- Технология слесарных и слесарно-сборочных работ

Содержание
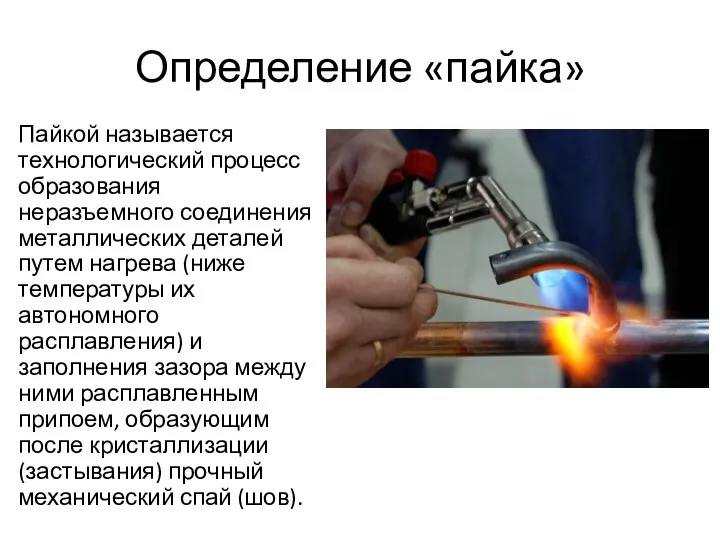
- 2. Определение «пайка» Пайкой называется технологический процесс образования неразъемного соединения металлических деталей путем нагрева (ниже температуры их
- 3. Пайку широко применяют в различных отраслях промышленности. К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что
- 4. Классификация По способу нагрева соединяемых деталей и припоя В зависимости от характера окружающей среды По способу
- 5. В зависимости от характера окружающей среды Пайка: в вакууме нейтральных газах восстановительной среде
- 6. В зависимости от температуры в зоне соединяемых материалов Низкотемпературная пайка Высокотемпературная пайка Зазор между деталями устанавливают
- 7. По способу нагрева соединяемых деталей и припоя Различают пайку: паяльником, токами высокой частоты, в печах, горелкой,
- 8. По способу введения припоя Выделяют следующие виды пайки: заливкой, с предварительной укладкой припоя к месту соединения(шва);
- 9. ДОСТОИНСТВА ПАЙКИ Важнейшее достоинство пайки — формирование паяного шва при температуре ниже температуры автономного плавления соединяемых
- 10. ДОСТОИНСТВА ПАЙКИ получать соединения в скрытых и малодоступных местах изделий, изготовлять тонкостенные изделия с большой плотностью
- 11. ДОСТОИНСТВА ПАЙКИ ограничиваться при пайке давлениями на порядок меньшими, чем при сварке давлением; соединять разнородные металлические
- 12. ДОСТОИНСТВА ПАЙКИ обеспечивать плавность галтельных участков шва, а следовательно, высокую прочность и надежность их в условиях
- 13. НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ Особо важное значение имеют вопросы обеспечения равнопрочности паяных соединений. Как известно, препятствиями для
- 14. НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ Однако потенциальные возможности повышения прочности паяных швов достаточно велики в связи с малым
- 15. Методы пайки Пайка легкоплавкими (мягкими) припоями На зачищенную деталь наносят флюс, а затем нагретым и залуженным
- 16. Припой Припой - чистый металл или сплав, применяемый для соединения металлических деталей при паянии. Припой должен
- 17. Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения. Припои должны обладать следующими свойствами: иметь
- 18. Припой должен обладать следующими качествами: хорошо растворять основной металл, смачивать его, иметь хорошую жидко-текучесть и достаточную
- 19. Легкоплавкие припои Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов. Для
- 20. Тугоплавкие припои представляют собой тугоплавкие металлы и сплавы, из них широко применяют медно-цинковые и серебряные. Добавка
- 21. Флюс Пайка может выполняться либо в защитной атмосфере, либо с использованием флюсов, предохраняющих поверхности соединяемых деталей
- 22. Флюс — вещества органического и неорганического происхождения, предназначенные для удаления окислов с поверхности под пайку, снижения
- 23. Флюсы применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности
- 24. Общие требования к флюсам: должны иметь высокую жидкотекучесть; должны иметь стабильность химического состава; должны иметь высокую
- 25. Общие требования к флюсам: должны предохранять поверхность паяемого металла и расплавленного припоя от окисления при нагреве
- 26. ТИПЫ ФЛЮСОВ 1) Твердые порошкообразные флюсы - смеси различных солей, применяются чаще всего при паянии тугоплавкими
- 27. Пайка мягкими и твёрдыми припоями Пайка мягкими припоями делится на кислотную и бескислотную. При кислотная пайке
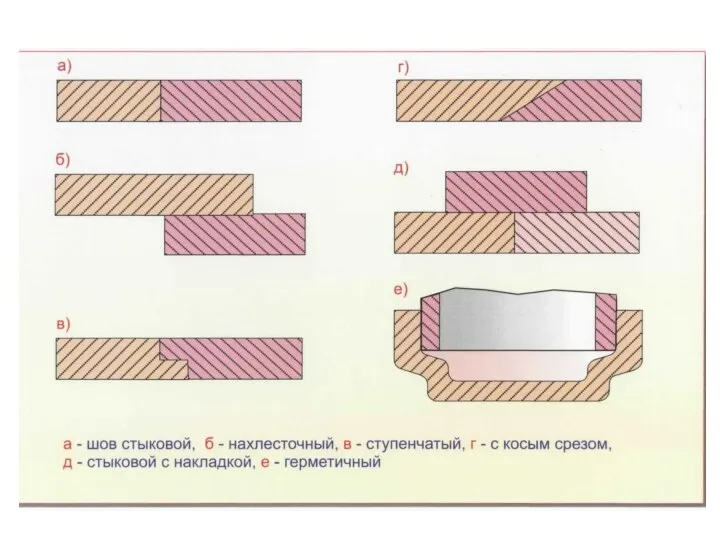
- 28. Виды паяных швов. В зависимости от предъявляемых к спаиваемым изделиям требований паяные швы разделяют на три
- 30. Подготовка деталей При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или химическим способом загрязнений, ржавчины,
- 31. Перед пайкой подготовленные поверхности деталей покрывают флюсом, который выбирается в зависимости от применяемого припоя и соединяемых
- 32. Высокая механическая прочность паяного соединения может быть обеспечена только при тщательном соблюдении технологии пайки. Недостаточно тщательная
- 33. Основные дефекты при пайке наличие трещин в паяном шве в результате быстрого охлаждения деталей после пайки
- 34. Инструменты для пайки Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно
- 35. Инструменты для пайки Электрические паяльники применяют широко, так как они просты по устройству и удобны в
- 36. Инструменты для пайки К паяльникам непрерывного подогрева относят газовые и бензиновые. Особую группу составляют паяльники специального
- 37. Электрический паяльник
- 38. Газовый паяльник
- 39. Паяльник периодического подогрева
- 40. Технология пайки
- 41. Технология пайки
- 42. Технология пайки
- 43. Процесс образования паяного шва Стадии процесса: 1) механическая зачистка поверхности изделия; 2) обезжиривание; 3) травление кислотами;
- 44. Процесс образования паяного шва Стадии процесса: 6) растворение основного металла у шва в жидком припое и
- 45. Вспомогательные процессы при пайке При пайке шов должен быть обязательно прогрет до температуры начала плавления припоя
- 46. Лужение Лужение нанесении на деталь тонкого слоя олова или сплавов олова (со свинцом, цинком, висмутом и
- 47. Лужение под пайку Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения
- 48. Подготовка поверхности к лужению Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и
- 49. ОБЕЗЖИРИВАНИЕ Обезжиривание- процесс удаления жиров и масла с поверхности металла. Обезжиривание в органических растворителях Детали погружают
- 50. Травление металлов Удаление с поверхности металлов окислов, ржавчины и окалины в растворах кислот, солей или щелочей
- 51. Химическое травление Химическое травление стальных изделий выполняется путем погружения изделий в раствор серной или соляной кислот.
- 52. Электролитическое травление Очистка изделий методом погружения в травильную ванну в большинстве случаев требует значительного времени. Для
- 53. Способы лужения Лужение погружением выполняют в чистой металлической посуде, в которую закладывают, а затем расплавляют полуду,
- 54. Безопасность труда При пайке и лужении необходимо соблюдать следующие правили безопасности: рабочее место паяльщика должно быть
- 55. Склеивание Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых поверхностей изделия веществом (или смесью веществ),
- 56. Склеивание Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью к вибрационным и ударным нагрузкам.
- 57. Клеящие вещества В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные БФ-2, БФ-4, ВК-32-200, ВС-350, эпоксидные
- 58. Клеящие вещества Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов.
- 59. Клеящие вещества Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей пригоден для соединения стали,
- 60. Технологический процесс склеивания Независимо от склеиваемых материалов и марок клеев, процесс состоит из следующих этапов: взаимная
- 62. Скачать презентацию
Определение «пайка»
Пайкой называется технологический процесс образования неразъемного соединения металлических деталей путем
Определение «пайка»
Пайкой называется технологический процесс образования неразъемного соединения металлических деталей путем
Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки
Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки
Классификация
По способу нагрева соединяемых деталей и припоя
В зависимости от характера окружающей
Классификация
По способу нагрева соединяемых деталей и припоя
В зависимости от характера окружающей
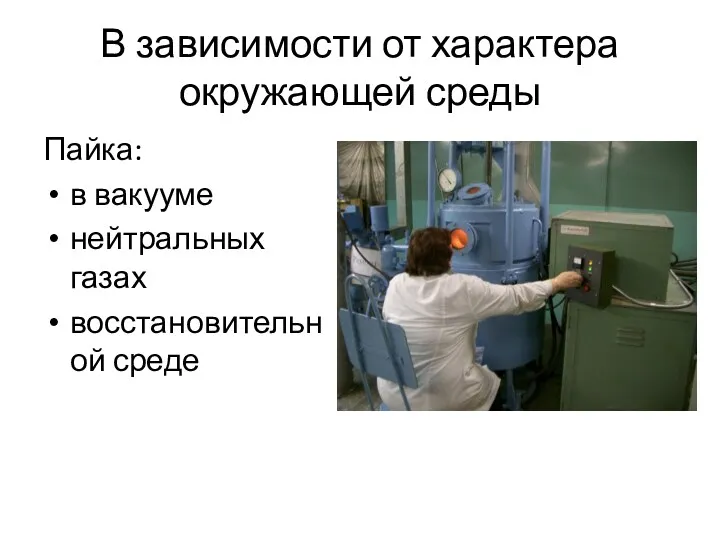
В зависимости от характера окружающей среды
Пайка:
в вакууме
нейтральных газах
восстановительной среде
В зависимости от характера окружающей среды
Пайка:
в вакууме
нейтральных газах
восстановительной среде
В зависимости от температуры в зоне соединяемых материалов
Низкотемпературная пайка
Высокотемпературная пайка
Зазор между
В зависимости от температуры в зоне соединяемых материалов
Низкотемпературная пайка
Высокотемпературная пайка
Зазор между
По способу нагрева соединяемых деталей и припоя
Различают пайку:
паяльником,
токами высокой
По способу нагрева соединяемых деталей и припоя
Различают пайку:
паяльником,
токами высокой
По способу введения припоя
Выделяют следующие виды пайки:
заливкой, с предварительной укладкой припоя
По способу введения припоя
Выделяют следующие виды пайки:
заливкой, с предварительной укладкой припоя
ДОСТОИНСТВА ПАЙКИ
Важнейшее достоинство пайки — формирование паяного шва при температуре ниже
ДОСТОИНСТВА ПАЙКИ
Важнейшее достоинство пайки — формирование паяного шва при температуре ниже
ДОСТОИНСТВА ПАЙКИ
получать соединения в скрытых и малодоступных местах изделий, изготовлять тонкостенные
ДОСТОИНСТВА ПАЙКИ
получать соединения в скрытых и малодоступных местах изделий, изготовлять тонкостенные
ДОСТОИНСТВА ПАЙКИ
ограничиваться при пайке давлениями на порядок меньшими, чем при сварке
ДОСТОИНСТВА ПАЙКИ
ограничиваться при пайке давлениями на порядок меньшими, чем при сварке
ДОСТОИНСТВА ПАЙКИ
обеспечивать плавность галтельных участков шва, а следовательно, высокую прочность и
ДОСТОИНСТВА ПАЙКИ
обеспечивать плавность галтельных участков шва, а следовательно, высокую прочность и
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Особо важное значение имеют вопросы обеспечения равнопрочности паяных соединений.
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Особо важное значение имеют вопросы обеспечения равнопрочности паяных соединений.
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Однако потенциальные возможности повышения прочности паяных швов достаточно велики
НЕДОСТАТКИ ПАЯННЫХ СОЕДИНЕНИЙ
Однако потенциальные возможности повышения прочности паяных швов достаточно велики
Методы пайки
Пайка легкоплавкими (мягкими) припоями
На зачищенную деталь наносят флюс, а
Методы пайки
Пайка легкоплавкими (мягкими) припоями
На зачищенную деталь наносят флюс, а
Припой
Припой - чистый металл или сплав, применяемый для соединения металлических деталей
Припой
Припой - чистый металл или сплав, применяемый для соединения металлических деталей
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
Припои
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
Припои
Припой должен обладать следующими качествами: хорошо растворять основной металл, смачивать его,
Припой должен обладать следующими качествами: хорошо растворять основной металл, смачивать его,
Легкоплавкие припои
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова
Легкоплавкие припои
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова
Тугоплавкие припои
представляют собой тугоплавкие металлы и сплавы, из них широко
Тугоплавкие припои
представляют собой тугоплавкие металлы и сплавы, из них широко
Флюс
Пайка может выполняться либо в защитной атмосфере, либо с использованием флюсов,
Флюс
Пайка может выполняться либо в защитной атмосфере, либо с использованием флюсов,

Флюс — вещества органического и неорганического происхождения, предназначенные для удаления окислов
Флюс — вещества органического и неорганического происхождения, предназначенные для удаления окислов
Флюсы
применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания
Флюсы
применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания
Общие требования к флюсам:
должны иметь высокую жидкотекучесть;
должны иметь стабильность химического
Общие требования к флюсам:
должны иметь высокую жидкотекучесть;
должны иметь стабильность химического
Общие требования к флюсам:
должны предохранять поверхность паяемого металла и расплавленного
Общие требования к флюсам:
должны предохранять поверхность паяемого металла и расплавленного
ТИПЫ ФЛЮСОВ
1) Твердые порошкообразные флюсы - смеси различных солей, применяются чаще
ТИПЫ ФЛЮСОВ
1) Твердые порошкообразные флюсы - смеси различных солей, применяются чаще
Пайка мягкими и твёрдыми припоями
Пайка мягкими припоями делится на кислотную
Пайка мягкими и твёрдыми припоями
Пайка мягкими припоями делится на кислотную
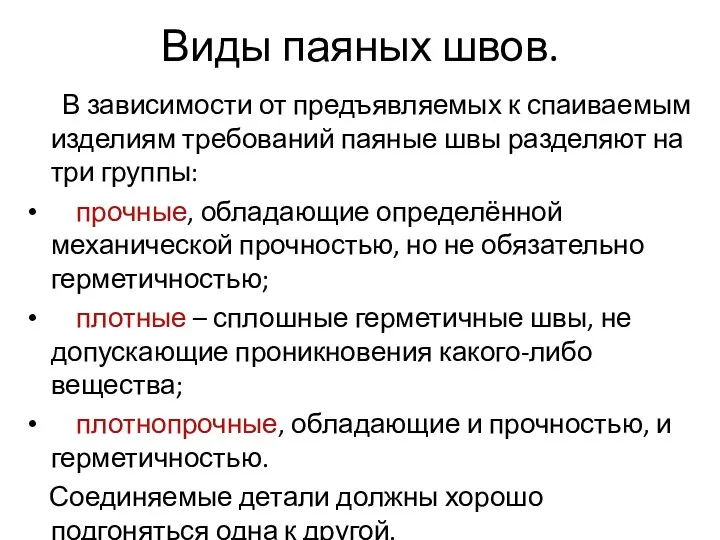
Виды паяных швов.
В зависимости от предъявляемых к спаиваемым изделиям требований
Виды паяных швов.
В зависимости от предъявляемых к спаиваемым изделиям требований
Подготовка деталей
При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или
Подготовка деталей
При подготовке поверхностей деталей, подлежащих пайке, производится удаление механическим или
Перед пайкой подготовленные поверхности деталей покрывают флюсом, который выбирается в зависимости
Перед пайкой подготовленные поверхности деталей покрывают флюсом, который выбирается в зависимости
Высокая механическая прочность паяного соединения может быть обеспечена только при тщательном
Высокая механическая прочность паяного соединения может быть обеспечена только при тщательном
Основные дефекты при пайке
наличие трещин в паяном шве в результате быстрого
Основные дефекты при пайке
наличие трещин в паяном шве в результате быстрого
Инструменты для пайки
Паяльник – это ручной инструмент различной формы
Инструменты для пайки
Паяльник – это ручной инструмент различной формы
Инструменты для пайки
Электрические паяльники применяют широко, так как они просты
Инструменты для пайки
Электрические паяльники применяют широко, так как они просты
Инструменты для пайки
К паяльникам непрерывного подогрева относят газовые и бензиновые.
Инструменты для пайки
К паяльникам непрерывного подогрева относят газовые и бензиновые.

Электрический паяльник
Электрический паяльник

Газовый паяльник
Газовый паяльник
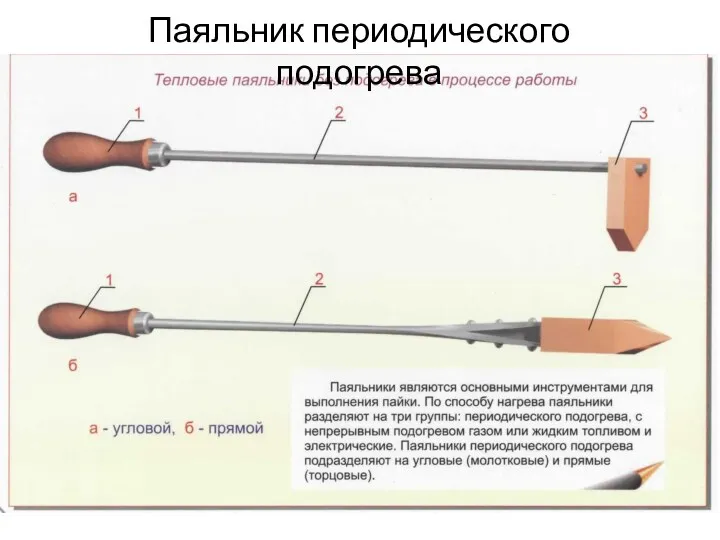
Паяльник периодического подогрева
Паяльник периодического подогрева

Технология пайки
Технология пайки

Технология пайки
Технология пайки

Технология пайки
Технология пайки
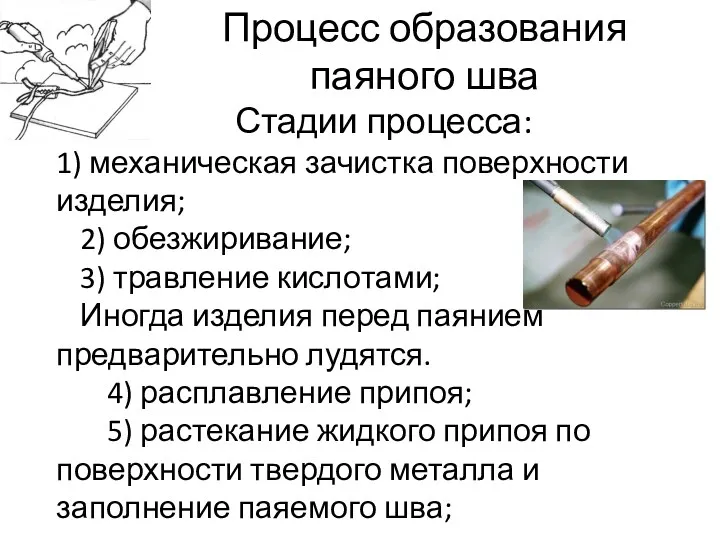
Процесс образования паяного шва
Стадии процесса:
1) механическая зачистка поверхности изделия;
2)
Процесс образования паяного шва
Стадии процесса:
1) механическая зачистка поверхности изделия;
2)
Процесс образования паяного шва
Стадии процесса:
6) растворение основного металла
Процесс образования паяного шва
Стадии процесса:
6) растворение основного металла
Вспомогательные процессы при пайке
При пайке шов должен быть обязательно прогрет до
Вспомогательные процессы при пайке
При пайке шов должен быть обязательно прогрет до
Лужение
Лужение нанесении на деталь тонкого слоя олова или сплавов
Лужение
Лужение нанесении на деталь тонкого слоя олова или сплавов
Лужение под пайку
Лужение чаще всего выполняется при подготовке деталей к паянию,
Лужение под пайку
Лужение чаще всего выполняется при подготовке деталей к паянию,
Подготовка поверхности к лужению
Поверхность, подлежащая лужению, должна быть тщательно очищена от
Подготовка поверхности к лужению
Поверхность, подлежащая лужению, должна быть тщательно очищена от
ОБЕЗЖИРИВАНИЕ
Обезжиривание- процесс удаления жиров и масла с поверхности металла.
Обезжиривание в органических
ОБЕЗЖИРИВАНИЕ
Обезжиривание- процесс удаления жиров и масла с поверхности металла.
Обезжиривание в органических
Травление металлов
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах
Травление металлов
Удаление с поверхности металлов окислов, ржавчины и окалины в растворах
Химическое травление
Химическое травление стальных изделий выполняется путем погружения изделий в раствор
Химическое травление
Химическое травление стальных изделий выполняется путем погружения изделий в раствор
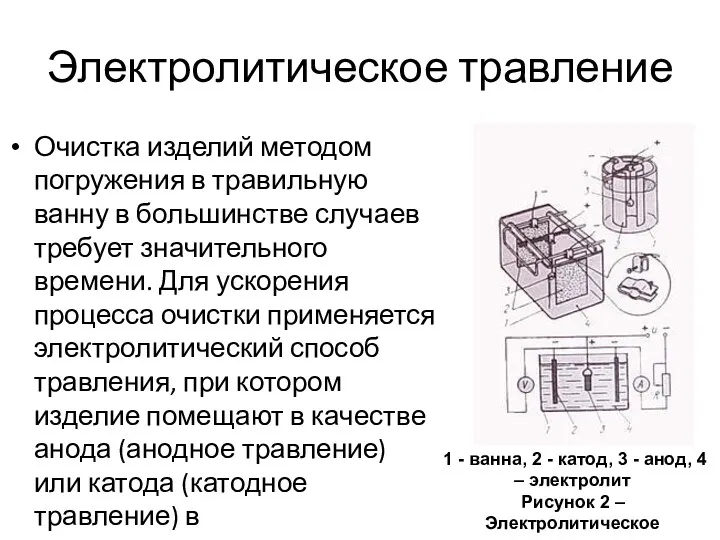
Электролитическое травление
Очистка изделий методом погружения в травильную ванну в большинстве случаев
Электролитическое травление
Очистка изделий методом погружения в травильную ванну в большинстве случаев
Способы лужения
Лужение погружением выполняют в чистой металлической посуде, в которую
Способы лужения
Лужение погружением выполняют в чистой металлической посуде, в которую
Безопасность труда
При пайке и лужении необходимо соблюдать следующие правили безопасности:
Безопасность труда
При пайке и лужении необходимо соблюдать следующие правили безопасности:
Склеивание
Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых
Склеивание
Склеиванием называют неразъемное соединение деталей изделий путем обмазки соединяемых
Склеивание
Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью
Склеивание
Клеевые соединения обладают достаточной герметичностью, водо- и маслостойкостью, высокой стойкостью
Клеящие вещества
В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные
Клеящие вещества
В слесарном деле наибольшее распространение имеют синтетические клеи: фенольные
Клеящие вещества
Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора,
Клеящие вещества
Универсальный клей БФ-2 применяют для склеивания металлов, стекла, фарфора,
Клеящие вещества
Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей
Клеящие вещества
Карбинольный клей может быть жидким или пастообразным (с наполнителем). Клей
Технологический процесс склеивания
Независимо от склеиваемых материалов и марок клеев, процесс
Технологический процесс склеивания
Независимо от склеиваемых материалов и марок клеев, процесс
 Презентация Мой класс- это мое отражение
Презентация Мой класс- это мое отражение Времена группы Continuous
Времена группы Continuous Произведения М.Ю. Лермонтова в творчестве М. Врубеля
Произведения М.Ю. Лермонтова в творчестве М. Врубеля Вейвлеты при анализе скважинных данных
Вейвлеты при анализе скважинных данных Отчет о создании развивающей среды.
Отчет о создании развивающей среды. Антуан де Сент-Экзюпери
Антуан де Сент-Экзюпери Автоматизация смешения светлых нефтепродуктов
Автоматизация смешения светлых нефтепродуктов Купола над белым безмолвием.
Купола над белым безмолвием. Искусство 16 века в Нидерландах и Германии. (Тема 7)
Искусство 16 века в Нидерландах и Германии. (Тема 7) Творческий проект здоровые зубы - всякому любы
Творческий проект здоровые зубы - всякому любы Будущий мужчина, или Как правильно воспитывать мальчика (консультация для родителей)
Будущий мужчина, или Как правильно воспитывать мальчика (консультация для родителей) Графический интерфейс операционных систем
Графический интерфейс операционных систем Игра Подбери одежду по сезону
Игра Подбери одежду по сезону Колокола в музыке
Колокола в музыке Тема 1. Место и роль вооруженных сил Российской Федерации в структуре государства
Тема 1. Место и роль вооруженных сил Российской Федерации в структуре государства Хищные звери
Хищные звери Лекция 5__
Лекция 5__ Скульпту́ра. Объект изображения в скульптуре
Скульпту́ра. Объект изображения в скульптуре Значение и употребление глаголов в речи
Значение и употребление глаголов в речи Асептика и антисептика
Асептика и антисептика ВКР: Проект мини-цеха производства колбасных изделий и полуфабрикатов мощностью 1,5 т/смену
ВКР: Проект мини-цеха производства колбасных изделий и полуфабрикатов мощностью 1,5 т/смену Оригами Сонобе
Оригами Сонобе Презентация по технологии Портрет в сырной рамке
Презентация по технологии Портрет в сырной рамке Москва во главе объединения русских земель
Москва во главе объединения русских земель Шаблон Россия
Шаблон Россия Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119
Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119 Мое портфолио Диск Диск
Мое портфолио Диск Диск 20002
20002