- Технология изготовления короба для стружки грузоподъемностью 1 тонна

Содержание
- 2. ТЕМА Технология изготовления короба для стружки грузоподъемностью 1 тонна Выполнил : Рожков Александр Студент группы СВ5
- 3. ЦЕЛЬ РАБОТЫ Разработать технологию изготовления короба для стружки грузоподъемностью 1тонна
- 4. ЗАДАЧИ: - проанализировать существующие технологии данной конструкции; - изучить технологию изготовления данной конструкции; - подобрать необходимое
- 5. АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ Короб предназначен для складирования металлической стружки или поковок в механических цехах комбината.
- 6. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОМ МЕТАЛЛ - Данная конструкция изготовлена из углеродистой стали марки Ст3сп3 ГОСТ- 380-94
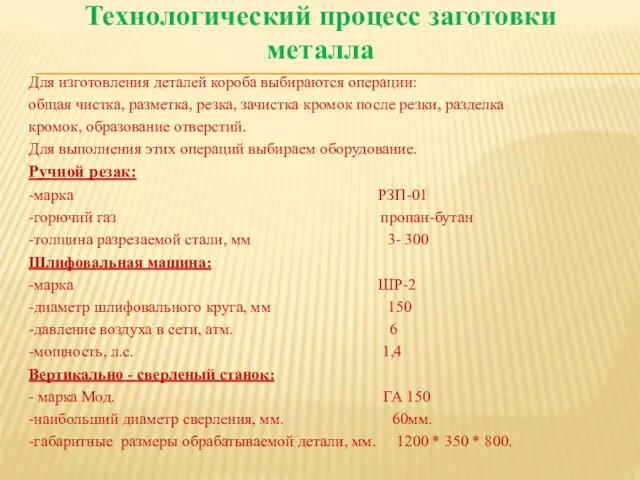
- 7. Технологический процесс заготовки металла Для изготовления деталей короба выбираются операции: общая чистка, разметка, резка, зачистка кромок
- 8. ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ. Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно должно удовлетворять следующим
- 9. Сварочный выпрямитель: -марка ВД-306 УД -номинальный ток, А 315 -пределы регулирования, А 45- 315 -номинальное рабочие
- 10. ВЫБОР ВИДА СВАРКИ Для сварки данной конструкции выбираем наиболее целесообразный с технологической точки зрения метод сварки
- 11. СВАРОЧНЫЕ МАТЕРИАЛЫ Согласно чертежам в технических условиях указан тип электрода Э46. Короб изготовлен из стали углеродистой
- 12. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Эти мероприятия можно разделить на конструкционные и технологические, под
- 13. КОНТРОЛЬ КАЧЕСТВА Контроль качества бывает для наружных и внутренних дефектов: - универсальный - специальный - разрушающий
- 14. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ Толщина металла 5мм, катет 5мм. Выбираем Электрод диаметром 4мм. Jсв
- 15. РАСЧЁТ НОРМ ВРЕМЕНИ Вес наплавленного металла в чертеже не указывается поэтому принимается 1,5% от веса всей
- 16. РАСЧЁТ РАСХОДА ЭЛЕКТРОДОВ Расчёт расхода электродов производится по формуле: Gэл =Gн.м.×P, кг - Gн.м.- вес наплавленного
- 17. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ Производится по формуле: Q= Gн.м.×A, кВт/час. - Gн.м.- вес наплавленного металла в килограммах
- 18. ТЕХНИКА БЕЗОПАСНОСТИ При производстве сварочных работ возможно: - поражение электрическим током; - ожоги глаз и кожи
- 19. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ При производстве сварочных работ возможно: - поражение электрическим током; - ожоги
- 21. Скачать презентацию
ТЕМА
Технология изготовления короба для стружки грузоподъемностью 1 тонна
Выполнил :
ТЕМА
Технология изготовления короба для стружки грузоподъемностью 1 тонна
Выполнил :
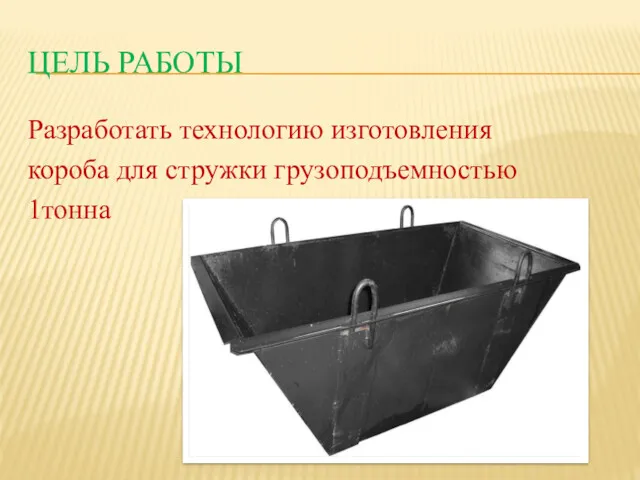
ЦЕЛЬ РАБОТЫ
Разработать технологию изготовления
короба для стружки грузоподъемностью
1тонна
ЦЕЛЬ РАБОТЫ
Разработать технологию изготовления
короба для стружки грузоподъемностью
1тонна
ЗАДАЧИ:
- проанализировать существующие технологии данной
конструкции;
- изучить технологию изготовления данной конструкции;
-
ЗАДАЧИ:
- проанализировать существующие технологии данной
конструкции;
- изучить технологию изготовления данной конструкции;
-
АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Короб предназначен для складирования металлической
стружки или поковок в
АКТУАЛЬНОСТЬ И НАЗНАЧЕНИЕ КОНСТРУКЦИИ
Короб предназначен для складирования металлической
стружки или поковок в
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОМ МЕТАЛЛ
- Данная конструкция изготовлена из углеродистой
стали марки
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОМ МЕТАЛЛ
- Данная конструкция изготовлена из углеродистой
стали марки
Технологический процесс заготовки металла
Для изготовления деталей короба выбираются операции:
общая чистка, разметка,
Технологический процесс заготовки металла
Для изготовления деталей короба выбираются операции:
общая чистка, разметка,
ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ.
Сборочно-сварочное оборудование является важной оснасткой
сварочного производства.
ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ.
Сборочно-сварочное оборудование является важной оснасткой
сварочного производства.
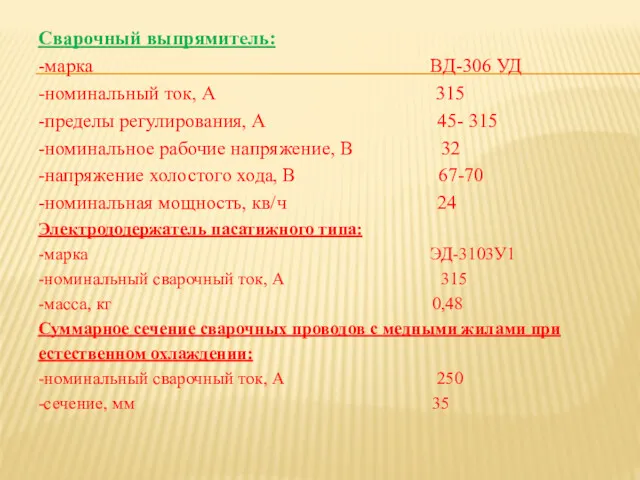
Сварочный выпрямитель:
-марка ВД-306 УД
-номинальный ток, А 315
-пределы регулирования, А 45- 315
-номинальное
Сварочный выпрямитель:
-марка ВД-306 УД
-номинальный ток, А 315
-пределы регулирования, А 45- 315
-номинальное
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем
наиболее целесообразный с технологической
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем
наиболее целесообразный с технологической
СВАРОЧНЫЕ МАТЕРИАЛЫ
Согласно чертежам в технических условиях указан тип электрода Э46.
СВАРОЧНЫЕ МАТЕРИАЛЫ
Согласно чертежам в технических условиях указан тип электрода Э46.
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Эти мероприятия можно разделить
КОНТРОЛЬ КАЧЕСТВА
Контроль качества бывает для наружных и внутренних дефектов:
- универсальный
-
КОНТРОЛЬ КАЧЕСТВА
Контроль качества бывает для наружных и внутренних дефектов:
- универсальный
-
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Толщина металла 5мм, катет 5мм.
Выбираем Электрод
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Толщина металла 5мм, катет 5мм.
Выбираем Электрод
РАСЧЁТ НОРМ ВРЕМЕНИ
Вес наплавленного металла в чертеже не
указывается поэтому принимается
РАСЧЁТ НОРМ ВРЕМЕНИ
Вес наплавленного металла в чертеже не
указывается поэтому принимается
РАСЧЁТ РАСХОДА ЭЛЕКТРОДОВ
Расчёт расхода электродов производится по формуле:
Gэл =Gн.м.×P,
РАСЧЁТ РАСХОДА ЭЛЕКТРОДОВ
Расчёт расхода электродов производится по формуле:
Gэл =Gн.м.×P,
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Производится по формуле:
Q= Gн.м.×A, кВт/час.
- Gн.м.- вес наплавленного металла
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Производится по формуле:
Q= Gн.м.×A, кВт/час.
- Gн.м.- вес наплавленного металла

ТЕХНИКА БЕЗОПАСНОСТИ
При производстве сварочных работ возможно:
- поражение электрическим током;
- ожоги
ТЕХНИКА БЕЗОПАСНОСТИ
При производстве сварочных работ возможно:
- поражение электрическим током;
- ожоги

ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
При производстве сварочных работ возможно:
- поражение электрическим
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
При производстве сварочных работ возможно:
- поражение электрическим
 Административно-территориальное устройство Республики Беларусь
Административно-территориальное устройство Республики Беларусь Материал для родителей
Материал для родителей Портрет литерат героя - копия
Портрет литерат героя - копия Турнир знатоков географии
Турнир знатоков географии 50 шагов к успеху
50 шагов к успеху Технология машиностроения. Изготовление валов
Технология машиностроения. Изготовление валов Неделя ”Игра и игрушка” в ГБОУ детский сад № 1275
Неделя ”Игра и игрушка” в ГБОУ детский сад № 1275 Влияние мелкой моторики на развитие детей
Влияние мелкой моторики на развитие детей Музыкальная викторина
Музыкальная викторина Проект Цветы для мамы
Проект Цветы для мамы Психологический анализ рисунка семьи
Психологический анализ рисунка семьи Основы проектирования профессиональной деятельности педагога дополнительного образования
Основы проектирования профессиональной деятельности педагога дополнительного образования Микроконтроллеры платформа Arduino UNO АЦП, цифровая обработка сигналов
Микроконтроллеры платформа Arduino UNO АЦП, цифровая обработка сигналов Подготовка к сочинению-рассуждению на морально-этическую тему Что такое патриотизм
Подготовка к сочинению-рассуждению на морально-этическую тему Что такое патриотизм Құрылыс жүктерінің және тасымалдау құралдарының түрлері
Құрылыс жүктерінің және тасымалдау құралдарының түрлері ласс
ласс Авторская песня
Авторская песня Основи економічної безпеки
Основи економічної безпеки Вина Грузії
Вина Грузії Методы анализа внешней среды
Методы анализа внешней среды Выводы логики высказываний (2)
Выводы логики высказываний (2) Одонтогенные воспалительные кисты челюстных костей у детей. Клиника, диагностика и лечение
Одонтогенные воспалительные кисты челюстных костей у детей. Клиника, диагностика и лечение Красота и мужество университета
Красота и мужество университета Экспансия ислама в VII - IХ века
Экспансия ислама в VII - IХ века Физиологическое значение двигательной активности в развитии детей раннего возраста.
Физиологическое значение двигательной активности в развитии детей раннего возраста. Необычайная чаша презентация
Необычайная чаша презентация Дионисий. Знаменитые иконописцы
Дионисий. Знаменитые иконописцы Презентация к собранию будущих первоклассников.
Презентация к собранию будущих первоклассников.