- Технология ультразвуковой сварки. (Лекция 16)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №17 Тема 18. Технология ультразвуковой сварки. Особенности формирования соединений. Разновидности способов сварки. Основные параметры
- 3. Ультразвуковая сварка (УЗС) – это сварка давлением, осуществляемая при воздействии ультразвуковых колебаний. Сварные соединения образуются в
- 4. При УЗС металлов и пластмасс применяются три типовые колебательные системы: поперечная, продольная и продольно-поперечная Схема установки
- 5. Основным звеном колебательных систем является преобразователь, который изготавливают из магнито-стрикционных или электрострикционных материалов (никель, пермендюр, титанат
- 6. Стадии формирования соединений УЗС осуществляется под действием трения, вызванного возвратно-поступательным перемещением поверхностей. Процесс образования соединений происходит
- 7. Разработка технологии УЗС металлов состоит обычно из следующих основных этапов: 1) предварительная оценка возможности получения сварного
- 8. Циклограмма процесса сварки: τсж – время предварительного сжатия; τсв – длительность воздействия ультразвука; τков – время
- 9. Основные типы сварных соединений металлов и пластмасс: а – внахлестку; б – по рельефам; в –
- 10. Области применения Ультразвуковой сваркой соединяется большая группа металлов и их комбинаций: Аl+Аl, Сu+Сu, Тi+Тi, Ni+Ni, Ni+Сu,
- 12. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №17
Тема 18. Технология ультразвуковой сварки.
Особенности формирования соединений.
Разновидности
СОДЕРЖАНИЕ ЛЕКЦИИ №17
Тема 18. Технология ультразвуковой сварки.
Особенности формирования соединений.
Разновидности
Ультразвуковая сварка (УЗС) – это сварка давлением, осуществляемая при воздействии ультразвуковых
Ультразвуковая сварка (УЗС) – это сварка давлением, осуществляемая при воздействии ультразвуковых

При УЗС металлов и пластмасс применяются три типовые колебательные системы: поперечная,
При УЗС металлов и пластмасс применяются три типовые колебательные системы: поперечная,
Основным звеном колебательных систем является преобразователь, который изготавливают из магнито-стрикционных или
Основным звеном колебательных систем является преобразователь, который изготавливают из магнито-стрикционных или
Стадии формирования соединений
УЗС осуществляется под действием трения, вызванного возвратно-поступательным перемещением поверхностей.
Стадии формирования соединений
УЗС осуществляется под действием трения, вызванного возвратно-поступательным перемещением поверхностей.
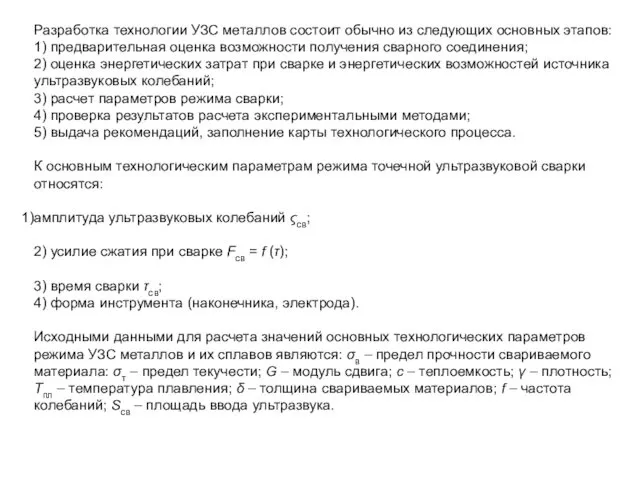
Разработка технологии УЗС металлов состоит обычно из следующих основных этапов:
1) предварительная оценка
Разработка технологии УЗС металлов состоит обычно из следующих основных этапов:
1) предварительная оценка
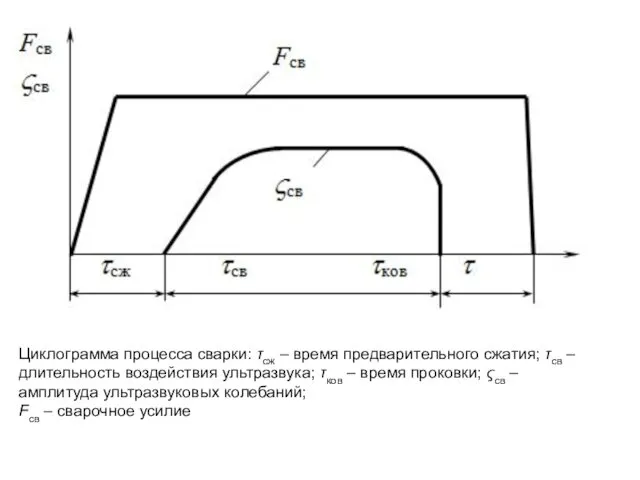
Циклограмма процесса сварки: τсж – время предварительного сжатия; τсв – длительность
Циклограмма процесса сварки: τсж – время предварительного сжатия; τсв – длительность
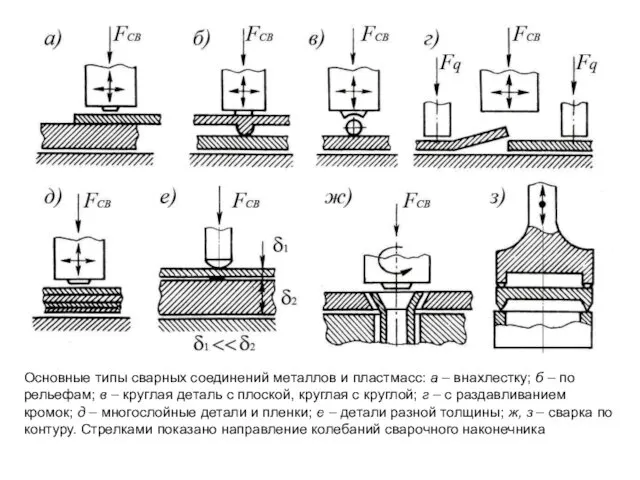
Основные типы сварных соединений металлов и пластмасс: а – внахлестку; б
Основные типы сварных соединений металлов и пластмасс: а – внахлестку; б
Области применения
Ультразвуковой сваркой соединяется большая группа металлов и их комбинаций: Аl+Аl,
Области применения
Ультразвуковой сваркой соединяется большая группа металлов и их комбинаций: Аl+Аl,
 Создание проектов
Создание проектов Роснефть. Конкурентные преимущества
Роснефть. Конкурентные преимущества Своя игра Люби и знай свой город
Своя игра Люби и знай свой город Презентация теоретического занятия Планирование семьи
Презентация теоретического занятия Планирование семьи Презентация Развитие способностей и творческого потенциала всех детей в условиях реализации ФГОС ДО
Презентация Развитие способностей и творческого потенциала всех детей в условиях реализации ФГОС ДО Безопасность жизнедеятельности. Защитные сооружения ГО
Безопасность жизнедеятельности. Защитные сооружения ГО Гиперандрогенемия у женщин
Гиперандрогенемия у женщин Четыре замечательные точки треугольника
Четыре замечательные точки треугольника Стоп - СПИД
Стоп - СПИД Альтаир Экспедициялық кварцтық хронометр
Альтаир Экспедициялық кварцтық хронометр Экспансия ислама
Экспансия ислама Александр Анатольевич Дацко - первый ассистент кафедры хирургической стоматологии
Александр Анатольевич Дацко - первый ассистент кафедры хирургической стоматологии Ортопедиялық стоматологияда қазіргі заманғы визуализация
Ортопедиялық стоматологияда қазіргі заманғы визуализация Общая характеристика представителей семейства сельдевых
Общая характеристика представителей семейства сельдевых Монтажный блок в автомобиле
Монтажный блок в автомобиле Простые механизмы: рычаг
Простые механизмы: рычаг Иудаизм. зарождение и ранняя история иудаизма. Христианство. Образ Христа. История создания Евангелий
Иудаизм. зарождение и ранняя история иудаизма. Христианство. Образ Христа. История создания Евангелий Харчова промисловість України
Харчова промисловість України Современные православные традиции
Современные православные традиции Общие вопросы ЦИТ
Общие вопросы ЦИТ Модная шляпа (во все времена)
Модная шляпа (во все времена) Организация и проведение работ по эксплуатации промышленного оборудования
Организация и проведение работ по эксплуатации промышленного оборудования Наследственный аппарат клетки
Наследственный аппарат клетки Порядок слов в предложении
Порядок слов в предложении Пожарная безопасность
Пожарная безопасность Способы преобразования цифровой информации. Цифровые устройства и цифровая информация
Способы преобразования цифровой информации. Цифровые устройства и цифровая информация Презентация по теме Алканы
Презентация по теме Алканы Обобщение опыта работы Образовательные технологии в чтении художественной литературы
Обобщение опыта работы Образовательные технологии в чтении художественной литературы