- Ультразвуковая сварка

Содержание
- 2. 2 Ультразвуковая сварка (УЗС) – это сварка давлением, осуществляемая при воздействии ультразвуковых колебаний. Ультразвуковые колебания имеют
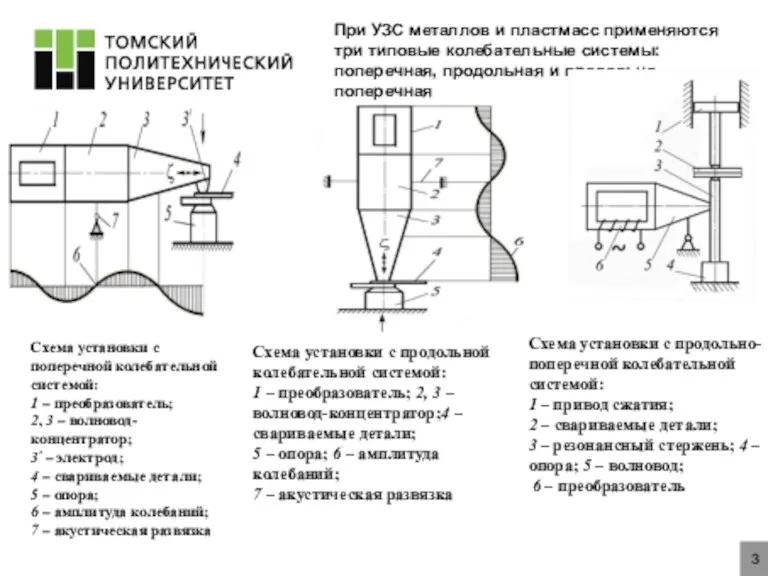
- 3. 3 При УЗС металлов и пластмасс применяются три типовые колебательные системы: поперечная, продольная и продольно-поперечная Схема
- 4. Основным звеном колебательных систем является преобразователь, который изготавливают из магнито-стрикционных или электрострикционных материалов (никель, пермендюр, титанат
- 5. - сварка может производиться по загрязнённым поверхностям, поэтому нe требуется предварительная подготовка поверхностей — только обезжиривание;
- 6. 4 Недостатки - необходимость использования дорогих генераторов ультразвука, однако с развитием силовой высокочастотной электроники стоимость генераторов
- 7. 5 УЗС осуществляется под действием трения, вызванного возвратно-поступательным перемещением поверхностей. Процесс образования соединений происходит в течение
- 8. Основные типы сварных соединений металлов и пластмасс а – внахлестку; б – по рельефам; в –
- 10. Скачать презентацию
2
Ультразвуковая сварка (УЗС) – это сварка давлением, осуществляемая при воздействии ультразвуковых
2
Ультразвуковая сварка (УЗС) – это сварка давлением, осуществляемая при воздействии ультразвуковых
3
При УЗС металлов и пластмасс применяются три типовые колебательные системы: поперечная,
3
При УЗС металлов и пластмасс применяются три типовые колебательные системы: поперечная,
Основным звеном колебательных систем является преобразователь, который изготавливают из магнито-стрикционных или
Основным звеном колебательных систем является преобразователь, который изготавливают из магнито-стрикционных или
- сварка может производиться по загрязнённым поверхностям, поэтому нe требуется
- сварка может производиться по загрязнённым поверхностям, поэтому нe требуется
4
Недостатки
- необходимость использования дорогих генераторов ультразвука, однако с развитием силовой высокочастотной
4
Недостатки
- необходимость использования дорогих генераторов ультразвука, однако с развитием силовой высокочастотной
5
УЗС осуществляется под действием трения, вызванного возвратно-поступательным перемещением поверхностей. Процесс
5
УЗС осуществляется под действием трения, вызванного возвратно-поступательным перемещением поверхностей. Процесс
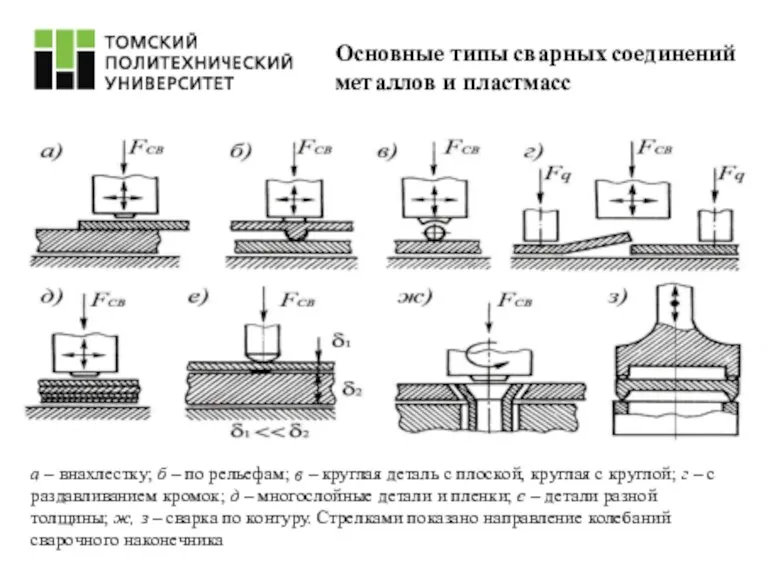
Основные типы сварных соединений металлов и пластмасс
а – внахлестку; б –
Основные типы сварных соединений металлов и пластмасс
а – внахлестку; б –
 Игровые технологии на уроках иностранного языка
Игровые технологии на уроках иностранного языка Городецкая роспись
Городецкая роспись Виртуальная выставка Светлый образ матери
Виртуальная выставка Светлый образ матери Проект Путешествие капельки
Проект Путешествие капельки Рентгеноанатомия и методика рентгенологического исследования верхних отделов ЖКТ
Рентгеноанатомия и методика рентгенологического исследования верхних отделов ЖКТ Задание В1. Тренажер
Задание В1. Тренажер Решение задач и выражений
Решение задач и выражений Джанни Родари Джельсомино в Стране Лжецов. Викторина
Джанни Родари Джельсомино в Стране Лжецов. Викторина 20231112_prezentatsiya_fontan_gerona
20231112_prezentatsiya_fontan_gerona Параллелограмм. Виды параллелограммов и их свойства
Параллелограмм. Виды параллелограммов и их свойства Автоматизация технологических процессов Курс лекций. Лекция 0. Введение
Автоматизация технологических процессов Курс лекций. Лекция 0. Введение Мастер-класс Пасхальный подарок
Мастер-класс Пасхальный подарок Согласие да лад для общего дела клад
Согласие да лад для общего дела клад Заветы Соодой-ламы
Заветы Соодой-ламы Н.Гумилёв Слово
Н.Гумилёв Слово 6 класс: Движения земли
6 класс: Движения земли Равнокрылые насекомые
Равнокрылые насекомые Защита программы лагеря
Защита программы лагеря Макет проекта Умник
Макет проекта Умник Разработка обобщающего урока на тему Жизнь на Земле, 5 класс
Разработка обобщающего урока на тему Жизнь на Земле, 5 класс Оптические процессоры
Оптические процессоры Физминутка Веселые снеговики
Физминутка Веселые снеговики Электронные выпрямители. Классификация. Идеализация схем выпрямления
Электронные выпрямители. Классификация. Идеализация схем выпрямления Использование приемов мнемотехники в логопедической работе
Использование приемов мнемотехники в логопедической работе Обучение воспитанников с низким уровнем базовой подготовки по предмету (на примере учащихся школы воспитательной колонии).
Обучение воспитанников с низким уровнем базовой подготовки по предмету (на примере учащихся школы воспитательной колонии). Obowiązywanie prawa. Termin ten jest wieloznaczny
Obowiązywanie prawa. Termin ten jest wieloznaczny Проектирование зданий с использованием нетрадиционных источников энергии (биогаза)
Проектирование зданий с использованием нетрадиционных источников энергии (биогаза) Вязание крючком ажурной салфетки. Второй тур олимпиады по технологии
Вязание крючком ажурной салфетки. Второй тур олимпиады по технологии