- Технология изготовления крестовины

Содержание
- 2. Разработка технологического процесса Изучение чертежа и характеристика металла по свариваемости Этапы технологического процесса 4. Выбор режима
- 3. Крестовина www.themegallery.com Company name
- 4. Описание конструкции. Материал конструкции и его технологические свойства.
- 5. Выбор оборудования и вида сварки ГОУ НПО «ПУ №35»
- 6. Подготовка металла к сварке Очистка металла от ржавчины, масляных пятен, грязи, песка – механическим способом Разметка
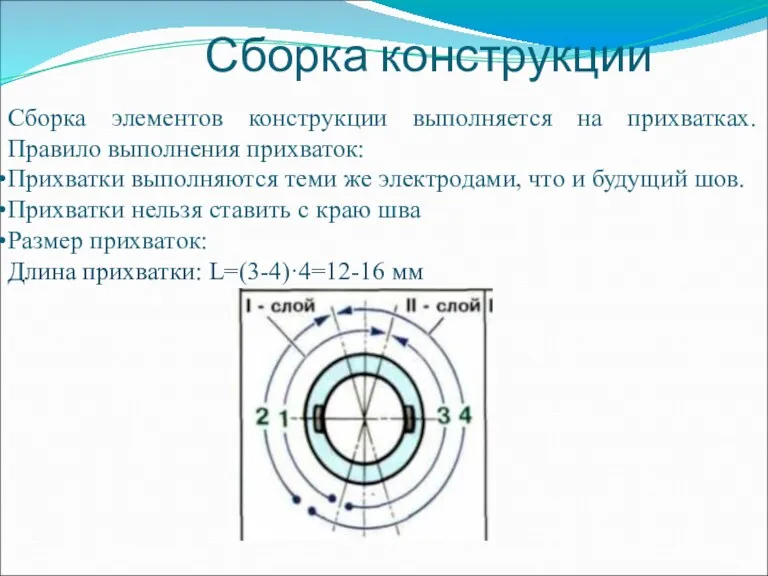
- 7. Сборка конструкции Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток: Прихватки выполняются теми же электродами,
- 8. Сборка на прихватках www.themegallery.com Company name
- 9. Выбор режимов сварки Режимы сварки Основные показатели Дополнитель-ные показатели
- 10. Выбор режимов сварки Основные показатели: Диаметр электрода – dэл (мм) Сила сварочного тока – Iсв (А)
- 11. Выбор режимов сварки Дополнительные показатели: Тип электрода-09Х1МФ Марка электрода-ТМЛ-3У Род и полярность тока-постоянный,обратная Температура подогрева и
- 12. Процесс сварки Зажигание дуги. Движения электрода. Положения электрода в пространстве Обрыв дуги
- 13. Контроль качества сварных швов Виды дефектов: Наружные. Внутренние Сквозные.
- 14. www.themegallery.com Company name
- 16. Скачать презентацию
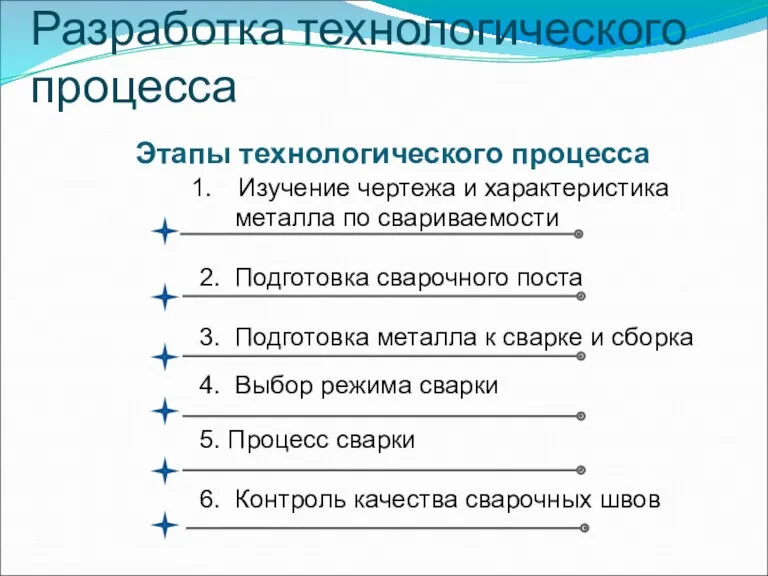
Разработка технологического процесса
Изучение чертежа и характеристика
металла по свариваемости
Этапы технологического
Разработка технологического процесса
Изучение чертежа и характеристика
металла по свариваемости
Этапы технологического

Крестовина
www.themegallery.com
Company name
Крестовина
www.themegallery.com
Company name
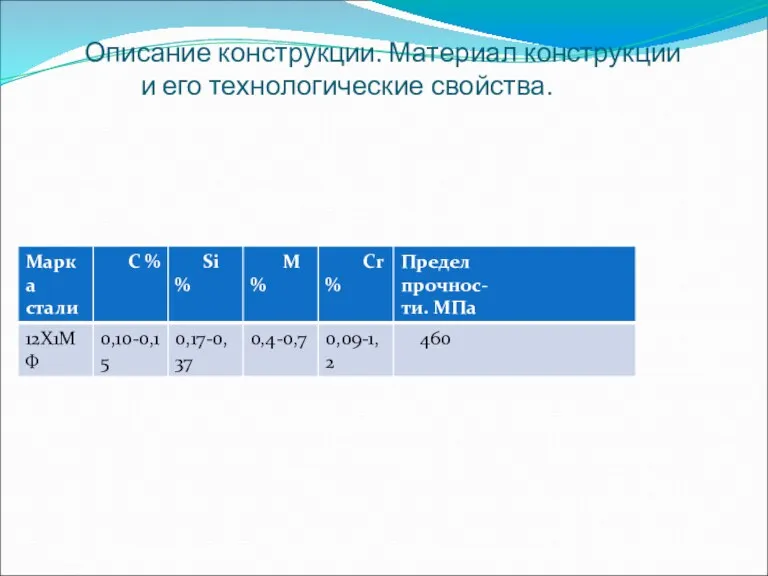
Описание конструкции. Материал конструкции и его технологические свойства.
Описание конструкции. Материал конструкции и его технологические свойства.
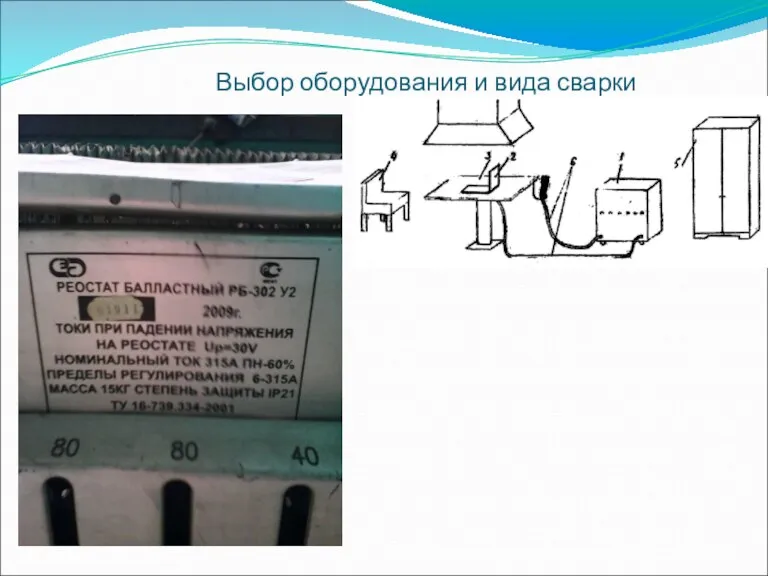
Выбор оборудования и вида сварки
ГОУ НПО «ПУ №35»
Выбор оборудования и вида сварки
ГОУ НПО «ПУ №35»
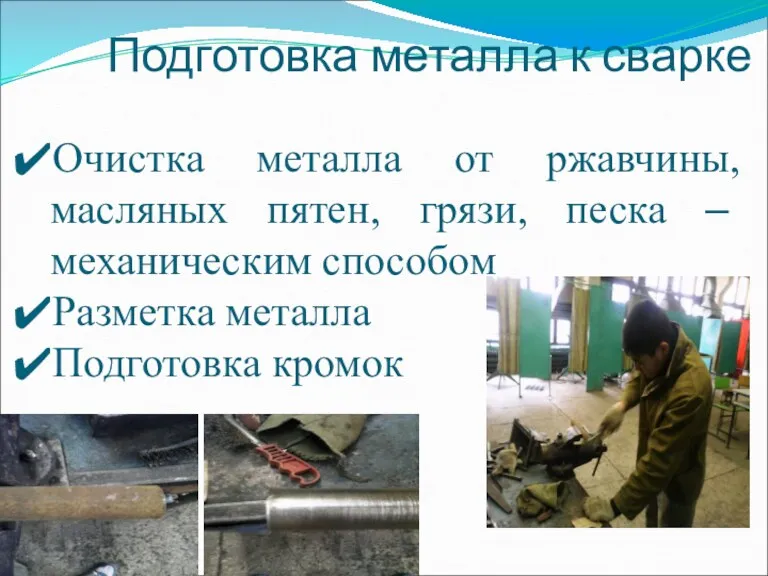
Подготовка металла к сварке
Очистка металла от ржавчины, масляных пятен, грязи, песка
Подготовка металла к сварке
Очистка металла от ржавчины, масляных пятен, грязи, песка
Сборка конструкции
Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток:
Прихватки выполняются
Сборка конструкции
Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток:
Прихватки выполняются
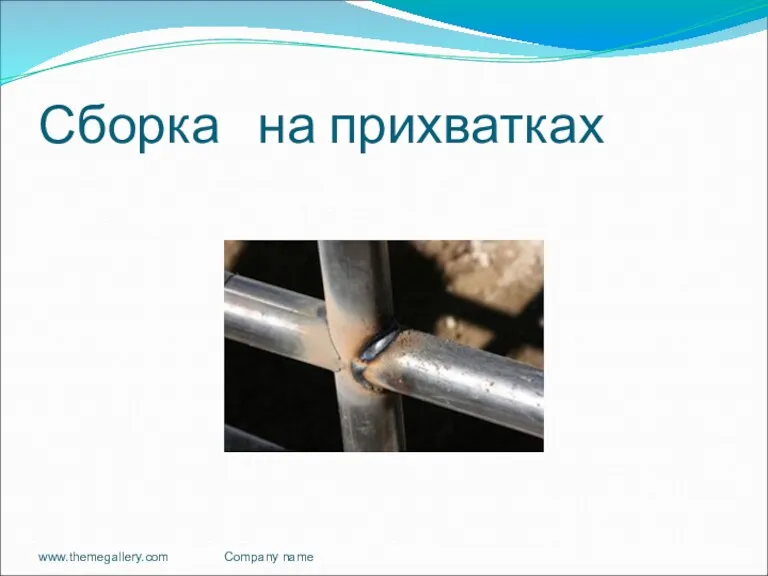
Сборка на прихватках
www.themegallery.com
Company name
Сборка на прихватках
www.themegallery.com
Company name

Выбор режимов сварки
Режимы сварки
Основные показатели
Дополнитель-ные показатели
Выбор режимов сварки
Режимы сварки
Основные показатели
Дополнитель-ные показатели
Выбор режимов сварки
Основные показатели:
Диаметр электрода – dэл (мм)
Сила сварочного тока –
Выбор режимов сварки
Основные показатели:
Диаметр электрода – dэл (мм)
Сила сварочного тока –
Выбор режимов сварки
Дополнительные показатели:
Тип электрода-09Х1МФ
Марка электрода-ТМЛ-3У
Род и полярность тока-постоянный,обратная
Температура подогрева и
Выбор режимов сварки
Дополнительные показатели:
Тип электрода-09Х1МФ
Марка электрода-ТМЛ-3У
Род и полярность тока-постоянный,обратная
Температура подогрева и
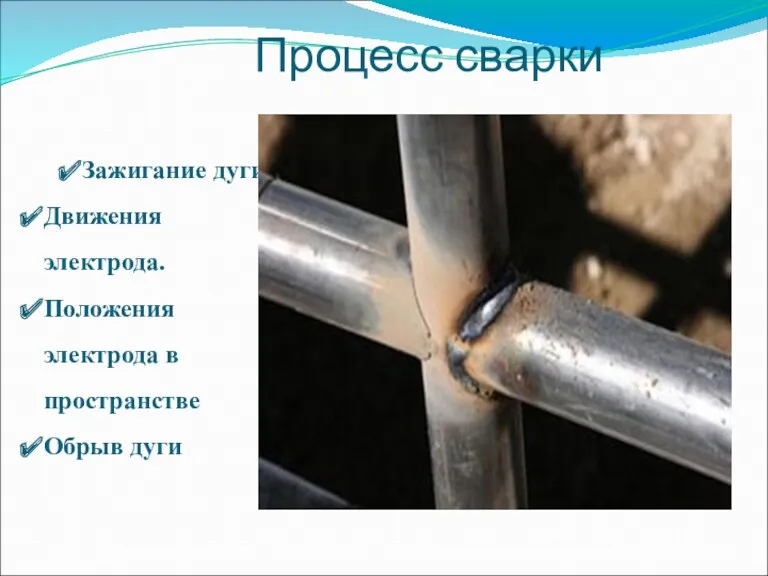
Процесс сварки
Зажигание дуги.
Движения электрода.
Положения электрода в пространстве
Обрыв дуги
Процесс сварки
Зажигание дуги.
Движения электрода.
Положения электрода в пространстве
Обрыв дуги
Контроль качества сварных швов
Виды дефектов:
Наружные.
Внутренние
Сквозные.
Контроль качества сварных швов
Виды дефектов:
Наружные.
Внутренние
Сквозные.

www.themegallery.com
Company name
www.themegallery.com
Company name
 Презентация Артикуляционная гимнастика для детей дошкольного возраста.
Презентация Артикуляционная гимнастика для детей дошкольного возраста. Рак шейки матки
Рак шейки матки Бульвар Генерала Карбышева
Бульвар Генерала Карбышева Особенности течения беременности и родов у девочек в подростковом периоде
Особенности течения беременности и родов у девочек в подростковом периоде Список использованных источников
Список использованных источников Схемо- и системотехника электронных средств
Схемо- и системотехника электронных средств Діего Веласкес
Діего Веласкес Шаблон Дружба
Шаблон Дружба Педагогические взгляды В.Г. Белинского
Педагогические взгляды В.Г. Белинского Предметно-количественный учет лекарственных препаратов
Предметно-количественный учет лекарственных препаратов Русский язык. Определение склонений и падежей существительных.
Русский язык. Определение склонений и падежей существительных. Βιοφυσιολογια και στρεσς
Βιοφυσιολογια και στρεσς Виртуальная экскурсия Родниковый край
Виртуальная экскурсия Родниковый край Трансплантация гемопоэтических стволовых клеток (ГСКК) при онкогематологических заболеваниях у взрослых
Трансплантация гемопоэтических стволовых клеток (ГСКК) при онкогематологических заболеваниях у взрослых Основы стандартизации (часть 1)
Основы стандартизации (часть 1) Презентация к сказке Колобок
Презентация к сказке Колобок Юридические лица и их классификация
Юридические лица и их классификация Изготовление силового набора из КМ
Изготовление силового набора из КМ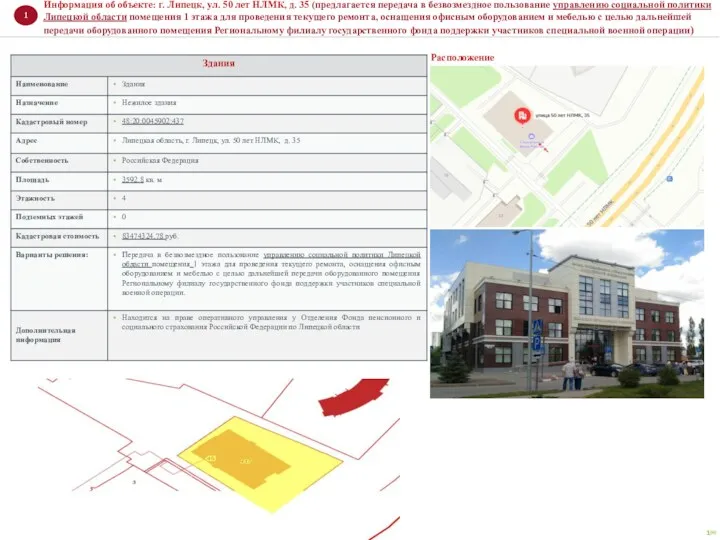 Информация об объектах в г. Липецк и области
Информация об объектах в г. Липецк и области урок горы
урок горы Кредиттік оқыту жүйесі
Кредиттік оқыту жүйесі Охрана труда при работе с компьютерной техникой
Охрана труда при работе с компьютерной техникой Сведения о бетоне
Сведения о бетоне Федеральная антимонопольная служба. Одиннадцатый ежегодный доклад о состоянии конкуренции в Российской Федерации
Федеральная антимонопольная служба. Одиннадцатый ежегодный доклад о состоянии конкуренции в Российской Федерации Лучевая терапия. Брахитерапия. Сочетанно-лучевая терапия
Лучевая терапия. Брахитерапия. Сочетанно-лучевая терапия Дәрумендер.Кальцийі бар препараттар
Дәрумендер.Кальцийі бар препараттар Презентация: Использование информационно-просветительских форм работы с родителями по правилам дорожного движения
Презентация: Использование информационно-просветительских форм работы с родителями по правилам дорожного движения Конференция ИКТ Ростов-на Дону
Конференция ИКТ Ростов-на Дону