- Точность, взаимозаменяемость деталей и узлов столярных изделий

Содержание
- 2. 12.1. Основные понятия При изготовлении CИ возможны отклонения от назначенных размеров и формы, но они должны
- 3. В целях снижения трудоемкости и вероятности ошибок выбора допустимых отклонений размеров и формы разработаны практические рекомендации
- 4. Терминология ГОСТ 25346 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения. Ряды допусков и основные отклонения»: Размер –
- 5. Отклонение действительное (или предельное) – алгебраическая разность между действительным (или предельным) и номинальным размерами. Предельное отклонение
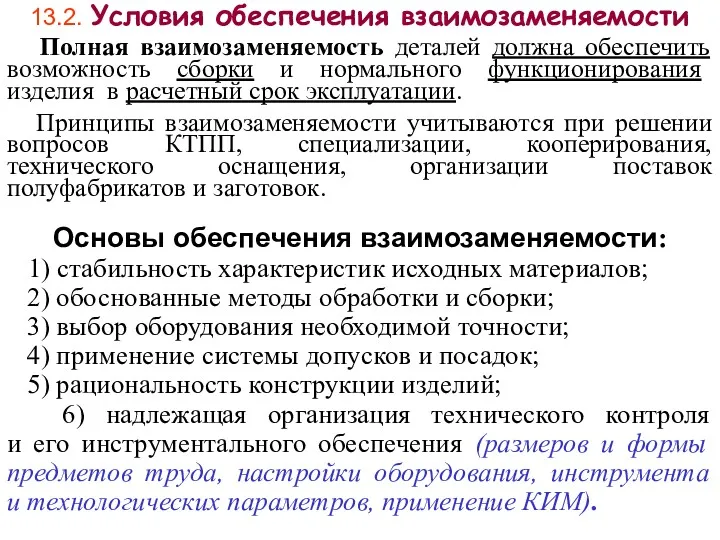
- 6. 13.2. Условия обеспечения взаимозаменяемости Полная взаимозаменяемость деталей должна обеспечить возможность сборки и нормального функционирования изделия в
- 7. КИМ портальные
- 8. Взаимозаменяемость в деревообработке затруднена анизотропией, нестабильностью физико-механических свойств древесины и геометрии конструкционных материалов (гигроскопичность). Большое значение
- 9. При оценке точности обработки выделяют: Погрешности систематические (постоянные и переменные) - вызываются причинами, которые можно контролировать
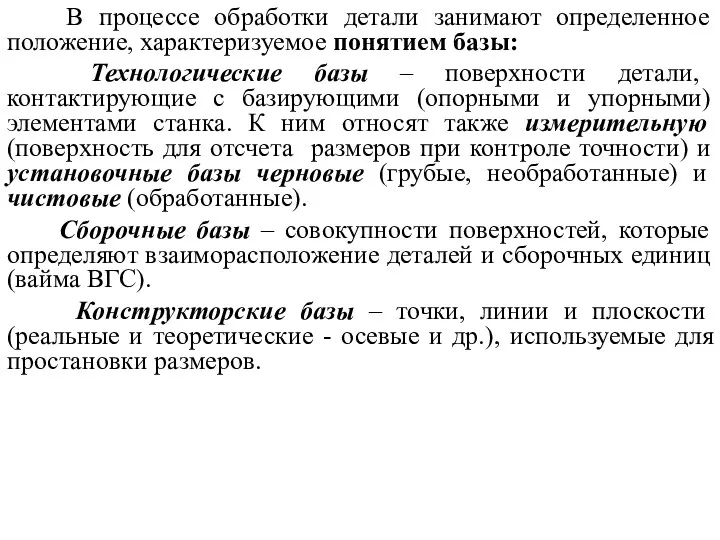
- 10. В процессе обработки детали занимают определенное положение, характеризуемое понятием базы: Технологические базы – поверхности детали, контактирующие
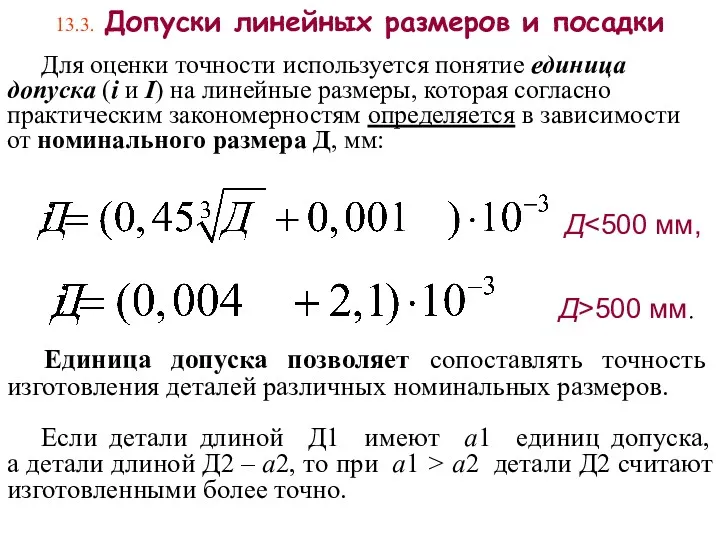
- 11. 13.3. Допуски линейных размеров и посадки Для оценки точности используется понятие единица допуска (i и I)
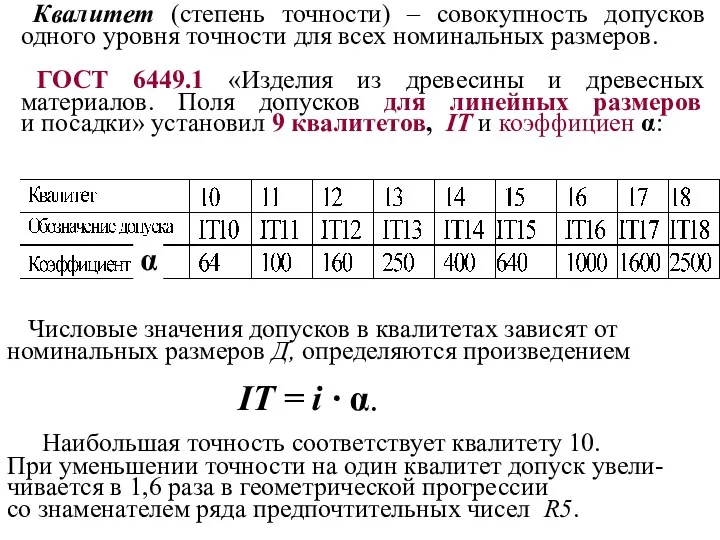
- 12. Квалитет (степень точности) – совокупность допусков одного уровня точности для всех номинальных размеров. ГОСТ 6449.1 «Изделия
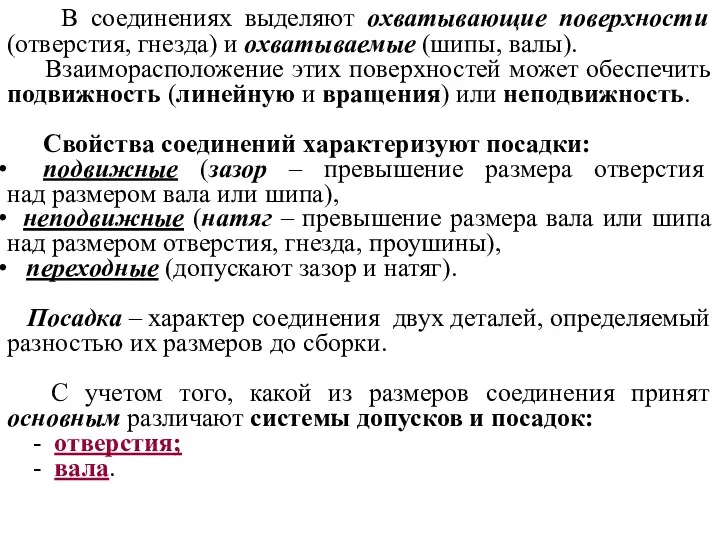
- 13. В соединениях выделяют охватывающие поверхности (отверстия, гнезда) и охватываемые (шипы, валы). Взаиморасположение этих поверхностей может обеспечить
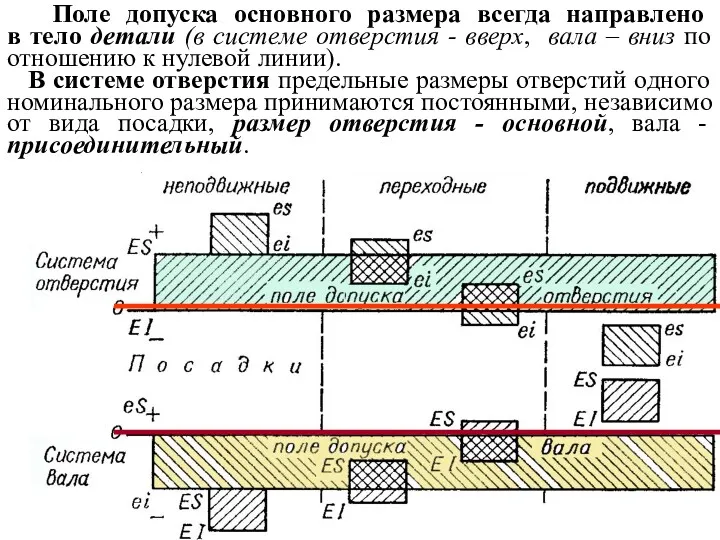
- 14. Поле допуска основного размера всегда направлено в тело детали (в системе отверстия - вверх, вала –
- 15. Схема осуществления посадки в шиповом соединении, [р.42, Г90].
- 16. Схема графического изображения допусков: Н, В – нижнее и верхнее отклонения; П – поле допуска, р9,Б89].
- 17. Для каждого соединения существуют 2 предельных состояния - зазоров и натяга, например в системе отверстия относительно
- 18. В деревообработке по ГОСТ 6449.1 используется система отверстия, позволяющая получать различные посадки при одном номинале инструмента
- 19. Положения полей допусков относительно 0-линии определяется основными отклонениями (“+” или “-” относительно 0-линии) в зависимости от
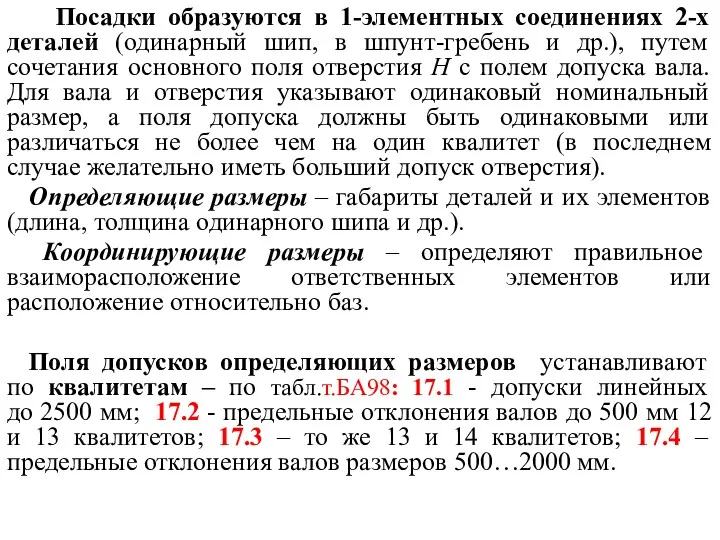
- 20. Посадки образуются в 1-элементных соединениях 2-х деталей (одинарный шип, в шпунт-гребень и др.), путем сочетания основного
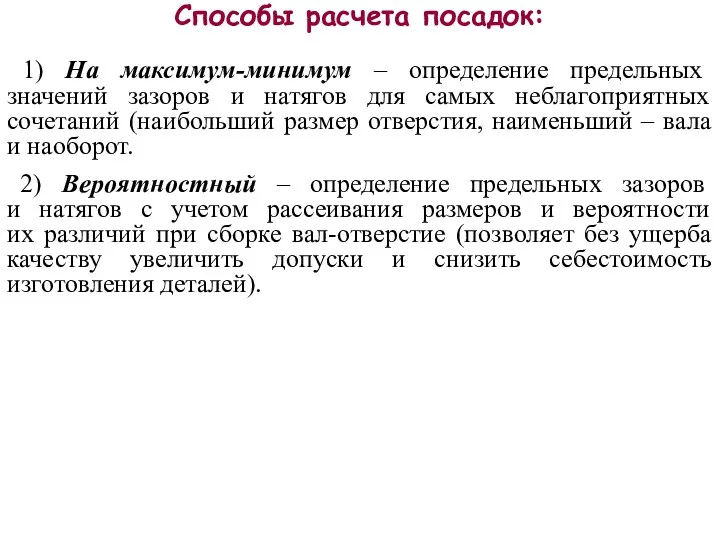
- 21. Способы расчета посадок: 1) На максимум-минимум – определение предельных значений зазоров и натягов для самых неблагоприятных
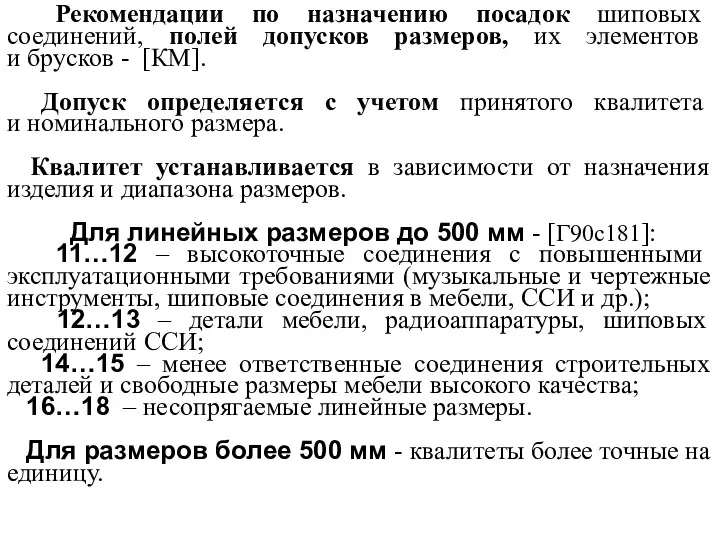
- 22. Рекомендации по назначению посадок шиповых соединений, полей допусков размеров, их элементов и брусков - [КМ]. Допуск
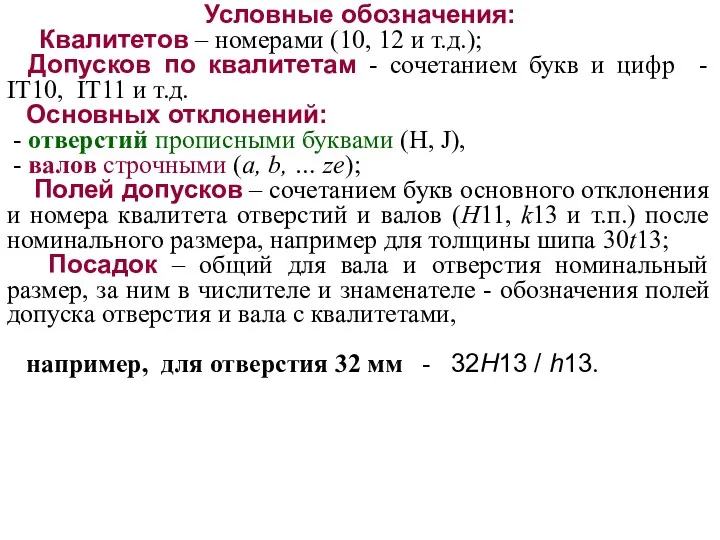
- 23. Условные обозначения: Квалитетов – номерами (10, 12 и т.д.); Допусков по квалитетам - сочетанием букв и
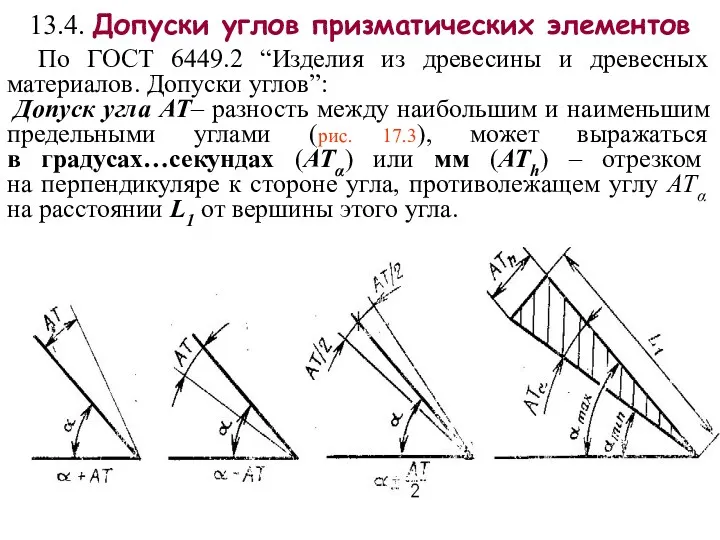
- 24. 13.4. Допуски углов призматических элементов По ГОСТ 6449.2 “Изделия из древесины и древесных материалов. Допуски углов”:
- 25. 7 степеней точности допусков углов (AT11…AT17). Величина их зависит от интервала номинальной длины L1 (табл.ГОСТ) меньшей
- 26. Рекомендации по степени точности углов [ГОСТ 6449.2, т17.7-БА98]: АТ11 – сопрягаемые углы деталей повышенной точности (измерительные
- 27. 13.5. Допуски формы и расположения поверхностей ГОСТ 24642 “Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей.
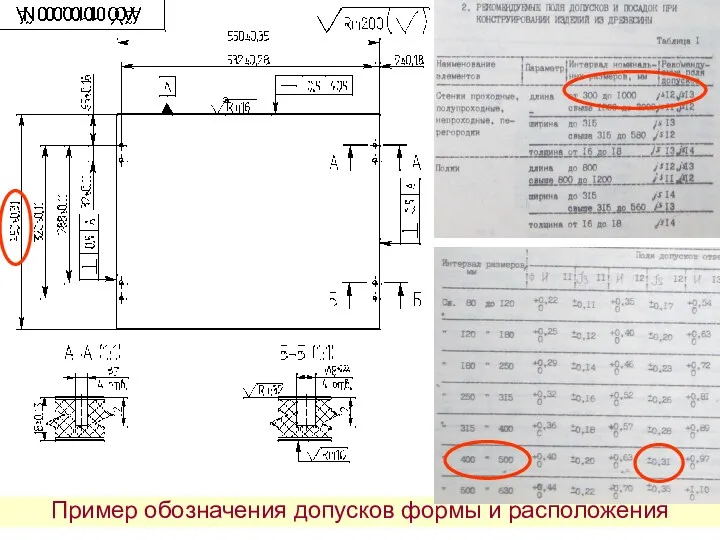
- 28. Пример обозначения допусков формы и расположения
- 29. Рекомендации по выбору степеней точности и величина допусков формы, расположения поверхностей Установлено 11 степеней точности допусков
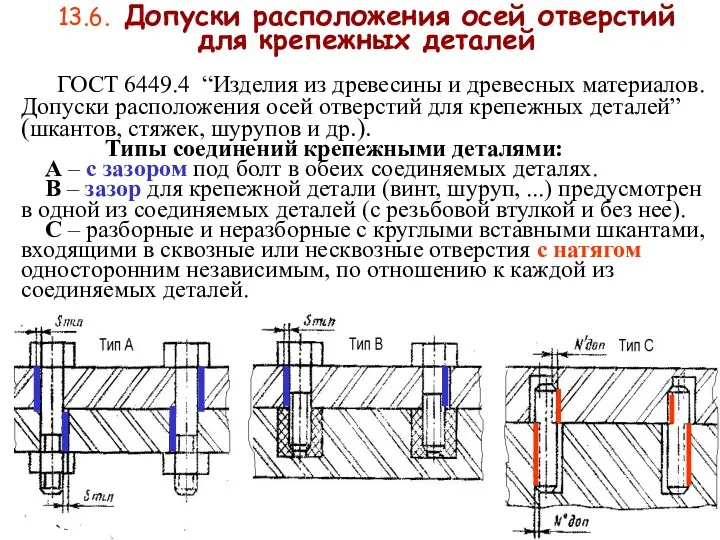
- 30. 13.6. Допуски расположения осей отверстий для крепежных деталей ГОСТ 6449.4 “Изделия из древесины и древесных материалов.
- 31. В соединениях А и В позиционные допуски осей гладких отверстий назначают зависимыми, диаметр отверстий – с
- 32. Вид и характеристика расположения отверстий, под крепежные детали и их характеристики
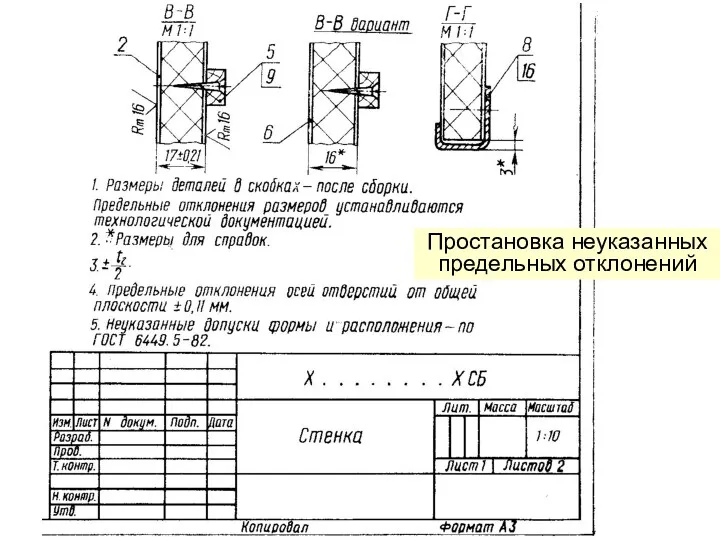
- 33. 13.7. Неуказанные предельные отклонения и допуски - ГОСТ 6449.5 Для размеров низкой точности предельные отклонения приводят
- 34. Простановка неуказанных предельных отклонений
- 35. 13.8. Размерные цепи Требуемые параметры взаимодействия пар соединяемых деталей достигаются соблюдением необходимых допусков, посадок и зазоров.
- 36. Размерная цепь – совокупность взаимосвязанных размеров, образующих замкнутый контур. РЦ включает отдельные размеры (звенья) и замыкающее
- 37. Методы расчета размерных цепей: 1) Максимума-минимума – с учетом предельных отклоне-ний звеньев и их неблагоприятные сочетаний.
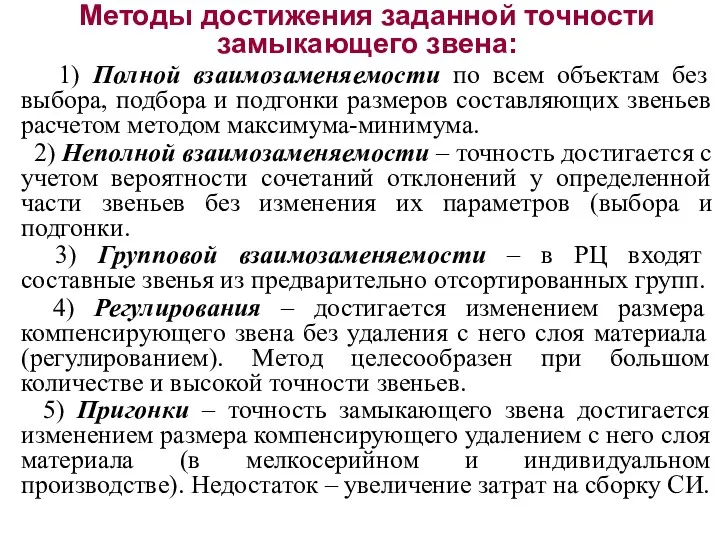
- 38. Методы достижения заданной точности замыкающего звена: 1) Полной взаимозаменяемости по всем объектам без выбора, подбора и
- 39. При расчете размерной цепи на основе анализа размеров изделия и требований к точности его изготовления определяется
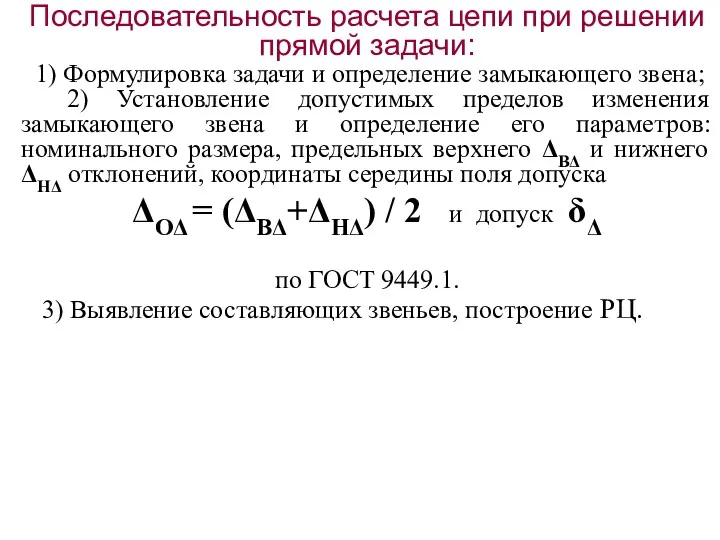
- 40. Последовательность расчета цепи при решении прямой задачи: 1) Формулировка задачи и определение замыкающего звена; 2) Установление
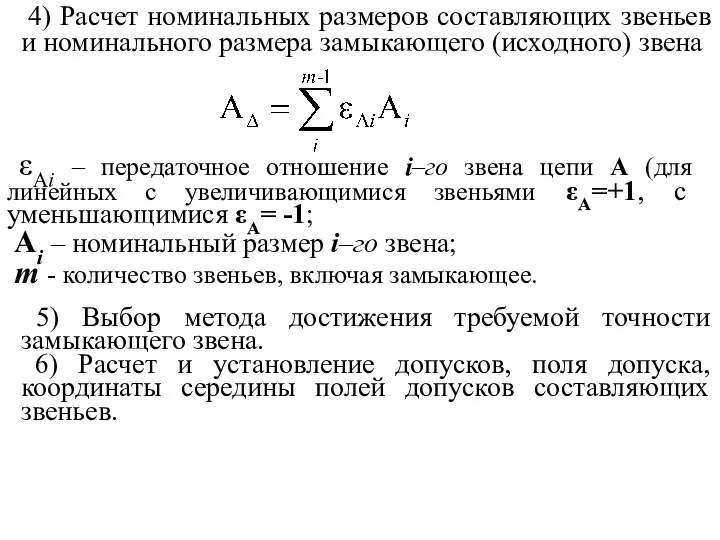
- 41. 4) Расчет номинальных размеров составляющих звеньев и номинального размера замыкающего (исходного) звена εАi – передаточное отношение
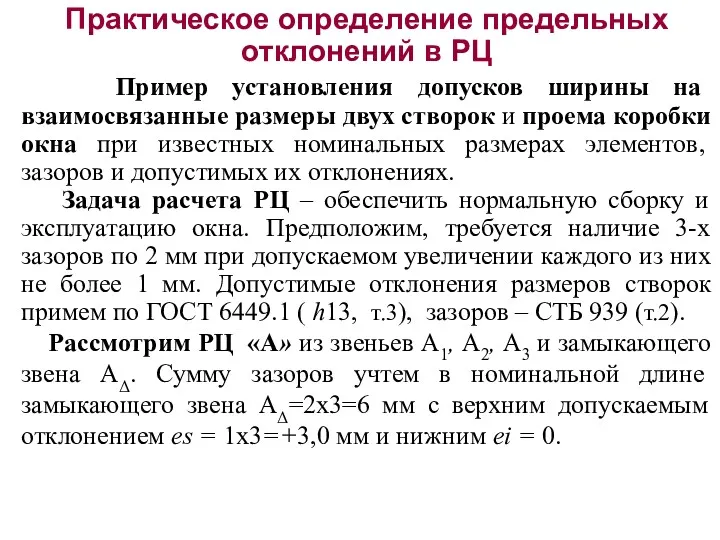
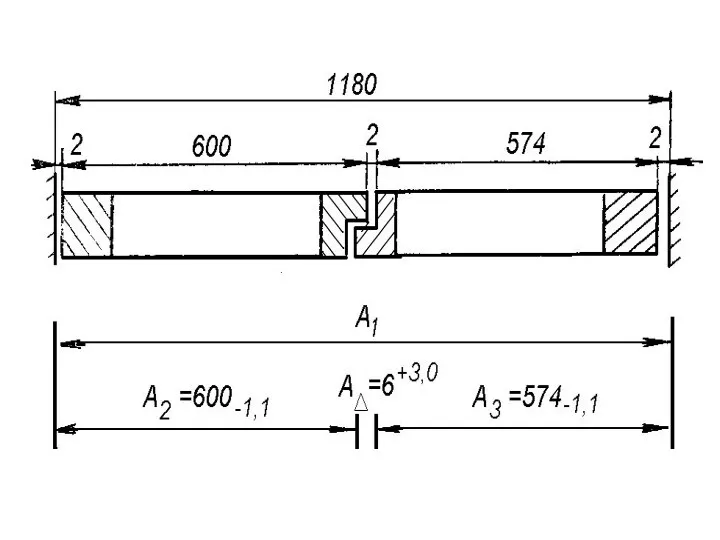
- 42. Практическое определение предельных отклонений в РЦ Пример установления допусков ширины на взаимосвязанные размеры двух створок и
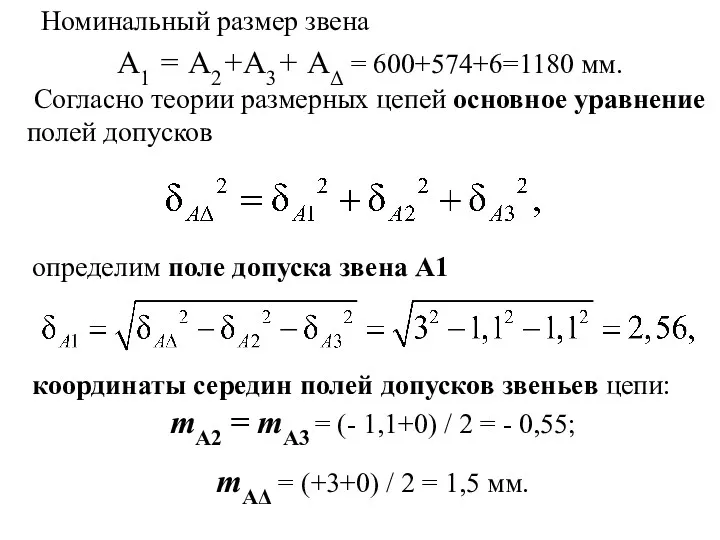
- 44. Номинальный размер звена А1 = А2+А3+ АΔ = 600+574+6=1180 мм. Согласно теории размерных цепей основное уравнение
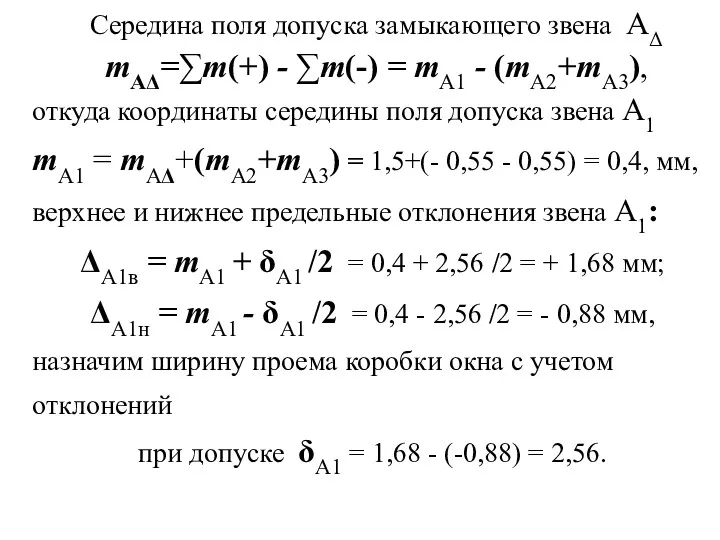
- 45. Середина поля допуска замыкающего звена AΔ mAΔ=∑m(+) - ∑m(-) = mA1 - (mA2+mA3), откуда координаты середины
- 46. 13.9. Контроль точности размеров и формы деталей Контроль точности изготовления деталей и сборочных осуществляют инструментально. Средства
- 47. Шероховатость поверхности, её нормирование и обозначение на чертежах Шероховатость поверхности характеризуется числовыми значениями параметров ее неровностей
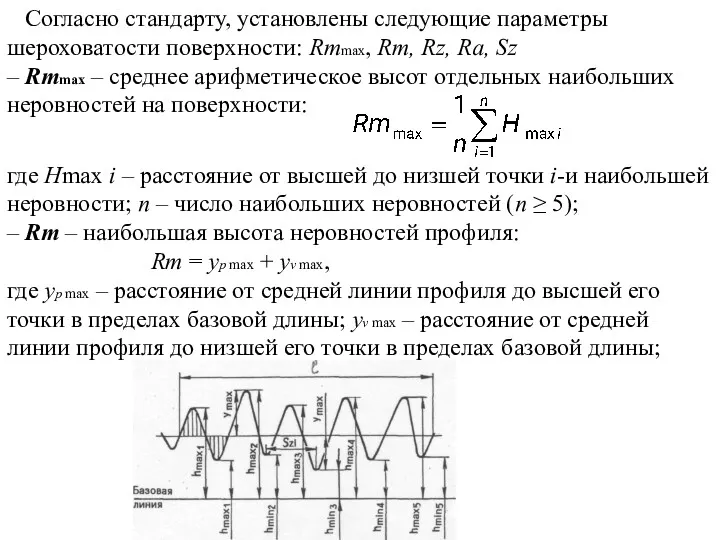
- 48. Согласно стандарту, установлены следующие параметры шероховатости поверхности: Rmmax, Rm, Rz, Ra, Sz – Rmmax – среднее
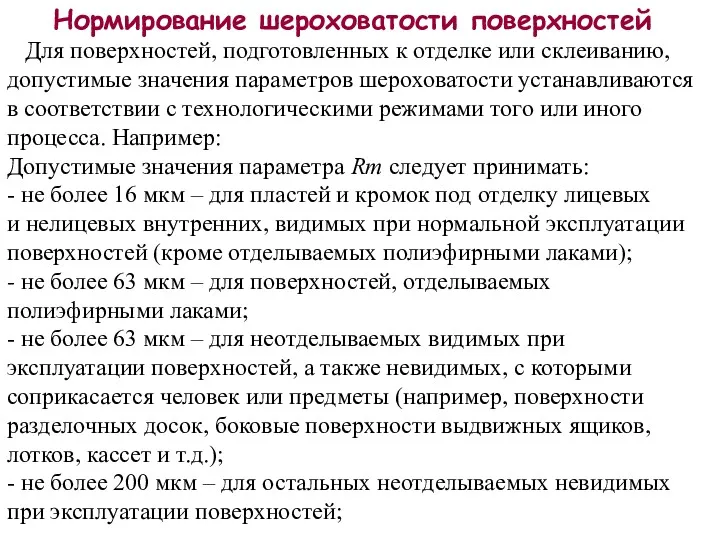
- 49. Нормирование шероховатости поверхностей Для поверхностей, подготовленных к отделке или склеиванию, допустимые значения параметров шероховатости устанавливаются в
- 50. Обозначение шероховатости на чертежах следует выполнять под так называемым радикалом
- 52. Скачать презентацию
12.1. Основные понятия
При изготовлении CИ возможны отклонения
от назначенных размеров
12.1. Основные понятия
При изготовлении CИ возможны отклонения
от назначенных размеров
В целях снижения трудоемкости и вероятности ошибок выбора допустимых отклонений
В целях снижения трудоемкости и вероятности ошибок выбора допустимых отклонений
Терминология
ГОСТ 25346 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения. Ряды
Терминология
ГОСТ 25346 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения. Ряды
Отклонение действительное (или предельное) – алгебраическая разность между действительным (или
Отклонение действительное (или предельное) – алгебраическая разность между действительным (или
13.2. Условия обеспечения взаимозаменяемости
Полная взаимозаменяемость деталей должна обеспечить возможность сборки
13.2. Условия обеспечения взаимозаменяемости
Полная взаимозаменяемость деталей должна обеспечить возможность сборки
КИМ портальные
КИМ портальные
Взаимозаменяемость в деревообработке затруднена анизотропией, нестабильностью физико-механических свойств древесины и
Взаимозаменяемость в деревообработке затруднена анизотропией, нестабильностью физико-механических свойств древесины и
При оценке точности обработки выделяют:
Погрешности систематические (постоянные
и переменные)
При оценке точности обработки выделяют:
Погрешности систематические (постоянные
и переменные)
В процессе обработки детали занимают определенное положение, характеризуемое понятием базы:
В процессе обработки детали занимают определенное положение, характеризуемое понятием базы:
13.3. Допуски линейных размеров и посадки
Для оценки точности используется понятие
13.3. Допуски линейных размеров и посадки
Для оценки точности используется понятие
Квалитет (степень точности) – совокупность допусков одного уровня точности для
Квалитет (степень точности) – совокупность допусков одного уровня точности для
В соединениях выделяют охватывающие поверхности (отверстия, гнезда) и охватываемые (шипы,
В соединениях выделяют охватывающие поверхности (отверстия, гнезда) и охватываемые (шипы,
Поле допуска основного размера всегда направлено
в тело детали (в
Поле допуска основного размера всегда направлено в тело детали (в
![Схема осуществления посадки в шиповом соединении, [р.42, Г90].](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/285899/slide-14.jpg)
Схема осуществления посадки в шиповом соединении, [р.42, Г90].
Схема осуществления посадки в шиповом соединении, [р.42, Г90].
![Схема графического изображения допусков: Н, В – нижнее и верхнее отклонения; П – поле допуска, р9,Б89].](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/285899/slide-15.jpg)
Схема графического изображения допусков:
Н, В – нижнее и верхнее отклонения;
П
Схема графического изображения допусков:
Н, В – нижнее и верхнее отклонения;
П
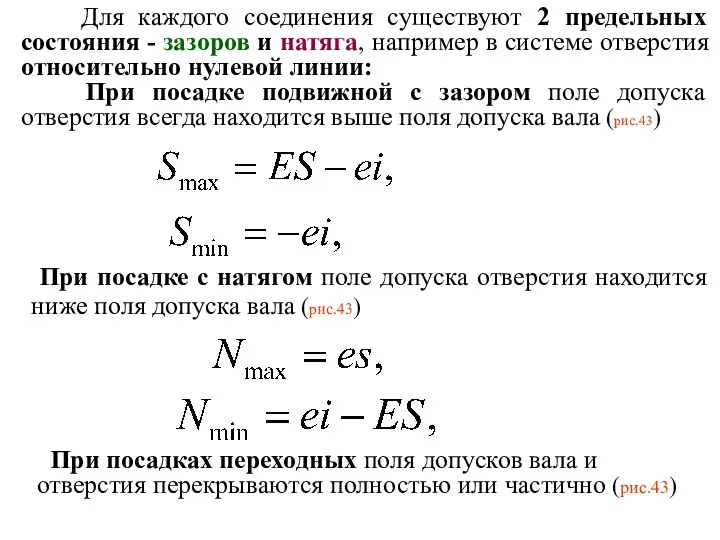
Для каждого соединения существуют 2 предельных состояния - зазоров и
Для каждого соединения существуют 2 предельных состояния - зазоров и
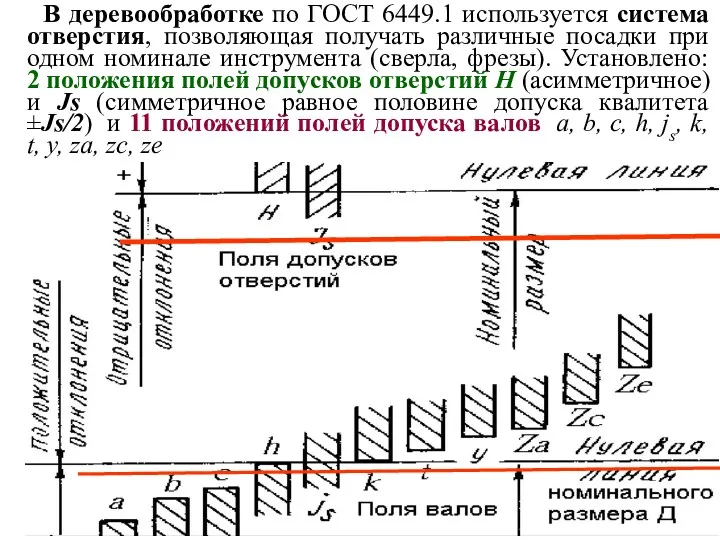
В деревообработке по ГОСТ 6449.1 используется система отверстия, позволяющая получать
В деревообработке по ГОСТ 6449.1 используется система отверстия, позволяющая получать
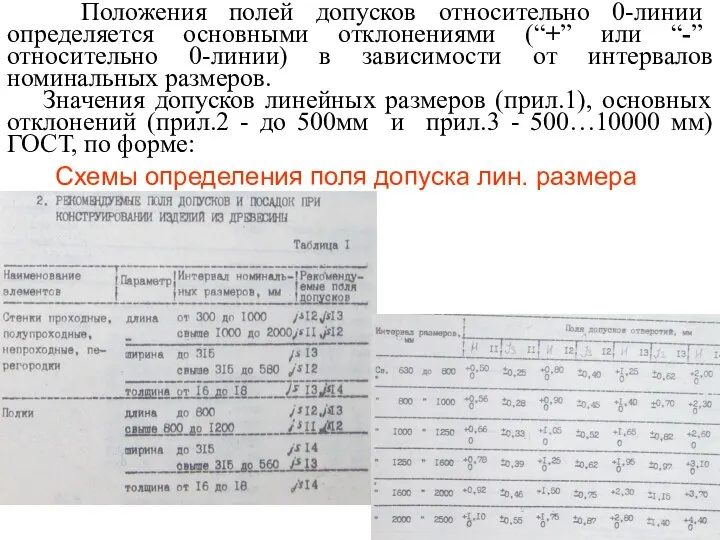
Положения полей допусков относительно 0-линии определяется основными отклонениями (“+” или
Положения полей допусков относительно 0-линии определяется основными отклонениями (“+” или
Посадки образуются в 1-элементных соединениях 2-х деталей (одинарный шип, в
Посадки образуются в 1-элементных соединениях 2-х деталей (одинарный шип, в
Способы расчета посадок:
1) На максимум-минимум – определение предельных значений зазоров
Способы расчета посадок:
1) На максимум-минимум – определение предельных значений зазоров
Рекомендации по назначению посадок шиповых соединений, полей допусков размеров, их
Рекомендации по назначению посадок шиповых соединений, полей допусков размеров, их
Условные обозначения:
Квалитетов – номерами (10, 12 и т.д.);
Допусков по
Условные обозначения:
Квалитетов – номерами (10, 12 и т.д.);
Допусков по
13.4. Допуски углов призматических элементов
По ГОСТ 6449.2 “Изделия из древесины
13.4. Допуски углов призматических элементов
По ГОСТ 6449.2 “Изделия из древесины
7 степеней точности допусков углов (AT11…AT17). Величина их зависит от
7 степеней точности допусков углов (AT11…AT17). Величина их зависит от
![Рекомендации по степени точности углов [ГОСТ 6449.2, т17.7-БА98]: АТ11 –](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/285899/slide-25.jpg)
Рекомендации по степени точности углов [ГОСТ 6449.2, т17.7-БА98]:
АТ11 – сопрягаемые
Рекомендации по степени точности углов [ГОСТ 6449.2, т17.7-БА98]:
АТ11 – сопрягаемые
13.5. Допуски формы и расположения поверхностей
ГОСТ 24642 “Основные нормы взаимозаменяемости.
13.5. Допуски формы и расположения поверхностей
ГОСТ 24642 “Основные нормы взаимозаменяемости.
Пример обозначения допусков формы и расположения
Пример обозначения допусков формы и расположения
Рекомендации по выбору степеней точности
и величина допусков формы, расположения поверхностей
Рекомендации по выбору степеней точности
и величина допусков формы, расположения поверхностей
13.6. Допуски расположения осей отверстий для крепежных деталей
ГОСТ 6449.4 “Изделия
13.6. Допуски расположения осей отверстий для крепежных деталей
ГОСТ 6449.4 “Изделия
В соединениях А и В позиционные допуски осей гладких отверстий
В соединениях А и В позиционные допуски осей гладких отверстий

Вид и характеристика расположения отверстий, под крепежные детали и их характеристики
Вид и характеристика расположения отверстий, под крепежные детали и их характеристики
13.7. Неуказанные предельные отклонения
и допуски - ГОСТ 6449.5
Для размеров
13.7. Неуказанные предельные отклонения
и допуски - ГОСТ 6449.5
Для размеров
Простановка неуказанных предельных отклонений
Простановка неуказанных предельных отклонений
13.8. Размерные цепи
Требуемые параметры взаимодействия пар соединяемых деталей достигаются соблюдением
13.8. Размерные цепи
Требуемые параметры взаимодействия пар соединяемых деталей достигаются соблюдением
Размерная цепь – совокупность взаимосвязанных размеров, образующих замкнутый контур.
РЦ
Размерная цепь – совокупность взаимосвязанных размеров, образующих замкнутый контур.
РЦ
Методы расчета размерных цепей:
1) Максимума-минимума – с учетом предельных отклоне-ний
Методы расчета размерных цепей:
1) Максимума-минимума – с учетом предельных отклоне-ний
Методы достижения заданной точности замыкающего звена:
1) Полной взаимозаменяемости по всем
Методы достижения заданной точности замыкающего звена:
1) Полной взаимозаменяемости по всем
При расчете размерной цепи на основе анализа размеров изделия и
При расчете размерной цепи на основе анализа размеров изделия и
Последовательность расчета цепи при решении прямой задачи:
1) Формулировка задачи и
Последовательность расчета цепи при решении прямой задачи:
1) Формулировка задачи и
4) Расчет номинальных размеров составляющих звеньев и номинального размера замыкающего
4) Расчет номинальных размеров составляющих звеньев и номинального размера замыкающего
Практическое определение предельных отклонений в РЦ
Пример установления допусков ширины на
Практическое определение предельных отклонений в РЦ
Пример установления допусков ширины на
Номинальный размер звена
А1 = А2+А3+ АΔ = 600+574+6=1180 мм.
Согласно
Номинальный размер звена
А1 = А2+А3+ АΔ = 600+574+6=1180 мм.
Согласно
Середина поля допуска замыкающего звена AΔ
mAΔ=∑m(+) - ∑m(-) =
Середина поля допуска замыкающего звена AΔ
mAΔ=∑m(+) - ∑m(-) =
13.9. Контроль точности размеров и формы деталей
Контроль точности изготовления деталей
13.9. Контроль точности размеров и формы деталей
Контроль точности изготовления деталей
Шероховатость поверхности,
её нормирование и обозначение на чертежах
Шероховатость поверхности характеризуется
Шероховатость поверхности,
её нормирование и обозначение на чертежах
Шероховатость поверхности характеризуется
Согласно стандарту, установлены следующие параметры шероховатости поверхности: Rmmax, Rm, Rz,
Согласно стандарту, установлены следующие параметры шероховатости поверхности: Rmmax, Rm, Rz,
Нормирование шероховатости поверхностей
Для поверхностей, подготовленных к отделке или склеиванию, допустимые
Нормирование шероховатости поверхностей
Для поверхностей, подготовленных к отделке или склеиванию, допустимые

Обозначение шероховатости на чертежах следует выполнять под так называемым радикалом
Обозначение шероховатости на чертежах следует выполнять под так называемым радикалом
 Презентация Мой поселок
Презентация Мой поселок Природное и общественное в человеке. Теории происхождения человека
Природное и общественное в человеке. Теории происхождения человека Дипломчики для первоклассников
Дипломчики для первоклассников Пусть наши дети будут всегда здоровы и счастливы!
Пусть наши дети будут всегда здоровы и счастливы! В гости к музыке
В гости к музыке Методика обследования хирургических больных. Операция, предоперационный и послеоперационный период
Методика обследования хирургических больных. Операция, предоперационный и послеоперационный период Награды военных лет
Награды военных лет Туристическая поездка в Горячий ключ
Туристическая поездка в Горячий ключ ПрезентацияФрукты
ПрезентацияФрукты Тайна имени Илья
Тайна имени Илья Родительское собрание первые дни ребёнка в школе
Родительское собрание первые дни ребёнка в школе Почитание преподобного Сергия Радонежского в истории моего города
Почитание преподобного Сергия Радонежского в истории моего города Понятие информационные систем. История развития баз данных
Понятие информационные систем. История развития баз данных Информационные средства обучения географии
Информационные средства обучения географии Мои презентации
Мои презентации Окна Роста. Агитационные плакаты
Окна Роста. Агитационные плакаты Языковые трудности при изучении иностранного языка
Языковые трудности при изучении иностранного языка Многоэтажные здания. Общая характеристика многоэтажных зданий
Многоэтажные здания. Общая характеристика многоэтажных зданий Классный час Утилизация батареек
Классный час Утилизация батареек Комплекс устройств и схема электроснабжения железных дорог
Комплекс устройств и схема электроснабжения железных дорог Теплотехника и тепловые установки
Теплотехника и тепловые установки Культура ХХ-ХХІ століття
Культура ХХ-ХХІ століття Химико-технологическая система, ее состав и структура
Химико-технологическая система, ее состав и структура Металлургический комплекс. Совокупность предприятий по добыче руд и изготовлению металлов
Металлургический комплекс. Совокупность предприятий по добыче руд и изготовлению металлов Лучшие практики зелёных школ
Лучшие практики зелёных школ Интерпретация ГИС в нефтяных и газовых скважинах
Интерпретация ГИС в нефтяных и газовых скважинах Потеря электроэнергии в верхнем строении железнодорожного пути
Потеря электроэнергии в верхнем строении железнодорожного пути Социальные аспекты экономического развития мира. (Тема 4)
Социальные аспекты экономического развития мира. (Тема 4)