- Укладка рельсошпальной решетки

Содержание
- 2. Уклада рельсошпальной решетки
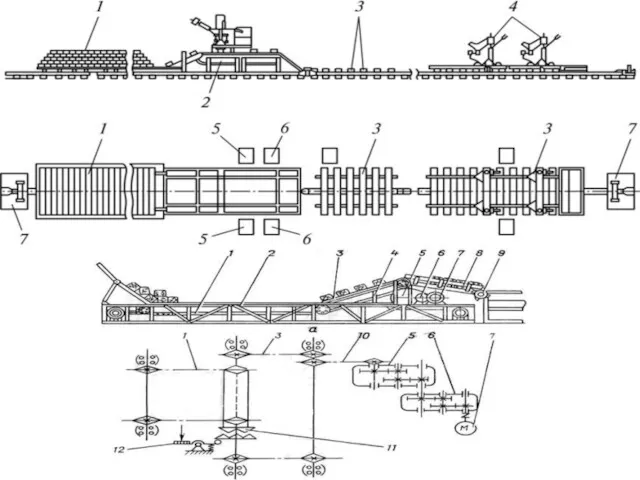
- 3. Схема системы организации строительства железнодорожной линии
- 4. Технология сооружения ВСП определяет последовательность операций, которые превращают исходные материалы, заготовки и т.п. в готовую продукцию.
- 5. Сооружение верхнего строения пути В мировой практике железнодорожного строительства на сегодняшний день существуют два основных способа
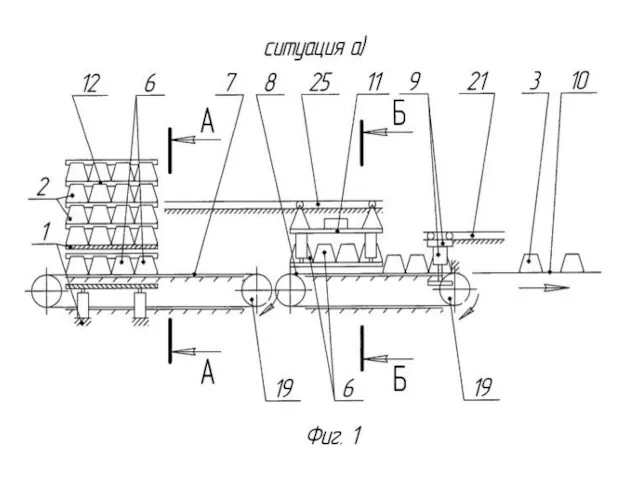
- 6. Сборка звеньев РШР При объемах годовой укладки > 70 км пути и более 60 СП целесообразно
- 7. Погрузка звеньев на укладочный поезд Время погрузки звеньев рельсошпальной решетки на один выезд Погрузка звеньев РШР
- 8. Транспортирование РШР Характеризуется средней скоростью материальных поездов, числом платформ в поезде, временем занятости на участке монтажа,
- 9. Монтаж рельсошпальной решетки на основной площадке ЗП Монтаж РШР осуществляется путеукладчиками УК-25 на рельсовом и ПБ-3
- 10. Основные параметры на монтаже РШР Время монтажа звеньев рельсошпальной решетки
- 11. Укладочный кран УК-25 СП
- 12. Характеристики крана УК-25 СП
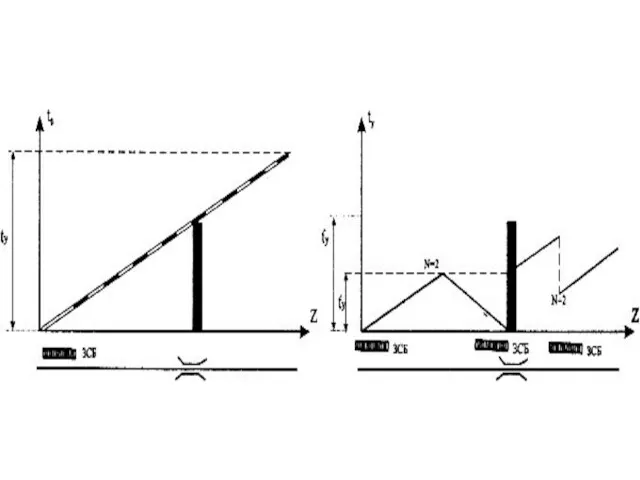
- 13. Суточный график движения звеновозного поезда. t1 – время операций на монтаже; t2 – время операций на
- 14. t1 = tмр + kмр*Qмр t2 = tпз + kпз*Qмр Lул = Lмр *nm В результате
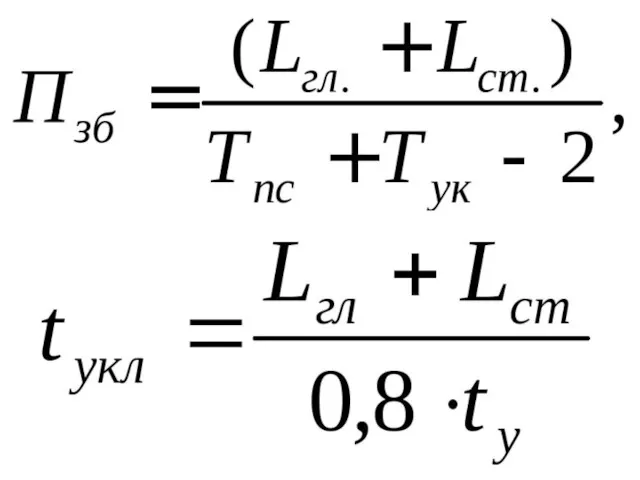
- 15. Максимальная выработка сборочно-укладочного комплекса Ограничение по выделенному времени Ограничение по времени оборота звеновозного поезда, дальности действия
- 16. Если принять в порядке первого приближения, что в среднем протяженности Lул одинаковы, как и средняя продолжительность
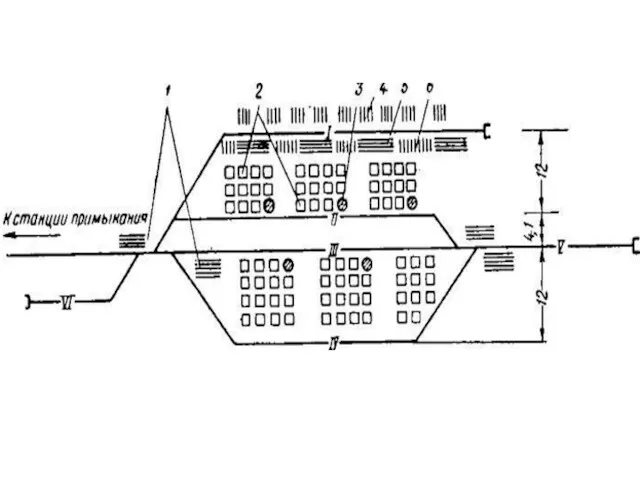
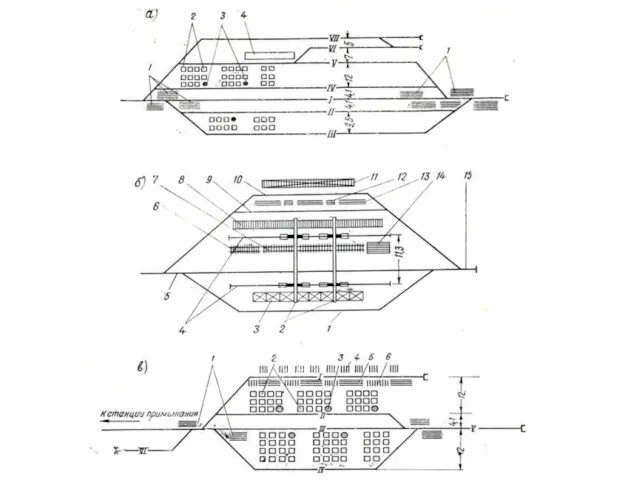
- 17. При звеньевом способе укладки звенья предварительно собираем на базе. На полуавтоматических поточных звеносборочных линиях (ППЗЛ) собирают
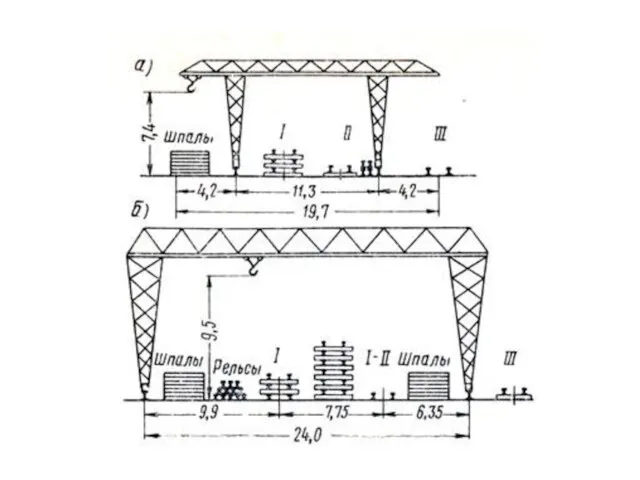
- 18. Последовательность операций по сборке звеньев на ППЗЛ следующая: 1) подают краном пакет шпал (100-120 шт.) на
- 19. Сборку звеньев на ППЗЛ -650 выполняет бригада, состоящая из 12 чел., включая двух операторов, машиниста крана
- 20. Укладку рельсового пути с помощью путеукладчика ПБ-3 осуществляют в следующем порядке. После прибытия поезда к месту
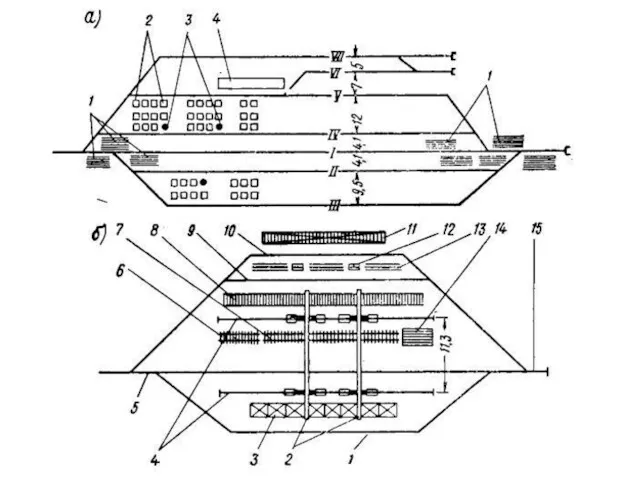
- 21. Сборка рельсошпальной решетки на звенбазе
- 39. Перечень операций, выполняемых вручную на сборке звеньев Причины, препятствующие автоматизации: 1) конструкция РШР, не рассчитанная на
- 40. Перечень операций, выполняемых вручную на монтаже звеньев Степень механизации ≈0,20, где αр, αм – доля ручного
- 41. Средняя трудоемкость сооружения ВСП около 600 чел-дн/км. При этом на работах вручную заняты 49% рабочих, из
- 42. Примечания: 1) Районная ЗБ – внешняя организация, приобъектная ЗБ развертывается на ст. примыкания; 2) Базовый склад
- 44. Скачать презентацию
Уклада рельсошпальной решетки
Уклада рельсошпальной решетки

Схема системы организации строительства железнодорожной линии
Схема системы организации строительства железнодорожной линии
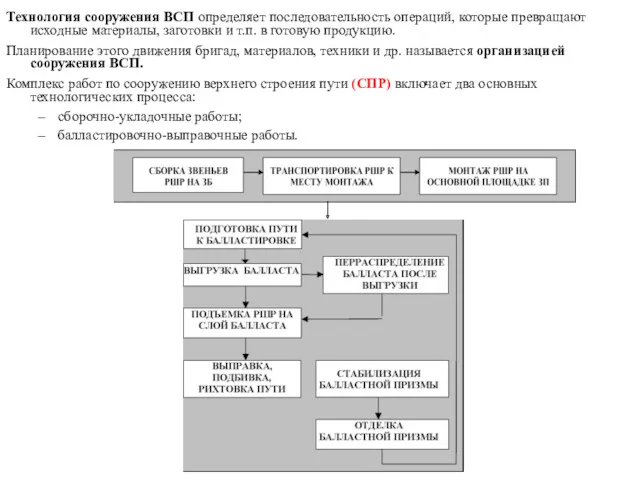
Технология сооружения ВСП определяет последовательность операций, которые превращают исходные материалы, заготовки
Технология сооружения ВСП определяет последовательность операций, которые превращают исходные материалы, заготовки
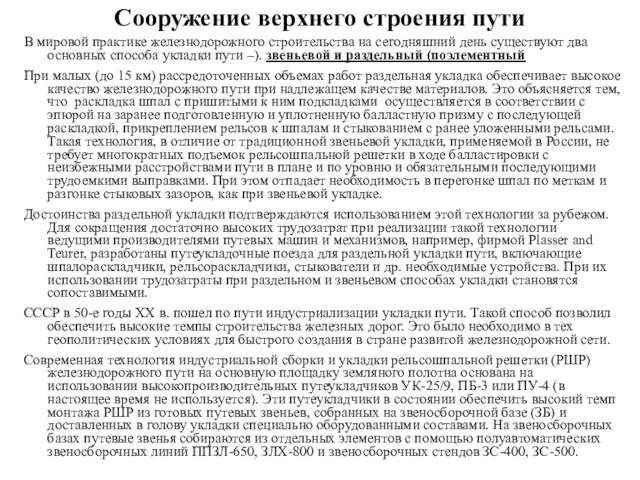
Сооружение верхнего строения пути
В мировой практике железнодорожного строительства на сегодняшний день
Сооружение верхнего строения пути
В мировой практике железнодорожного строительства на сегодняшний день
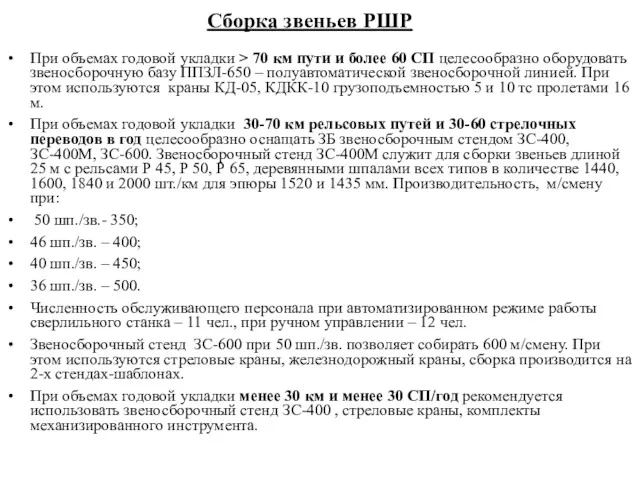
Сборка звеньев РШР
При объемах годовой укладки > 70 км пути и
Сборка звеньев РШР
При объемах годовой укладки > 70 км пути и
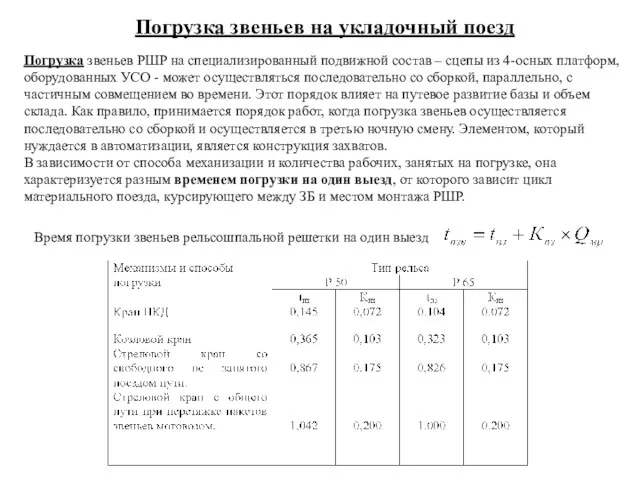
Погрузка звеньев на укладочный поезд
Время погрузки звеньев рельсошпальной решетки на один
Погрузка звеньев на укладочный поезд
Время погрузки звеньев рельсошпальной решетки на один
Транспортирование РШР
Характеризуется средней скоростью материальных поездов, числом платформ в поезде, временем
Транспортирование РШР
Характеризуется средней скоростью материальных поездов, числом платформ в поезде, временем
Монтаж рельсошпальной решетки на основной площадке ЗП
Монтаж РШР осуществляется путеукладчиками УК-25
Монтаж рельсошпальной решетки на основной площадке ЗП
Монтаж РШР осуществляется путеукладчиками УК-25
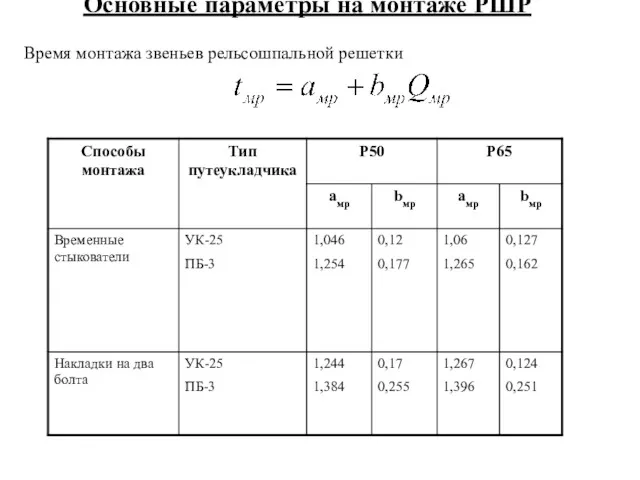
Основные параметры на монтаже РШР
Время монтажа звеньев рельсошпальной решетки
Основные параметры на монтаже РШР
Время монтажа звеньев рельсошпальной решетки

Укладочный кран УК-25 СП
Укладочный кран УК-25 СП
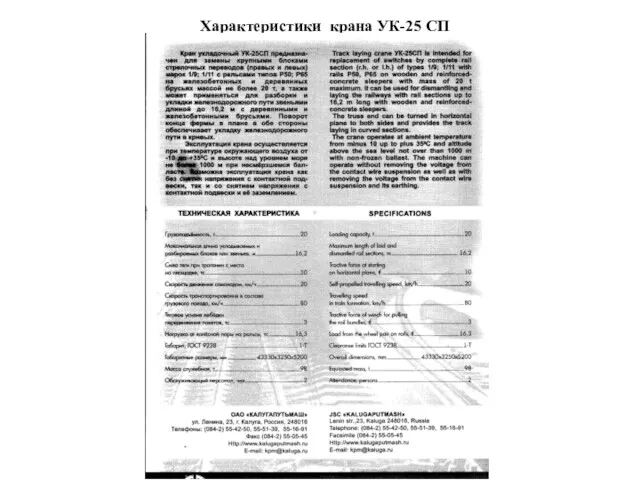
Характеристики крана УК-25 СП
Характеристики крана УК-25 СП
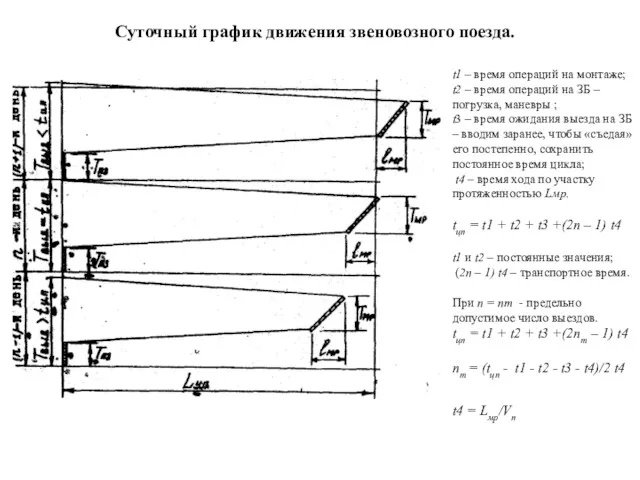
Суточный график движения звеновозного поезда.
t1 – время операций на монтаже;
t2 –
Суточный график движения звеновозного поезда.
t1 – время операций на монтаже;
t2 –
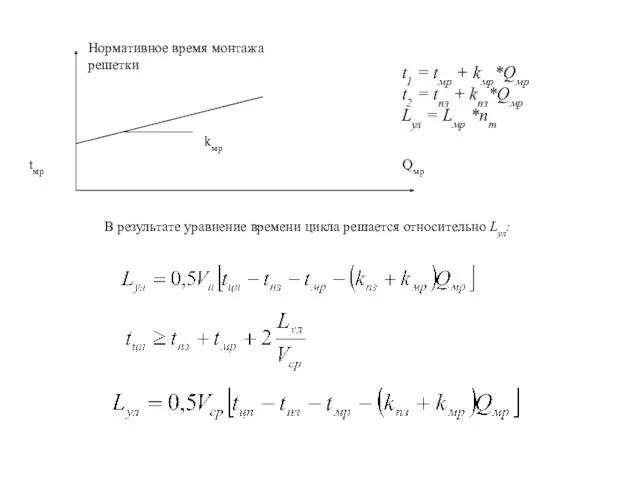
t1 = tмр + kмр*Qмр
t2 = tпз + kпз*Qмр
Lул = Lмр
t1 = tмр + kмр*Qмр
t2 = tпз + kпз*Qмр
Lул = Lмр
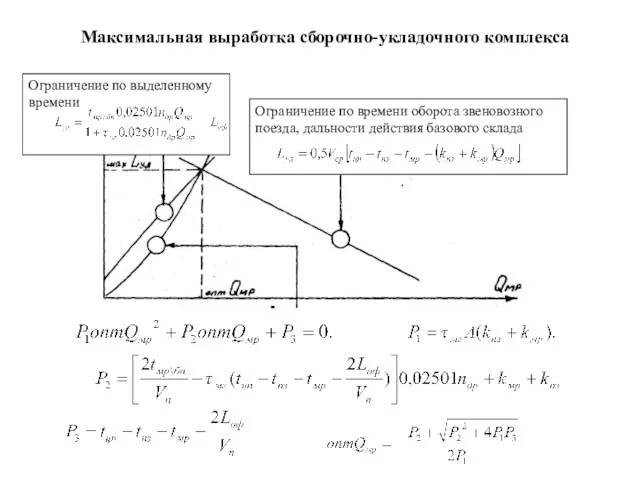
Максимальная выработка сборочно-укладочного комплекса
Ограничение по выделенному времени
Ограничение по времени оборота звеновозного
Максимальная выработка сборочно-укладочного комплекса
Ограничение по выделенному времени
Ограничение по времени оборота звеновозного
Если принять в порядке первого приближения, что в среднем протяженности Lул
Если принять в порядке первого приближения, что в среднем протяженности Lул
При звеньевом способе укладки звенья предварительно собираем на базе.
На полуавтоматических поточных
При звеньевом способе укладки звенья предварительно собираем на базе.
На полуавтоматических поточных
Последовательность операций по сборке звеньев на ППЗЛ следующая:
1) подают краном пакет
Последовательность операций по сборке звеньев на ППЗЛ следующая:
1) подают краном пакет
Сборку звеньев на ППЗЛ -650 выполняет бригада, состоящая из 12 чел.,
Сборку звеньев на ППЗЛ -650 выполняет бригада, состоящая из 12 чел.,
Укладку рельсового пути с помощью путеукладчика ПБ-3 осуществляют в следующем порядке.
Укладку рельсового пути с помощью путеукладчика ПБ-3 осуществляют в следующем порядке.
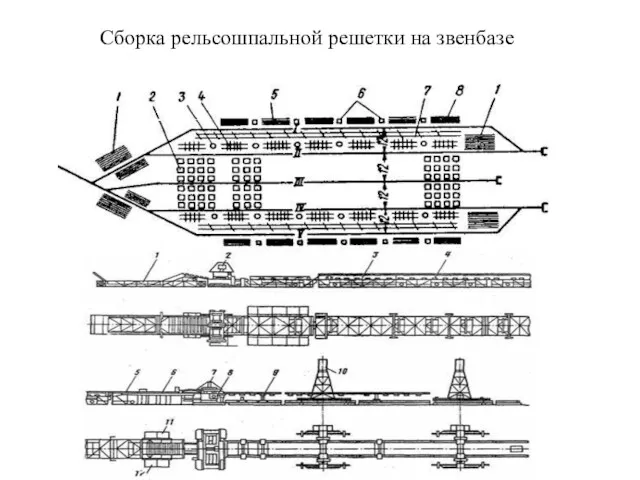
Сборка рельсошпальной решетки на звенбазе
Сборка рельсошпальной решетки на звенбазе







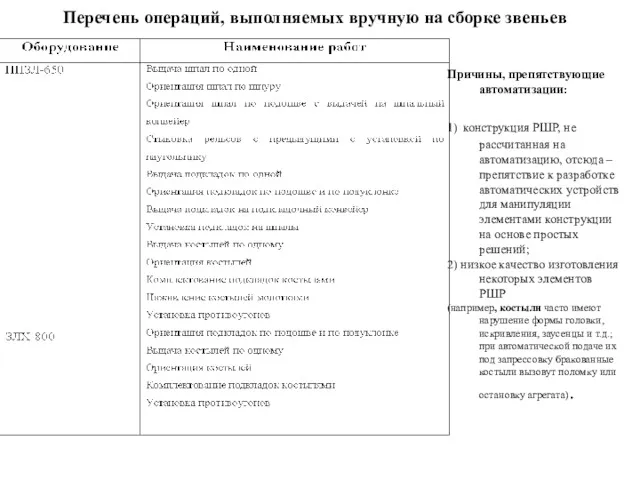
Перечень операций, выполняемых вручную на сборке звеньев
Причины, препятствующие автоматизации:
1) конструкция РШР,
Перечень операций, выполняемых вручную на сборке звеньев
Причины, препятствующие автоматизации:
1) конструкция РШР,
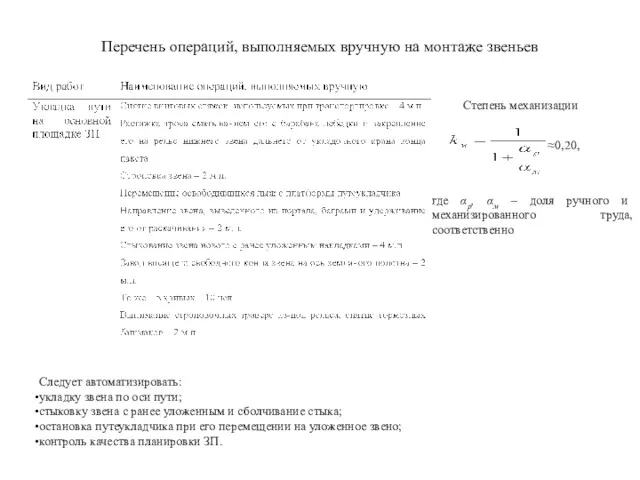
Перечень операций, выполняемых вручную на монтаже звеньев
Степень механизации
≈0,20,
где
Перечень операций, выполняемых вручную на монтаже звеньев
Степень механизации
≈0,20,
где
Средняя трудоемкость сооружения ВСП около 600 чел-дн/км. При этом на работах
Средняя трудоемкость сооружения ВСП около 600 чел-дн/км. При этом на работах
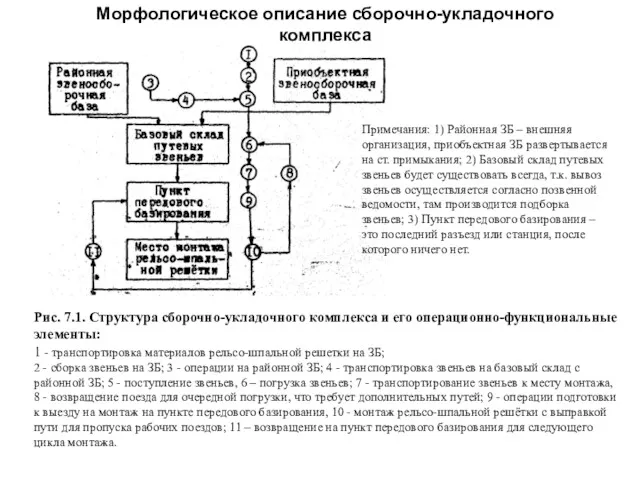
Примечания: 1) Районная ЗБ – внешняя организация, приобъектная ЗБ развертывается на
Примечания: 1) Районная ЗБ – внешняя организация, приобъектная ЗБ развертывается на
 Знаем правила движения, как таблицу умножения
Знаем правила движения, как таблицу умножения Презентация к родительскому собранию по теме Профилактика вредных привычек и социально обусловленных заболеваний у детей.
Презентация к родительскому собранию по теме Профилактика вредных привычек и социально обусловленных заболеваний у детей. Организация праздничных мероприятий
Организация праздничных мероприятий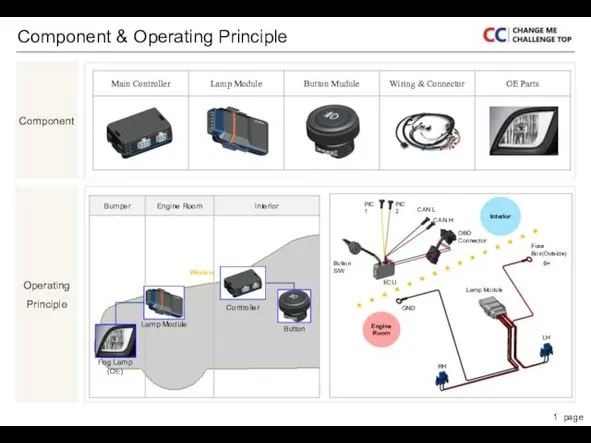 Product introduction. Wireless FogLamp Kit
Product introduction. Wireless FogLamp Kit Хирургические насадки
Хирургические насадки Внешняя политика СССР в 30-е годы
Внешняя политика СССР в 30-е годы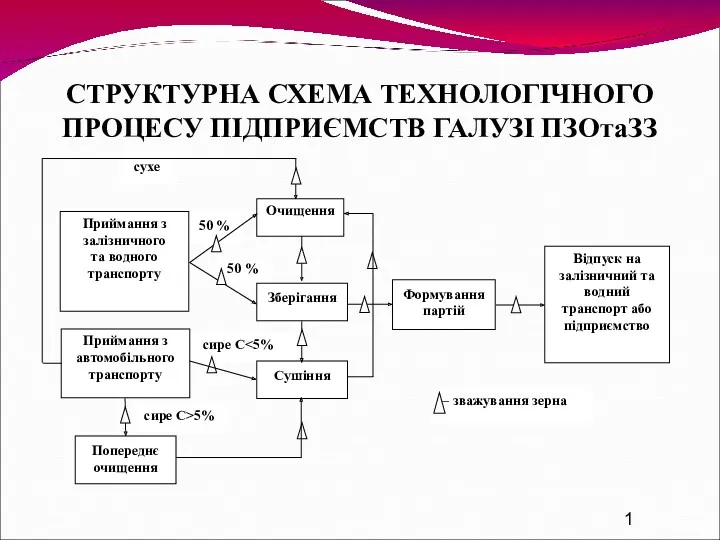 Структурна схема технологічного процесу підприємств галузі ПЗОтаЗЗ
Структурна схема технологічного процесу підприємств галузі ПЗОтаЗЗ Празднование Рождества в Германии
Празднование Рождества в Германии З новим 2016
З новим 2016 Ударение. Распредели слова в 3 столбика
Ударение. Распредели слова в 3 столбика Денежно-кредитная политика
Денежно-кредитная политика Сосудисто-тромбоцитарное звено системы гемостаза
Сосудисто-тромбоцитарное звено системы гемостаза Анализ и формирование рабочего места
Анализ и формирование рабочего места Презентации по географии.
Презентации по географии. Толерантность. Толерантная личность
Толерантность. Толерантная личность Электромагнитные поля и защита от них
Электромагнитные поля и защита от них Большой санузел
Большой санузел Детям о Великой Отечественной войне
Детям о Великой Отечественной войне Свойства функции (9 класс)
Свойства функции (9 класс) Владимир Владимирович Маяковский
Владимир Владимирович Маяковский Kurs operatora wózków jezdniowych
Kurs operatora wózków jezdniowych Компетентностно-ориентированные задачи по химии для 8 класса
Компетентностно-ориентированные задачи по химии для 8 класса Комнатные растения из экваториального леса
Комнатные растения из экваториального леса лекция 1_Социология как наука
лекция 1_Социология как наука Город-герой Севастополь
Город-герой Севастополь History of communication development
History of communication development Экономика: наука и хозяйство
Экономика: наука и хозяйство Шаблон. 9 мая
Шаблон. 9 мая