- Токарные станки – автоматы и станки с ЧПУ

Содержание
- 2. Назначение токарных полуавтоматов и автоматов Конструктивным признаком автомата является наличие полного комплекта механизмов для выполнения рабочих
- 3. Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. Одношпиндельные токарно-револьверные автоматы в универсальном исполнении
- 4. Тoкaрнo-ревoльверный aвтoмaт 1Б140
- 5. Автомат 1Б140, предназначен для изготовления в массовом и крупносерийном производстве деталей, требующих обтачивания, подрезания торцов, сверления,
- 6. Схема обработки тoкaрнo-ревoльверного aвтoмaта 1Б140
- 7. Револьверная головка 6 с шестью гнездами для инструментов имеет горизонтальную поперечную ось поворота в револьверном суппорте
- 8. Одношпиндельный токарный автоматов
- 9. Податчики прутка для одношпиндельных токарных автоматов
- 10. Токарный восьмишпиндельный автомат 1К282
- 11. Податчики прутка для многошпиндельных токарных автоматов
- 12. Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на таких станках обрабатывают одним или
- 14. Люнет Люнеты используются в качестве вспомогательных опор при обработке нежестких валов для того, чтобы в процессе
- 15. Неподвижный люнет Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта
- 16. Подвижный люнет Подвижный люнет крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет
- 17. Обработка конических поверхностей При обтачивании конических поверхностей методом поворота поперечных салазок, каретка суппорта остается неподвижной, а
- 18. Обтачивание конуса методом поперечного сдвига задней бабки. При сдвинутой задней бабке могут обтачиваться конусы с небольшими
- 19. Метод обработки конусов при помощи конусной линейки. Обработка конусов этим способом производится путем использования одновременно двух
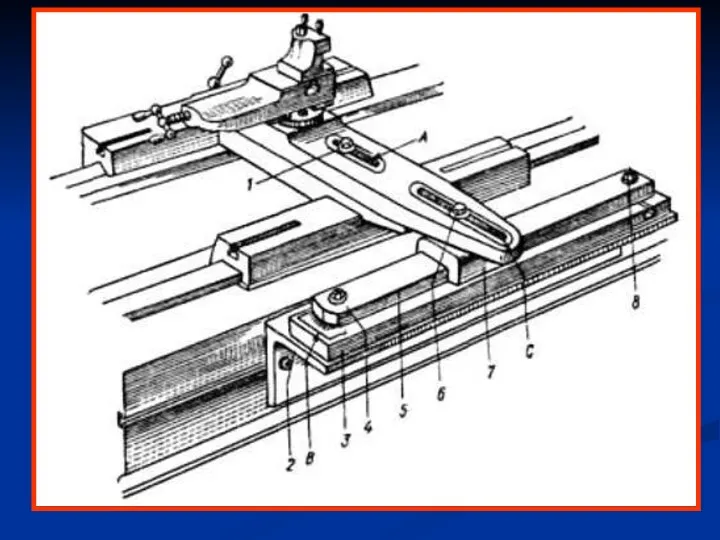
- 21. Устройство конусной линейки. Болт, проходящий через паз А, служит для соединения гайки винта поперечной подачи с
- 23. Принцип работы конусной линейки. Болт 1 вывернут, болт 6 затянут, а линейка 5 установлена под углом
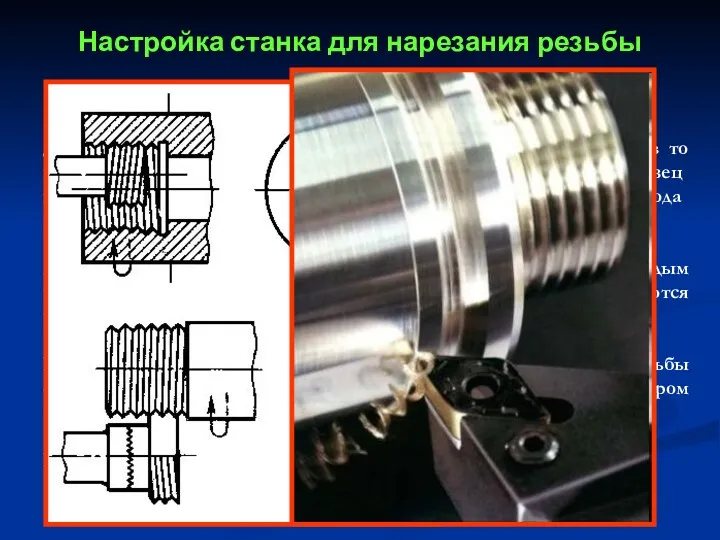
- 24. Настройка станка для нарезания резьбы Общие правила настройки станка для нарезания резьбы. Для нарезания резьбы на
- 25. . Токарные станки с ЧПУ Токарные станки с ЧПУ предназначены для наружной и внутренней обработки сложных
- 26. Числовое программное управление (ЧПУ) экономически выгодно в серийном производстве, при производстве крупногабаритных деталей и сложных деталей
- 27. 9.6.1. Классификация токарных станков с ЧПУ По расположению оси шпинделя: горизонтальные, вертикальные станки и наклонные; По
- 28. Центровые станки с ЧПУ служат для обработки заготовок деталей типа валов с прямолинейным и криволинейным контурами.
- 29. Центровой станок с ЧПУ
- 30. Патронный станок с ЧПУ
- 31. Токарный станок 16К20Ф3 с ЧПУ
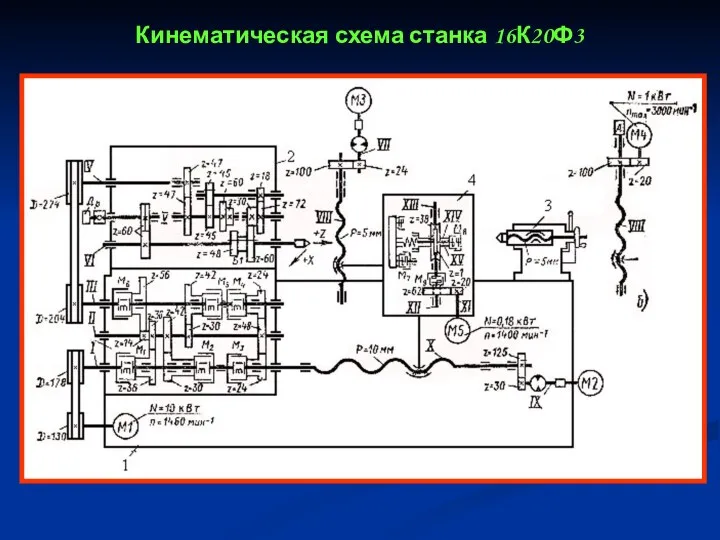
- 32. Кинематическая схема станка 16К20Ф3
- 33. Токарный патронный вертикальный полуавтомат 1А734Ф3 с ЧПУ Станок предназначен для черновой и чистовой обработки наружных и
- 34. наибольший диаметр обрабатываемой заготовки до суппорта 320 мм; наибольшая высота обрабатываемой заготовки 200 мм; число инструментов
- 35. Основные механизмы в полуавтомате 1А734Ф3 с ЧПУ Станок с вертикальной компоновкой, обеспечивает быструю переналадку на новую
- 36. Движения в станке Главное движение – вращение шпинделя с заготовкой. Движения подачи – перемещение суппортов с
- 38. Токарно-карусельный одностоечный станок с числовым программным управлением 512Ф3 Станок 1512Ф3 предназначен для токарной обработки деталей сложной
- 39. Техническая характеристика токарно-карусельного станка 1512Ф3 наибольший диаметр обрабатываемой заготовки 1250 мм; наибольшая высота обрабатываемой заготовки 1000
- 40. Основные узлы и движения станка 1512Ф3 В данном станке отсутствует боковой суппорт. Конструкция всех механизмов обеспечивает
- 41. Главное движение – вращение шпинделя с заготовкой, закрепленной на планшайбе. Движение подачи – перемещение суппорта по
- 42. Токарно-карусельный двухстоечный станок с чпу
- 43. Токарно-револьверные станки с ЧПУ с наклонным расположением шпинделя
- 44. 1 — станина; электродвигатель; 2 — шпиндельная бабка; 3,7— верхний и нижний суппорты соответственно; 4, 6
- 45. Одновременная работа двух револьверных головок обеспечивается их расположением: одной 4 — на верхнем суппорте 3, а
- 46. 9.7. Токарный станок Emco Concept Turn 55 с наклонной станиной
- 47. Станок предназначен для токарной обработки металлов и синтетических материалов. Компактные станки новой сборки полностью соответствуют современным
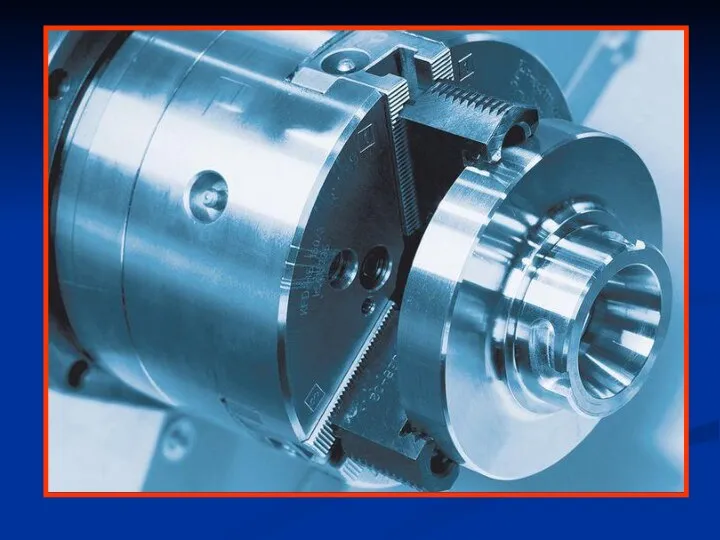
- 48. Основные узлы станка Станина станка; Передняя бабка; Трехкулачковый патрон; Задняя бабка; Продольная каретка суппорта; Поперечные салазки
- 49. Станина Станина – базовая деталь, служащая для закрепления на ней передней бабки. По каленым, шлифованным направляющим
- 50. В передней бабке находится коробка скоростей и шпиндель, который служит для закрепления обрабатываемой детали и передачи
- 52. Максимальные диапазоны зажима для трехкулачкового патрона (значения в мм)
- 53. Задняя бабка Задняя бабка используется для прижима заготовки и для сверления. Перемещение пиноли 1 выполняется посредством
- 54. Револьверная головка
- 55. Количество одновременно используемых инструментов 8: 4 инструмента для наружной и 4 инструмента для внутренней обработки.
- 56. Инструменты для наружной обработки Револьверная головка устанавливается в нужную позицию. Инструмент 1 вставляется в паз-резцедержатель 5.
- 57. Инструменты для внутренней обработки Инструмент для внутренней обработки 1 устанавливается в отверстие держателя 2 на револьверной
- 58. Оптический прибор для настройки инструментов Тубус с коэффициентом увеличения 10x. Индексируемая рука. Калибрующая стойка. Юстировочный (настроечный)
- 59. Emco Concept Turn 155 токарный станок с ЧПУ Станок предназначен для токарной обработки металлов и синтетических
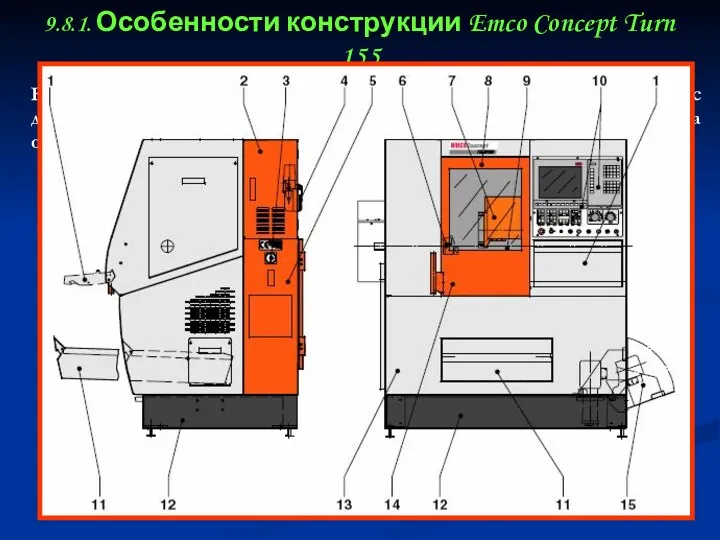
- 60. 9.8.1. Особенности конструкции Emco Concept Turn 155 Компоновка станка стандартная, основные отличия связаны с дополнительными приспособлениями,
- 61. Полка для ПК-клавиатуры (откидная, с встроенным ковриком для мышки); Компьютер; Главный выключатель; Устройство централизованной смазки; Шкаф
- 62. Подставка станка Подставка станка - массивная сварная конструкция для крепления станины станка, управления с ПК, а
- 63. Станина станка Станина станка изготовлена из серого чугуна жесткой и гасящей колебания конструкции. На станине станка
- 64. Суппорт Продольная каретка и поперечные салазки двигаются по точным направляющим типа «ласточкин хвост». Зазор салазок регулируется
- 65. Главный шпиндель 3 приводится в движение посредством клинового ремня 2 от трехфазного двигателя 1. Шпиндель расположен
- 66. Ручная задняя бабка Ручная задняя бабка со встроенным упорным центром перемещается по направляющим станины типа «ласточкин
- 67. Пневматическая задняя бабка Пневматическая задняя бабка устанавливается вместо ручной задней бабки. Точная установка центра задней бабки
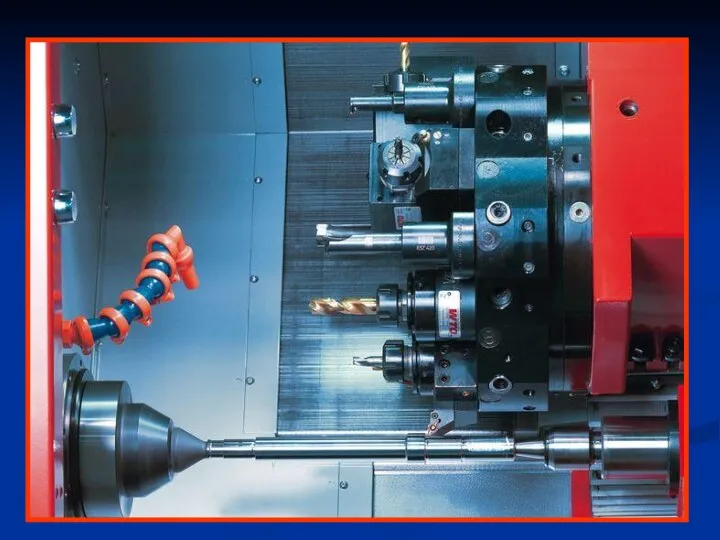
- 68. Револьверная головка В станке можно использовать револьверную головку на 8 инструментов, поворотный инструментальный магазин на 12
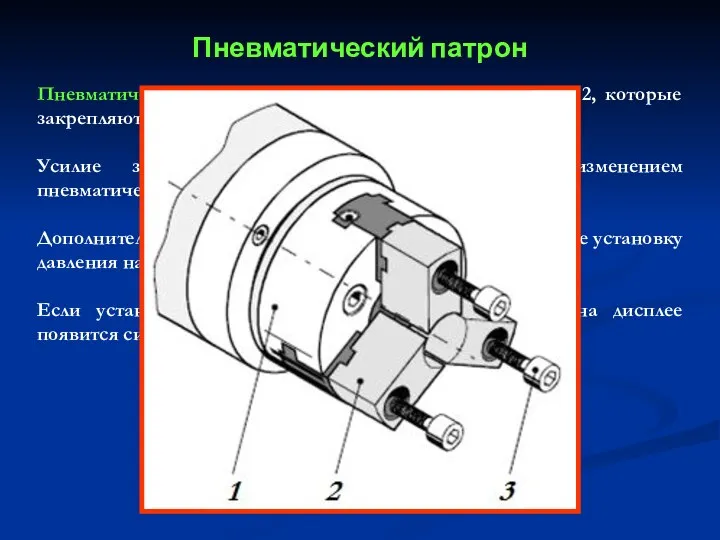
- 69. Пневматический патрон Пневматический патрон 1 имеет три зажимных кулачка 2, которые закрепляются при помощи цилиндрических винтов
- 70. Токарные тяжелые станки с ЧПУ
- 71. 1 - устройство для ввода команд; 2 - оперативная «память»; 3 - корректирующее устройство; 4 -
- 72. устройство для ввода команд — «читает» программу и преобразовывает её в сигналы управления; оперативная память —
- 73. 10. Конструктивные особенности станков с ЧПУ Станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой
- 74. Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах станка, чему, например, способствует предварительный
- 75. компрессорная система охлаждения шпинделя токарного станка с ЧПУ(вид сзади)
- 76. На фотографии показаны: слева - пистолет СОЖ
- 77. Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения дополнительных ребер жесткости. Повышенную жесткость
- 78. Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу трения, что позволяет снизить мощность следящего
- 79. Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного тока — для больших мощностей
- 80. Приводы подачи для станков с ЧПУ - двигатели, представляющие собой управляемые от цифровых преобразователей синхронные или
- 81. Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек, посадочных и базирующих поверхностей. Конструкция
- 82. Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния зазоров и повышения жесткости опор
- 83. Вспомогательные механизмы станков с ЧПУ: устройства смены инструмента; уборки стружки; систему смазывания; зажимные приспособления; загрузочные устройства
- 84. Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные затраты времени на смену инструмента,
- 85. Магазин на 24 инструмента
- 86. Магазин на 32 инструмента
- 87. Револьверные головки для токарных станков с ЧПУ
- 88. Тяжелая и крупногабаритная литая станина с сильным оребрением выдерживает большую нагрузку. Большие, прецизионные, конические роликовые подшипники,
- 89. Последовательность сборки токарного станка с ЧПУ
- 90. Основные преимущества станков с ЧПУ: производительность станка повышается в 1,5... 2,5 раза по сравнению с производительностью
- 91. 1 преимущество от использования токарных станков с ЧПУ - более высокий уровень автоматизации производства. Случаи вмешательства
- 92. 2 преимущество токарных станков с ЧПУ - производственная гибкость. Для обработки разных деталей нужно всего лишь
- 94. Скачать презентацию
Назначение токарных полуавтоматов и автоматов
Конструктивным признаком автомата является наличие полного комплекта
Назначение токарных полуавтоматов и автоматов
Конструктивным признаком автомата является наличие полного комплекта
Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные.
Одношпиндельные токарно-револьверные
Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные.
Одношпиндельные токарно-револьверные

Тoкaрнo-ревoльверный aвтoмaт 1Б140
Тoкaрнo-ревoльверный aвтoмaт 1Б140
Автомат 1Б140, предназначен для изготовления в массовом и крупносерийном производстве деталей,
Автомат 1Б140, предназначен для изготовления в массовом и крупносерийном производстве деталей,
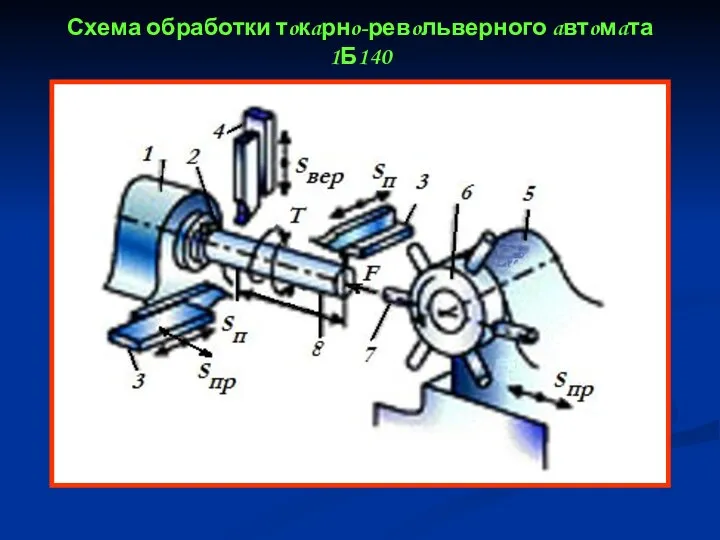
Схема обработки тoкaрнo-ревoльверного aвтoмaта 1Б140
Схема обработки тoкaрнo-ревoльверного aвтoмaта 1Б140
Револьверная головка 6 с шестью гнездами для инструментов имеет горизонтальную поперечную
Револьверная головка 6 с шестью гнездами для инструментов имеет горизонтальную поперечную

Одношпиндельный токарный автоматов
Одношпиндельный токарный автоматов

Податчики прутка для одношпиндельных токарных автоматов
Податчики прутка для одношпиндельных токарных автоматов

Токарный восьмишпиндельный автомат 1К282
Токарный восьмишпиндельный автомат 1К282

Податчики прутка для многошпиндельных токарных автоматов
Податчики прутка для многошпиндельных токарных автоматов
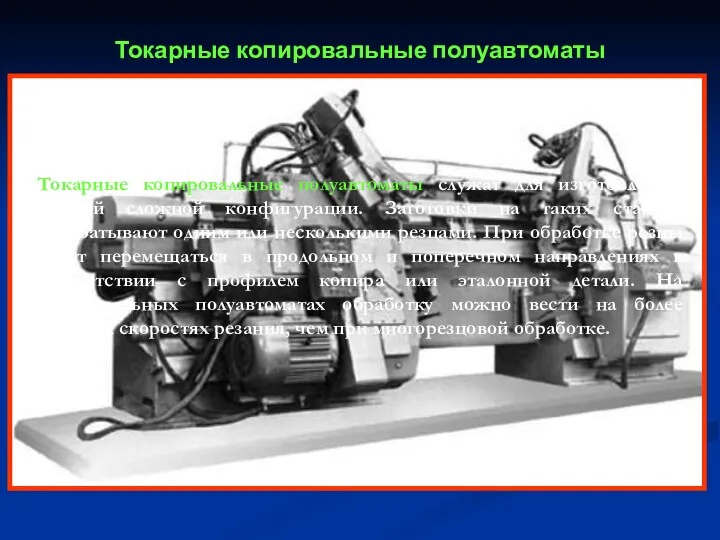
Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на
Токарные копировальные полуавтоматы служат для изготовления деталей сложной конфигурации. Заготовки на
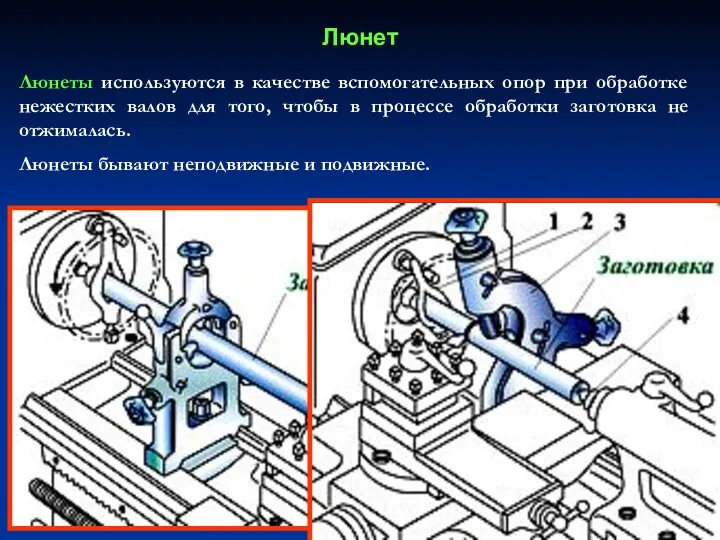
Люнет
Люнеты используются в качестве вспомогательных опор при обработке нежестких валов для
Люнет
Люнеты используются в качестве вспомогательных опор при обработке нежестких валов для
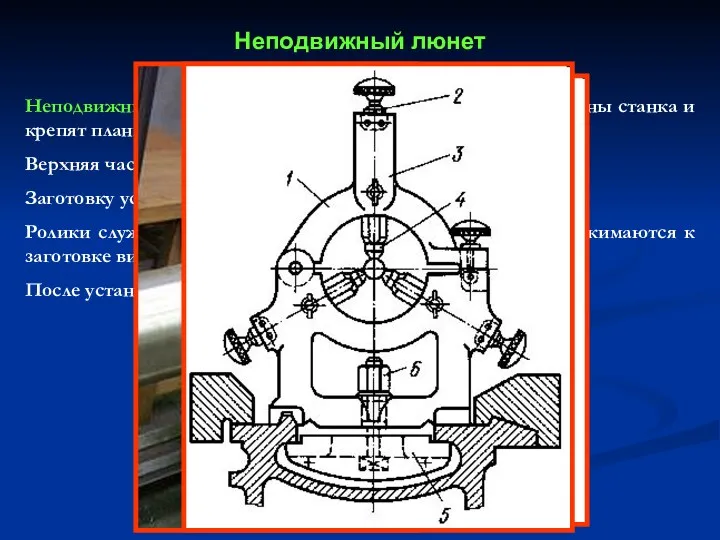
Неподвижный люнет
Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой
Неподвижный люнет
Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой
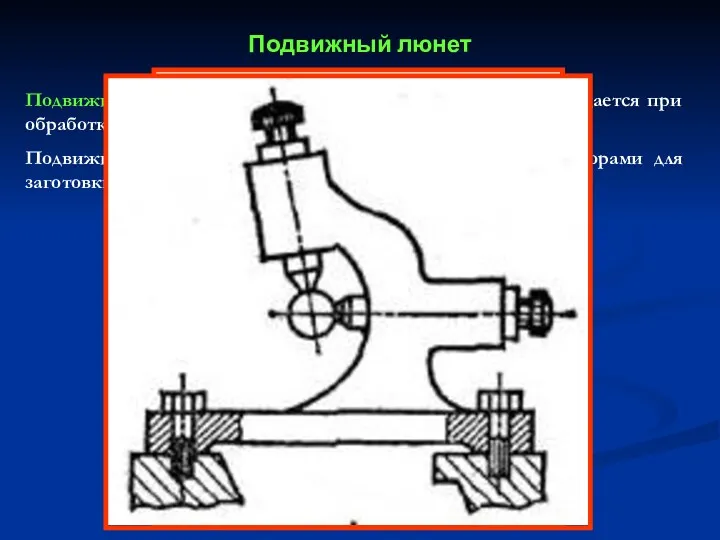
Подвижный люнет
Подвижный люнет крепится на каретке суппорта и перемещается при обработке
Подвижный люнет
Подвижный люнет крепится на каретке суппорта и перемещается при обработке
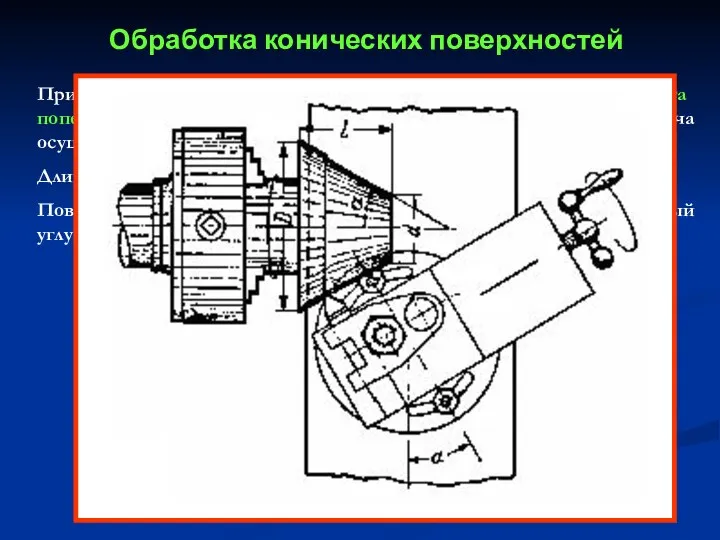
Обработка конических поверхностей
При обтачивании конических поверхностей методом поворота поперечных салазок, каретка
Обработка конических поверхностей
При обтачивании конических поверхностей методом поворота поперечных салазок, каретка

Обтачивание конуса методом поперечного сдвига задней бабки.
При сдвинутой задней бабке могут
Обтачивание конуса методом поперечного сдвига задней бабки.
При сдвинутой задней бабке могут

Метод обработки конусов при помощи конусной линейки.
Обработка конусов этим способом производится
Метод обработки конусов при помощи конусной линейки.
Обработка конусов этим способом производится
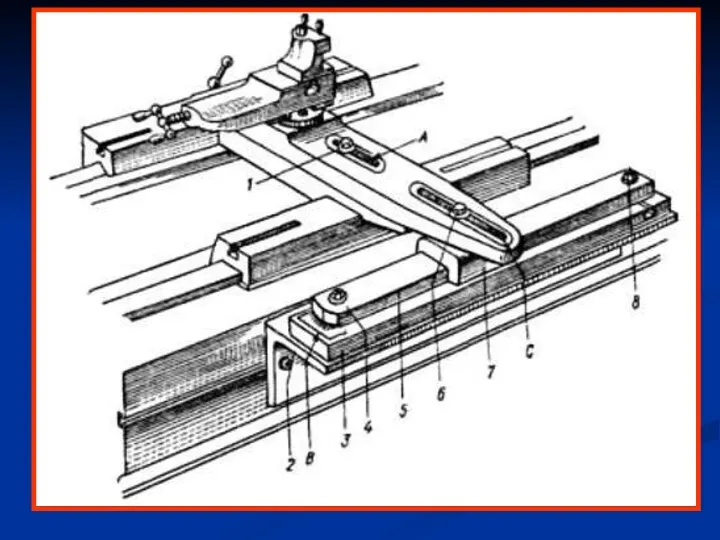
Устройство конусной линейки.
Болт, проходящий через паз А, служит для соединения гайки
Устройство конусной линейки.
Болт, проходящий через паз А, служит для соединения гайки
Принцип работы конусной линейки.
Болт 1 вывернут, болт 6 затянут, а линейка
Принцип работы конусной линейки.
Болт 1 вывернут, болт 6 затянут, а линейка
Настройка станка для нарезания резьбы
Общие правила настройки станка для нарезания резьбы.
Для
Настройка станка для нарезания резьбы
Общие правила настройки станка для нарезания резьбы.
Для

. Токарные станки с ЧПУ
Токарные станки с ЧПУ предназначены для наружной
. Токарные станки с ЧПУ
Токарные станки с ЧПУ предназначены для наружной
Числовое программное управление (ЧПУ) экономически выгодно в серийном производстве, при производстве
Числовое программное управление (ЧПУ) экономически выгодно в серийном производстве, при производстве
9.6.1. Классификация токарных станков с ЧПУ
По расположению оси шпинделя: горизонтальные, вертикальные
9.6.1. Классификация токарных станков с ЧПУ
По расположению оси шпинделя: горизонтальные, вертикальные
Центровые станки с ЧПУ служат для обработки заготовок деталей типа валов
Центровые станки с ЧПУ служат для обработки заготовок деталей типа валов

Центровой станок с ЧПУ
Центровой станок с ЧПУ

Патронный станок с ЧПУ
Патронный станок с ЧПУ

Токарный станок 16К20Ф3 с ЧПУ
Токарный станок 16К20Ф3 с ЧПУ
Кинематическая схема станка 16К20Ф3
Кинематическая схема станка 16К20Ф3

Токарный патронный вертикальный полуавтомат 1А734Ф3 с ЧПУ
Станок предназначен для черновой и
Токарный патронный вертикальный полуавтомат 1А734Ф3 с ЧПУ
Станок предназначен для черновой и
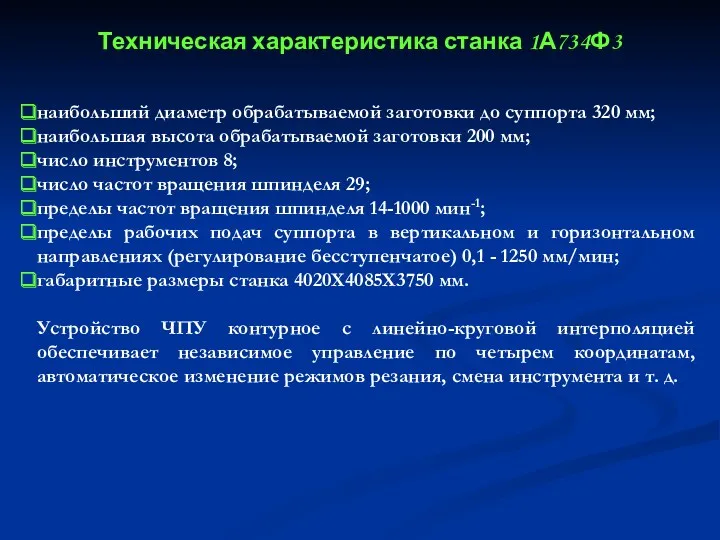
наибольший диаметр обрабатываемой заготовки до суппорта 320 мм;
наибольшая высота обрабатываемой заготовки
наибольший диаметр обрабатываемой заготовки до суппорта 320 мм;
наибольшая высота обрабатываемой заготовки
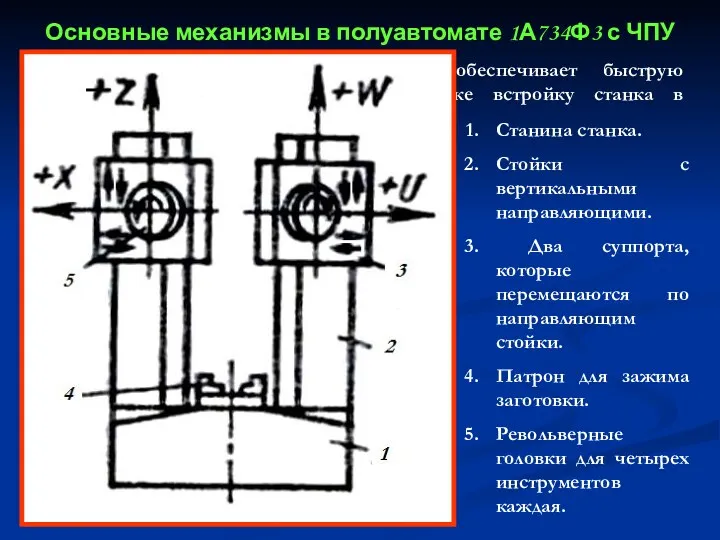
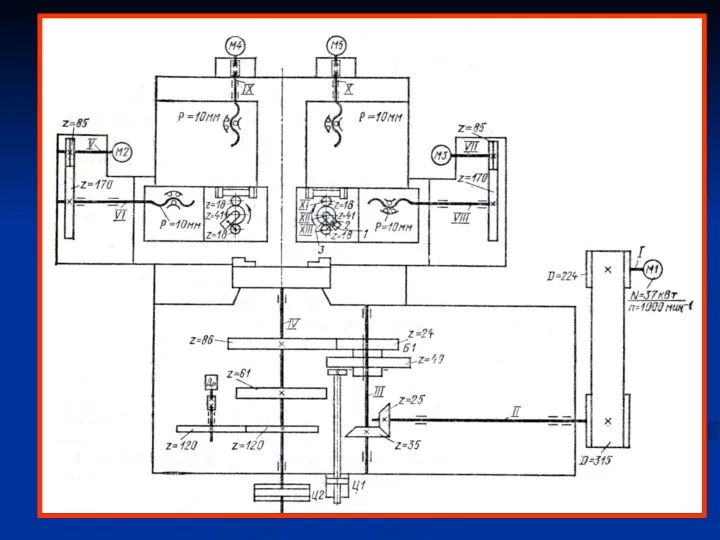
Основные механизмы в полуавтомате 1А734Ф3 с ЧПУ
Станок с вертикальной компоновкой, обеспечивает
Основные механизмы в полуавтомате 1А734Ф3 с ЧПУ
Станок с вертикальной компоновкой, обеспечивает
Движения в станке
Главное движение – вращение шпинделя с заготовкой.
Движения подачи –
Движения в станке
Главное движение – вращение шпинделя с заготовкой.
Движения подачи –

Токарно-карусельный одностоечный станок с числовым программным управлением 512Ф3
Станок 1512Ф3 предназначен для
Токарно-карусельный одностоечный станок с числовым программным управлением 512Ф3
Станок 1512Ф3 предназначен для
Техническая характеристика токарно-карусельного станка 1512Ф3
наибольший диаметр обрабатываемой заготовки 1250 мм;
наибольшая высота
Техническая характеристика токарно-карусельного станка 1512Ф3
наибольший диаметр обрабатываемой заготовки 1250 мм;
наибольшая высота

Основные узлы и движения станка 1512Ф3
В данном станке отсутствует боковой суппорт.
Основные узлы и движения станка 1512Ф3
В данном станке отсутствует боковой суппорт.
Главное движение – вращение шпинделя с заготовкой, закрепленной на планшайбе.
Движение подачи
Главное движение – вращение шпинделя с заготовкой, закрепленной на планшайбе.
Движение подачи
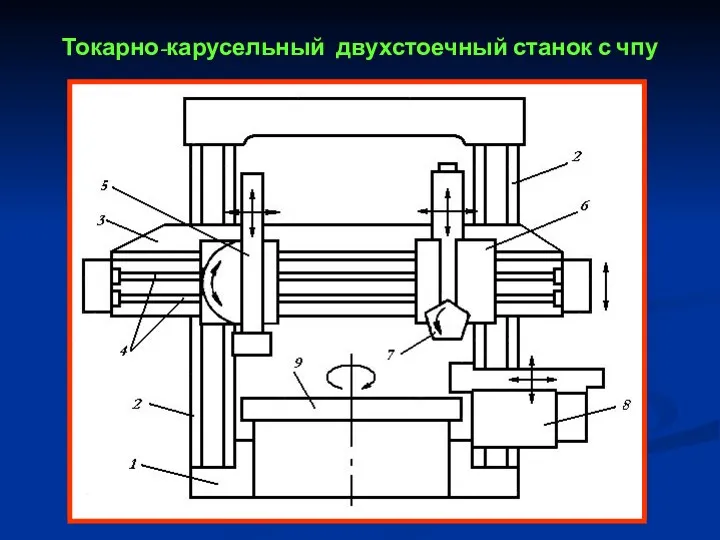
Токарно-карусельный двухстоечный станок с чпу
Токарно-карусельный двухстоечный станок с чпу

Токарно-револьверные станки с ЧПУ с наклонным расположением шпинделя
Токарно-револьверные станки с ЧПУ с наклонным расположением шпинделя
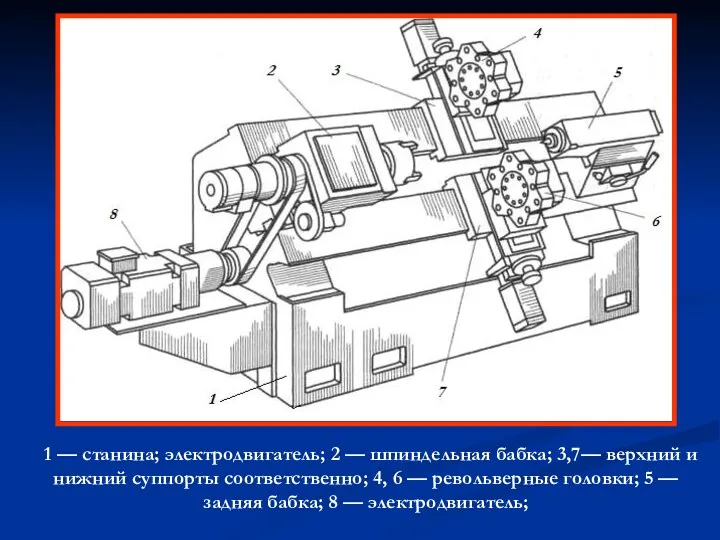
1 — станина; электродвигатель; 2 — шпиндельная бабка; 3,7— верхний
1 — станина; электродвигатель; 2 — шпиндельная бабка; 3,7— верхний
Одновременная работа двух револьверных головок обеспечивается их расположением:
одной 4 — на
Одновременная работа двух револьверных головок обеспечивается их расположением:
одной 4 — на

9.7. Токарный станок Emco Concept Turn 55 с наклонной станиной
9.7. Токарный станок Emco Concept Turn 55 с наклонной станиной
Станок предназначен для токарной обработки металлов и синтетических материалов.
Компактные станки новой
Станок предназначен для токарной обработки металлов и синтетических материалов.
Компактные станки новой
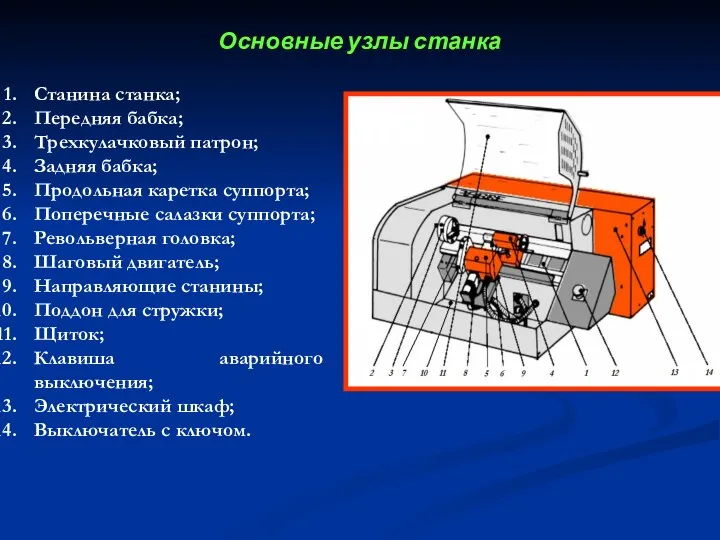
Основные узлы станка
Станина станка;
Передняя бабка;
Трехкулачковый патрон;
Задняя бабка;
Продольная каретка суппорта;
Поперечные салазки суппорта;
Револьверная
Основные узлы станка
Станина станка;
Передняя бабка;
Трехкулачковый патрон;
Задняя бабка;
Продольная каретка суппорта;
Поперечные салазки суппорта;
Револьверная

Станина
Станина – базовая деталь, служащая для закрепления на ней передней бабки.
По
Станина
Станина – базовая деталь, служащая для закрепления на ней передней бабки.
По
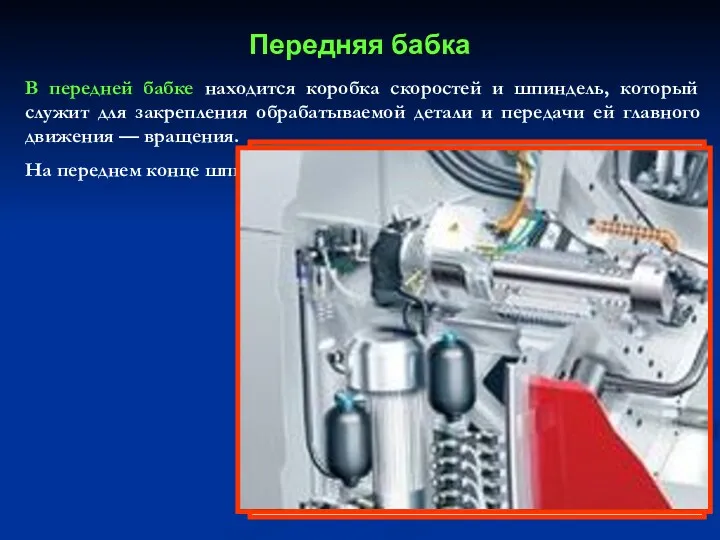
В передней бабке находится коробка скоростей и шпиндель, который служит для
В передней бабке находится коробка скоростей и шпиндель, который служит для
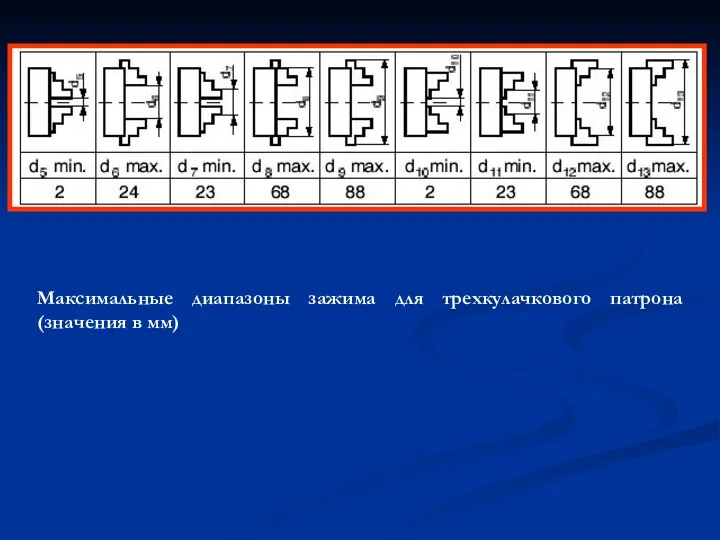
Максимальные диапазоны зажима для трехкулачкового патрона (значения в мм)
Максимальные диапазоны зажима для трехкулачкового патрона (значения в мм)

Задняя бабка
Задняя бабка используется для прижима заготовки и для сверления.
Перемещение пиноли
Задняя бабка
Задняя бабка используется для прижима заготовки и для сверления.
Перемещение пиноли

Револьверная головка
Револьверная головка

Количество одновременно используемых инструментов 8:
4 инструмента для наружной и 4 инструмента
Количество одновременно используемых инструментов 8:
4 инструмента для наружной и 4 инструмента
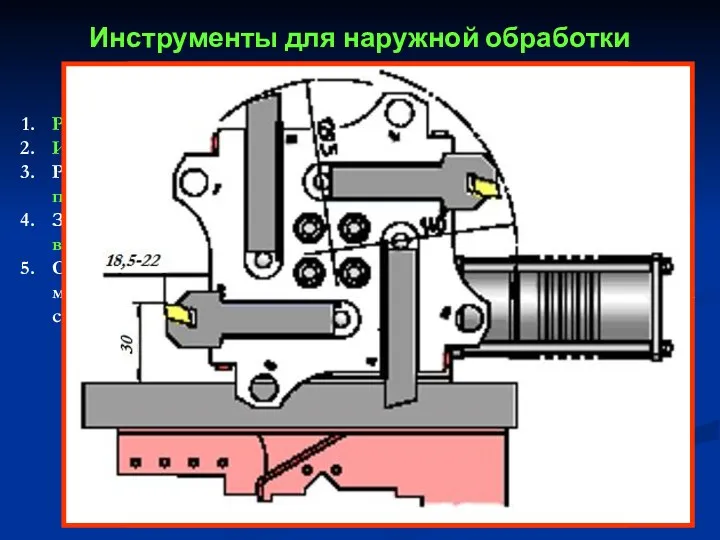
Инструменты для наружной обработки
Револьверная головка устанавливается в нужную позицию.
Инструмент 1 вставляется
Инструменты для наружной обработки
Револьверная головка устанавливается в нужную позицию.
Инструмент 1 вставляется
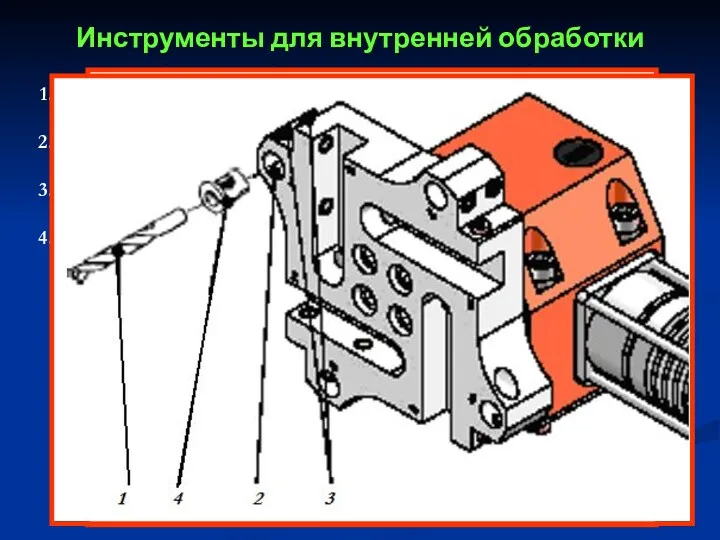
Инструменты для внутренней обработки
Инструмент для внутренней обработки 1 устанавливается в отверстие
Инструменты для внутренней обработки
Инструмент для внутренней обработки 1 устанавливается в отверстие

Оптический прибор для настройки инструментов
Тубус с коэффициентом увеличения 10x.
Индексируемая
Оптический прибор для настройки инструментов
Тубус с коэффициентом увеличения 10x.
Индексируемая

Emco Concept Turn 155 токарный станок с ЧПУ
Станок предназначен для токарной
Emco Concept Turn 155 токарный станок с ЧПУ
Станок предназначен для токарной
9.8.1. Особенности конструкции Emco Concept Turn 155
Компоновка станка стандартная, основные отличия
9.8.1. Особенности конструкции Emco Concept Turn 155
Компоновка станка стандартная, основные отличия
Полка для ПК-клавиатуры (откидная, с встроенным ковриком для мышки);
Компьютер;
Полка для ПК-клавиатуры (откидная, с встроенным ковриком для мышки);
Компьютер;

Подставка станка
Подставка станка - массивная сварная конструкция для крепления станины станка,
Подставка станка
Подставка станка - массивная сварная конструкция для крепления станины станка,
Станина станка
Станина станка изготовлена из серого чугуна жесткой и гасящей колебания
Станина станка
Станина станка изготовлена из серого чугуна жесткой и гасящей колебания
Суппорт
Продольная каретка и поперечные салазки двигаются по точным направляющим типа «ласточкин
Суппорт
Продольная каретка и поперечные салазки двигаются по точным направляющим типа «ласточкин
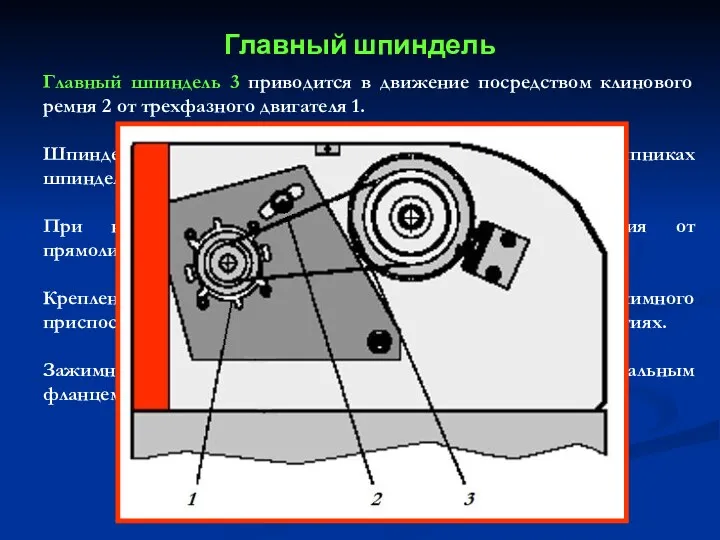
Главный шпиндель 3 приводится в движение посредством клинового ремня 2 от
Главный шпиндель 3 приводится в движение посредством клинового ремня 2 от

Ручная задняя бабка
Ручная задняя бабка со встроенным упорным центром перемещается по
Ручная задняя бабка
Ручная задняя бабка со встроенным упорным центром перемещается по

Пневматическая задняя бабка
Пневматическая задняя бабка устанавливается вместо ручной задней бабки.
Точная установка
Пневматическая задняя бабка
Пневматическая задняя бабка устанавливается вместо ручной задней бабки.
Точная установка

Револьверная головка
В станке можно использовать револьверную головку на 8 инструментов,
поворотный инструментальный
Револьверная головка
В станке можно использовать револьверную головку на 8 инструментов,
поворотный инструментальный
Пневматический патрон
Пневматический патрон 1 имеет три зажимных кулачка 2, которые закрепляются
Пневматический патрон
Пневматический патрон 1 имеет три зажимных кулачка 2, которые закрепляются

Токарные тяжелые станки с ЧПУ
Токарные тяжелые станки с ЧПУ
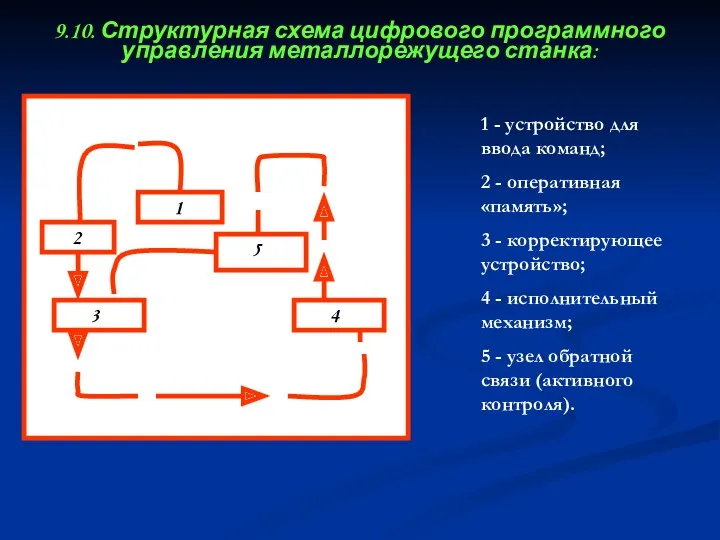
1 - устройство для ввода команд;
2 - оперативная «память»;
3 - корректирующее
1 - устройство для ввода команд;
2 - оперативная «память»;
3 - корректирующее
устройство для ввода команд — «читает» программу и преобразовывает её в
устройство для ввода команд — «читает» программу и преобразовывает её в
10. Конструктивные особенности станков с ЧПУ
Станки с ЧПУ имеют расширенные технологические
10. Конструктивные особенности станков с ЧПУ
Станки с ЧПУ имеют расширенные технологические
Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах
Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах

компрессорная система охлаждения шпинделя токарного станка с ЧПУ(вид сзади)
компрессорная система охлаждения шпинделя токарного станка с ЧПУ(вид сзади)

На фотографии показаны: слева - пистолет СОЖ
На фотографии показаны: слева - пистолет СОЖ

Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения
Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения
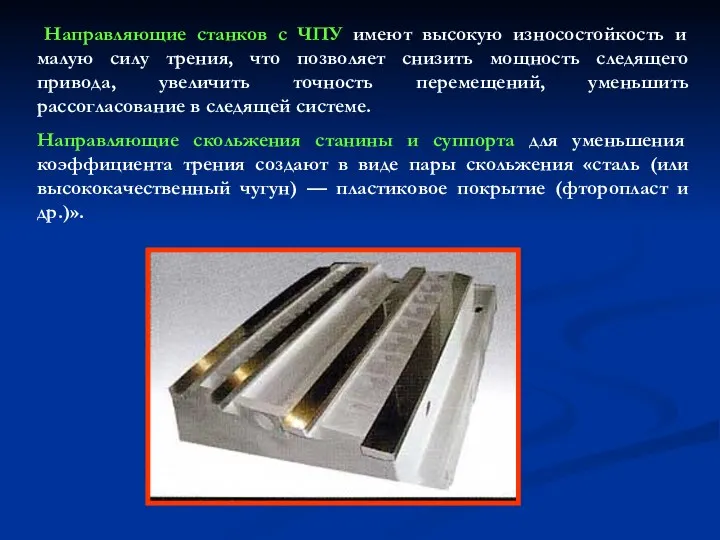
Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу
Направляющие станков с ЧПУ имеют высокую износостойкость и малую силу
Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного
Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного
Приводы подачи для станков с ЧПУ - двигатели, представляющие собой управляемые
Приводы подачи для станков с ЧПУ - двигатели, представляющие собой управляемые

Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек,
Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек,
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния

Вспомогательные механизмы станков с ЧПУ:
устройства смены инструмента;
уборки стружки;
систему смазывания;
зажимные приспособления;
загрузочные устройства
Вспомогательные механизмы станков с ЧПУ:
устройства смены инструмента;
уборки стружки;
систему смазывания;
зажимные приспособления;
загрузочные устройства
Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные
Устройства автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные

Магазин на 24 инструмента
Магазин на 24 инструмента

Магазин на 32 инструмента
Магазин на 32 инструмента

Револьверные головки для токарных станков с ЧПУ
Револьверные головки для токарных станков с ЧПУ

Тяжелая и крупногабаритная литая станина с сильным оребрением выдерживает большую нагрузку.
Большие,
Тяжелая и крупногабаритная литая станина с сильным оребрением выдерживает большую нагрузку.
Большие,

Последовательность сборки токарного станка с ЧПУ
Последовательность сборки токарного станка с ЧПУ
Основные преимущества станков с ЧПУ:
производительность станка повышается в 1,5... 2,5 раза
Основные преимущества станков с ЧПУ:
производительность станка повышается в 1,5... 2,5 раза
1 преимущество от использования токарных станков с ЧПУ - более высокий
1 преимущество от использования токарных станков с ЧПУ - более высокий
2 преимущество токарных станков с ЧПУ - производственная гибкость.
Для обработки разных
2 преимущество токарных станков с ЧПУ - производственная гибкость.
Для обработки разных
 Component. UI Logic. Data Logic. Business. Logic. Model
Component. UI Logic. Data Logic. Business. Logic. Model Царствование Александра I
Царствование Александра I Презентация к классному часу Долг в жизни людей разных профессий.
Презентация к классному часу Долг в жизни людей разных профессий. The Royal Family
The Royal Family Земельное право в Англии и Уэльсе
Земельное право в Англии и Уэльсе Гнойная инфекция в хирургии
Гнойная инфекция в хирургии Сохраним заповедные Мастрюковские озера: кто если не мы
Сохраним заповедные Мастрюковские озера: кто если не мы Человек на фотографии. Операторское мастерство фотопортрета
Человек на фотографии. Операторское мастерство фотопортрета АПК Челябинской области
АПК Челябинской области Своя игра на адыгейском языке
Своя игра на адыгейском языке Рождение Иисуса Христа. Проповеди Спасителя
Рождение Иисуса Христа. Проповеди Спасителя Поздравление с Днем рождения. Фотоальбом
Поздравление с Днем рождения. Фотоальбом Разделы науки о языке
Разделы науки о языке Теплотехника. Конвективный теплообмен
Теплотехника. Конвективный теплообмен Мастер-класс для учителей Работа со сферическими панорамами на уроках словесности
Мастер-класс для учителей Работа со сферическими панорамами на уроках словесности Мой город - Санкт-Петербург
Мой город - Санкт-Петербург Деятельность саморегулируемых организаций по повышению качества работы кадастровых инженеров
Деятельность саморегулируемых организаций по повышению качества работы кадастровых инженеров Проектирование и расчет отстойника блока механической очистки сточных вод населённого пункта
Проектирование и расчет отстойника блока механической очистки сточных вод населённого пункта Мир насекомых. Бионика, как связь природы и техники
Мир насекомых. Бионика, как связь природы и техники Полупроводниковые лазеры
Полупроводниковые лазеры Семейство Псовые, или Собачьи
Семейство Псовые, или Собачьи Образовательная робототехника
Образовательная робототехника Презентация по теме Как выбирают город для проведения Олимпиады?
Презентация по теме Как выбирают город для проведения Олимпиады? Маркетинговое исследование Развитие МСП в Воронежской области
Маркетинговое исследование Развитие МСП в Воронежской области Типы, назначение, конструкция оборудования для производства товаров народного потребления
Типы, назначение, конструкция оборудования для производства товаров народного потребления Дәлелді медицинаны дәрілік заттарды қолдану құралы ретінде. Дәрілік заттарды жарнамалау
Дәлелді медицинаны дәрілік заттарды қолдану құралы ретінде. Дәрілік заттарды жарнамалау Путешествие в математическую страну
Путешествие в математическую страну Pētījuma rezultātu apkopojuma analīze_ērika (8)
Pētījuma rezultātu apkopojuma analīze_ērika (8)