- Технология стыковой сварки оплавлением. (Лекция 12)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №12 Тема 12 . Технология стыковой сварки оплавлением Разновидности способов сварки оплавлением, области их
- 3. Непрерывное оплавление – разновидность способа нагрева, при котором теплота выделяется в контакте между деталями при пропускании
- 4. Технологические особенности процесса, области применения Форма и размеры жидких перемычек определяются действием двух основных противоположно направленных
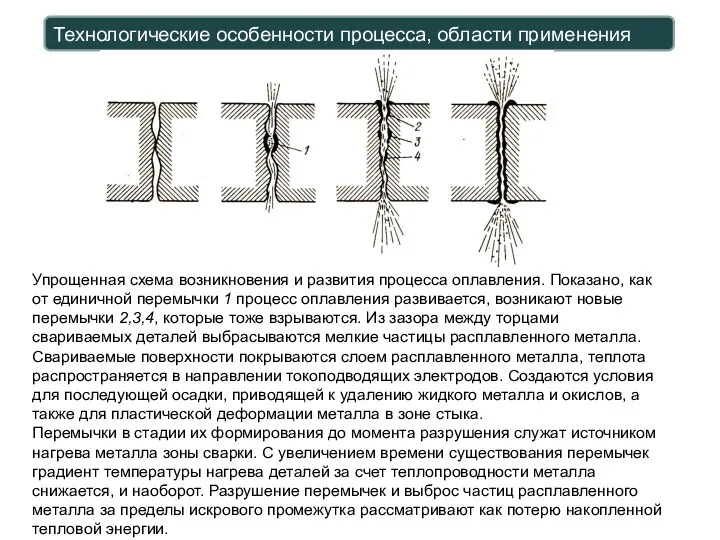
- 5. Технологические особенности процесса, области применения Упрощенная схема возникновения и развития процесса оплавления. Показано, как от единичной
- 6. Одним из главных параметров режима стыковой сварки оплавлением является скорость оплавления Vопл. Она оказывает решающее влияние
- 7. Контактное сопротивление между свариваемыми деталями rдд, мкОм, определяется сопротивлением жидких перемычек и зависит от их сечения
- 8. Устойчивость процесса оплавления оценивают по изменению электрических параметров (тока и напряжения) в процессе сварки. При сварке
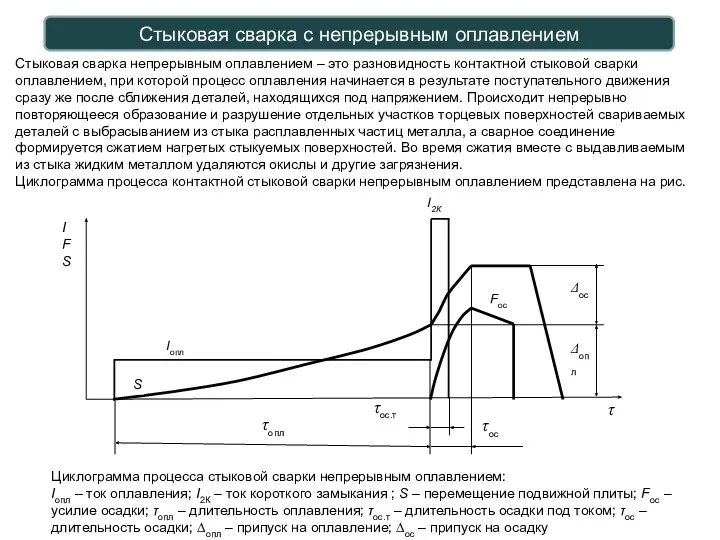
- 9. Стыковая сварка с непрерывным оплавлением Стыковая сварка непрерывным оплавлением – это разновидность контактной стыковой сварки оплавлением,
- 10. Основными параметрами режима сварки непрерывным оплавлением являются: – установочная длина l0; – величина тока оплавления Iопл;
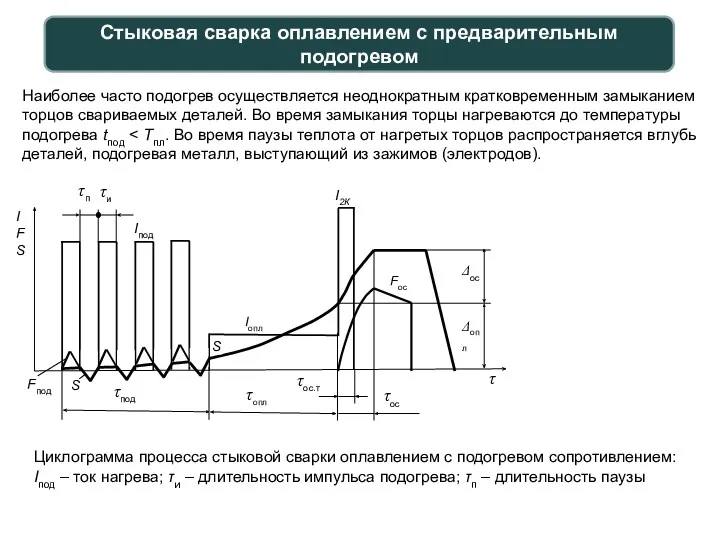
- 11. Стыковая сварка оплавлением с предварительным подогревом Наиболее часто подогрев осуществляется неоднократным кратковременным замыканием торцов свариваемых деталей.
- 12. Перед началом процесса непрерывного оплавления через сжатые небольшим усилием детали протекает импульс тока длительностью τи. Таких
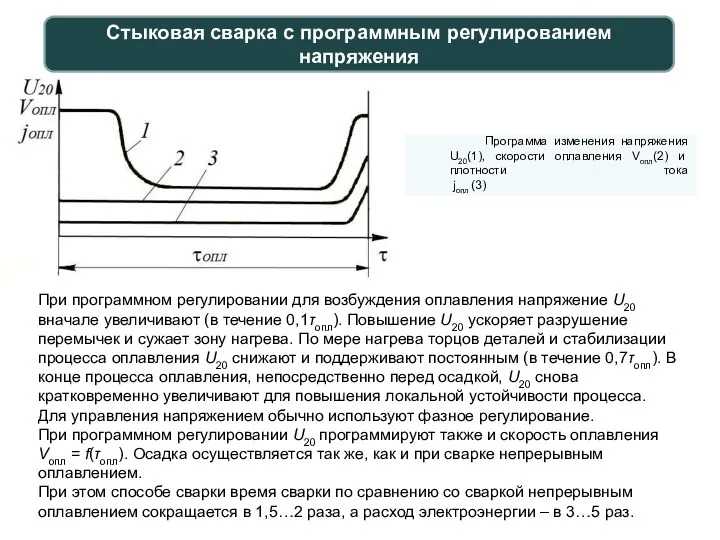
- 13. Стыковая сварка с программным регулированием напряжения При программном регулировании для возбуждения оплавления напряжение U20 вначале увеличивают
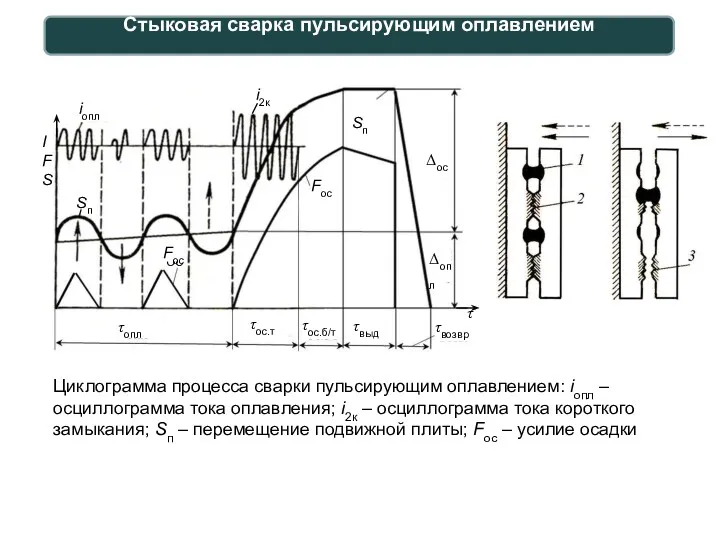
- 14. Стыковая сварка пульсирующим оплавлением Циклограмма процесса сварки пульсирующим оплавлением: iопл – осциллограмма тока оплавления; i2к –
- 15. Для осуществления этого способа на основное поступательное движение, которое совершает подвижная плита сварочной машины, накладывается дополнительное
- 17. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №12
Тема 12 . Технология стыковой сварки оплавлением
Разновидности способов сварки
СОДЕРЖАНИЕ ЛЕКЦИИ №12
Тема 12 . Технология стыковой сварки оплавлением
Разновидности способов сварки
Непрерывное оплавление – разновидность способа нагрева, при котором теплота выделяется в
Непрерывное оплавление – разновидность способа нагрева, при котором теплота выделяется в

Технологические особенности процесса, области применения
Форма и размеры жидких перемычек определяются действием
Технологические особенности процесса, области применения
Форма и размеры жидких перемычек определяются действием
Технологические особенности процесса, области применения
Упрощенная схема возникновения и развития процесса оплавления.
Технологические особенности процесса, области применения
Упрощенная схема возникновения и развития процесса оплавления.
Одним из главных параметров режима стыковой сварки оплавлением является скорость оплавления
Одним из главных параметров режима стыковой сварки оплавлением является скорость оплавления
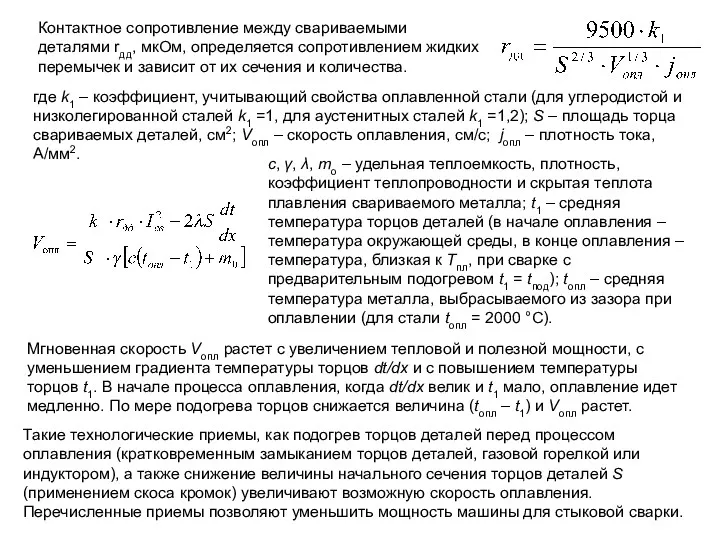
Контактное сопротивление между свариваемыми деталями rдд, мкОм, определяется сопротивлением жидких перемычек и зависит
Контактное сопротивление между свариваемыми деталями rдд, мкОм, определяется сопротивлением жидких перемычек и зависит
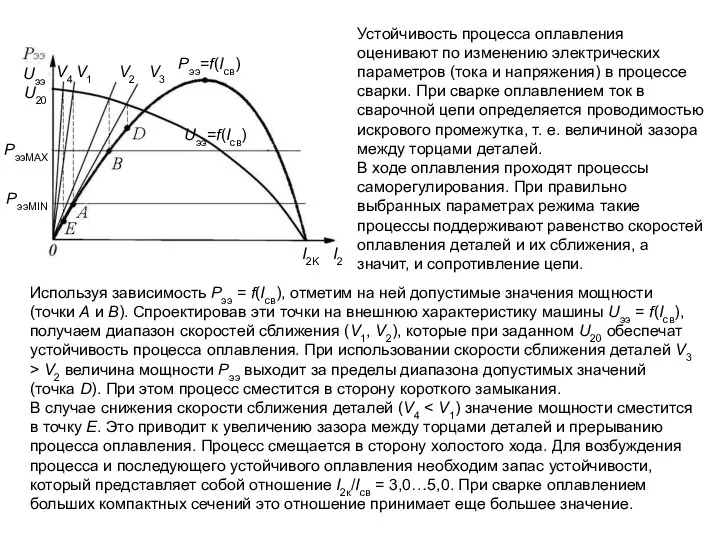
Устойчивость процесса оплавления оценивают по изменению электрических параметров (тока и напряжения)
Устойчивость процесса оплавления оценивают по изменению электрических параметров (тока и напряжения)
Стыковая сварка с непрерывным оплавлением
Стыковая сварка непрерывным оплавлением – это разновидность
Стыковая сварка с непрерывным оплавлением
Стыковая сварка непрерывным оплавлением – это разновидность
Основными параметрами режима сварки непрерывным оплавлением являются:
– установочная длина l0;
– величина
Основными параметрами режима сварки непрерывным оплавлением являются:
– установочная длина l0;
– величина
Стыковая сварка оплавлением с предварительным подогревом
Наиболее часто подогрев осуществляется неоднократным кратковременным
Стыковая сварка оплавлением с предварительным подогревом
Наиболее часто подогрев осуществляется неоднократным кратковременным
Перед началом процесса непрерывного оплавления через сжатые небольшим усилием детали протекает
Перед началом процесса непрерывного оплавления через сжатые небольшим усилием детали протекает
Стыковая сварка с программным регулированием напряжения
При программном регулировании для возбуждения оплавления
Стыковая сварка с программным регулированием напряжения
При программном регулировании для возбуждения оплавления
Стыковая сварка пульсирующим оплавлением
Циклограмма процесса сварки пульсирующим оплавлением: iопл – осциллограмма
Стыковая сварка пульсирующим оплавлением
Циклограмма процесса сварки пульсирующим оплавлением: iопл – осциллограмма
Для осуществления этого способа на основное поступательное движение, которое совершает подвижная
Для осуществления этого способа на основное поступательное движение, которое совершает подвижная
 Смутное время
Смутное время Наводнение лета 2004 года
Наводнение лета 2004 года Деятельность - способ существования человека
Деятельность - способ существования человека Спирогира на Байкале: новые вызовы
Спирогира на Байкале: новые вызовы Грузоподъемные машины
Грузоподъемные машины презентация Самая классная классная
презентация Самая классная классная Музыкальные инструменты и игрушки
Музыкальные инструменты и игрушки Славит Господа страна, вся Российская земля
Славит Господа страна, вся Российская земля Анализ качества образовательных результатов летней сессии 2019-2020 уч.г
Анализ качества образовательных результатов летней сессии 2019-2020 уч.г Логопедическое воздействие при дислалии
Логопедическое воздействие при дислалии Меланоцитарная система
Меланоцитарная система Особистості в історії інформатики
Особистості в історії інформатики Проецирование геометрических тел на три плоскости проекции
Проецирование геометрических тел на три плоскости проекции Основы технологии малярных работ
Основы технологии малярных работ Снег и лед
Снег и лед МАДОУ 'Детский сад № 92' Презентация проекта Подвижные игры Прикамья
МАДОУ 'Детский сад № 92' Презентация проекта Подвижные игры Прикамья Prezentatsia
Prezentatsia Функциональная диагностика дыхательной системы
Функциональная диагностика дыхательной системы Презентация по светской этике Наполни сердце добротой
Презентация по светской этике Наполни сердце добротой Көже дайындау процесі
Көже дайындау процесі БИОНИКА_ПОЛЁТ НАСЕКОМЫХ - презентация из серии БИОНИКА
БИОНИКА_ПОЛЁТ НАСЕКОМЫХ - презентация из серии БИОНИКА День памяти жертв политических репрессий. Лагерная тема в литературе
День памяти жертв политических репрессий. Лагерная тема в литературе шаблоны для презентаций в осенней тематике
шаблоны для презентаций в осенней тематике Поиск идеи для социального предпринимательства
Поиск идеи для социального предпринимательства О развитии института негосударственных судов в Тюменской области
О развитии института негосударственных судов в Тюменской области презентация к семинару природа плохого поведения
презентация к семинару природа плохого поведения Наша Олимпиада.
Наша Олимпиада. Презентация Полимеры. Волокна. Каучуки. 10 класс.
Презентация Полимеры. Волокна. Каучуки. 10 класс.