- Технология лекарств в ампулах. Ампульное стекло. Наполнение ампул

Содержание
- 2. Вымытые и высушенные простерилизованные ампулы наполняются профильтрованным раствором. Вследствие того, что часть раствора идет на смачивание
- 3. НС-3- нейтральное стекло для изготовления ампул и флаконов для растворов веществ, подвергающихся гидролизу, окислению и др.
- 4. Медицинское стекло- это твердый раствор, полученный в результате охлаждения расплава смеси силикатов, оксидов металлов и солей.
- 5. Повышают химическую стойкость введением оксидов бора и алюминия. Добавление оксидов магния увеличивает термическую устойчивость. Чтобы повысить
- 6. К стеклу для ампул предъявляются следующие требования: • прозрачность - для контроля за отсутствием механических включений
- 7. Процесс изготовления сложен и условно делится на два потока: основной и параллельный основному. Стадии и операции
- 8. Стадии и операции параллельного потока производства: • первая стадия: подготовка растворителей операции: подготовка растворителей (например, для
- 9. Размеры выпускаемых ампул регламентируются ТУ 1357-55 (табл. 1). Наиболее распространенными являются ампулы емкостью от 1 до
- 10. Таблица 5. Основные размеры ампул
- 12. Скачать презентацию
Вымытые и высушенные простерилизованные ампулы наполняются профильтрованным раствором. Вследствие того, что
Вымытые и высушенные простерилизованные ампулы наполняются профильтрованным раствором. Вследствие того, что
НС-3- нейтральное стекло для изготовления ампул и флаконов для растворов веществ,
НС-3- нейтральное стекло для изготовления ампул и флаконов для растворов веществ,
Медицинское стекло- это твердый раствор, полученный в результате охлаждения расплава смеси
Медицинское стекло- это твердый раствор, полученный в результате охлаждения расплава смеси
Повышают химическую стойкость введением оксидов бора и алюминия. Добавление оксидов магния
Повышают химическую стойкость введением оксидов бора и алюминия. Добавление оксидов магния
К стеклу для ампул предъявляются следующие требования:
• прозрачность - для контроля за
К стеклу для ампул предъявляются следующие требования:
• прозрачность - для контроля за
Процесс изготовления сложен и условно делится на два потока: основной и
Процесс изготовления сложен и условно делится на два потока: основной и
Стадии и операции параллельного потока производства:
• первая стадия: подготовка растворителей
операции: подготовка
Стадии и операции параллельного потока производства:
• первая стадия: подготовка растворителей
операции: подготовка
Размеры выпускаемых ампул регламентируются ТУ 1357-55 (табл. 1). Наиболее распространенными являются
Размеры выпускаемых ампул регламентируются ТУ 1357-55 (табл. 1). Наиболее распространенными являются
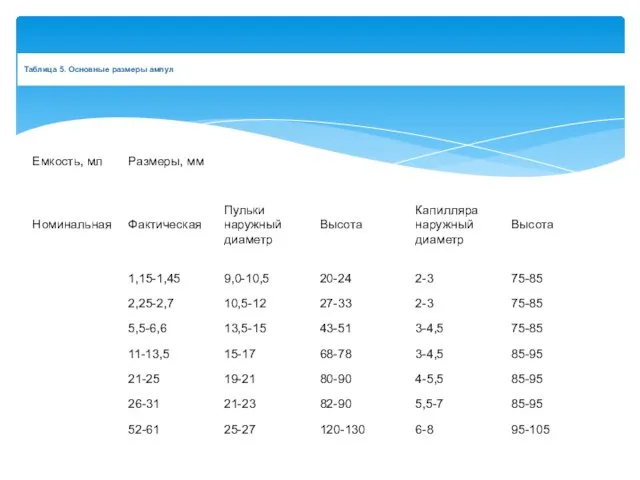
Таблица 5. Основные размеры ампул
Таблица 5. Основные размеры ампул
 Презентация к уроку Резьба по дереву (вводное занятие)
Презентация к уроку Резьба по дереву (вводное занятие) Презентация. Фелтинг. Брошь Мак
Презентация. Фелтинг. Брошь Мак Религия как социокультурный феномен
Религия как социокультурный феномен Електронні та друковані портфоліо
Електронні та друковані портфоліо Александр Трифонович Твардовский 1910-1971
Александр Трифонович Твардовский 1910-1971 Бумажная пластика. Игрушки на елке
Бумажная пластика. Игрушки на елке Самоходные погрузчики
Самоходные погрузчики СПб ГБПОУ Ленинградский машиностроительный техникум им. Ж.Я. Котина
СПб ГБПОУ Ленинградский машиностроительный техникум им. Ж.Я. Котина Кроссворд по правилам дорожного движения (с использованием клавиатуры)
Кроссворд по правилам дорожного движения (с использованием клавиатуры) Цветы в технике квиллинга
Цветы в технике квиллинга Кампания г. Санкт-Петербург: GRP 90.83 OTS 4039.30
Кампания г. Санкт-Петербург: GRP 90.83 OTS 4039.30 Способы решения показательных уравнений
Способы решения показательных уравнений Банк Хоум Кредит
Банк Хоум Кредит Экономика нефтегазовой отрасли
Экономика нефтегазовой отрасли Средиземноморская природная зона, или субтропики: жёстколистные вечнозелёные леса и кустарники, описание, климат, почвы
Средиземноморская природная зона, или субтропики: жёстколистные вечнозелёные леса и кустарники, описание, климат, почвы В бизнесе всё решают связью. Коммерческое предложение ПАО Ростелеком
В бизнесе всё решают связью. Коммерческое предложение ПАО Ростелеком Метод эквивалентного генератора
Метод эквивалентного генератора Мощность конвектора отопления
Мощность конвектора отопления Проект В лесном краю Почитаева
Проект В лесном краю Почитаева КОМПЬЮТЕРНАЯ ПРЕЗЕНТАЦИЯ ПО ГЕОГРАФИИ 11 КЛАСС ФРГ
КОМПЬЮТЕРНАЯ ПРЕЗЕНТАЦИЯ ПО ГЕОГРАФИИ 11 КЛАСС ФРГ Неделя игры и игрушки в подготовительной группе №8
Неделя игры и игрушки в подготовительной группе №8 Структура письма
Структура письма Актуальные проблемы транспортной инфраструктуры в субъектах России
Актуальные проблемы транспортной инфраструктуры в субъектах России Проектирование системы электроснабжения производственного цеха машиностроительного завода
Проектирование системы электроснабжения производственного цеха машиностроительного завода Механические процессы
Механические процессы Замбия Республикасы
Замбия Республикасы Презентация к исследованию
Презентация к исследованию Речной транспорт
Речной транспорт