- Технология КДК

Содержание
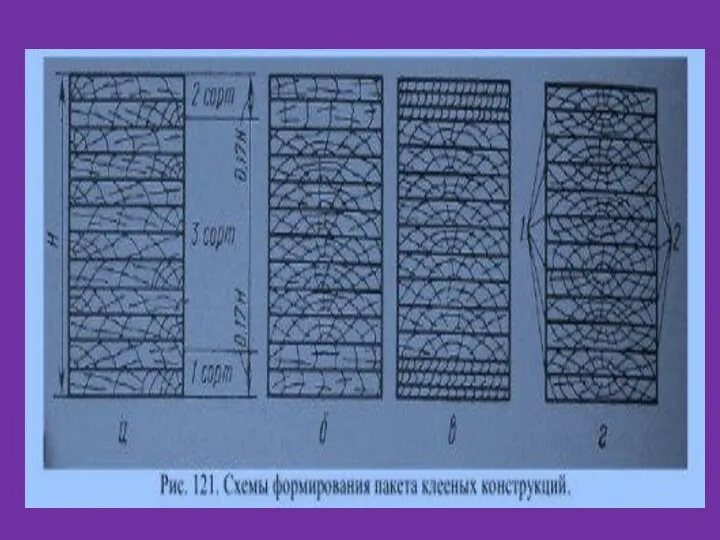
- 8. Изготовление слоев конструкций
- 18. Пресс гидравлический обогреваемый Tiger TL-E-BF
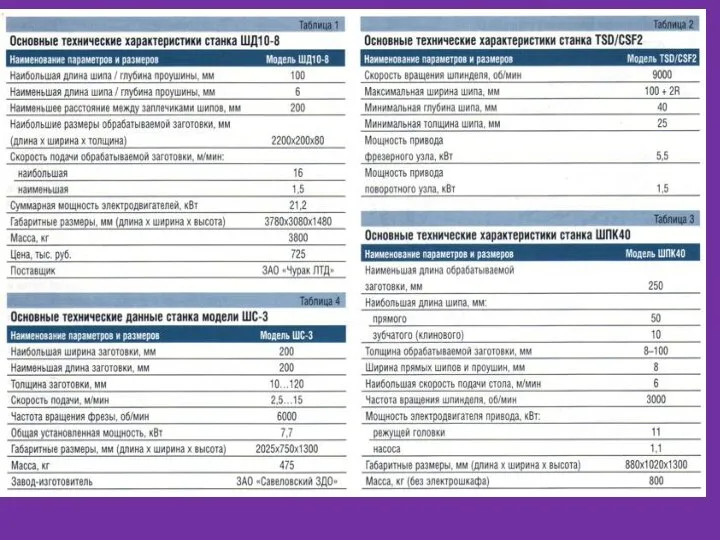
- 20. Шипорезный станок
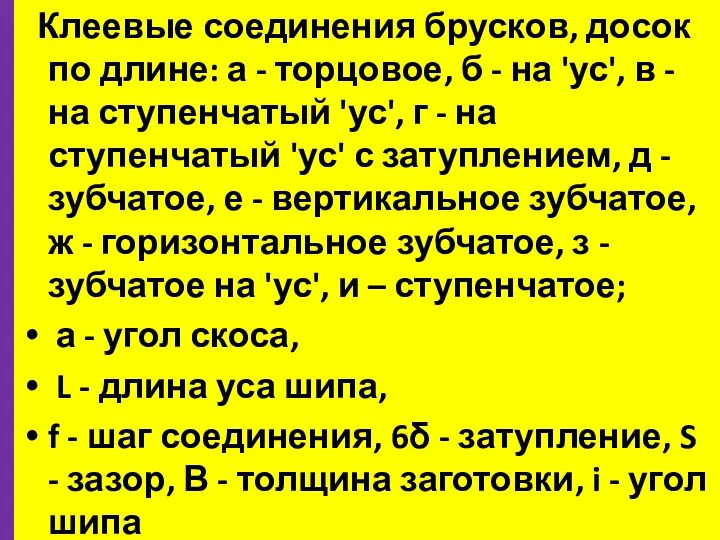
- 24. Клеевые соединения брусков, досок по длине: а - торцовое, б - на 'ус', в - на
- 33. Контроль качества при изготовлении слоев КДК включает в себя: проверку влажности, шероховатости поверхности, точности изготовления заготовок
- 36. На участке склеивания выполняют следующие операции: нанесение клея, формирование пакета, склеивание конструкций
- 39. Нанесение клея может производиться вручную либо механизированным способом. Ручное нанесение клея (кистями, валиками) используют при небольшом
- 41. В современном поточном производстве, клей необходимо наносить механизированным способом. Используя для этого модернизированные клеенаносящие станки с
- 42. Станок клеенаносящий
- 52. Вертикальный пресс Плоские гидравлические прессы.
- 57. Недостаток такого способа — возможность некачественного склеивания вследствие конструктивных недостатков кассет (недостаточная жесткость, редкая расстановка тяг
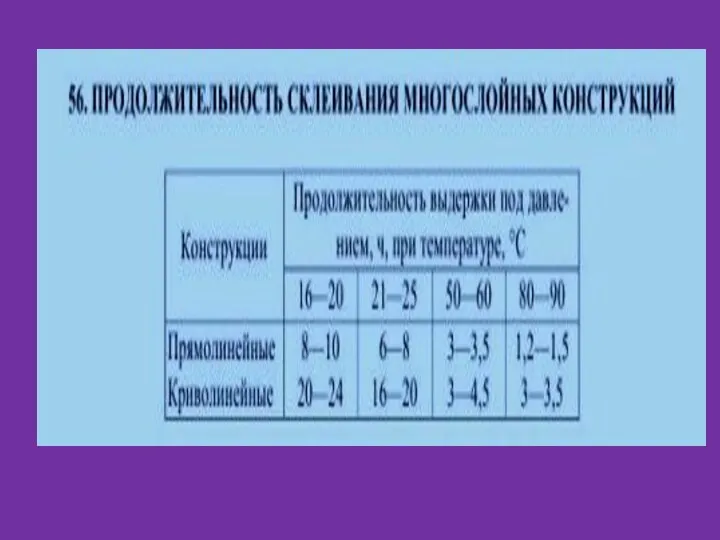
- 58. Режимы склеивания.
- 64. Однако эти рекомендации даны при условии равномерного распределения давления по всей склеиваемой поверхности в случаях использования
- 68. Фильмы Фильм 1: https://youtu.be/5TxeIhIGIks Фильм 2: https://youtu.be/p7LVShD-8bs Фильм 3: https://youtu.be/AoP0P36ANk0 (Вставить в адресную строку браузера и
- 69. Механическая и защитно-декоративная обработка.
- 75. Во время хранения, транспортировки, монтажа и эксплуатации конструкции могут увлажниться. Периодическое увлажнение и высушивание древесины вызывает
- 83. Контроль качества. Контроль качества КДК — составная часть технологического процесса их изготовления. Так как эти конструкции
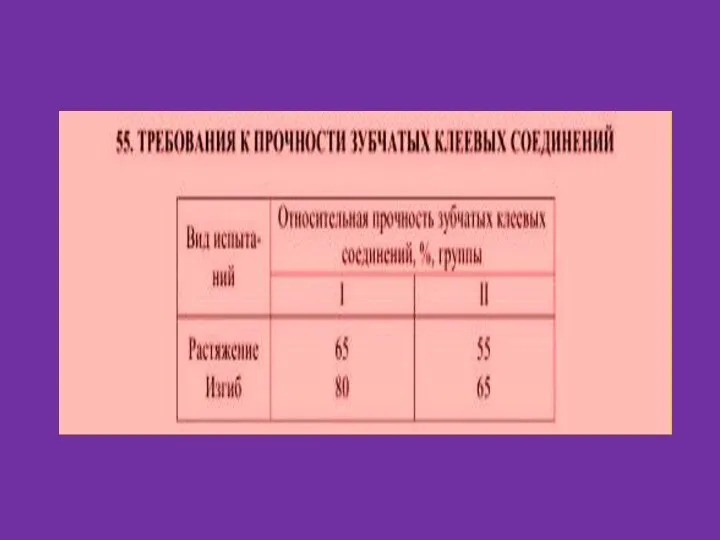
- 85. В реальных конструкциях клеевые соединения могут оказаться менее прочными из-за неравномерного отверждения клея, разнотолщинности клеевой прослойки,
- 86. Из партии КДК размером обычно 50—200 шт., прошедших внешний осмотр и обмер, отбирают три худшие по
- 87. Специально оборудованные стенды обеспечивают плавное приложение нагрузки, раскрепление конструкций во избежание выхода их из плоскости во
- 88. Нагрузку в процессе испытания прикладывают ступенями величиной равной 10% контрольной нагрузки. Продолжительность выдержки испытываемой конструкции на
- 89. Наряду с кратковременными испытаниями КДК целесообразно проводить испытания на расслоение путем цикличного вымачивания под вакуумом и
- 90. Для проведения таких испытаний из частей клееных элементов, оставшихся после опиливания конструкций, вырезают образцы размером, соответствующим
- 91. Образцы загружают в автоклав с водой, выдерживают 1,5 ч при разрежении 700 мм рт. ст., затем
- 92. Прочность оценивают по отношению длины расслоившихся клеевых прослоек с двух торцов образца к их общей длине.
- 93. Принятые конструкции маркируют, на каждую партию принятых ОТК конструкций составляют паспорт, где указывают завод-изготовитель, марку КДК
- 94. Экономическая характеристика Экономические характеристики производства КДК по величине и удельному соотношению основных статей затрат на разных
- 95. В общей себестоимости продукции статьи расходов распределены следующим образом, %: сырье и материалы 32—76; заработная плата
- 97. Скачать презентацию

Изготовление слоев конструкций
Изготовление слоев конструкций


Пресс гидравлический обогреваемый Tiger TL-E-BF
Пресс гидравлический обогреваемый Tiger TL-E-BF

Шипорезный станок
Шипорезный станок


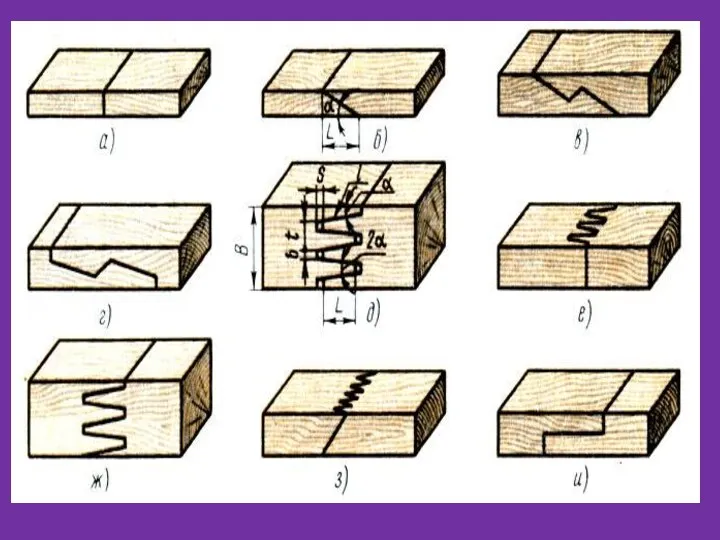
Клеевые соединения брусков, досок по длине: а - торцовое, б - на
Клеевые соединения брусков, досок по длине: а - торцовое, б - на


Контроль качества при изготовлении слоев КДК включает в себя:
проверку влажности,
шероховатости поверхности,
Контроль качества при изготовлении слоев КДК включает в себя:
проверку влажности,
шероховатости поверхности,
На участке склеивания выполняют следующие операции:
нанесение клея,
формирование пакета,
склеивание конструкций
На участке склеивания выполняют следующие операции:
нанесение клея,
формирование пакета,
склеивание конструкций
Нанесение клея может производиться вручную либо механизированным способом.
Ручное нанесение клея (кистями, валиками)
Нанесение клея может производиться вручную либо механизированным способом.
Ручное нанесение клея (кистями, валиками)

В современном поточном производстве, клей необходимо наносить механизированным способом.
Используя для этого модернизированные
В современном поточном производстве, клей необходимо наносить механизированным способом.
Используя для этого модернизированные
Станок клеенаносящий
Станок клеенаносящий


Вертикальный пресс
Плоские гидравлические прессы.
Вертикальный пресс
Плоские гидравлические прессы.

Недостаток такого способа — возможность некачественного склеивания вследствие конструктивных недостатков кассет (недостаточная
Недостаток такого способа — возможность некачественного склеивания вследствие конструктивных недостатков кассет (недостаточная
Режимы склеивания.
Режимы склеивания.
Однако эти рекомендации даны при условии равномерного распределения давления по всей склеиваемой поверхности
Однако эти рекомендации даны при условии равномерного распределения давления по всей склеиваемой поверхности


Фильмы
Фильм 1: https://youtu.be/5TxeIhIGIks
Фильм 2: https://youtu.be/p7LVShD-8bs
Фильм 3: https://youtu.be/AoP0P36ANk0
(Вставить в адресную строку
Фильмы
Фильм 1: https://youtu.be/5TxeIhIGIks
Фильм 2: https://youtu.be/p7LVShD-8bs
Фильм 3: https://youtu.be/AoP0P36ANk0
(Вставить в адресную строку
Механическая и защитно-декоративная обработка.
Механическая и защитно-декоративная обработка.
Во время хранения, транспортировки, монтажа и эксплуатации конструкции могут увлажниться.
Периодическое увлажнение и
Во время хранения, транспортировки, монтажа и эксплуатации конструкции могут увлажниться.
Периодическое увлажнение и
Контроль качества.
Контроль качества КДК — составная часть технологического процесса их изготовления.
Так как
Контроль качества.
Контроль качества КДК — составная часть технологического процесса их изготовления.
Так как
В реальных конструкциях клеевые соединения могут оказаться менее прочными из-за
неравномерного отверждения клея,
разнотолщинности
В реальных конструкциях клеевые соединения могут оказаться менее прочными из-за
неравномерного отверждения клея,
разнотолщинности
Из партии КДК размером обычно 50—200 шт., прошедших внешний осмотр и обмер, отбирают
Из партии КДК размером обычно 50—200 шт., прошедших внешний осмотр и обмер, отбирают
Специально оборудованные стенды обеспечивают плавное приложение нагрузки, раскрепление конструкций во избежание выхода их
Специально оборудованные стенды обеспечивают плавное приложение нагрузки, раскрепление конструкций во избежание выхода их
Нагрузку в процессе испытания прикладывают ступенями величиной равной 10% контрольной нагрузки.
Продолжительность выдержки
Нагрузку в процессе испытания прикладывают ступенями величиной равной 10% контрольной нагрузки.
Продолжительность выдержки
Наряду с кратковременными испытаниями КДК целесообразно проводить испытания на расслоение путем цикличного вымачивания
Наряду с кратковременными испытаниями КДК целесообразно проводить испытания на расслоение путем цикличного вымачивания
Для проведения таких испытаний из частей клееных элементов, оставшихся после опиливания конструкций, вырезают
Для проведения таких испытаний из частей клееных элементов, оставшихся после опиливания конструкций, вырезают
Образцы загружают в автоклав с водой, выдерживают 1,5 ч при разрежении 700 мм
Образцы загружают в автоклав с водой, выдерживают 1,5 ч при разрежении 700 мм
Прочность оценивают по отношению длины расслоившихся клеевых прослоек с двух торцов образца к
Прочность оценивают по отношению длины расслоившихся клеевых прослоек с двух торцов образца к
Принятые конструкции маркируют, на каждую партию принятых ОТК конструкций составляют паспорт,
где указывают
Принятые конструкции маркируют, на каждую партию принятых ОТК конструкций составляют паспорт,
где указывают
Экономическая характеристика
Экономические характеристики производства КДК по величине и удельному соотношению основных статей затрат
Экономическая характеристика
Экономические характеристики производства КДК по величине и удельному соотношению основных статей затрат
В общей себестоимости продукции статьи расходов распределены следующим образом, %:
сырье и материалы
В общей себестоимости продукции статьи расходов распределены следующим образом, %:
сырье и материалы
 Интерактивное путешествие смешариков по городу Колпино
Интерактивное путешествие смешариков по городу Колпино Развитие высокоскоростных железнодорожных магистралей в России
Развитие высокоскоростных железнодорожных магистралей в России Молодежь, как социальная группа
Молодежь, как социальная группа кинодискуссия - как
кинодискуссия - как Презентация Источники информации о малой родине
Презентация Источники информации о малой родине Интерпретация партограммы
Интерпретация партограммы Использование сказок в коррекционно - профилактической работе с целью решения проблем эмоциональной нестабильности у дошкольников
Использование сказок в коррекционно - профилактической работе с целью решения проблем эмоциональной нестабильности у дошкольников Методика работы по формированию временных представлений у дошкольников с задержкой психического развития Диск
Методика работы по формированию временных представлений у дошкольников с задержкой психического развития Диск Классный час + презентация Инструктаж по пожарной безопасности
Классный час + презентация Инструктаж по пожарной безопасности Презентация Космические фантазии. Выставка поделок.
Презентация Космические фантазии. Выставка поделок. Arduino Uno. Цифровые контакты ввода-вывода. Широтно-импульсная модуляция
Arduino Uno. Цифровые контакты ввода-вывода. Широтно-импульсная модуляция Четыре замечательные точки треугольника
Четыре замечательные точки треугольника Подъемно-транспортное оборудование
Подъемно-транспортное оборудование ИНДИВИДУАЛЬНОЕ ЗАНЯТИЕ КЛАСС ГУО ТЕМА: ЗВУК [ Л ] ЭТАП : Постановка звука ( л)
ИНДИВИДУАЛЬНОЕ ЗАНЯТИЕ КЛАСС ГУО ТЕМА: ЗВУК [ Л ] ЭТАП : Постановка звука ( л) Подготовка к аккредитации
Подготовка к аккредитации Обобщение педагогического опыта по теме Формирование действий самоконтроля и самооценки
Обобщение педагогического опыта по теме Формирование действий самоконтроля и самооценки Система образования Германии
Система образования Германии ДЕТИ С ОГРАНИЧЕННЫМИ ВОЗМОЖНОСТЯМИ ЗДОРОВЬЯ
ДЕТИ С ОГРАНИЧЕННЫМИ ВОЗМОЖНОСТЯМИ ЗДОРОВЬЯ Проектирование производственного процесса изготовления печатного издания
Проектирование производственного процесса изготовления печатного издания Презентация Русский танец
Презентация Русский танец Умножение десятичных дробей на натуральное число
Умножение десятичных дробей на натуральное число Спасение через веру во Христа. Правильное отношение к смерти и подготовка к ней
Спасение через веру во Христа. Правильное отношение к смерти и подготовка к ней Лесная промышленность России
Лесная промышленность России Технологии социальной работы с пожилыми людьми, страдающими деменцией
Технологии социальной работы с пожилыми людьми, страдающими деменцией Управление персоналом. Кадровое делопроизводство
Управление персоналом. Кадровое делопроизводство Права ребенка
Права ребенка Тамбов на карте генеральной
Тамбов на карте генеральной Атмосферные осадки 6 класс
Атмосферные осадки 6 класс