- Технология изготовления стола

Содержание
- 2. РАБОЧЕЕ МЕСТО-СВАРОЧНЫЙ ЦЕХ Сварочный верстак
- 3. Сварочный выпрямитель ВД – 306 МУЗ Балластный реостат РБ-302 Источники питания
- 4. ИНСТРУМЕНТЫ СВАРЩИКА: Электроды, молоток для очистки шва от шлаков, металлическая щётка Электрододержа-тель Рулетка, мел
- 5. Сварочный щиток При выполнении сварочных работ применял брезентовую рабочую одежду и защитный шлем сварщика
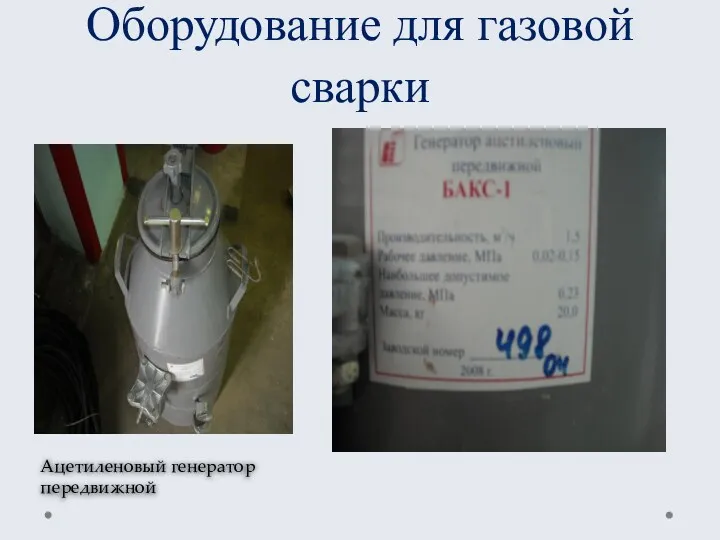
- 6. Оборудование для газовой сварки Ацетиленовый генератор передвижной
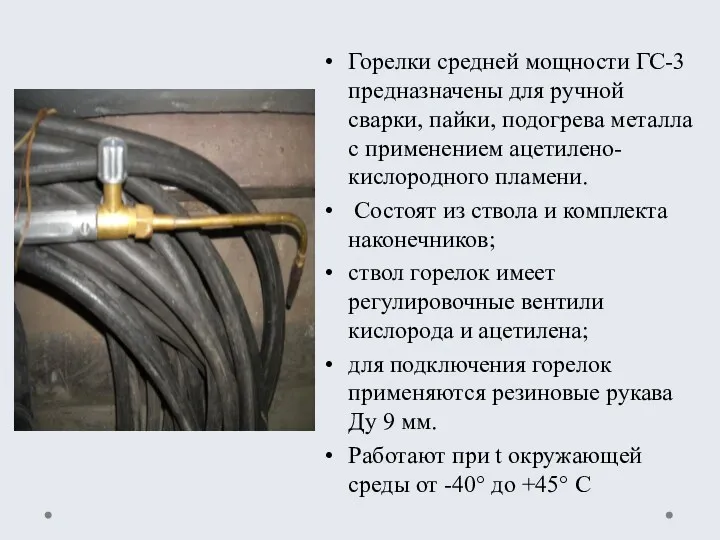
- 7. Горелки средней мощности ГС-3 предназначены для ручной сварки, пайки, подогрева металла с применением ацетилено-кислородного пламени. Состоят
- 8. Во время работы использо-вал рабочий чертеж
- 9. И разработанную мною технологическую карту
- 11. Выполнял работы в следующей последовательности: Вначале производил разметку элементов стола согласно чертежу с припуском под кислородную
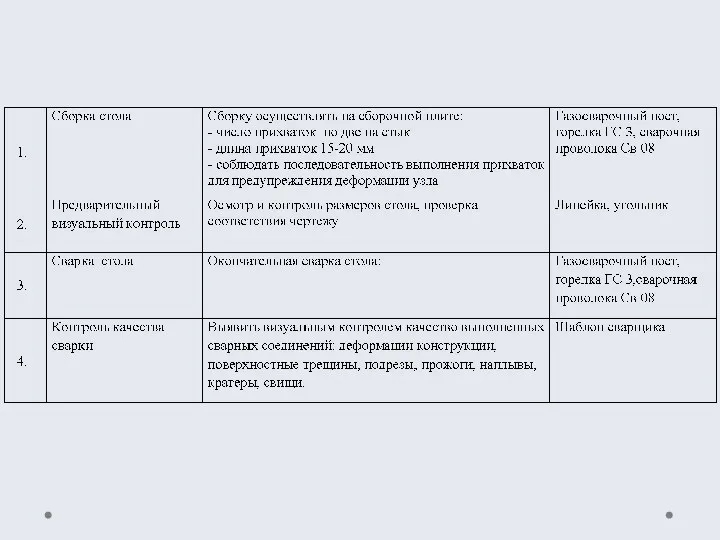
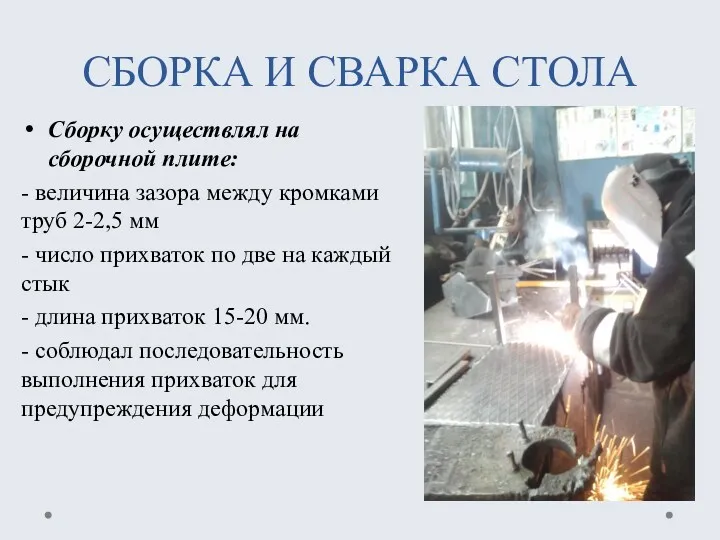
- 12. СБОРКА И СВАРКА СТОЛА Сборку осуществлял на сборочной плите: - величина зазора между кромками труб 2-2,5
- 13. После предварительного визуального контроля сборки, произвёл окончательную сварку стола
- 14. Контроль качества сварки Выявить визуальным контролем выполненных сварных соединений: деформации каркаса, поверхностные трещины, подрезы, прожоги, наплывы,
- 16. Скачать презентацию
РАБОЧЕЕ МЕСТО-СВАРОЧНЫЙ ЦЕХ
Сварочный верстак
РАБОЧЕЕ МЕСТО-СВАРОЧНЫЙ ЦЕХ
Сварочный верстак

Сварочный выпрямитель
ВД – 306 МУЗ
Балластный реостат РБ-302
Источники питания
Сварочный выпрямитель
ВД – 306 МУЗ
Балластный реостат РБ-302
Источники питания

ИНСТРУМЕНТЫ СВАРЩИКА:
Электроды, молоток для очистки шва от шлаков, металлическая щётка
Электрододержа-тель
Рулетка, мел
ИНСТРУМЕНТЫ СВАРЩИКА:
Электроды, молоток для очистки шва от шлаков, металлическая щётка
Электрододержа-тель
Рулетка, мел

Сварочный щиток
При выполнении сварочных работ применял брезентовую рабочую одежду и защитный
Сварочный щиток
При выполнении сварочных работ применял брезентовую рабочую одежду и защитный
Оборудование для газовой сварки
Ацетиленовый генератор передвижной
Оборудование для газовой сварки
Ацетиленовый генератор передвижной
Горелки средней мощности ГС-3 предназначены для ручной сварки, пайки, подогрева металла
Горелки средней мощности ГС-3 предназначены для ручной сварки, пайки, подогрева металла
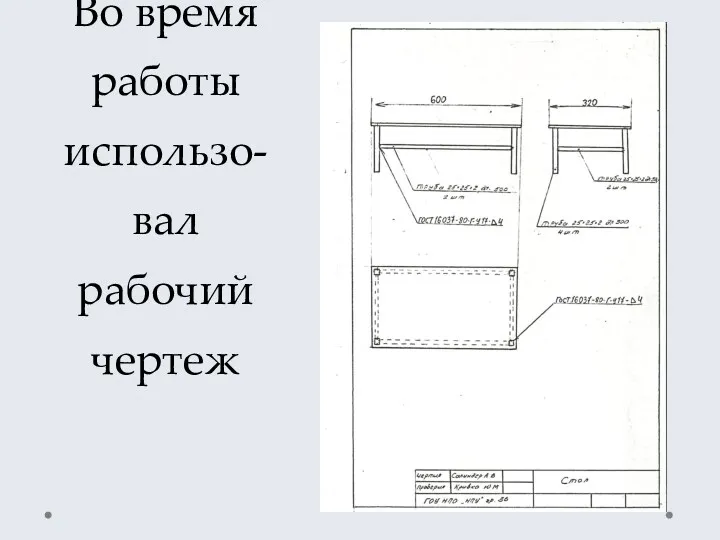
Во время работы использо-вал рабочий чертеж
Во время работы использо-вал рабочий чертеж
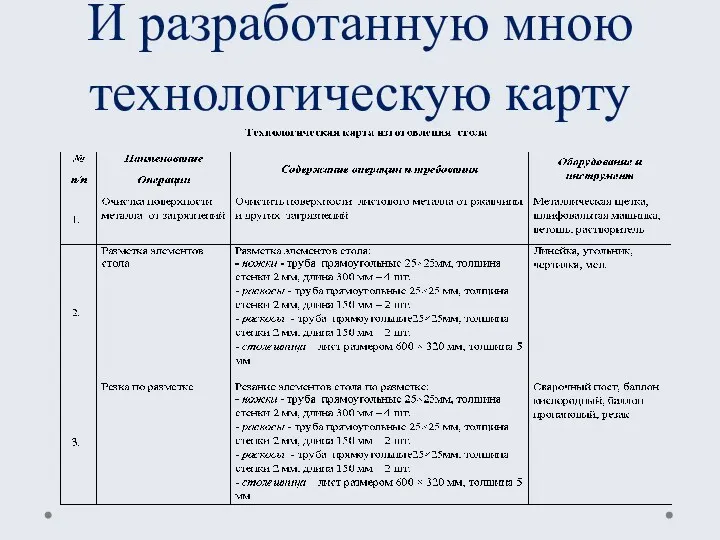
И разработанную мною технологическую карту
И разработанную мною технологическую карту
Выполнял работы в следующей последовательности:
Вначале производил разметку элементов стола согласно чертежу
Выполнял работы в следующей последовательности:
Вначале производил разметку элементов стола согласно чертежу
СБОРКА И СВАРКА СТОЛА
Сборку осуществлял на сборочной плите:
- величина зазора
СБОРКА И СВАРКА СТОЛА
Сборку осуществлял на сборочной плите:
- величина зазора
После предварительного визуального контроля сборки, произвёл окончательную сварку стола
После предварительного визуального контроля сборки, произвёл окончательную сварку стола
Контроль качества сварки
Выявить визуальным контролем выполненных сварных соединений: деформации каркаса, поверхностные
Контроль качества сварки
Выявить визуальным контролем выполненных сварных соединений: деформации каркаса, поверхностные
 Окислительно-восстановительные процессы при ИИ и методы МР для их лечения
Окислительно-восстановительные процессы при ИИ и методы МР для их лечения Итоги деятельности за навигацию 2022 года
Итоги деятельности за навигацию 2022 года Plurals
Plurals Подарок для мамы
Подарок для мамы Как отправлять и получать письма в Microsoft Outlook 2003 и 2007
Как отправлять и получать письма в Microsoft Outlook 2003 и 2007 Робототехника в Японии
Робототехника в Японии КУПП Маньковичи. Спирт Завод
КУПП Маньковичи. Спирт Завод Ипотечное кредитование
Ипотечное кредитование Колбасные изделия
Колбасные изделия Защита покупки. Обучающий курс для кредитных экспертов
Защита покупки. Обучающий курс для кредитных экспертов Возможности макетов для детей среднего возраста, Харюкова ОА
Возможности макетов для детей среднего возраста, Харюкова ОА Усиление железобетонных конструкций. Часть 1
Усиление железобетонных конструкций. Часть 1 День Государственного флага Российской Федерации
День Государственного флага Российской Федерации Жүрек-қан тамыр аурулары жоқ адамдарда
Жүрек-қан тамыр аурулары жоқ адамдарда PERTime-optim
PERTime-optim Физические свойства почвы (Лекция 11, часть II)
Физические свойства почвы (Лекция 11, часть II) Общее Равновесие в Закрытой Экономике (модель IS-LM)
Общее Равновесие в Закрытой Экономике (модель IS-LM) Использование дидактических компьютерных игр и в коррекции дисграфии у младших школьников
Использование дидактических компьютерных игр и в коррекции дисграфии у младших школьников Правила линейной и воздушной перспективы
Правила линейной и воздушной перспективы Знатоки дорожного движения. Игра
Знатоки дорожного движения. Игра Презентация к занятию по транспорту.
Презентация к занятию по транспорту. Образ Базарова в романе И.С. Тургенева Отцы и дети
Образ Базарова в романе И.С. Тургенева Отцы и дети Уголовное право. Понятие преступления и виды преступлений
Уголовное право. Понятие преступления и виды преступлений Презентация к открытому занятию объединения Волшебная иголочка по теме: Перевод рисунка на ткань. Подбор ниток, иголок
Презентация к открытому занятию объединения Волшебная иголочка по теме: Перевод рисунка на ткань. Подбор ниток, иголок Эмоциональное выгорание педагогов
Эмоциональное выгорание педагогов Самостоятельность и её пределы
Самостоятельность и её пределы Подготовка площадки к продвижению. СММ
Подготовка площадки к продвижению. СММ Процесс управления маркетингом в организации
Процесс управления маркетингом в организации