- Технология литья пластмасс под давлением

Содержание
- 2. Самым популярным способом изготовления различных изделий является технология литья пластмасс под давлением. Литьё под давлением является
- 3. Применение технологии литья пластмасс под давлением Из пластмасс изготовляют многие детали машин. • 1. Корпусные детали
- 4. 5. Тормозные детали и трущиеся детали фрикционных муфт — из асбофрик- ционных пластмасс, обладающих повышенной износостойкостью
- 5. Преимущества метода литья под давлением: высокая производительность за счет нагрева термопласта вне литьевой формы, что позволяет
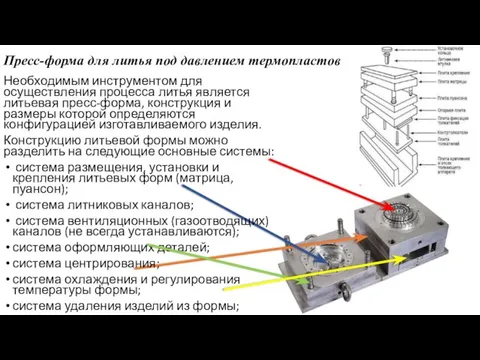
- 6. Пресс-форма для литья под давлением термопластов Необходимым инструментом для осуществления процесса литья является литьевая пресс-форма, конструкция
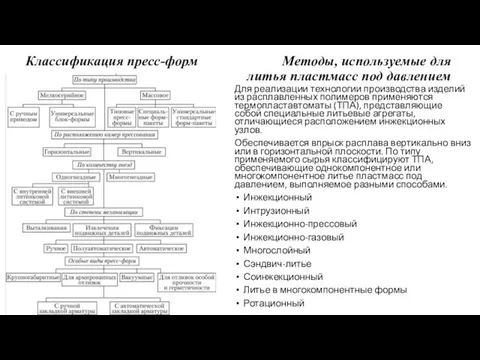
- 7. Классификация пресс-форм Методы, используемые для литья пластмасс под давлением Для реализации технологии производства изделий из расплавленных
- 8. Термопластавтомат (ТПА) -инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под давлением. Технологическая схема
- 9. Поэтапное производство Изготавливается прототип, который представляет собой образец производимой детали. С целью ускорения процесса используется современное
- 10. Процесс формирования изделий предусматривает: Расплавление компонентов и подачу расплава в форму. Создание давления с целью быстрого
- 11. Плита толкателей. Толкатели. • Толкателями в пресс-формах называют подвижные детали в системе выталкивания. Главная их функция
- 12. Основные виды толкателей
- 13. Чертёж матрицы изделия
- 14. Чертёж пуансона изделия
- 15. Примеры простых пресс-форм Простая двухгнёздная пресс-форма Простая пресс-форма с выдуваемым изделием Процесс работы ТПА и системы
- 16. Требования к конфигурации пластмассовых изделий при их проектировании 1. Форма изделия должна быть такой, чтобы деталь
- 17. Сложные пресс-формы Пресс-форма для получения изделия с обратной поверхностью за счет движения углового толкателя и вставки
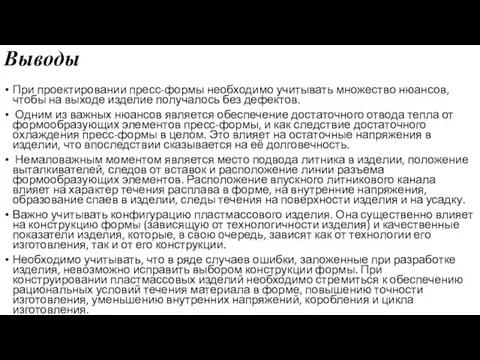
- 18. Выводы При проектировании пресс-формы необходимо учитывать множество нюансов, чтобы на выходе изделие получалось без дефектов. Одним
- 19. Примеры пресс-форм
- 21. Скачать презентацию
Самым популярным способом изготовления различных изделий является технология литья пластмасс под
Самым популярным способом изготовления различных изделий является технология литья пластмасс под

Применение технологии литья пластмасс под давлением
Из пластмасс изготовляют многие детали машин.
Применение технологии литья пластмасс под давлением
Из пластмасс изготовляют многие детали машин.
5. Тормозные детали и трущиеся детали фрикционных муфт — из асбофрик-
5. Тормозные детали и трущиеся детали фрикционных муфт — из асбофрик-
Преимущества метода литья под давлением:
высокая производительность за счет нагрева термопласта вне
Преимущества метода литья под давлением:
высокая производительность за счет нагрева термопласта вне
Пресс-форма для литья под давлением термопластов
Необходимым инструментом для осуществления процесса литья
Пресс-форма для литья под давлением термопластов
Необходимым инструментом для осуществления процесса литья
Классификация пресс-форм Методы, используемые для литья пластмасс под давлением
Для реализации технологии
Классификация пресс-форм Методы, используемые для литья пластмасс под давлением
Для реализации технологии
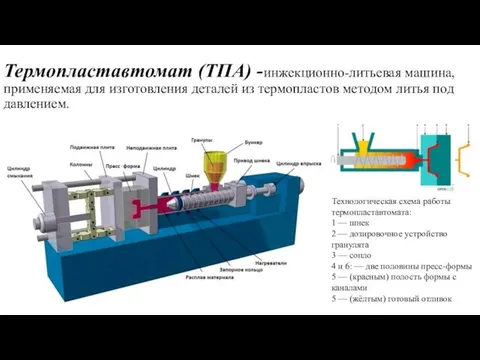
Термопластавтомат (ТПА) -инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под
Термопластавтомат (ТПА) -инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под
Поэтапное производство
Изготавливается прототип, который представляет собой образец производимой детали. С целью
Поэтапное производство
Изготавливается прототип, который представляет собой образец производимой детали. С целью
Процесс формирования изделий предусматривает:
Расплавление компонентов и подачу расплава в форму.
Создание давления
Процесс формирования изделий предусматривает:
Расплавление компонентов и подачу расплава в форму.
Создание давления

Плита толкателей. Толкатели.
• Толкателями в пресс-формах называют подвижные детали в системе
Плита толкателей. Толкатели.
• Толкателями в пресс-формах называют подвижные детали в системе
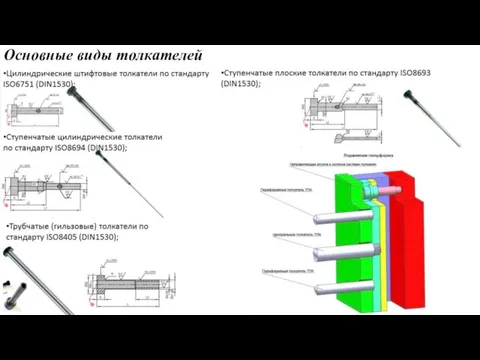
Основные виды толкателей
Основные виды толкателей
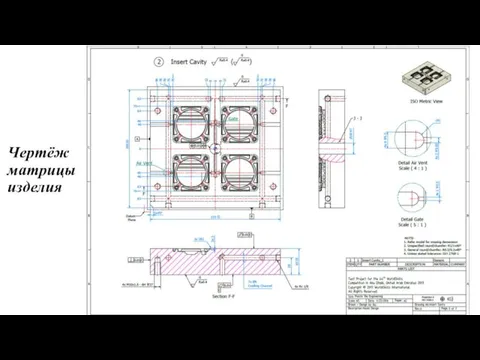
Чертёж матрицы изделия
Чертёж матрицы изделия
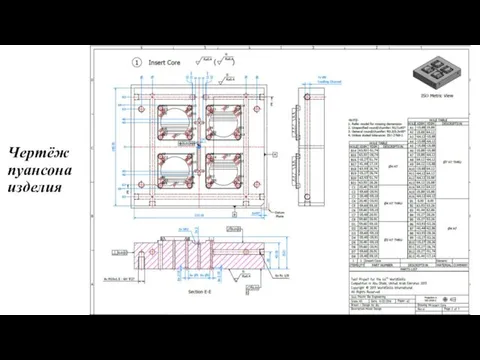
Чертёж пуансона изделия
Чертёж пуансона изделия

Примеры простых пресс-форм
Простая двухгнёздная пресс-форма
Простая пресс-форма с выдуваемым изделием
Процесс работы ТПА
Примеры простых пресс-форм
Простая двухгнёздная пресс-форма
Простая пресс-форма с выдуваемым изделием
Процесс работы ТПА
Требования к конфигурации пластмассовых изделий при их проектировании
1. Форма изделия
Требования к конфигурации пластмассовых изделий при их проектировании
1. Форма изделия

Сложные пресс-формы
Пресс-форма для получения изделия
с обратной поверхностью за счет движения
Сложные пресс-формы
Пресс-форма для получения изделия
с обратной поверхностью за счет движения
Выводы
При проектировании пресс-формы необходимо учитывать множество нюансов, чтобы на выходе изделие
Выводы
При проектировании пресс-формы необходимо учитывать множество нюансов, чтобы на выходе изделие

Примеры пресс-форм
Примеры пресс-форм
 Презентация Артикуляционная гимнастика для детей дошкольного возраста.
Презентация Артикуляционная гимнастика для детей дошкольного возраста. Рак шейки матки
Рак шейки матки Бульвар Генерала Карбышева
Бульвар Генерала Карбышева Особенности течения беременности и родов у девочек в подростковом периоде
Особенности течения беременности и родов у девочек в подростковом периоде Список использованных источников
Список использованных источников Схемо- и системотехника электронных средств
Схемо- и системотехника электронных средств Діего Веласкес
Діего Веласкес Шаблон Дружба
Шаблон Дружба Педагогические взгляды В.Г. Белинского
Педагогические взгляды В.Г. Белинского Предметно-количественный учет лекарственных препаратов
Предметно-количественный учет лекарственных препаратов Русский язык. Определение склонений и падежей существительных.
Русский язык. Определение склонений и падежей существительных. Βιοφυσιολογια και στρεσς
Βιοφυσιολογια και στρεσς Виртуальная экскурсия Родниковый край
Виртуальная экскурсия Родниковый край Трансплантация гемопоэтических стволовых клеток (ГСКК) при онкогематологических заболеваниях у взрослых
Трансплантация гемопоэтических стволовых клеток (ГСКК) при онкогематологических заболеваниях у взрослых Основы стандартизации (часть 1)
Основы стандартизации (часть 1) Презентация к сказке Колобок
Презентация к сказке Колобок Юридические лица и их классификация
Юридические лица и их классификация Изготовление силового набора из КМ
Изготовление силового набора из КМ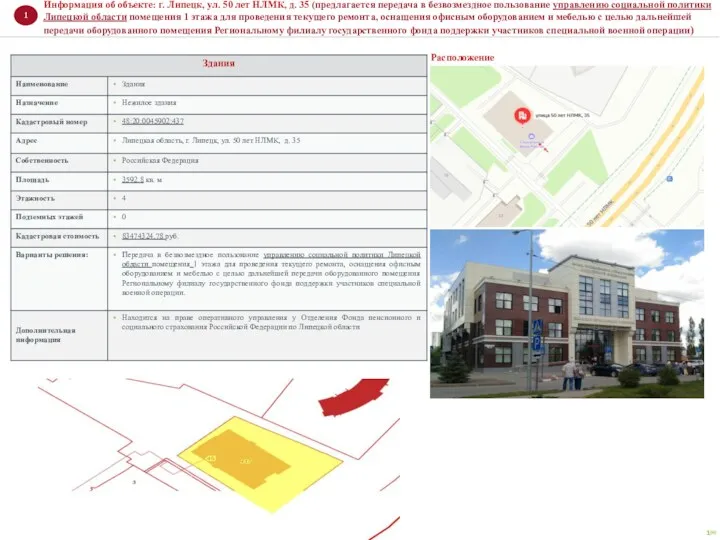 Информация об объектах в г. Липецк и области
Информация об объектах в г. Липецк и области урок горы
урок горы Кредиттік оқыту жүйесі
Кредиттік оқыту жүйесі Охрана труда при работе с компьютерной техникой
Охрана труда при работе с компьютерной техникой Сведения о бетоне
Сведения о бетоне Федеральная антимонопольная служба. Одиннадцатый ежегодный доклад о состоянии конкуренции в Российской Федерации
Федеральная антимонопольная служба. Одиннадцатый ежегодный доклад о состоянии конкуренции в Российской Федерации Лучевая терапия. Брахитерапия. Сочетанно-лучевая терапия
Лучевая терапия. Брахитерапия. Сочетанно-лучевая терапия Дәрумендер.Кальцийі бар препараттар
Дәрумендер.Кальцийі бар препараттар Презентация: Использование информационно-просветительских форм работы с родителями по правилам дорожного движения
Презентация: Использование информационно-просветительских форм работы с родителями по правилам дорожного движения Конференция ИКТ Ростов-на Дону
Конференция ИКТ Ростов-на Дону