- Технология ручной дуговой сварки

Содержание
- 2. Выбор режима сварки и техника выполнения швов Для выполнения сварного шва прежде всего определяют режим сварки,
- 3. Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для
- 4. При выполнении угловых и тавровых соединений принимают во внимание размер катета шва. При катете шва 3...5
- 5. Виды сварных соединений и швов. В сварных конструкциях различают стыковые, нахлесточные, угловые, тавровые и заклепочные соединения.
- 6. Сварка стыковых соединений выполняется с одной или двух сторон, что зависит от толщины свариваемого металла. Стыковые
- 7. Металл толщиной от 4 до 8 мм сваривают однослойным швом. Однослойные швы с V-образным скосом кромок
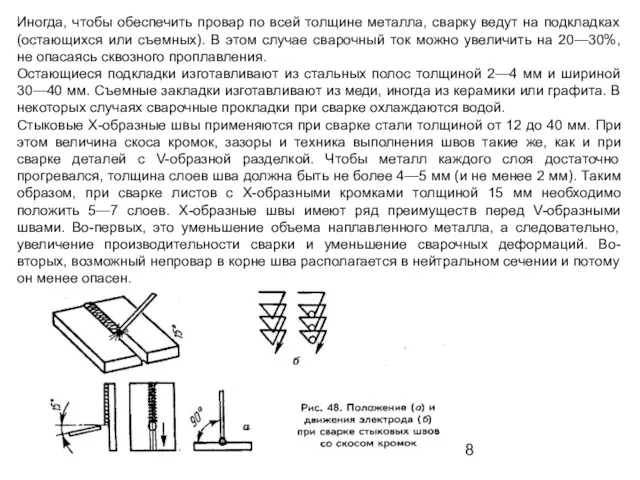
- 8. Иногда, чтобы обеспечить провар по всей толщине металла, сварку ведут на подкладках (остающихся или съемных). В
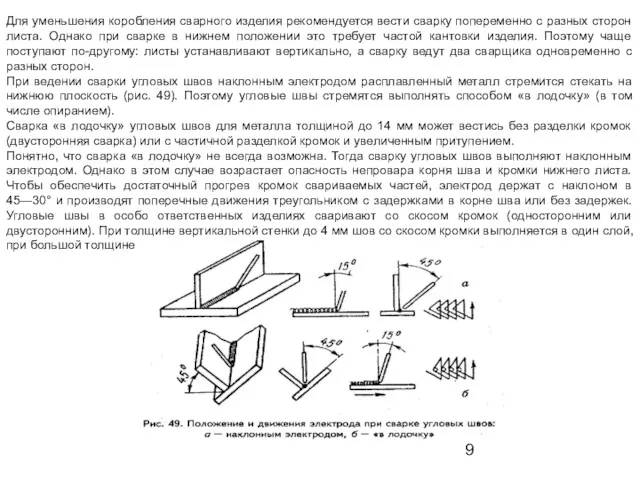
- 9. Для уменьшения коробления сварного изделия рекомендуется вести сварку попеременно с разных сторон листа. Однако при сварке
- 10. Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга
- 11. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена,
- 17. Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные
- 18. Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям;
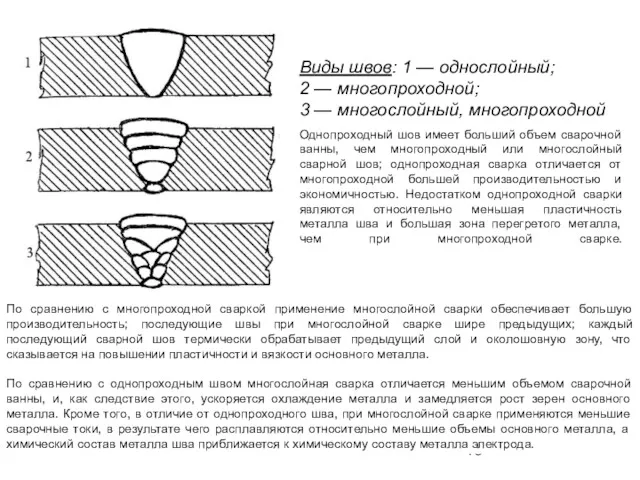
- 19. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной Однопроходный шов имеет больший
- 20. С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов
- 21. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не
- 22. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при
- 23. Угловые швы можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При
- 24. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто
- 25. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги - дело бесперспективное. Сварку выполняют
- 26. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание
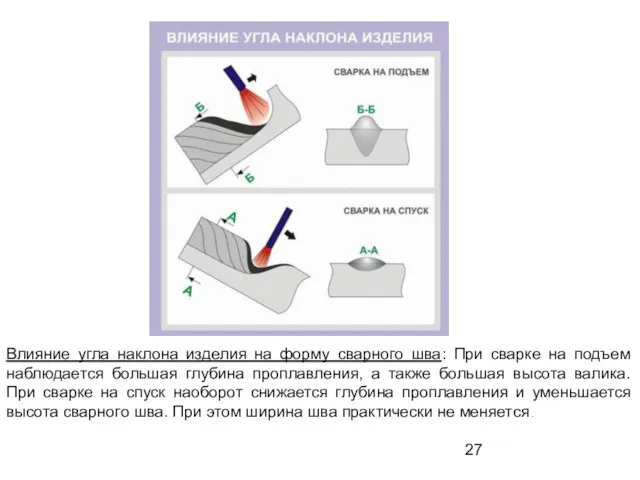
- 27. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления,
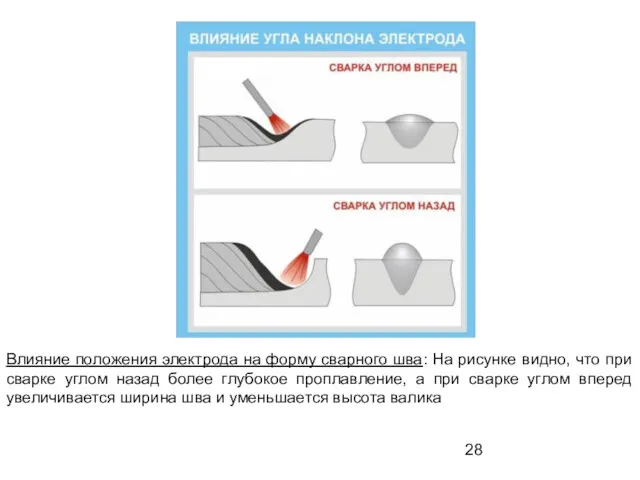
- 28. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более
- 32. Скачать презентацию
Выбор режима сварки и техника выполнения швов
Для выполнения сварного шва
Выбор режима сварки и техника выполнения швов
Для выполнения сварного шва
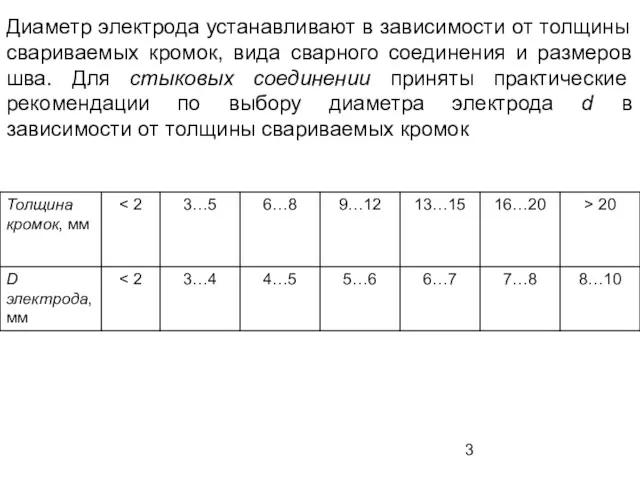
Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварного
Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварного
При выполнении угловых и тавровых соединений принимают во внимание размер катета
При выполнении угловых и тавровых соединений принимают во внимание размер катета
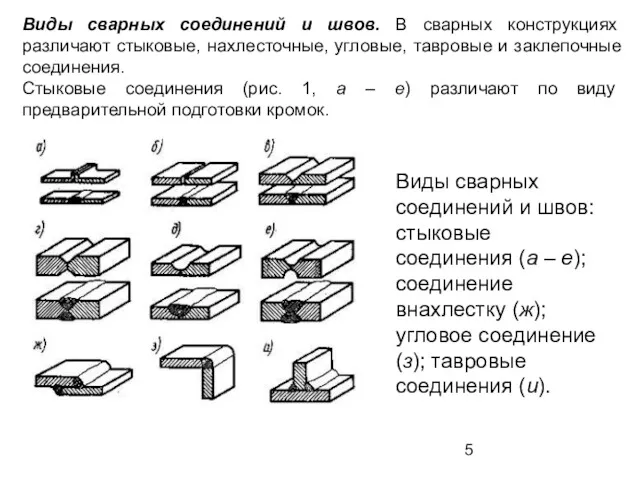
Виды сварных соединений и швов. В сварных конструкциях различают стыковые, нахлесточные,
Виды сварных соединений и швов. В сварных конструкциях различают стыковые, нахлесточные,
Сварка стыковых соединений выполняется с одной или двух сторон, что зависит
Сварка стыковых соединений выполняется с одной или двух сторон, что зависит
Металл толщиной от 4 до 8 мм сваривают однослойным швом. Однослойные
Металл толщиной от 4 до 8 мм сваривают однослойным швом. Однослойные
Иногда, чтобы обеспечить провар по всей толщине металла, сварку ведут на
Иногда, чтобы обеспечить провар по всей толщине металла, сварку ведут на
Для уменьшения коробления сварного изделия рекомендуется вести сварку попеременно с разных
Для уменьшения коробления сварного изделия рекомендуется вести сварку попеременно с разных
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной
Если шов не будет закончен до того, как длина электрода уменьшится
Если шов не будет закончен до того, как длина электрода уменьшится
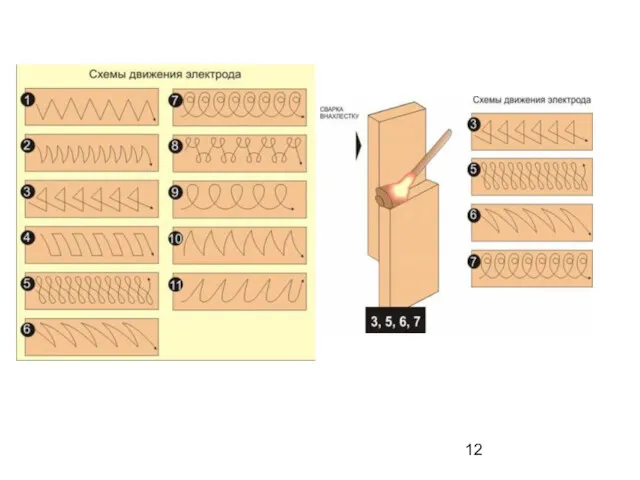
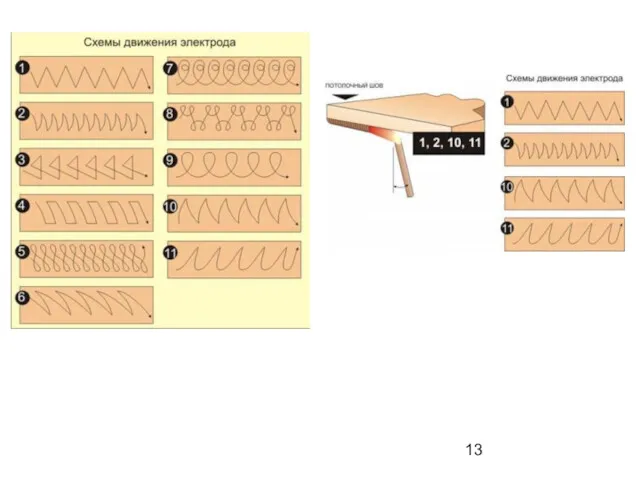
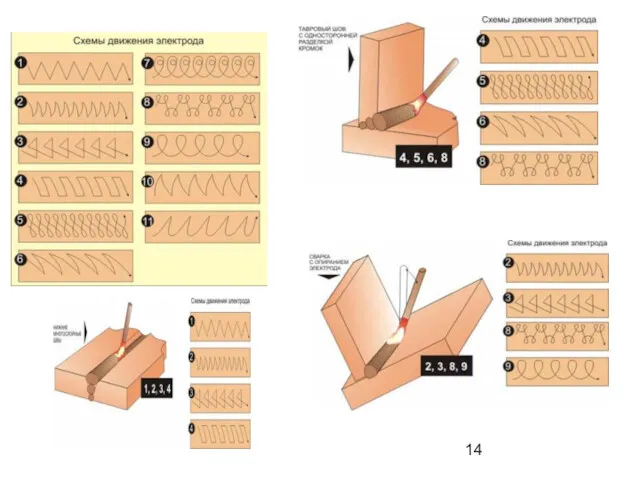
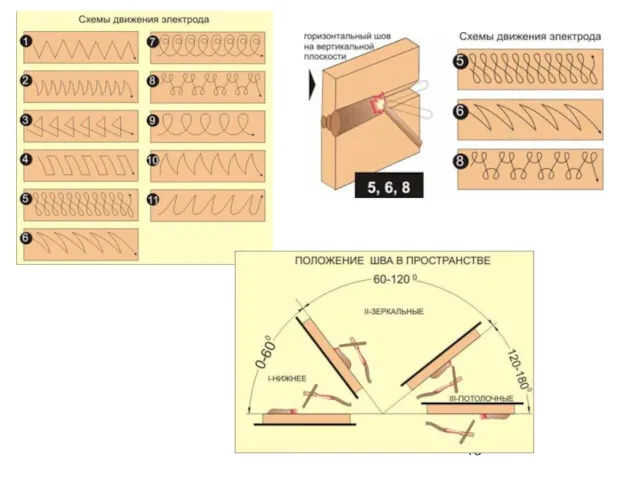
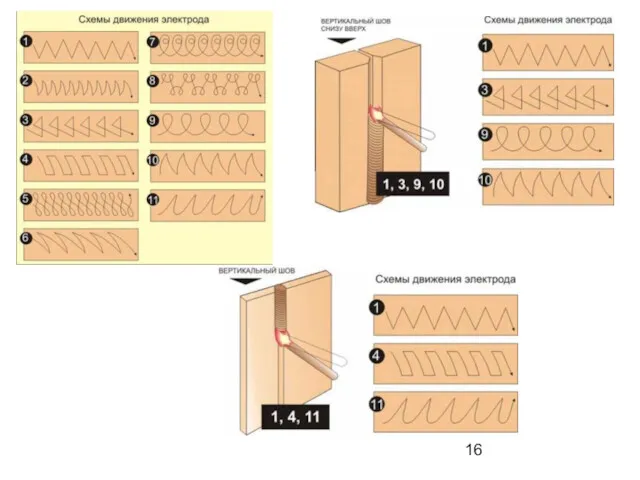
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность
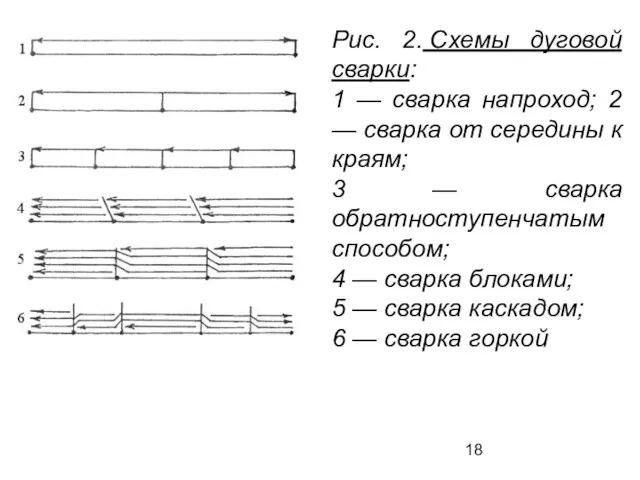
Рис. 2. Схемы дуговой сварки:
1 — сварка напроход; 2 — сварка
Рис. 2. Схемы дуговой сварки:
1 — сварка напроход; 2 — сварка
Виды швов: 1 — однослойный;
2 — многопроходной;
3 — многослойный,
Виды швов: 1 — однослойный;
2 — многопроходной;
3 — многослойный,
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой,
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой,
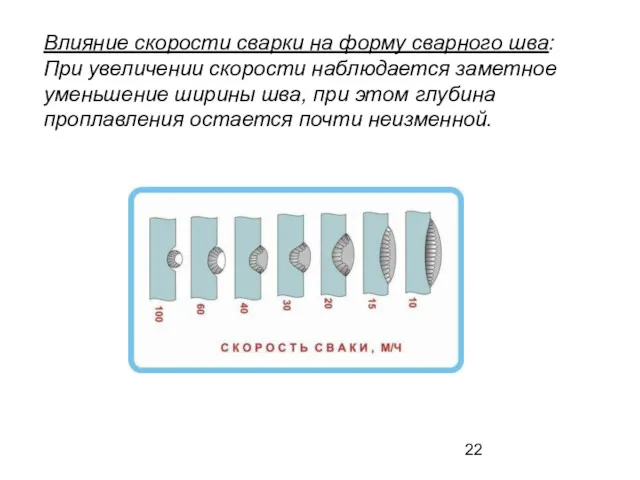
Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается
Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается
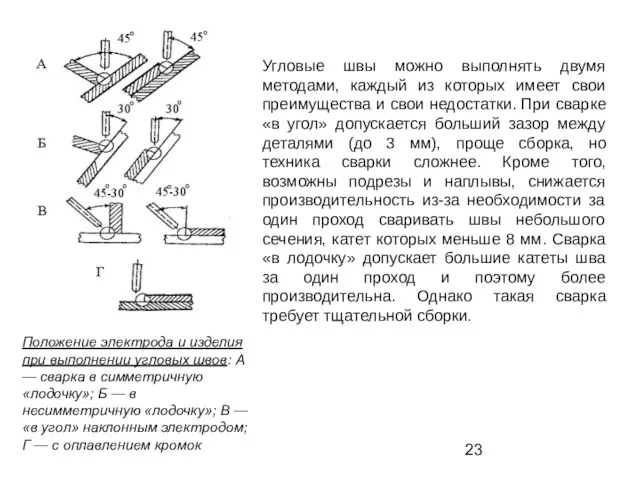
Угловые швы можно выполнять двумя методами, каждый из которых имеет свои
Угловые швы можно выполнять двумя методами, каждый из которых имеет свои
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных
Влияние угла наклона изделия на форму сварного шва: При сварке на
Влияние угла наклона изделия на форму сварного шва: При сварке на
Влияние положения электрода на форму сварного шва: На рисунке видно, что
Влияние положения электрода на форму сварного шва: На рисунке видно, что

 Выделение словосочетаний с именем прилагательным. 2 класс
Выделение словосочетаний с именем прилагательным. 2 класс Изоляция газопровода
Изоляция газопровода Строевые упражнения
Строевые упражнения Разнообразие и размер популяции
Разнообразие и размер популяции Апостол Павел. Личность, эпоха. Общая характеристика посланий
Апостол Павел. Личность, эпоха. Общая характеристика посланий Чтение художественной литературы в подготовительной к школе группы
Чтение художественной литературы в подготовительной к школе группы Страница истории Кузбасса: АИК
Страница истории Кузбасса: АИК Презентация Все работы хороши, выбирай на вкус
Презентация Все работы хороши, выбирай на вкус Щелочные металлы
Щелочные металлы Установление империи в Риме
Установление империи в Риме Стилістика як лінгвістична наука і навчальна дисципліна. Головні поняття стилістики. Лекція 1
Стилістика як лінгвістична наука і навчальна дисципліна. Головні поняття стилістики. Лекція 1 Факторы, влияющие на здоровье человека
Факторы, влияющие на здоровье человека День Рождения
День Рождения Продвижение в интернете. Посадочная страница (landing page)
Продвижение в интернете. Посадочная страница (landing page) Презентация Профессиональная компетентность учителя: содержание, структура, оценка,
Презентация Профессиональная компетентность учителя: содержание, структура, оценка, Лабораторные процедуры и использование инструментов. (Глава 2)
Лабораторные процедуры и использование инструментов. (Глава 2) Предлоги как части речи
Предлоги как части речи Международный форум Технологии безопасности
Международный форум Технологии безопасности Конкурс Самый классный классный
Конкурс Самый классный классный Модуль управления блока предварительной селекции
Модуль управления блока предварительной селекции Яковлева_М_Перевод_как_форма_итогового_индивидуального_проекта
Яковлева_М_Перевод_как_форма_итогового_индивидуального_проекта Измельчение твердых тел и лекарственного растительного сырья
Измельчение твердых тел и лекарственного растительного сырья духовно - нравственное воспитание
духовно - нравственное воспитание Организация предпринимательской деятельности
Организация предпринимательской деятельности Французский крепкий алкогольный напиток Арманьяк
Французский крепкий алкогольный напиток Арманьяк Родительские позиции и стили взаимодействия с детьми
Родительские позиции и стили взаимодействия с детьми Открой Россию заново!
Открой Россию заново! С днем рождения
С днем рождения