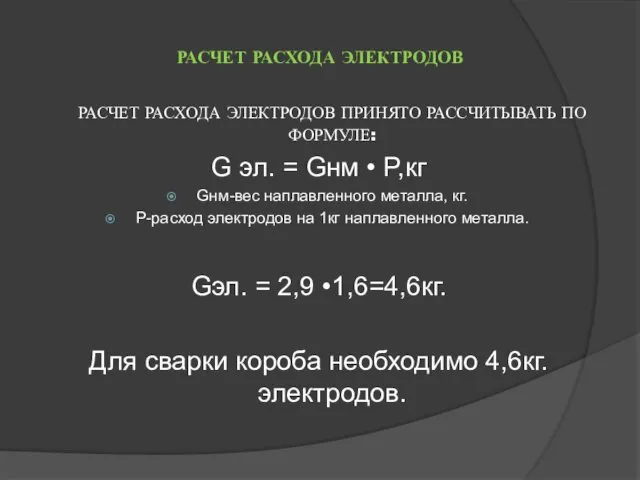
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ ПРИНЯТО РАССЧИТЫВАТЬ ПО ФОРМУЛЕ:
G эл.
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ ПРИНЯТО РАССЧИТЫВАТЬ ПО ФОРМУЛЕ:
G эл.
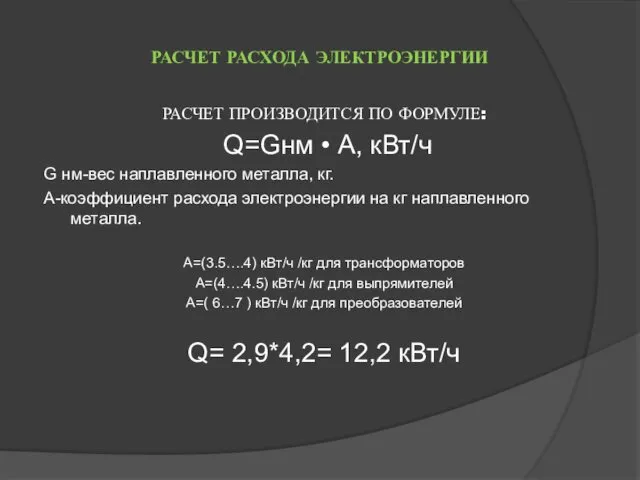
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ:
Q=Gнм • А, кВт/ч
G нм-вес
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ:
Q=Gнм • А, кВт/ч
G нм-вес
ПОДОБНУЮ КОНСТРУКЦИЮ ИЗГОТАВЛИВАЕТ СВАРЩИК, АТТЕСТОВАННЫЙ НА СВАРКУ ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ,
СОВМЕСТНО СО СЛЕСАРЕМ-СБОРЩИКОМ
ПРИ
СОВМЕСТНО СО СЛЕСАРЕМ-СБОРЩИКОМ
ПРИ
 презентация к циклу уроков по теме Углеводы
презентация к циклу уроков по теме Углеводы Типология современного урока
Типология современного урока Индивидуальная логопедическая НОД Автоматизация звука Ш
Индивидуальная логопедическая НОД Автоматизация звука Ш Физминутка Весёлый танец
Физминутка Весёлый танец Классный час 3-4 класс Поклонимся великим тем годам...
Классный час 3-4 класс Поклонимся великим тем годам... Здоровье. Здоровый образ жизни
Здоровье. Здоровый образ жизни Основы поисков и разведки полезных ископаемых. Поиски и оценка месторождений
Основы поисков и разведки полезных ископаемых. Поиски и оценка месторождений Модель коррекции результатов обучения авиадиспетчеров радиообмену на английском языке
Модель коррекции результатов обучения авиадиспетчеров радиообмену на английском языке Дальтони́зм, цветовая слепота
Дальтони́зм, цветовая слепота pril
pril Частицы
Частицы Неводные растворы. Капли
Неводные растворы. Капли 22-23-osobennosti-individualnogo-otbora-v-5-klass-2022-god
22-23-osobennosti-individualnogo-otbora-v-5-klass-2022-god Презентация проекта по сохранению психологического и физического здоровья педагога
Презентация проекта по сохранению психологического и физического здоровья педагога Презентация Глеба -(Бумага) 1! (1)
Презентация Глеба -(Бумага) 1! (1) Теория культур Эдварда Холла
Теория культур Эдварда Холла Социализация дошкольника. Игра как форма социализации дошкольника
Социализация дошкольника. Игра как форма социализации дошкольника 4. Поверка средств измерений
4. Поверка средств измерений Породы курупного рогатого скота молочного, комбинированного и мясного направления продуктивности
Породы курупного рогатого скота молочного, комбинированного и мясного направления продуктивности Проблемы подготовки специалистов (не экологических направлений), ориентированных на рациональное использование биоресурсов
Проблемы подготовки специалистов (не экологических направлений), ориентированных на рациональное использование биоресурсов Новосибирский государственный технический университет
Новосибирский государственный технический университет Отчет о прохождении педагогической практики в МБОУ СОШ № 17 г. Коломна
Отчет о прохождении педагогической практики в МБОУ СОШ № 17 г. Коломна Природные зоны России
Природные зоны России Узел, шов. Основные понятия
Узел, шов. Основные понятия Эдуард и Александра. Свадьба. Парк-отель Ла-Фер Ренессанс
Эдуард и Александра. Свадьба. Парк-отель Ла-Фер Ренессанс МЕТОДИЧЕСКАЯ РАЗРАБОТКА. МНОГОФУНКЦИОНАЛЬНОЕ ИГРОВОЕ ЛОГОПЕДИЧЕСКОЕ ПОСОБИЕ.ДИФФЕРЕНЦИАЦИЯ ЗВУКОВ С-З
МЕТОДИЧЕСКАЯ РАЗРАБОТКА. МНОГОФУНКЦИОНАЛЬНОЕ ИГРОВОЕ ЛОГОПЕДИЧЕСКОЕ ПОСОБИЕ.ДИФФЕРЕНЦИАЦИЯ ЗВУКОВ С-З Права, свободы и обязанности
Права, свободы и обязанности Презентация Медный всадник (3части)
Презентация Медный всадник (3части)