- Установки для электрошлаковой сварки

Содержание
- 2. 1 – шов; 2 – ползуны; 3 – металлическая ванна; 4 – шлак; 5 – электрод;
- 3. В сравнении другими способами, в частности с дуговой сваркой под флюсом, ЭШС обладает рядом преимуществ :
- 4. Электрошлаковая сварка имеет и недостатки, вынуждающие к усложнению оборудования: •возможность сварки только в вертикальном или близком
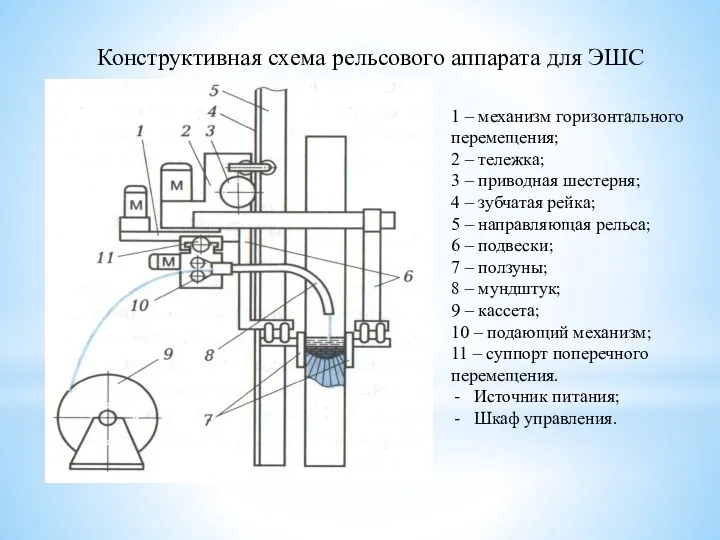
- 7. Конструктивная схема рельсового аппарата для ЭШС 1 – механизм горизонтального перемещения; 2 – тележка; 3 –
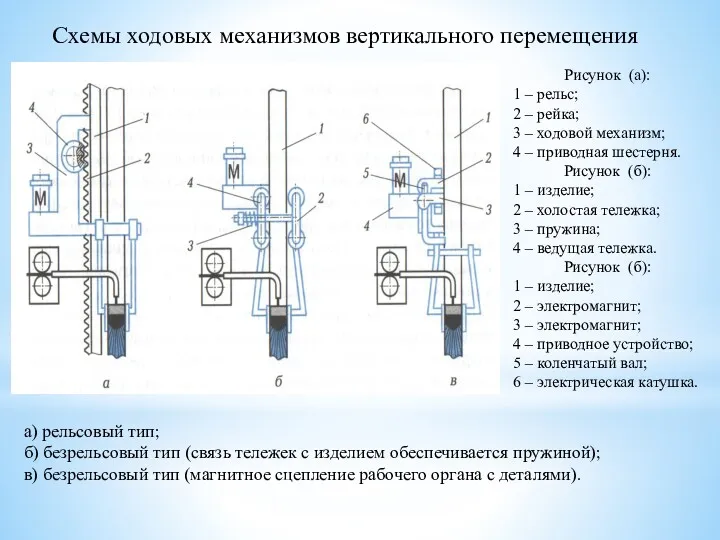
- 8. На рисунке приведена конструктивная схема рельсового аппарата для ЭШС. Аппарат установлен на вертикальной направляющей - рельсе
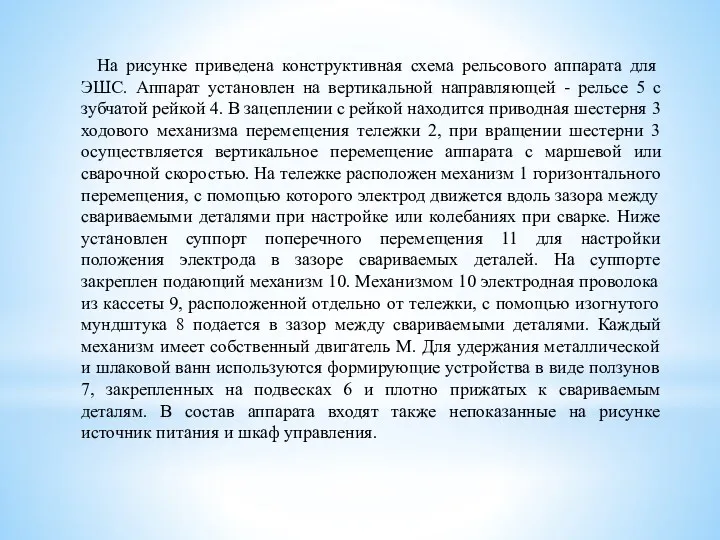
- 9. Схемы ходовых механизмов вертикального перемещения а) рельсовый тип; б) безрельсовый тип (связь тележек с изделием обеспечивается
- 10. Механизмы рельсового типа осуществляют перемещение аппарата по жесткой или гибкой направляющей, установленной параллельно свариваемым кромкам. Как
- 11. Схемы систем подачи электродов а) сварка одиночным электродом; б) сварка несколькими электродами; в) сварка пластинчатыми электродами;
- 12. Механизм подачи одиночного электрода (рис. а), имеет пару роликов — подающий и прижимной, доставляет проволоку в
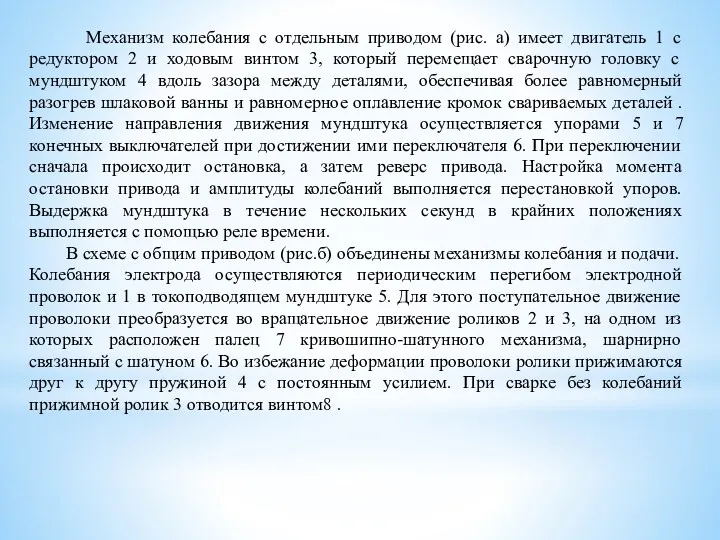
- 13. Схемы механизмов колебания электрода а) с отдельным приводом; б) с общим приводом 1 – двигатель; 2
- 14. Механизм колебания с отдельным приводом (рис. а) имеет двигатель 1 с редуктором 2 и ходовым винтом
- 15. Упрощенная принципиальная схема трансформатора ТШС-1000- 3
- 16. Установки для электрошлаковой сварки и наплавки. Производители оборудования: ПАО “Каховский завод электросварочного оборудования” Институт электросварки им.
- 17. ПАО “Каховский завод электросварочного оборудования”: Автомат электрошлаковый А-550 А 820 К А 1304 А 535
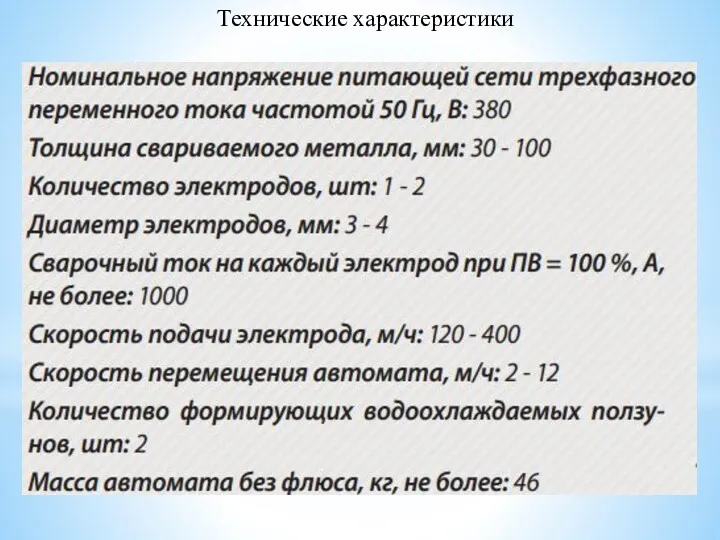
- 18. Автомат электрошлаковый А-550 Предназначен для однопроходной ЭШС металла толщиной от 30мм до 450мм. Сварка производится на
- 19. Технические характеристики
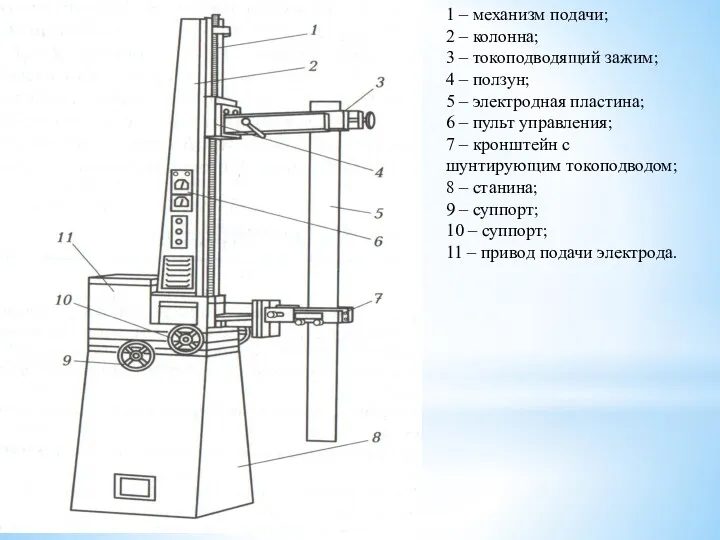
- 21. 1 – механизм подачи; 2 – колонна; 3 – токоподводящий зажим; 4 – ползун; 5 –
- 22. Электродная пластина 5 закрепляется в токоподводящем зажиме 3, жестко связанном с ползуном 4 винтового механизма подачи
- 23. Особенности А-550: - управлением сварочным процессом осуществляется контроллером; - плавное регулирование скорости сварки и маршевой скорости;
- 24. Особенности сварочной головки: - плавное регулирование скорости подачи сварочной проволоки; - ступенчатое регулирования механизма колебания электродов;
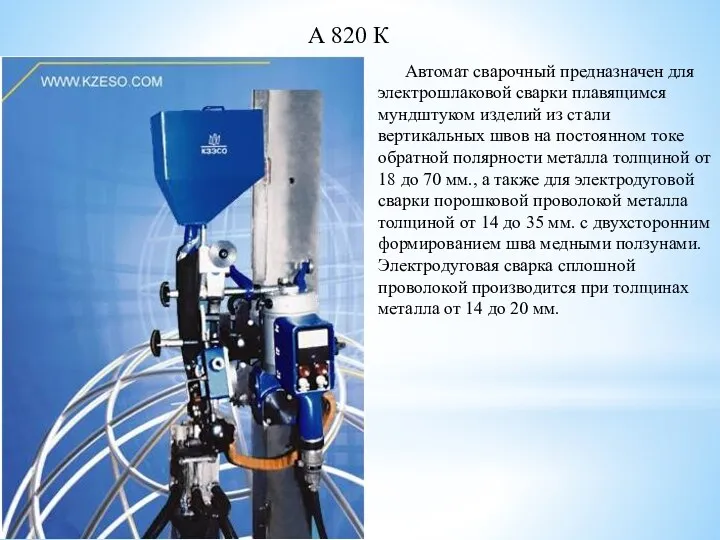
- 25. А 820 К Автомат сварочный предназначен для электрошлаковой сварки плавящимся мундштуком изделий из стали вертикальных швов
- 26. Технические характеристики:
- 27. А 1304 Аппарат предназначены для электрошлаковой сварки плавящимся мундштуком изделий из сталей или алюминия и его
- 28. Технические характеристики:
- 29. Автомат A -535 для ЭШС проволочными электродами Аппарат предназначен для однопроходной электрошлаковой сварки с двусторонним формированием
- 30. Технические характеристики
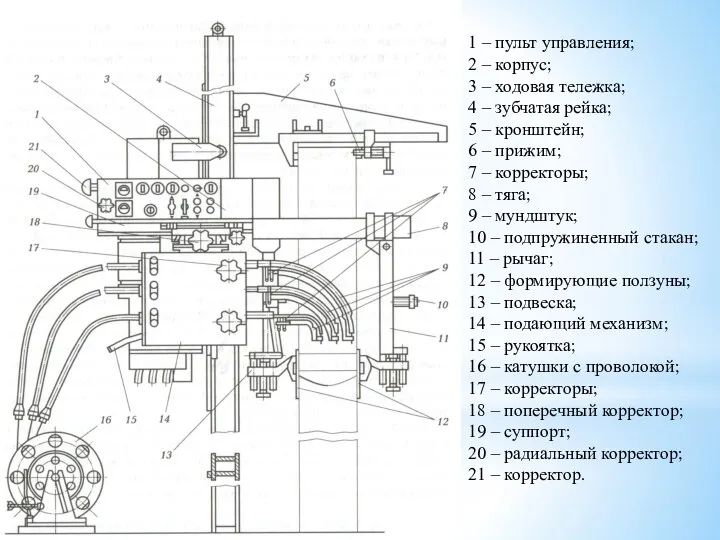
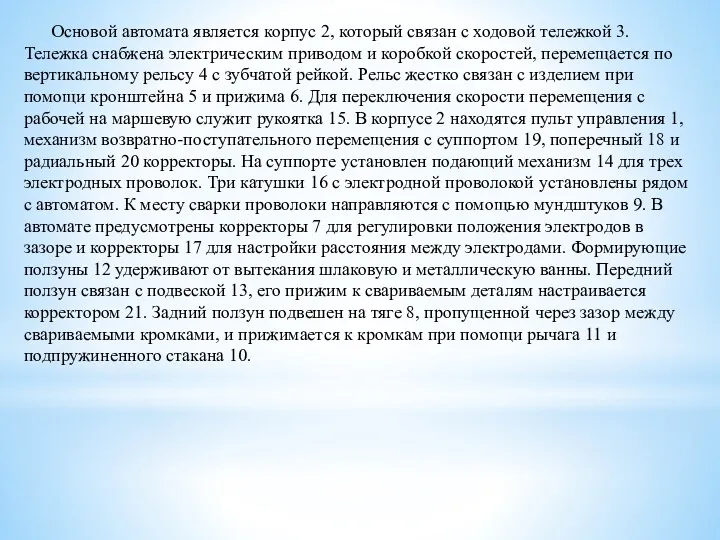
- 31. 1 – пульт управления; 2 – корпус; 3 – ходовая тележка; 4 – зубчатая рейка; 5
- 32. Основой автомата является корпус 2, который связан с ходовой тележкой 3. Тележка снабжена электрическим приводом и
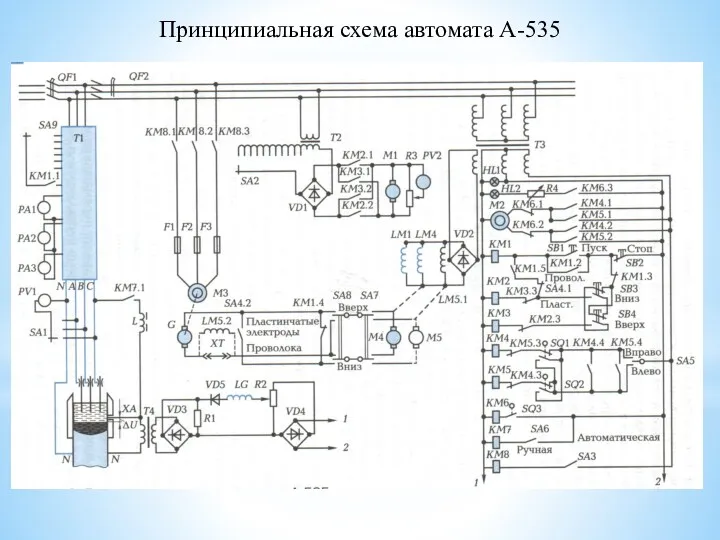
- 33. Принципиальная схема автомата А-535
- 34. В состав системы управления входят следующие исполнительные устройства: сварочный трансформатор П марки ТШС-1000-3, двигатель M l
- 35. Расчет режимов электрошлаковой сварки При электрошлаковой сварке электродом может служить не только проволока, но и электроды
- 36. Основными параметрами режима электрошлаковой сварки являются: Диаметр электродной проволоки, dэл. Сила сварочного тока, Iсв, А. Напряжение
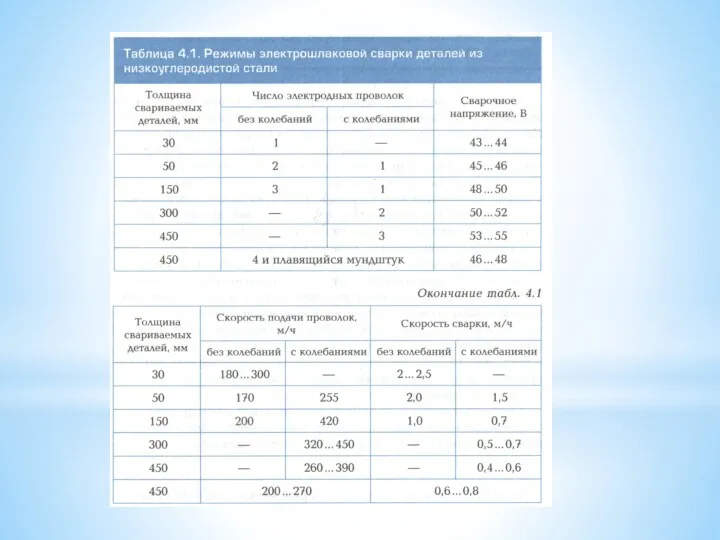
- 37. Расчет режима электрошлаковой сварки проволочными электродами По толщине металла устанавливаются зазор в стыке, пользуясь рекомендациями таблицы
- 38. Расстояние между электродами lэ при сварке без поперечных колебаний принимают равным 30-50 мм, при сварке с
- 39. Сварочный ток с учетом количества проволок определяется по формуле: Iсвп = Iсв · nэл. Uш.в. =
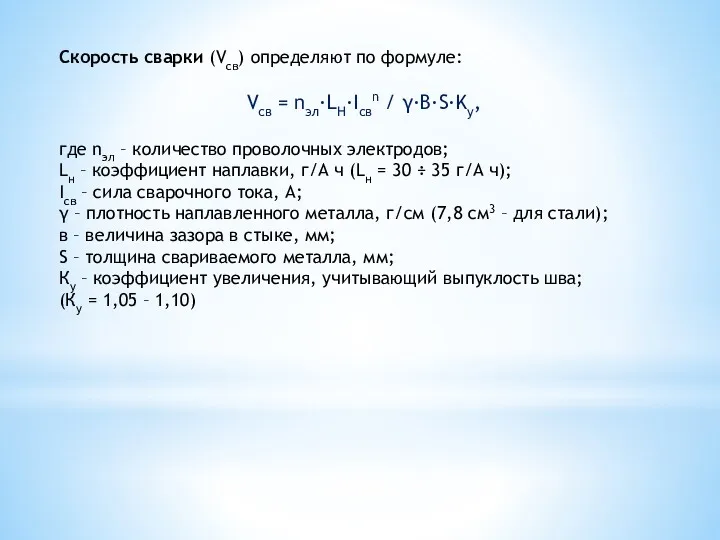
- 40. Скорость сварки (Vсв) определяют по формуле: Vсв = nэл·LH·Iсвn / γ·B·S·Kу, где nэл – количество проволочных
- 41. Глубина шлаковой ванны (hшл), от которой зависит устойчивость процесса и ширина провара, определяется по формуле: hшл
- 42. Институт электросварки им. Е.О.Патона НАН Украины: Автомат АШ-115 Автомат для вертикальной сварки АД 381М (Ш)
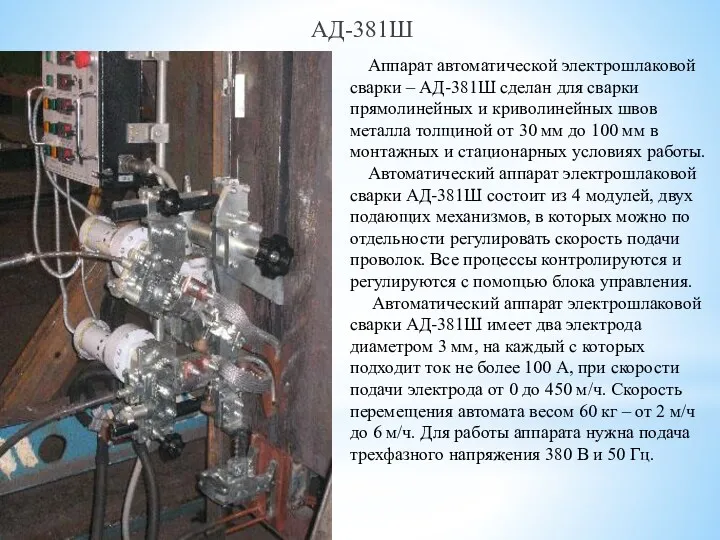
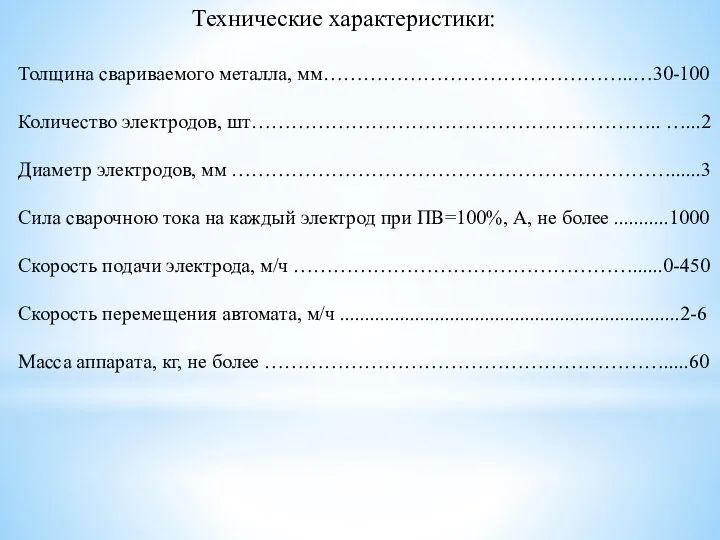
- 43. АД-381Ш Аппарат автоматической электрошлаковой сварки – АД-381Ш сделан для сварки прямолинейных и криволинейных швов металла толщиной
- 44. Технические характеристики: Толщина свариваемого металла, мм………………………………………..…30-100 Количество электродов, шт…………………………………………………….. …...2 Диаметр электродов, мм …………………………………………………………......3 Сила сварочною
- 45. Сварка корпусов электродвигателей
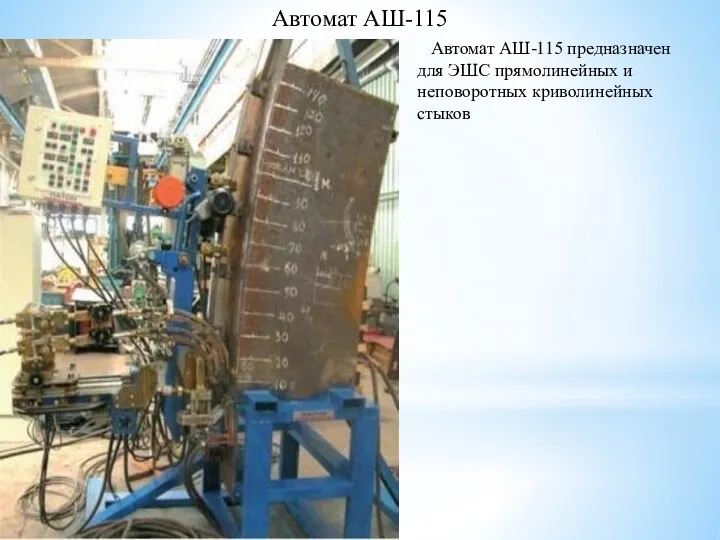
- 46. Автомат АШ-115 Автомат АШ-115 предназначен для ЭШС прямолинейных и неповоротных криволинейных стыков
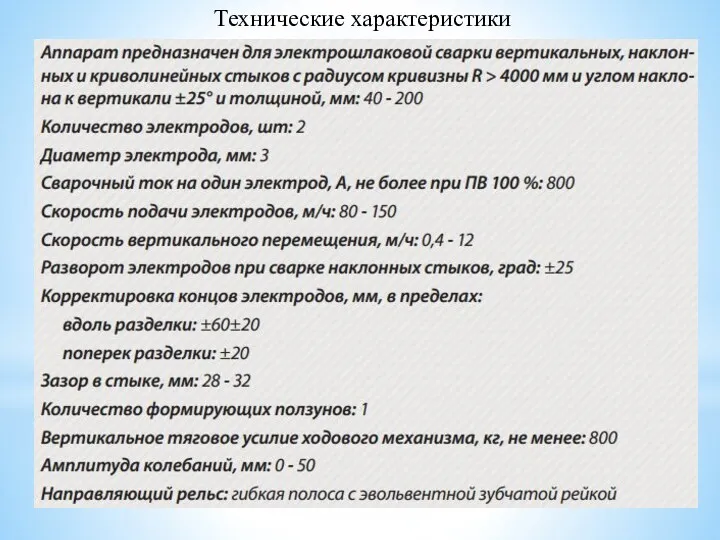
- 47. Технические характеристики
- 48. Автомат для вертикальной сварки АД 381М Специализированный монтажный аппарат нового поколения АД 381М предназначен для электрошлаковой
- 49. Технические характеристики
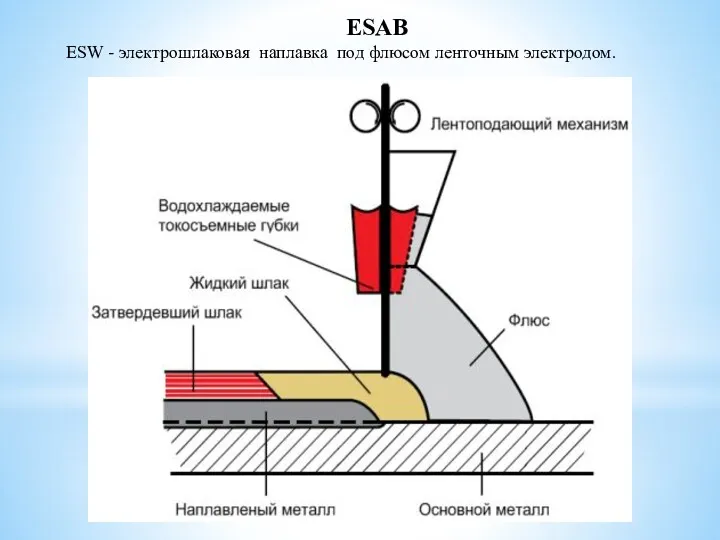
- 50. ESAB ESW - электрошлаковая наплавка под флюсом ленточным электродом.
- 51. Преимущества ESW: • Повышение производительности наплавки от 60 до 80% • В два раза меньшая доля
- 52. Производительность электрошлаковой ленточной наплавки
- 54. Головки для ленточной направки ESAB обычно рекомендует следующие головки для ленточной наплавки – A6S для дуговой
- 56. Скачать презентацию
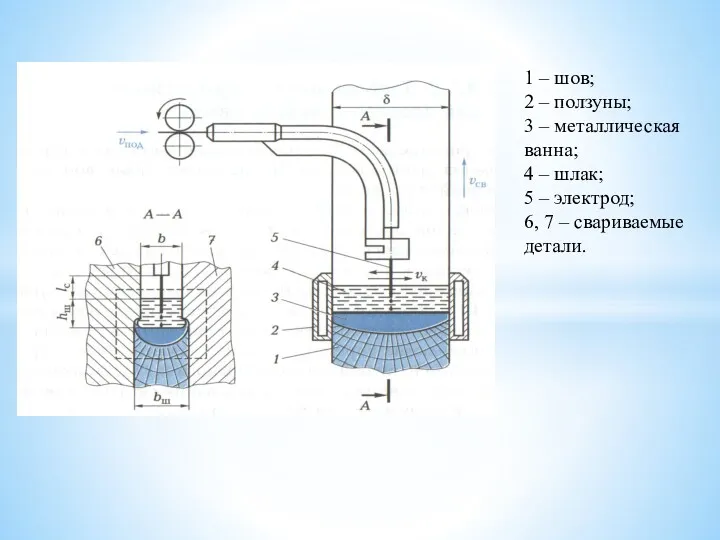
1 – шов;
2 – ползуны;
3 – металлическая ванна;
4 – шлак;
5 –
1 – шов;
2 – ползуны;
3 – металлическая ванна;
4 – шлак;
5 –
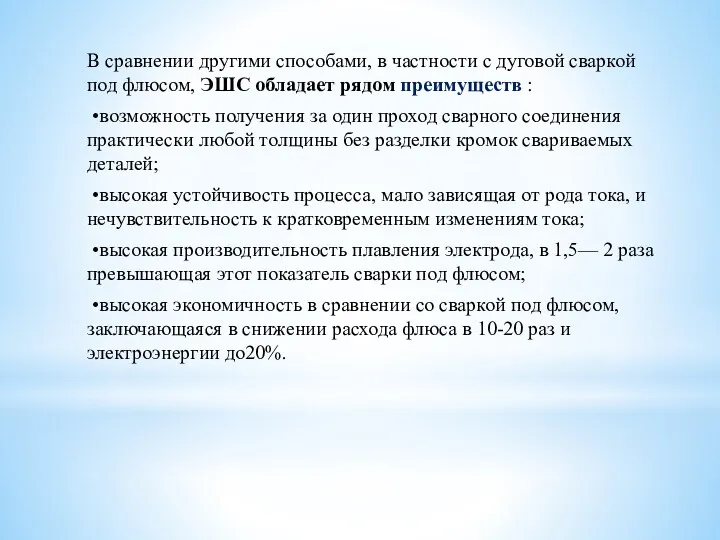
В сравнении другими способами, в частности с дуговой сваркой под флюсом,
В сравнении другими способами, в частности с дуговой сваркой под флюсом,
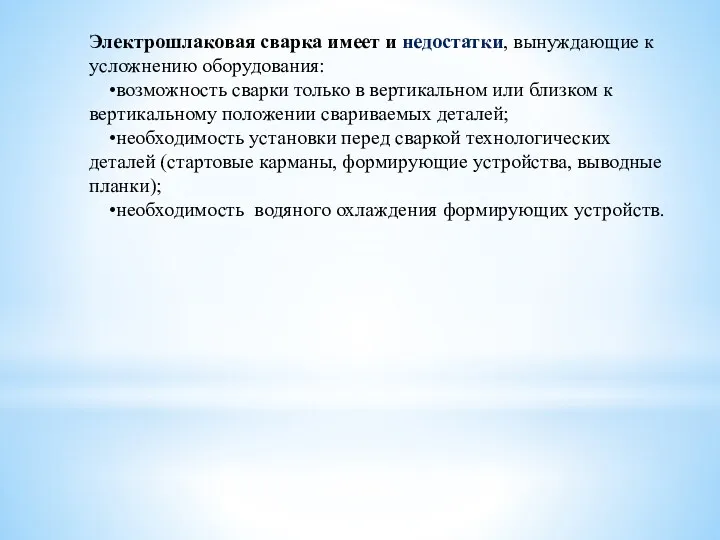
Электрошлаковая сварка имеет и недостатки, вынуждающие к усложнению оборудования:
•возможность
Электрошлаковая сварка имеет и недостатки, вынуждающие к усложнению оборудования:
•возможность
Конструктивная схема рельсового аппарата для ЭШС
1 – механизм горизонтального перемещения;
2 –
Конструктивная схема рельсового аппарата для ЭШС
1 – механизм горизонтального перемещения;
2 –
На рисунке приведена конструктивная схема рельсового аппарата для ЭШС. Аппарат
На рисунке приведена конструктивная схема рельсового аппарата для ЭШС. Аппарат
Схемы ходовых механизмов вертикального перемещения
а) рельсовый тип;
б) безрельсовый тип (связь тележек
Схемы ходовых механизмов вертикального перемещения
а) рельсовый тип;
б) безрельсовый тип (связь тележек
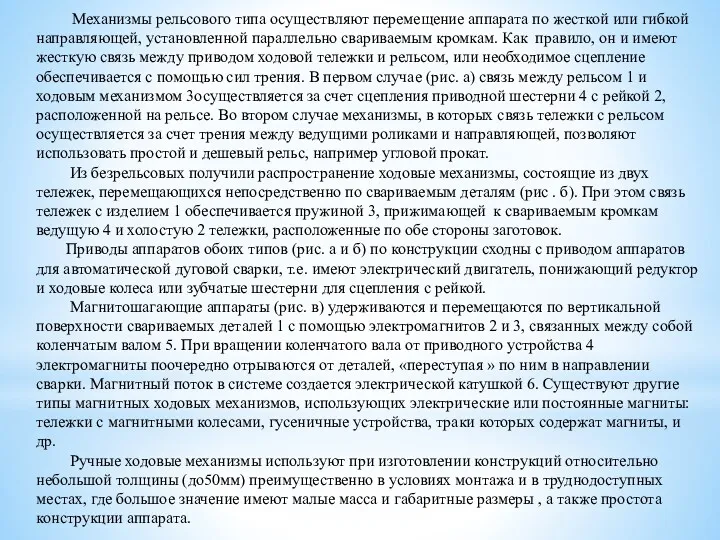
Механизмы рельсового типа осуществляют перемещение аппарата по жесткой или гибкой
Механизмы рельсового типа осуществляют перемещение аппарата по жесткой или гибкой
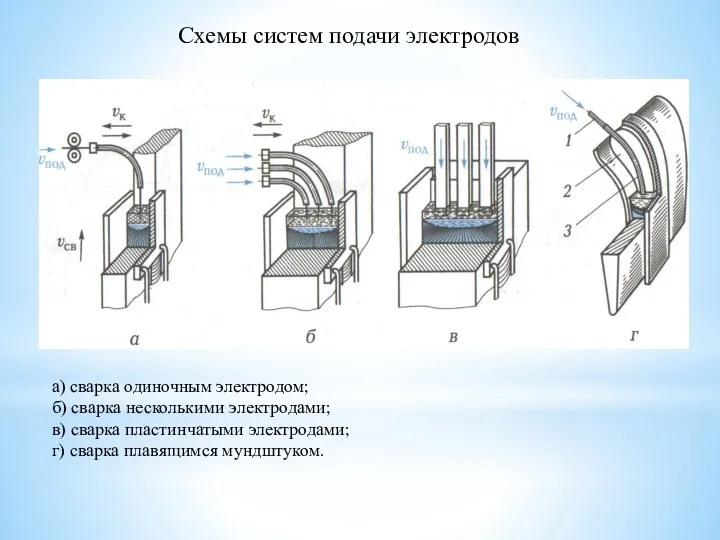
Схемы систем подачи электродов
а) сварка одиночным электродом;
б) сварка несколькими электродами;
в) сварка
Схемы систем подачи электродов
а) сварка одиночным электродом;
б) сварка несколькими электродами;
в) сварка
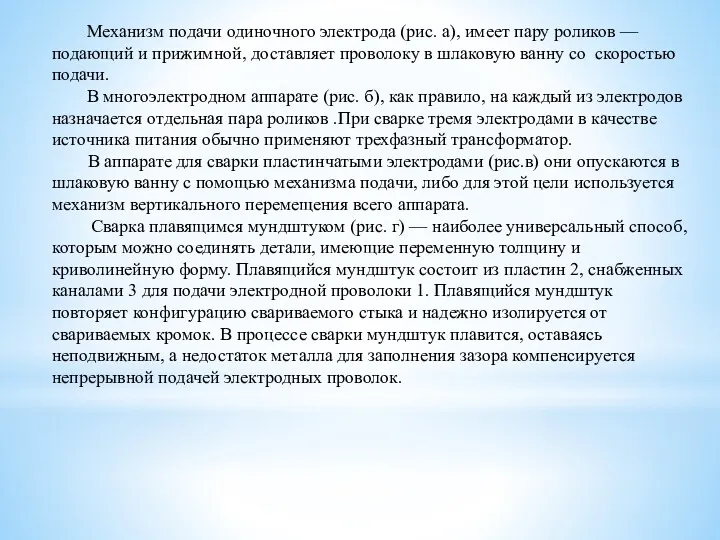
Механизм подачи одиночного электрода (рис. а), имеет пару роликов —
Механизм подачи одиночного электрода (рис. а), имеет пару роликов —

Схемы механизмов колебания электрода
а) с отдельным приводом;
б) с общим
Схемы механизмов колебания электрода
а) с отдельным приводом;
б) с общим
Механизм колебания с отдельным приводом (рис. а) имеет двигатель 1
Механизм колебания с отдельным приводом (рис. а) имеет двигатель 1

Упрощенная принципиальная схема трансформатора ТШС-1000- 3
Упрощенная принципиальная схема трансформатора ТШС-1000- 3
Установки для электрошлаковой сварки и наплавки.
Производители оборудования:
ПАО “Каховский завод электросварочного оборудования”
Институт
Установки для электрошлаковой сварки и наплавки.
Производители оборудования:
ПАО “Каховский завод электросварочного оборудования”
Институт
ПАО “Каховский завод электросварочного оборудования”:
Автомат электрошлаковый А-550
А 820 К
А 1304
А 535
ПАО “Каховский завод электросварочного оборудования”:
Автомат электрошлаковый А-550
А 820 К
А 1304
А 535

Автомат электрошлаковый А-550
Предназначен для однопроходной ЭШС металла толщиной от 30мм
Автомат электрошлаковый А-550
Предназначен для однопроходной ЭШС металла толщиной от 30мм
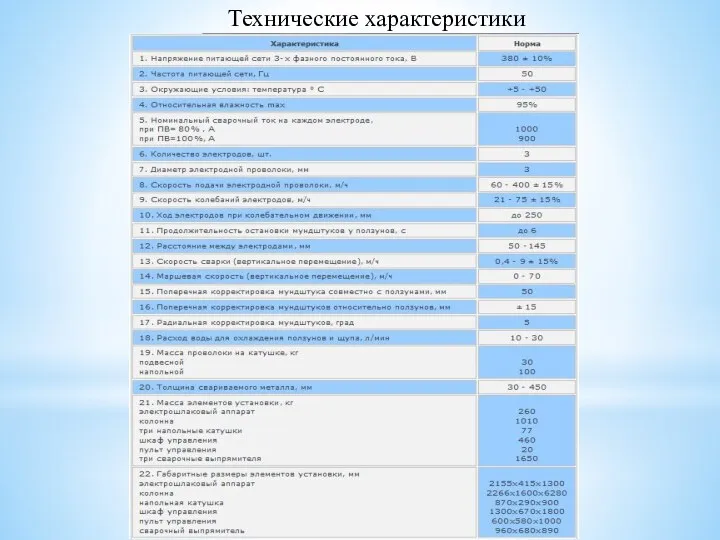
Технические характеристики
Технические характеристики
1 – механизм подачи;
2 – колонна;
3 – токоподводящий зажим;
4 – ползун;
5
1 – механизм подачи;
2 – колонна;
3 – токоподводящий зажим;
4 – ползун;
5
Электродная пластина 5 закрепляется в токоподводящем зажиме 3, жестко связанном
Электродная пластина 5 закрепляется в токоподводящем зажиме 3, жестко связанном
Особенности А-550:
- управлением сварочным процессом осуществляется контроллером;
- плавное регулирование скорости
Особенности А-550:
- управлением сварочным процессом осуществляется контроллером;
- плавное регулирование скорости
Особенности сварочной головки:
- плавное регулирование скорости подачи сварочной проволоки;
- ступенчатое регулирования
Особенности сварочной головки:
- плавное регулирование скорости подачи сварочной проволоки;
- ступенчатое регулирования
А 820 К
Автомат сварочный предназначен для электрошлаковой сварки плавящимся мундштуком
А 820 К
Автомат сварочный предназначен для электрошлаковой сварки плавящимся мундштуком
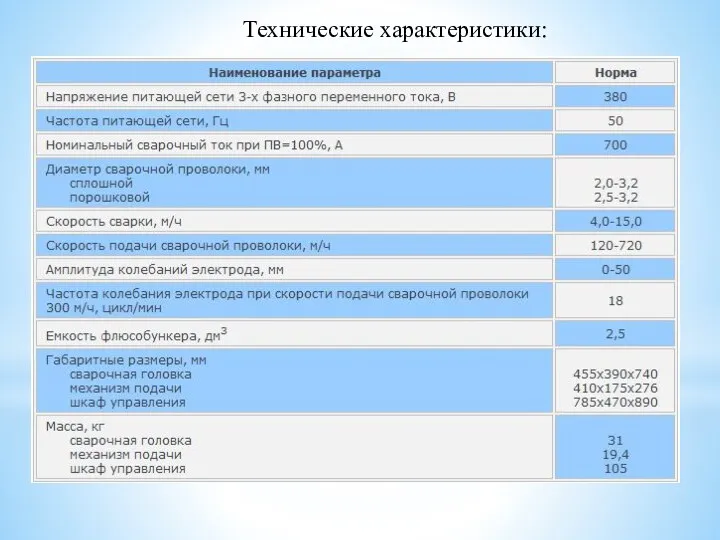
Технические характеристики:
Технические характеристики:

А 1304
Аппарат предназначены для электрошлаковой сварки плавящимся мундштуком изделий из
А 1304
Аппарат предназначены для электрошлаковой сварки плавящимся мундштуком изделий из

Технические характеристики:
Технические характеристики:

Автомат A -535 для ЭШС проволочными электродами
Аппарат предназначен для однопроходной
Автомат A -535 для ЭШС проволочными электродами
Аппарат предназначен для однопроходной
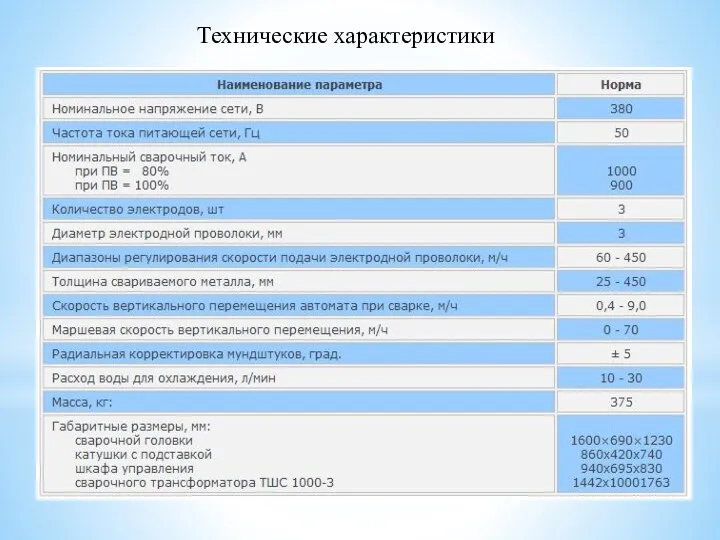
Технические характеристики
Технические характеристики
1 – пульт управления;
2 – корпус;
3 – ходовая тележка;
4 – зубчатая
1 – пульт управления;
2 – корпус;
3 – ходовая тележка;
4 – зубчатая
Основой автомата является корпус 2, который связан с ходовой тележкой
Основой автомата является корпус 2, который связан с ходовой тележкой
Принципиальная схема автомата А-535
Принципиальная схема автомата А-535
В состав системы управления входят следующие исполнительные устройства: сварочный трансформатор
В состав системы управления входят следующие исполнительные устройства: сварочный трансформатор
Расчет режимов электрошлаковой сварки
При электрошлаковой сварке электродом может служить не только
Расчет режимов электрошлаковой сварки
При электрошлаковой сварке электродом может служить не только
Основными параметрами режима электрошлаковой сварки являются:
Диаметр электродной проволоки, dэл.
Сила сварочного тока,
Основными параметрами режима электрошлаковой сварки являются:
Диаметр электродной проволоки, dэл.
Сила сварочного тока,
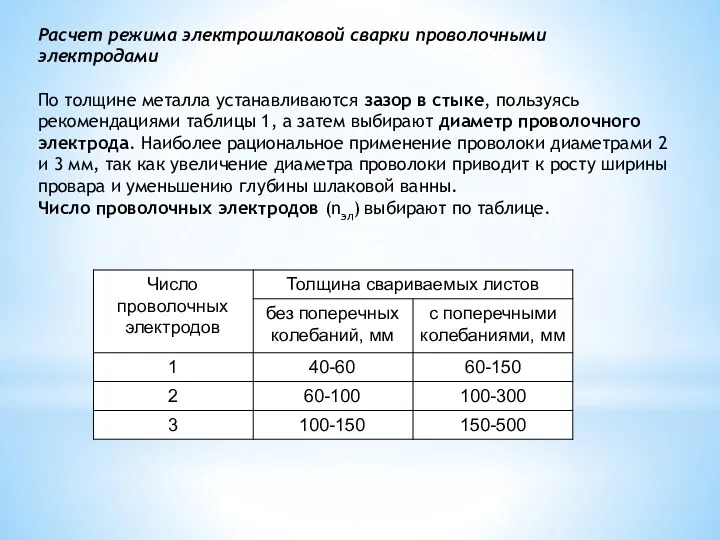
Расчет режима электрошлаковой сварки проволочными электродами
По толщине металла устанавливаются зазор в стыке,
Расчет режима электрошлаковой сварки проволочными электродами
По толщине металла устанавливаются зазор в стыке,
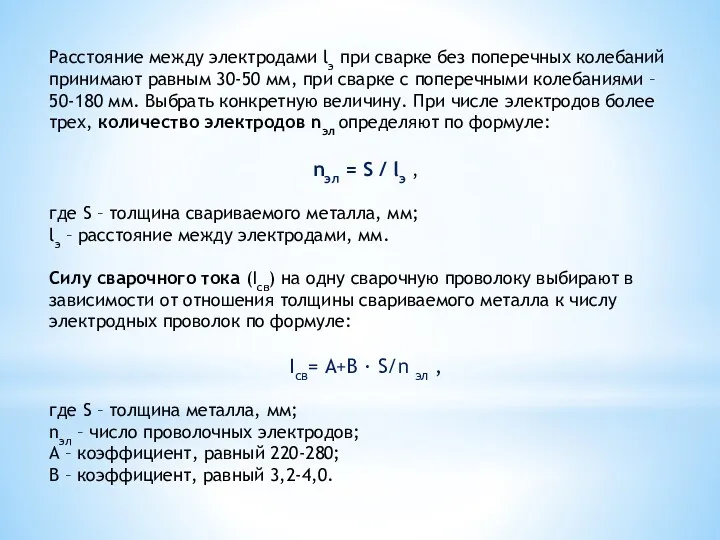
Расстояние между электродами lэ при сварке без поперечных колебаний принимают равным 30-50
Расстояние между электродами lэ при сварке без поперечных колебаний принимают равным 30-50
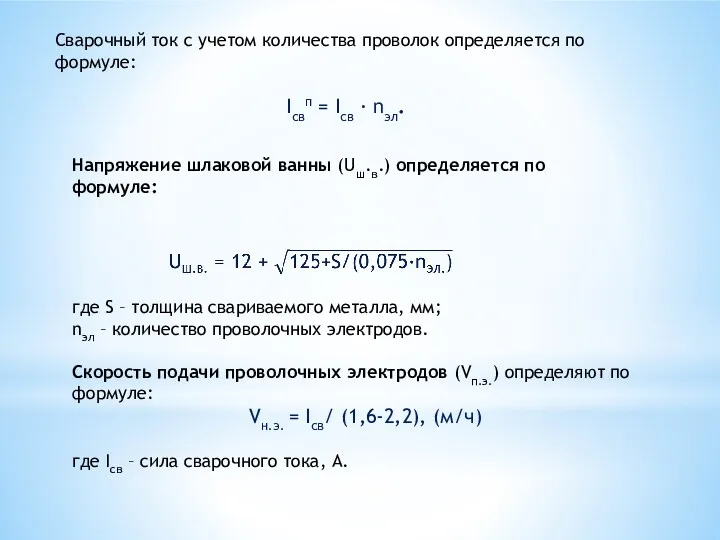
Сварочный ток с учетом количества проволок определяется по формуле:
Iсвп = Iсв · nэл.
Uш.в. =
Сварочный ток с учетом количества проволок определяется по формуле:
Iсвп = Iсв · nэл.
Uш.в. =
Скорость сварки (Vсв) определяют по формуле:
Vсв = nэл·LH·Iсвn / γ·B·S·Kу,
где nэл – количество проволочных электродов;
Lн –
Скорость сварки (Vсв) определяют по формуле:
Vсв = nэл·LH·Iсвn / γ·B·S·Kу,
где nэл – количество проволочных электродов;
Lн –
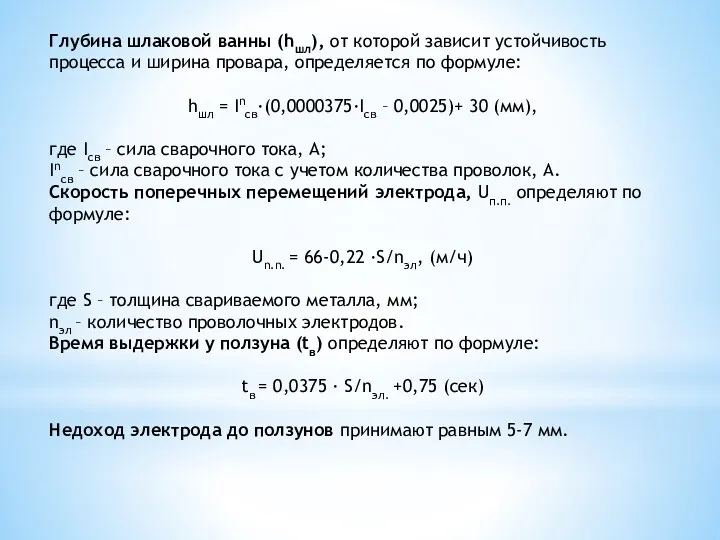
Глубина шлаковой ванны (hшл), от которой зависит устойчивость процесса и ширина провара,
Глубина шлаковой ванны (hшл), от которой зависит устойчивость процесса и ширина провара,
Институт электросварки им. Е.О.Патона НАН Украины:
Автомат АШ-115
Автомат для вертикальной сварки АД
Институт электросварки им. Е.О.Патона НАН Украины:
Автомат АШ-115
Автомат для вертикальной сварки АД
АД-381Ш
Аппарат автоматической электрошлаковой сварки – АД-381Ш сделан для сварки
АД-381Ш
Аппарат автоматической электрошлаковой сварки – АД-381Ш сделан для сварки
Технические характеристики:
Толщина свариваемого металла, мм………………………………………..…30-100
Количество электродов, шт…………………………………………………….. …...2
Диаметр электродов, мм …………………………………………………………......3
Сила сварочною
Технические характеристики:
Толщина свариваемого металла, мм………………………………………..…30-100
Количество электродов, шт…………………………………………………….. …...2
Диаметр электродов, мм …………………………………………………………......3
Сила сварочною
Сварка корпусов электродвигателей
Сварка корпусов электродвигателей
Автомат АШ-115
Автомат АШ-115 предназначен для ЭШС прямолинейных и неповоротных криволинейных
Автомат АШ-115
Автомат АШ-115 предназначен для ЭШС прямолинейных и неповоротных криволинейных
Технические характеристики
Технические характеристики

Автомат для вертикальной сварки АД 381М
Специализированный монтажный аппарат нового поколения АД
Автомат для вертикальной сварки АД 381М
Специализированный монтажный аппарат нового поколения АД
Технические характеристики
Технические характеристики
ESAB
ESW - электрошлаковая наплавка под флюсом ленточным электродом.
ESAB
ESW - электрошлаковая наплавка под флюсом ленточным электродом.
Преимущества ESW:
• Повышение производительности наплавки от 60 до 80%
• В
Преимущества ESW:
• Повышение производительности наплавки от 60 до 80%
• В
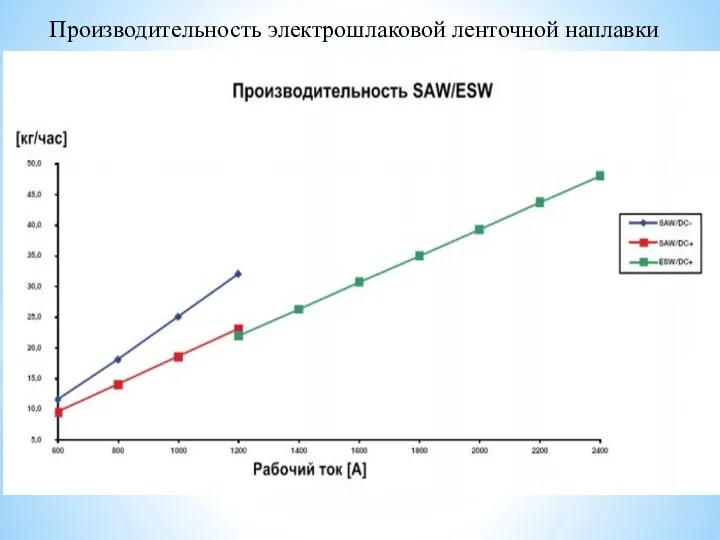
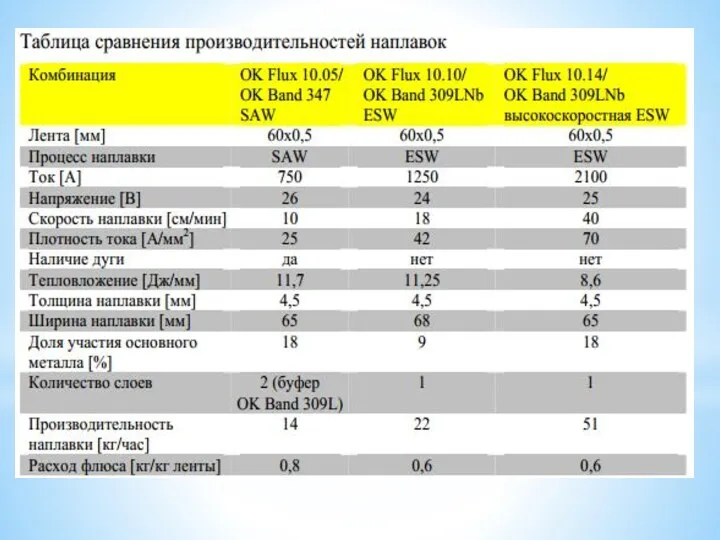
Производительность электрошлаковой ленточной наплавки
Производительность электрошлаковой ленточной наплавки
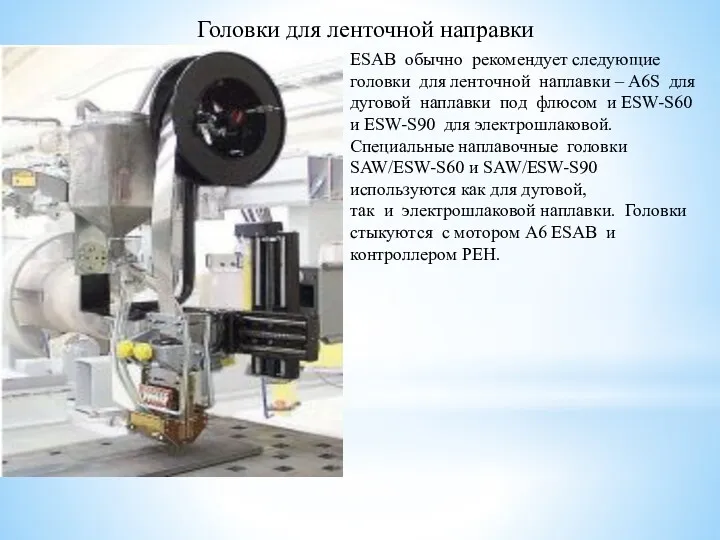
Головки для ленточной направки
ESAB обычно рекомендует следующие головки для ленточной наплавки
Головки для ленточной направки
ESAB обычно рекомендует следующие головки для ленточной наплавки
 Проблемы мотивации современных детей
Проблемы мотивации современных детей Биологическое оружие
Биологическое оружие Обработка записанного вокала
Обработка записанного вокала Организация развивающей предметно-пространственной среды ДО в связи с введением ФГОС
Организация развивающей предметно-пространственной среды ДО в связи с введением ФГОС Природный и попутный нефтяной газы
Природный и попутный нефтяной газы Общение в жизни ребенка
Общение в жизни ребенка Миофункциональная коррекция в работе логопеда (здоровьесберегающие технологии)
Миофункциональная коррекция в работе логопеда (здоровьесберегающие технологии) Псориаз. Красный плоский лишай
Псориаз. Красный плоский лишай Итоги работы путевой машинной станции № 55
Итоги работы путевой машинной станции № 55 Отражение и преломление света. Оптическое изображение
Отражение и преломление света. Оптическое изображение Програмне забезпечення мікропроцесорних систем
Програмне забезпечення мікропроцесорних систем Создание и размещение таможенных органов
Создание и размещение таможенных органов Составление числовых выражений
Составление числовых выражений Подготовка данных к анализу. (Лекция 5)
Подготовка данных к анализу. (Лекция 5) Православные храмы города Саратова
Православные храмы города Саратова Алгоритм диагностики и оказания скорой помощи при кровотечениях
Алгоритм диагностики и оказания скорой помощи при кровотечениях Легенды о короле Артуре: Мифы и Реальность
Легенды о короле Артуре: Мифы и Реальность Донецко-Криворожская советская республика
Донецко-Криворожская советская республика Теорема косинусов
Теорема косинусов Комплекс устройств и схема электроснабжения железных дорог
Комплекс устройств и схема электроснабжения железных дорог Религия иудаизм
Религия иудаизм Специальное сезонное предложение. Корпоративное сервисное обслуживание. Группа компаний Авторусь
Специальное сезонное предложение. Корпоративное сервисное обслуживание. Группа компаний Авторусь Проектирование и эксплуатация объектов размещения отходов
Проектирование и эксплуатация объектов размещения отходов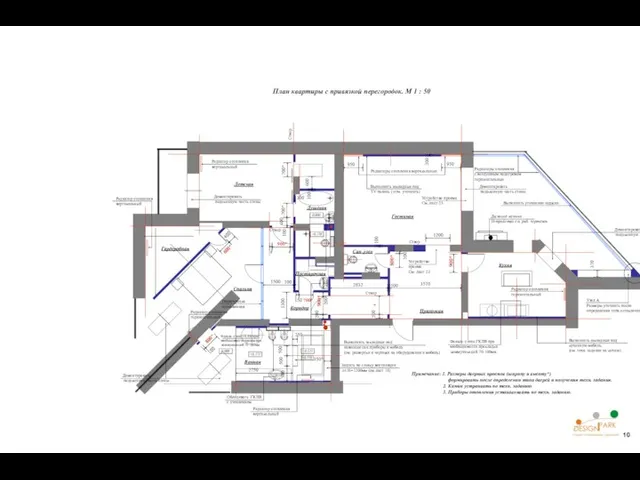 План квартиры с привязкой перегородок
План квартиры с привязкой перегородок Предмет, задачи и объекты дактилоскопической экспертизы
Предмет, задачи и объекты дактилоскопической экспертизы Защита древесины
Защита древесины ОГАС 2.0. Программно-техническое решение системы (часть 2)
ОГАС 2.0. Программно-техническое решение системы (часть 2) Клинико-фармакологическая характеристика лекарственных средств, применяемых при бронхиальной астме
Клинико-фармакологическая характеристика лекарственных средств, применяемых при бронхиальной астме