- Устройство и техническое обслуживание бесстыкового пути

Содержание
- 2. Бесстыковой путь это железнодорожный путь со сварными рельсовыми плетями, у которых при изменениях температуры удлиняются или
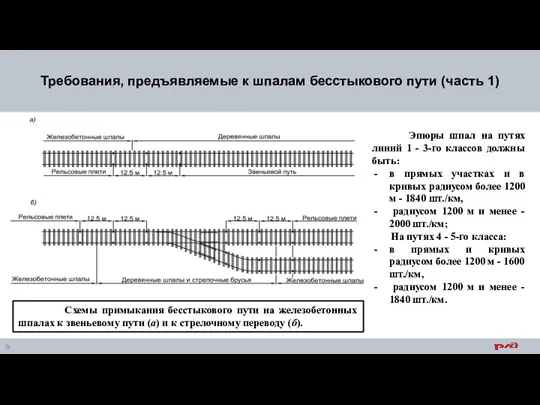
- 3. Бесстыковой путь на главных и станционных путях может укладываться в прямых участках и в кривых радиусами
- 4. На подходах к большим мостам земляное полотно, независимо от класса линии, должно быть уширено дополнительно на
- 5. Требования, предъявляемые к балластному слою бесстыкового пути На вновь укладываемых участках бесстыкового пути должен применяться щебеночный
- 6. Схемы примыкания бесстыкового пути на железобетонных шпалах к звеньевому пути (а) и к стрелочному переводу (б).
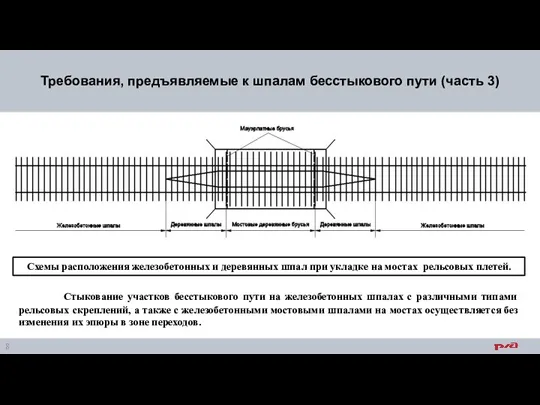
- 7. Схемы расположения железобетонных и деревянных шпал при примыкании рельсовых плетей к мостам. Требования, предъявляемые к шпалам
- 8. Требования, предъявляемые к шпалам бесстыкового пути (часть 3) Схемы расположения железобетонных и деревянных шпал при укладке
- 9. Требования, предъявляемые к шпалам бесстыкового пути (часть 4) Схемы расположения железобетонных и деревянных шпал при укладке
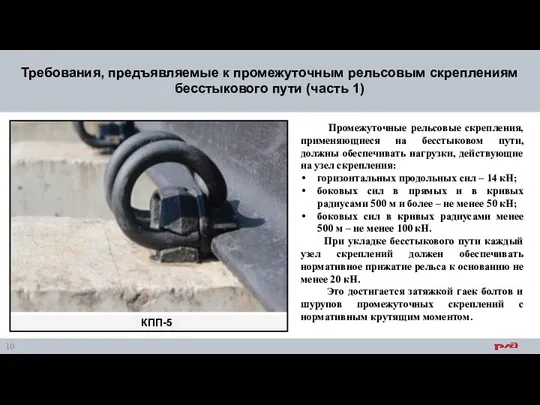
- 10. Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 1) Промежуточные рельсовые скрепления, применяющиеся на бесстыковом
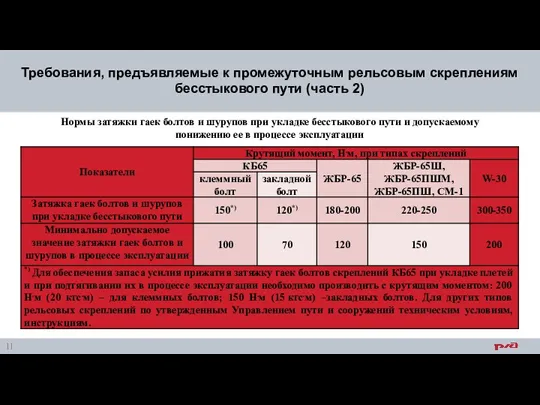
- 11. Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 2) Нормы затяжки гаек болтов и шурупов
- 12. Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 3) Анкерные скрепления типа АРС-4, Пандрол-350, КПП-5
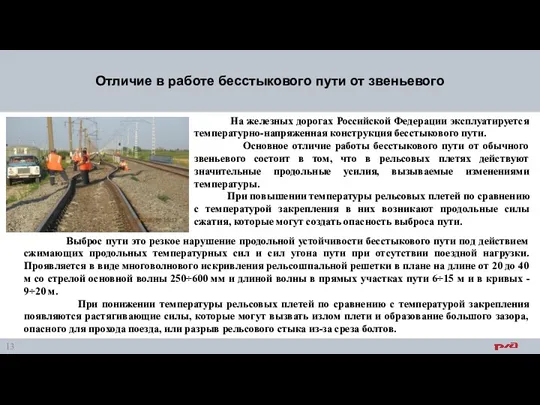
- 13. Отличие в работе бесстыкового пути от звеньевого На железных дорогах Российской Федерации эксплуатируется температурно-напряженная конструкция бесстыкового
- 14. Бесстыковой путь состоит из рельсовых плетей и уравнительных пролётов. Рельсовая плеть это рельс, имеющий длину более
- 15. Для путей 1-го и 2-го классов плети свариваются из новых рельсов длиной 25 м и 100
- 16. Длины плетей устанавливаются проектом. На железнодорожных путях плети из новых, старогодных рельсов могут свариваться между собой
- 17. Плети, укладываемые в кривых должны иметь разную длину по наружной и внутренней нитям с тем, что
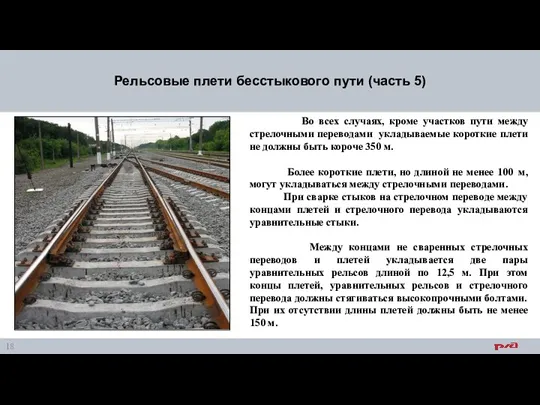
- 18. Рельсовые плети бесстыкового пути (часть 5) Во всех случаях, кроме участков пути между стрелочными переводами укладываемые
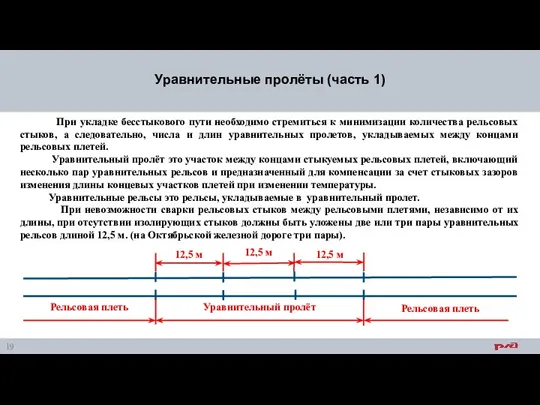
- 19. Уравнительные пролёты (часть 1) При укладке бесстыкового пути необходимо стремиться к минимизации количества рельсовых стыков, а
- 20. В регионах с годовыми амплитудами более 1100С и максимальными суточными перепадами температуры рельсов 500С и более,
- 21. Уравнительные пролёты (часть 3) При временном закреплении плетей при температуре рельсов ниже или выше оптимальной в
- 22. Уравнительные пролёты (часть 4) Запрещается приварка рельсовых соединителей в уравнительных пролетах, а также в местах соединения
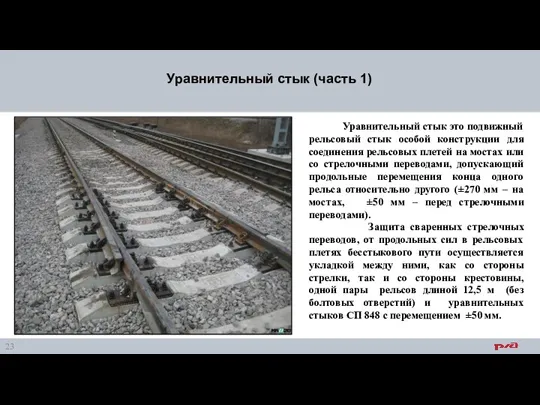
- 23. Уравнительный стык (часть 1) Уравнительный стык это подвижный рельсовый стык особой конструкции для соединения рельсовых плетей
- 24. Уравнительный стык (часть 2) Уравнительный стык СП 848
- 25. Схема стыкования плетей бесстыкового пути с одиночным обыкновенным стрелочным переводом Рельсовая плеть бесстыкового пути Уравнительный стык
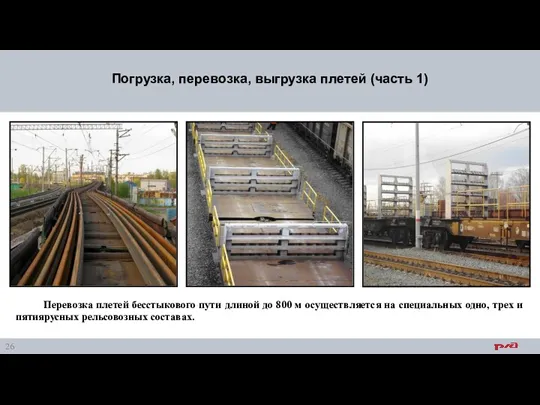
- 26. Погрузка, перевозка, выгрузка плетей (часть 1) Перевозка плетей бесстыкового пути длиной до 800 м осуществляется на
- 27. Погрузка, перевозка, выгрузка плетей (часть 2) Погрузка плетей с продольной надвижкой на ролики спецсостава выполняется или
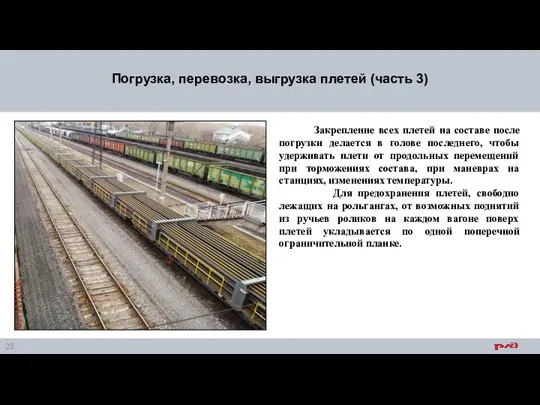
- 28. Погрузка, перевозка, выгрузка плетей (часть 3) Закрепление всех плетей на составе после погрузки делается в голове
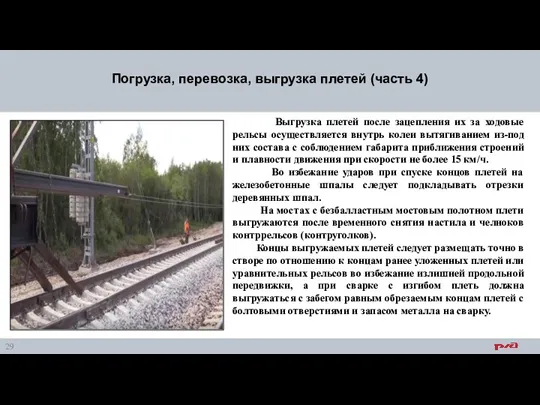
- 29. Погрузка, перевозка, выгрузка плетей (часть 4) Выгрузка плетей после зацепления их за ходовые рельсы осуществляется внутрь
- 30. Погрузка, перевозка, выгрузка плетей (часть 5) Для предупреждения искривления или выброса плетей, выгруженных внутри рельсовой колеи,
- 31. Погрузка, перевозка, выгрузка плетей (часть 6) Охранное устройство (башмак) на торцы рельса
- 32. Погрузка, перевозка, выгрузка плетей (часть 7) При укладке бесстыкового пути на мостах длиной более 33 м
- 33. Укладка плетей (часть 1) Укладка плетей бесстыкового пути на участках ремонтно-путевых работ производится после постановки пути
- 34. Укладка плетей (часть 2) Заменять инвентарные рельсы на плети следует не позднее, чем после пропуска по
- 35. Укладка плетей (часть 3) Запрещается при укладке плетей бесстыкового пути, сваренных из новых рельсов, оставлять в
- 36. Сварка рельсовых плетей (часть 1) Сварка коротких плетей в длинные должна производиться по утвержденным технологическим процессам:
- 37. Сварка рельсовых плетей (часть 2) Перед удлинением коротких эксплуатируемых плетей все дефектные места должны быть вырезаны
- 38. Сварные стрелочные переводы Сварной стрелочный перевод - стрелочный перевод со сварными стыками. Работы по сварке стрелочных
- 39. Закрепление плетей при укладке (часть 1) Температура закрепления (нейтральная температура) плети это температура рельсовой плети, при
- 40. Закрепление плетей при укладке (часть 2) Температурой закрепления короткой рельсовой плети считается средняя из температур, измеренных
- 41. Закрепление плетей при укладке (часть 3) Все вновь уложенные при отрицательных температурах плети до наступления температуры
- 42. Закрепление плетей при укладке (часть 4) Не рекомендуется укладывать рельсовые плети при температурах рельсов ниже минус
- 43. Закрепление плетей при укладке (часть 5) В течение 10 дней с момента укладки, ввода плетей в
- 44. Стыки, сваренные в РСП, отмечаются светлой несмываемой краской двумя вертикальными полосами шириной по 20 мм, которые
- 45. Каждая эксплуатируемая плеть должна иметь маркировку. В проекте укладки бесстыкового пути каждой короткой плети присваивают порядковый
- 46. При обрезке концов плети в процессе укладки длина ее корректируется. После укладки плети в путь её
- 47. После ввода плетей в оптимальную температуру закрепления температура укладки на концах плетей удаляется, а вместо нее
- 48. Маркировка рельсовых плетей (часть 4) При сварке коротких плетей в длинные к маркировке первой и последней
- 49. При сварке в плети рельсов звеньевого пути номер плети присваивается по километру и пикету, где расположено
- 50. Факторы, оказывающие влияние на состояние бесстыкового пути Факторы, характеризующие наличие температурных напряжений в рельсовых плетях Факторы,
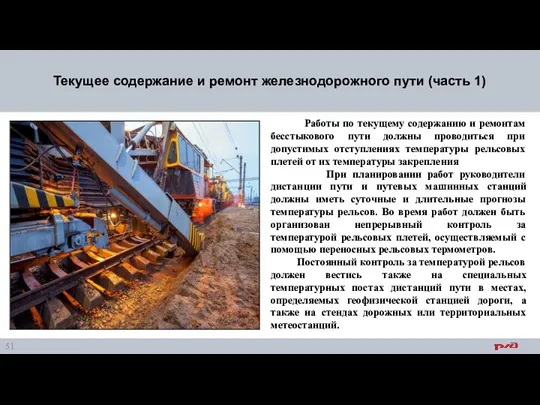
- 51. Текущее содержание и ремонт железнодорожного пути (часть 1) Работы по текущему содержанию и ремонтам бесстыкового пути
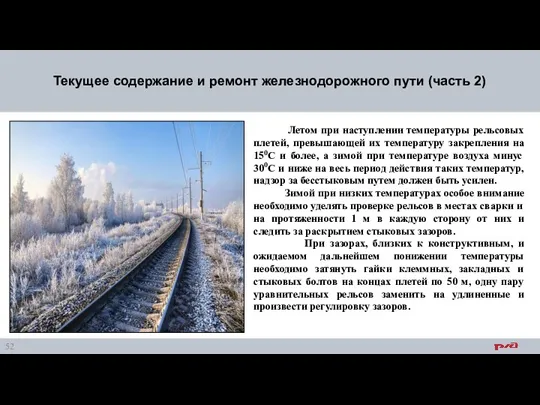
- 52. Текущее содержание и ремонт железнодорожного пути (часть 2) Летом при наступлении температуры рельсовых плетей, превышающей их
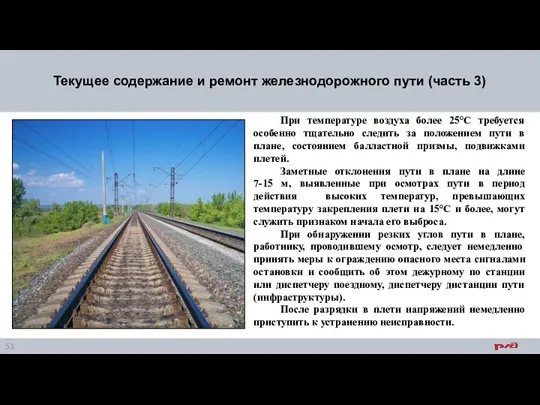
- 53. Текущее содержание и ремонт железнодорожного пути (часть 3) При температуре воздуха более 25°С требуется особенно тщательно
- 54. Текущее содержание и ремонт железнодорожного пути (часть 4) Разрядка напряжений производится в обеих плетях от места
- 55. Особое внимание работники дистанций пути должны уделять предотвращению угона плетей бесстыкового пути. Угон плетей вызывает изменение
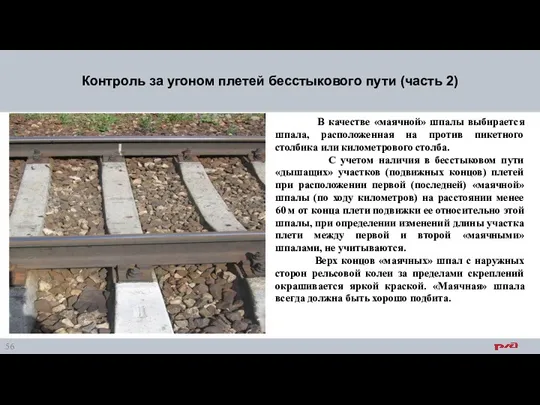
- 56. В качестве «маячной» шпалы выбирается шпала, расположенная на против пикетного столбика или километрового столба. С учетом
- 57. При скреплениях КБ65 закладные болты на ней должны быть затянуты и установлены клеммы с укороченными ножками.
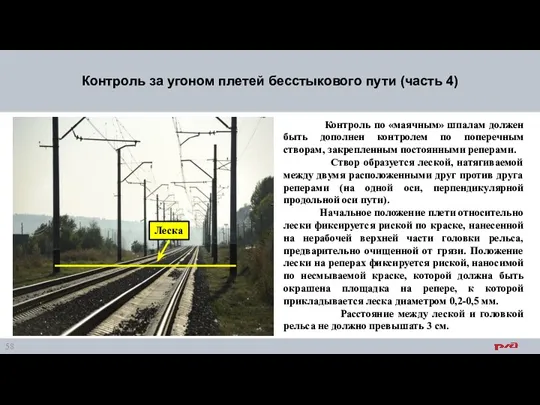
- 58. Леска Контроль по «маячным» шпалам должен быть дополнен контролем по поперечным створам, закрепленным постоянными реперами. Створ
- 59. Для каждой плети створы должны иметь нумерацию, которая наносится по ходу километров, номер створа указывается на
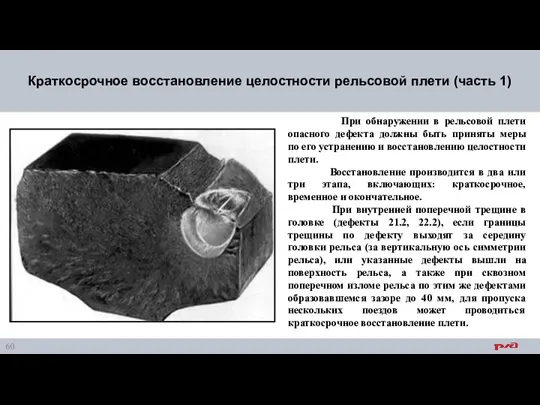
- 60. Краткосрочное восстановление целостности рельсовой плети (часть 1) При обнаружении в рельсовой плети опасного дефекта должны быть
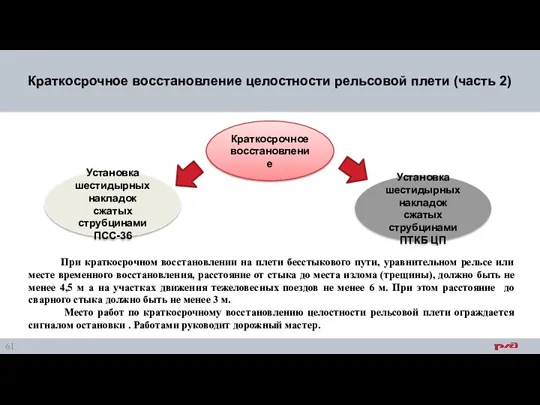
- 61. Краткосрочное восстановление целостности рельсовой плети (часть 2) Краткосрочное восстановление Установка шестидырных накладок сжатых струбцинами ПСС-36 Установка
- 62. Схемы установки струбцин ПСС-36 (путевых соединителей стыков) Схемы установки струбцин ПСС-36: а) при дефекте или изломе
- 63. Скорость движения по участку, где произведено краткосрочное восстановление плети с использованием струбцин ПСС-36, при зазоре в
- 64. Схема установки струбцин конструкции ПТКБ ЦП Струбцина по проекту ПТКБ ЦП (а) и схемы установки струбцин
- 65. Использование струбцин ПТКБ ЦП при краткосрочном восстановлении рельсовых плетей Струбцины ПТКБ ЦП рекомендуется применять на путях
- 66. Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3, 26.4, 27.3, 27.4, 30.2, 31.2, 50.2,
- 67. Временное восстановление целостности рельсовой плети (часть 1) При временном восстановлении из рельсовой плети должна быть вырезана
- 68. 1-3 - расположение резов при виде сбоку; 4-5 - расположение резов в плане; 6 - последовательно
- 69. Восстановление целостности рельсовой плети (часть 2) Каждый временно уложенный рельс (в местах временного восстановления) на расстоянии
- 70. Окончательное восстановление целостности рельсовой плети (часть 1) Окончательное восстановление рельсовых плетей заключается: в вырезке части плети
- 71. Окончательное восстановление целостности рельсовой плети (часть 2) На путях 1 и 2 классов линий «В», «С»,
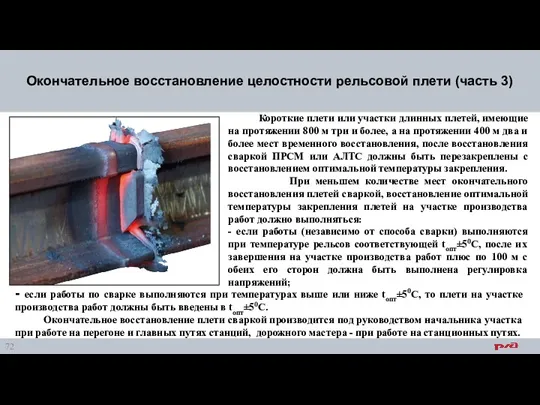
- 72. Окончательное восстановление целостности рельсовой плети (часть 3) Короткие плети или участки длинных плетей, имеющие на протяжении
- 73. Сварка с подтягиванием привариваемой плети. Сварка с подтягиванием привариваемой плети производится при расположении места восстановления на
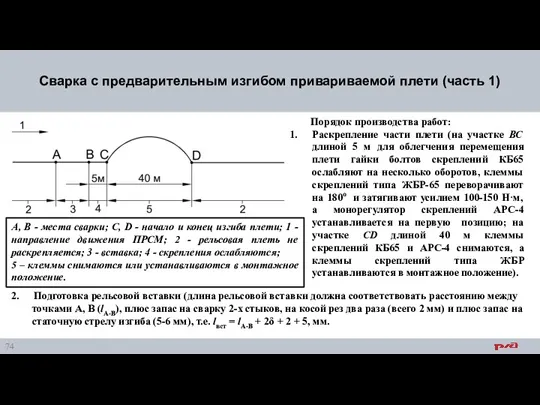
- 74. Сварка с предварительным изгибом привариваемой плети (часть 1) Порядок производства работ: Раскрепление части плети (на участке
- 75. Сварка с предварительным изгибом привариваемой плети (часть 2) 3. Сварка вставки с концами плети в сечении
- 76. Сварка с предварительным изгибом привариваемой плети (часть 3) 6. Выпрямление оставшейся изогнутой части рельсовой плети после
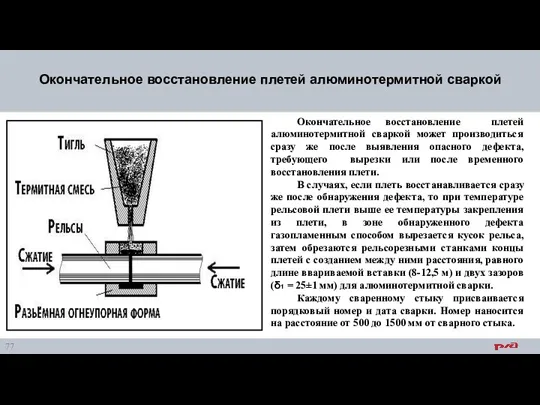
- 77. Окончательное восстановление плетей алюминотермитной сваркой Окончательное восстановление плетей алюминотермитной сваркой может производиться сразу же после выявления
- 78. Разрядка температурных напряжений в рельсовых плетях (часть 1) Разрядка температурных напряжений в плетях бесстыкового пути должна
- 79. Разрядка температурных напряжений в рельсовых плетях (часть 2) Для полного снятия температурных напряжений плети после освобождения
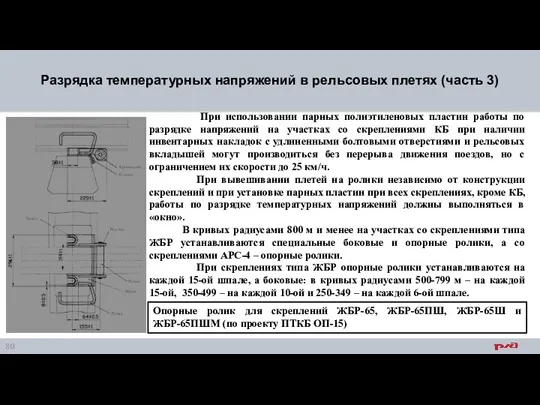
- 80. Разрядка температурных напряжений в рельсовых плетях (часть 3) При использовании парных полиэтиленовых пластин работы по разрядке
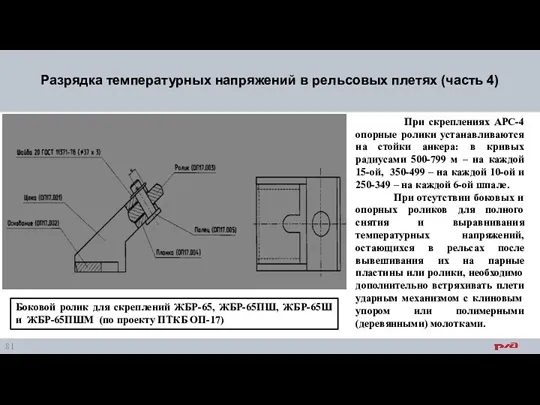
- 81. Разрядка температурных напряжений в рельсовых плетях (часть 4) При скреплениях АРС-4 опорные ролики устанавливаются на стойки
- 82. Разрядка температурных напряжений в рельсовых плетях (часть 5) Опорный ролик для скрепления АРС-4 (по проекту ПТКБ
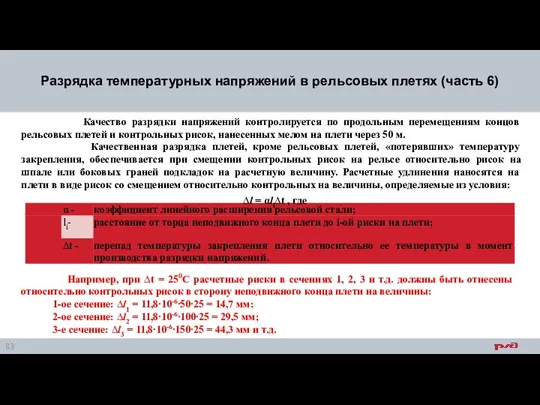
- 83. Разрядка температурных напряжений в рельсовых плетях (часть 6) Качество разрядки напряжений контролируется по продольным перемещениям концов
- 84. Разрядка температурных напряжений в рельсовых плетях (часть 7) Разрядка температурных напряжений в плетях длиной 800 м
- 85. Разрядка температурных напряжений в рельсовых плетях (часть 8) При ожидаемом удлинении плети необходимо снять или сдвинуть
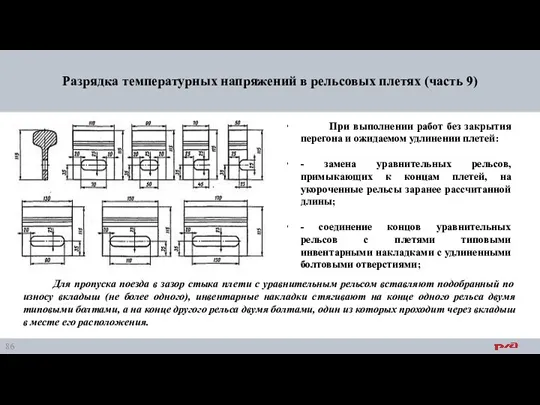
- 86. Разрядка температурных напряжений в рельсовых плетях (часть 9) При выполнении работ без закрытия перегона и ожидаемом
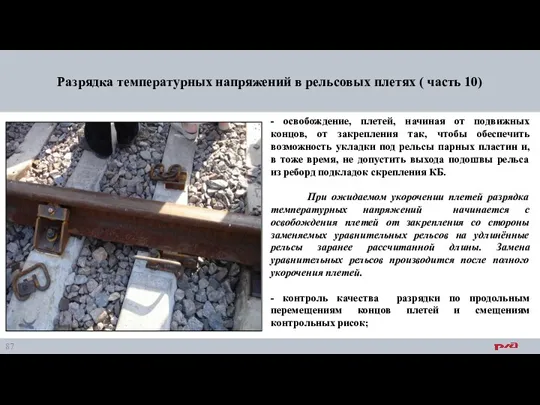
- 87. Разрядка температурных напряжений в рельсовых плетях ( часть 10) - освобождение, плетей, начиная от подвижных концов,
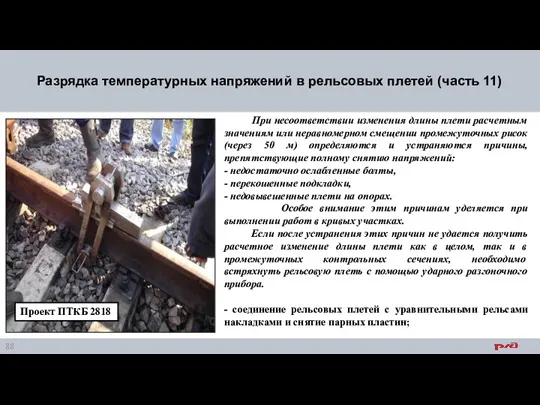
- 88. Разрядка температурных напряжений в рельсовых плетей (часть 11) При несоответствии изменения длины плети расчетным значениям или
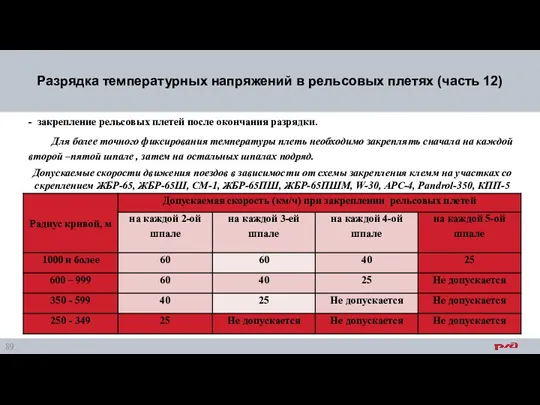
- 89. Разрядка температурных напряжений в рельсовых плетях (часть 12) - закрепление рельсовых плетей после окончания разрядки. Допускаемые
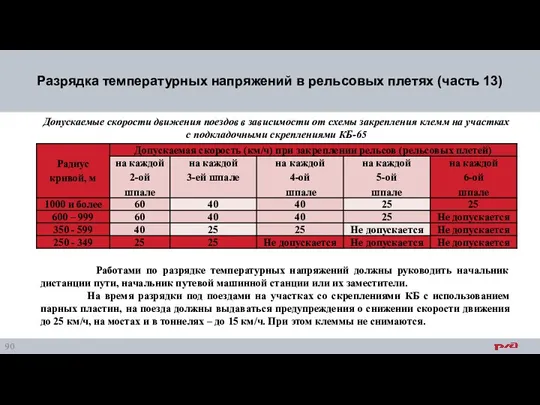
- 90. Разрядка температурных напряжений в рельсовых плетях (часть 13) Допускаемые скорости движения поездов в зависимости от схемы
- 91. Разрядка температурных напряжений в рельсовых плетях (часть 14) Восстановление температурного режима длинных плетей на концевых участках
- 92. Принудительный ввод плетей в оптимальную температуру закрепления (часть 1) В случаях необходимости укладки рельсовых плетей при
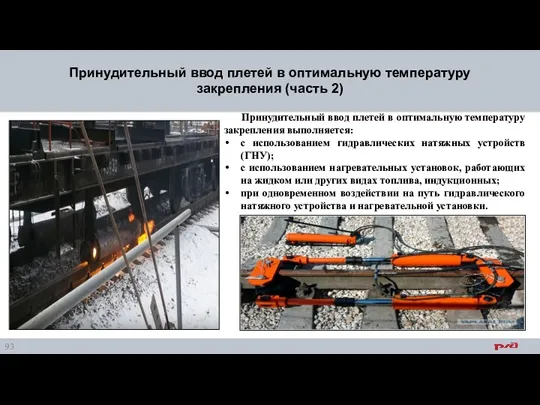
- 93. Принудительный ввод плетей в оптимальную температуру закрепления (часть 2) Принудительный ввод плетей в оптимальную температуру закрепления
- 94. Принудительный ввод плетей в оптимальную температуру закрепления (часть 3) Основным условием применения гидравлических натяжных устройств и
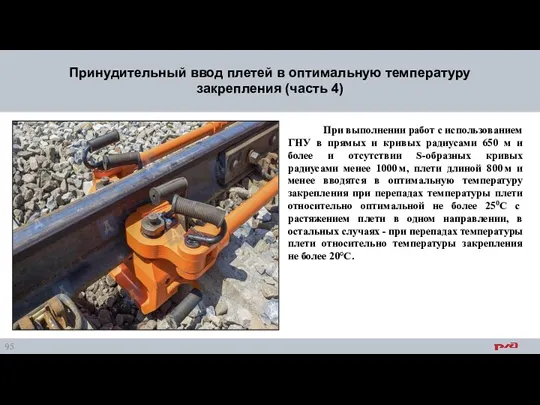
- 95. Принудительный ввод плетей в оптимальную температуру закрепления (часть 4) При выполнении работ с использованием ГНУ в
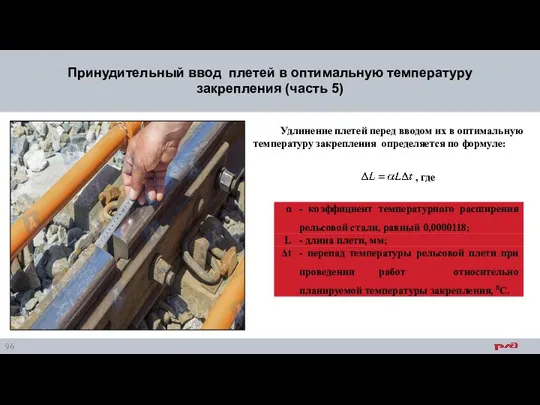
- 96. Принудительный ввод плетей в оптимальную температуру закрепления (часть 5) Удлинение плетей перед вводом их в оптимальную
- 97. Принудительный ввод плетей в оптимальную температуру закрепления (часть 6) Усилия для создания расчетных удлинений в плетях
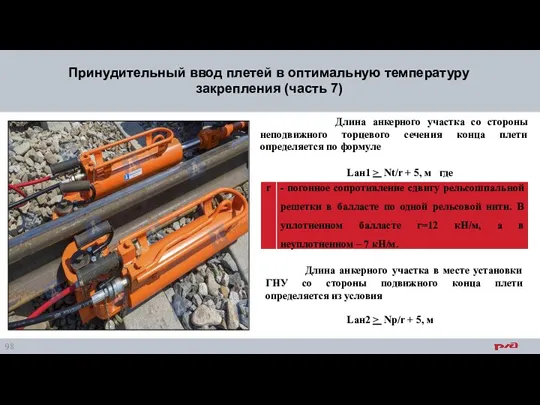
- 98. Принудительный ввод плетей в оптимальную температуру закрепления (часть 7) Длина анкерного участка со стороны неподвижного торцевого
- 99. Принудительный ввод плетей в оптимальную температуру закрепления (часть 8) Анкерные участки должны размещаться вне плети, вводимой
- 100. Принудительный ввод плетей в оптимальную температуру закрепления (часть 9) При перепаде температуры закрепления плети относительно температуры
- 101. Принудительный ввод плетей в оптимальную температуру закрепления (часть 10) После совпадения расчетных рисок на рельсе с
- 102. Нагревательные установки применяют при удлинении плетей длиной 800 м и менее. Нагрев плетей осуществляется в одном
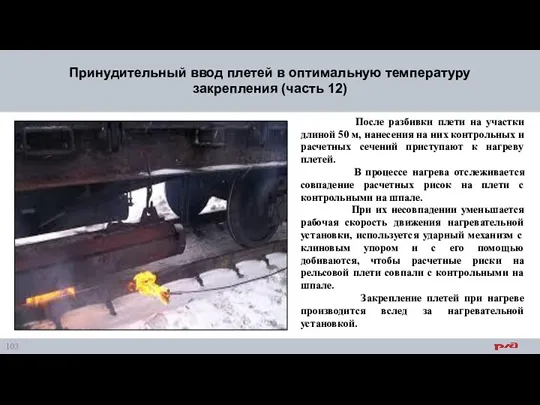
- 103. Принудительный ввод плетей в оптимальную температуру закрепления (часть 12) После разбивки плети на участки длиной 50
- 105. Скачать презентацию
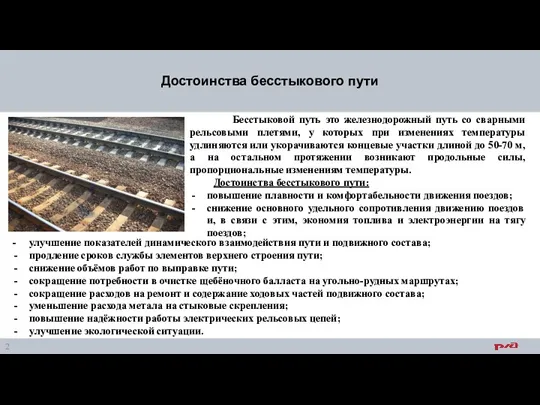
Бесстыковой путь это железнодорожный путь со сварными рельсовыми плетями, у
Бесстыковой путь это железнодорожный путь со сварными рельсовыми плетями, у
Бесстыковой путь на главных и станционных путях может укладываться в
Бесстыковой путь на главных и станционных путях может укладываться в
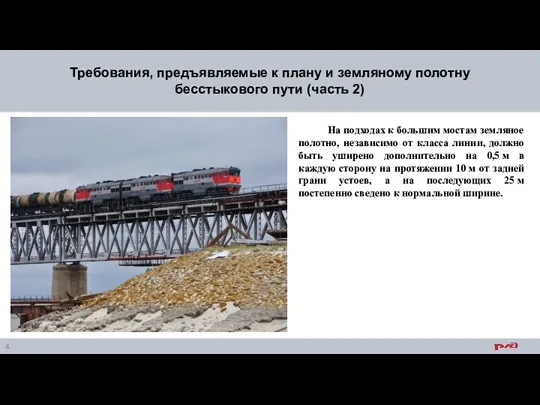
На подходах к большим мостам земляное полотно, независимо от класса
На подходах к большим мостам земляное полотно, независимо от класса
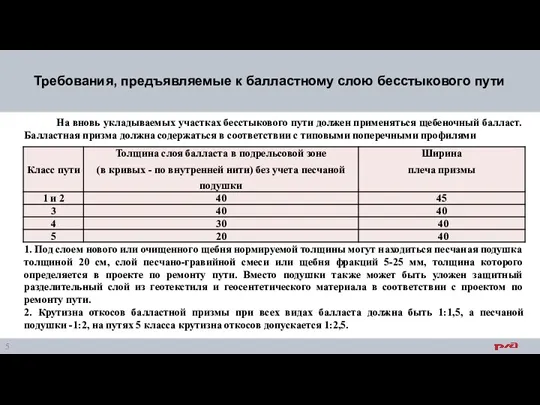
Требования, предъявляемые к балластному слою бесстыкового пути
На вновь укладываемых
Требования, предъявляемые к балластному слою бесстыкового пути
На вновь укладываемых
Схемы примыкания бесстыкового пути на железобетонных шпалах к звеньевому пути
Схемы примыкания бесстыкового пути на железобетонных шпалах к звеньевому пути

Схемы расположения железобетонных и деревянных шпал при примыкании рельсовых плетей
Схемы расположения железобетонных и деревянных шпал при примыкании рельсовых плетей
Требования, предъявляемые к шпалам бесстыкового пути (часть 3)
Схемы расположения железобетонных
Требования, предъявляемые к шпалам бесстыкового пути (часть 3)
Схемы расположения железобетонных

Требования, предъявляемые к шпалам бесстыкового пути (часть 4)
Схемы расположения железобетонных
Требования, предъявляемые к шпалам бесстыкового пути (часть 4)
Схемы расположения железобетонных
Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 1)
Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 1)
Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 2)
Нормы
Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 2)
Нормы
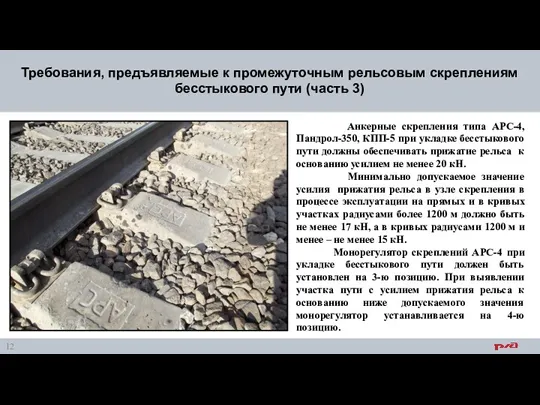
Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 3)
Требования, предъявляемые к промежуточным рельсовым скреплениям бесстыкового пути (часть 3)
Отличие в работе бесстыкового пути от звеньевого
На железных дорогах Российской
Отличие в работе бесстыкового пути от звеньевого
На железных дорогах Российской
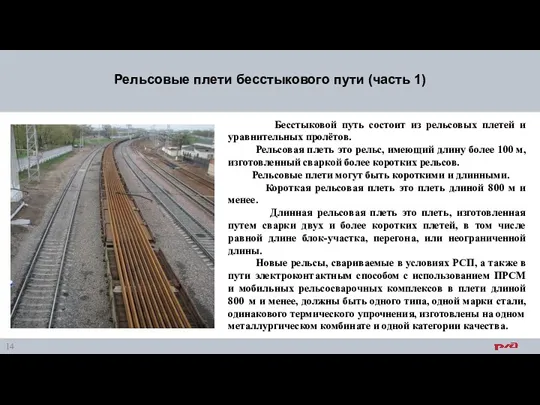
Бесстыковой путь состоит из рельсовых плетей и уравнительных пролётов.
Рельсовая
Бесстыковой путь состоит из рельсовых плетей и уравнительных пролётов.
Рельсовая
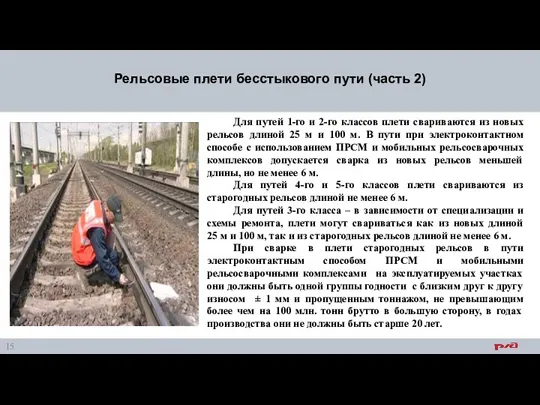
Для путей 1-го и 2-го классов плети свариваются из новых рельсов
Для путей 1-го и 2-го классов плети свариваются из новых рельсов
Длины плетей устанавливаются проектом. На железнодорожных путях плети из новых,
Длины плетей устанавливаются проектом. На железнодорожных путях плети из новых,
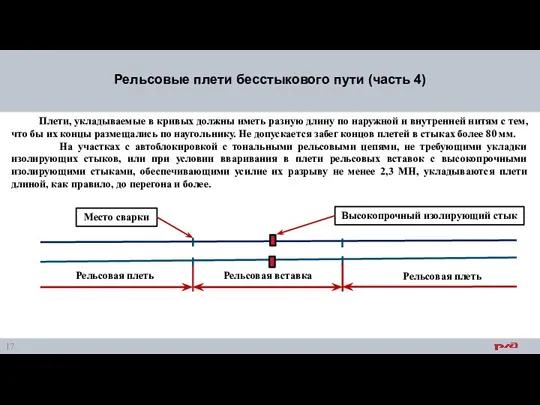
Плети, укладываемые в кривых должны иметь разную длину по наружной
Плети, укладываемые в кривых должны иметь разную длину по наружной
Рельсовые плети бесстыкового пути (часть 5)
Во всех случаях, кроме участков
Рельсовые плети бесстыкового пути (часть 5)
Во всех случаях, кроме участков
Уравнительные пролёты (часть 1)
При укладке бесстыкового пути необходимо стремиться к
Уравнительные пролёты (часть 1)
При укладке бесстыкового пути необходимо стремиться к
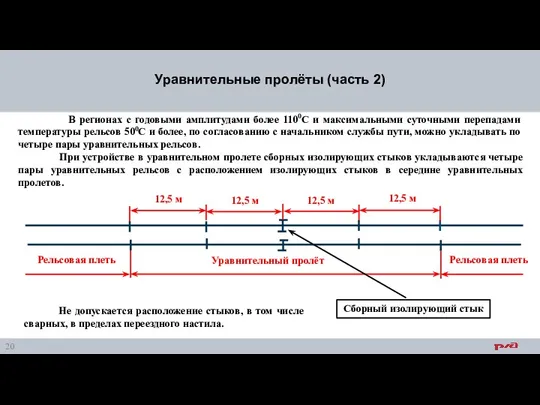
В регионах с годовыми амплитудами более 1100С и максимальными суточными
В регионах с годовыми амплитудами более 1100С и максимальными суточными
Уравнительные пролёты (часть 3)
При временном закреплении плетей при температуре рельсов
Уравнительные пролёты (часть 3)
При временном закреплении плетей при температуре рельсов
Уравнительные пролёты (часть 4)
Запрещается приварка рельсовых соединителей в уравнительных пролетах,
Уравнительные пролёты (часть 4)
Запрещается приварка рельсовых соединителей в уравнительных пролетах,
Уравнительный стык (часть 1)
Уравнительный стык это подвижный рельсовый стык особой
Уравнительный стык (часть 1)
Уравнительный стык это подвижный рельсовый стык особой

Уравнительный стык (часть 2)
Уравнительный стык СП 848
Уравнительный стык (часть 2)
Уравнительный стык СП 848
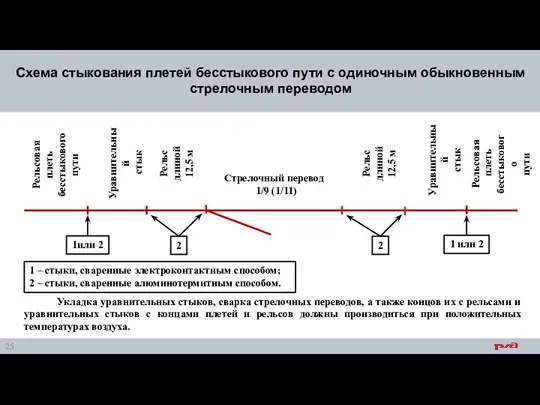
Схема стыкования плетей бесстыкового пути с одиночным обыкновенным стрелочным переводом
Рельсовая плеть
бесстыкового
Схема стыкования плетей бесстыкового пути с одиночным обыкновенным стрелочным переводом
Рельсовая плеть
бесстыкового
Погрузка, перевозка, выгрузка плетей (часть 1)
Перевозка плетей бесстыкового пути длиной
Погрузка, перевозка, выгрузка плетей (часть 1)
Перевозка плетей бесстыкового пути длиной

Погрузка, перевозка, выгрузка плетей (часть 2)
Погрузка плетей с продольной надвижкой
Погрузка, перевозка, выгрузка плетей (часть 2)
Погрузка плетей с продольной надвижкой
Погрузка, перевозка, выгрузка плетей (часть 3)
Закрепление всех плетей на составе
Погрузка, перевозка, выгрузка плетей (часть 3)
Закрепление всех плетей на составе
Погрузка, перевозка, выгрузка плетей (часть 4)
Выгрузка плетей после зацепления их
Погрузка, перевозка, выгрузка плетей (часть 4)
Выгрузка плетей после зацепления их
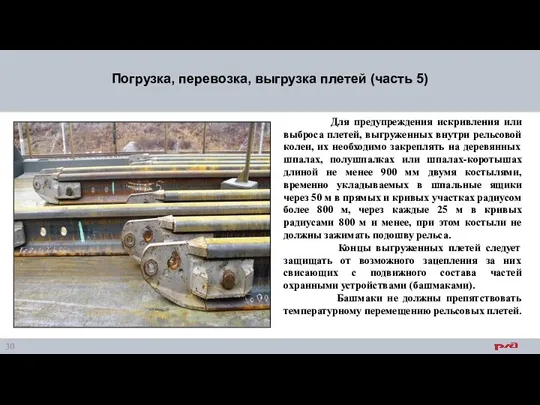
Погрузка, перевозка, выгрузка плетей (часть 5)
Для предупреждения искривления или выброса
Погрузка, перевозка, выгрузка плетей (часть 5)
Для предупреждения искривления или выброса

Погрузка, перевозка, выгрузка плетей (часть 6)
Охранное устройство (башмак) на торцы рельса
Погрузка, перевозка, выгрузка плетей (часть 6)
Охранное устройство (башмак) на торцы рельса
Погрузка, перевозка, выгрузка плетей (часть 7)
При укладке бесстыкового пути на
Погрузка, перевозка, выгрузка плетей (часть 7)
При укладке бесстыкового пути на
Укладка плетей (часть 1)
Укладка плетей бесстыкового пути на участках ремонтно-путевых
Укладка плетей (часть 1)
Укладка плетей бесстыкового пути на участках ремонтно-путевых
Укладка плетей (часть 2)
Заменять инвентарные рельсы на плети следует не
Укладка плетей (часть 2)
Заменять инвентарные рельсы на плети следует не

Укладка плетей (часть 3)
Запрещается при укладке плетей бесстыкового пути, сваренных
Укладка плетей (часть 3)
Запрещается при укладке плетей бесстыкового пути, сваренных
Сварка рельсовых плетей (часть 1)
Сварка коротких плетей в длинные должна
Сварка рельсовых плетей (часть 1)
Сварка коротких плетей в длинные должна
Сварка рельсовых плетей (часть 2)
Перед удлинением коротких эксплуатируемых плетей все
Сварка рельсовых плетей (часть 2)
Перед удлинением коротких эксплуатируемых плетей все
Сварные стрелочные переводы
Сварной стрелочный перевод - стрелочный перевод со
Сварные стрелочные переводы
Сварной стрелочный перевод - стрелочный перевод со
Закрепление плетей при укладке (часть 1)
Температура закрепления (нейтральная температура)
Закрепление плетей при укладке (часть 1)
Температура закрепления (нейтральная температура)
Закрепление плетей при укладке (часть 2)
Температурой закрепления короткой рельсовой
Закрепление плетей при укладке (часть 2)
Температурой закрепления короткой рельсовой
Закрепление плетей при укладке (часть 3)
Все вновь уложенные при
Закрепление плетей при укладке (часть 3)
Все вновь уложенные при
Закрепление плетей при укладке (часть 4)
Не рекомендуется укладывать рельсовые
Закрепление плетей при укладке (часть 4)
Не рекомендуется укладывать рельсовые
Закрепление плетей при укладке (часть 5)
В течение 10 дней
Закрепление плетей при укладке (часть 5)
В течение 10 дней

Стыки, сваренные в РСП, отмечаются светлой несмываемой краской двумя вертикальными
Стыки, сваренные в РСП, отмечаются светлой несмываемой краской двумя вертикальными
Каждая эксплуатируемая плеть должна иметь маркировку. В проекте укладки бесстыкового
Каждая эксплуатируемая плеть должна иметь маркировку. В проекте укладки бесстыкового
При обрезке концов плети в процессе укладки длина ее корректируется.
При обрезке концов плети в процессе укладки длина ее корректируется.
После ввода плетей в оптимальную температуру закрепления температура укладки на
После ввода плетей в оптимальную температуру закрепления температура укладки на
Маркировка рельсовых плетей (часть 4)
При сварке коротких плетей в длинные
Маркировка рельсовых плетей (часть 4)
При сварке коротких плетей в длинные
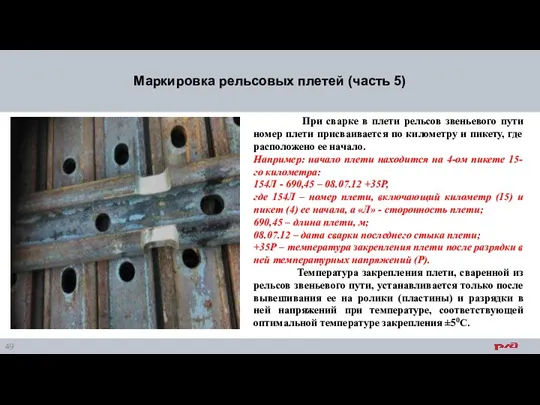
При сварке в плети рельсов звеньевого пути номер плети присваивается
При сварке в плети рельсов звеньевого пути номер плети присваивается

Факторы, оказывающие влияние на состояние бесстыкового пути
Факторы, характеризующие наличие температурных напряжений
Факторы, оказывающие влияние на состояние бесстыкового пути
Факторы, характеризующие наличие температурных напряжений
Текущее содержание и ремонт железнодорожного пути (часть 1)
Работы по текущему
Текущее содержание и ремонт железнодорожного пути (часть 1)
Работы по текущему
Текущее содержание и ремонт железнодорожного пути (часть 2)
Летом при наступлении
Текущее содержание и ремонт железнодорожного пути (часть 2)
Летом при наступлении
Текущее содержание и ремонт железнодорожного пути (часть 3)
При температуре воздуха более
Текущее содержание и ремонт железнодорожного пути (часть 3)
При температуре воздуха более
Текущее содержание и ремонт железнодорожного пути (часть 4)
Разрядка напряжений производится в
Текущее содержание и ремонт железнодорожного пути (часть 4)
Разрядка напряжений производится в
Особое внимание работники дистанций пути должны уделять предотвращению угона плетей
Особое внимание работники дистанций пути должны уделять предотвращению угона плетей
В качестве «маячной» шпалы выбирается шпала, расположенная на против пикетного
В качестве «маячной» шпалы выбирается шпала, расположенная на против пикетного
При скреплениях КБ65 закладные болты на ней должны быть затянуты
При скреплениях КБ65 закладные болты на ней должны быть затянуты
Леска
Контроль по «маячным» шпалам должен быть дополнен контролем по поперечным
Леска
Контроль по «маячным» шпалам должен быть дополнен контролем по поперечным
Для каждой плети створы должны иметь нумерацию, которая наносится по
Для каждой плети створы должны иметь нумерацию, которая наносится по
Краткосрочное восстановление целостности рельсовой плети (часть 1)
При обнаружении в рельсовой
Краткосрочное восстановление целостности рельсовой плети (часть 1)
При обнаружении в рельсовой
Краткосрочное восстановление целостности рельсовой плети (часть 2)
Краткосрочное восстановление
Установка шестидырных накладок сжатых
Краткосрочное восстановление целостности рельсовой плети (часть 2)
Краткосрочное восстановление
Установка шестидырных накладок сжатых
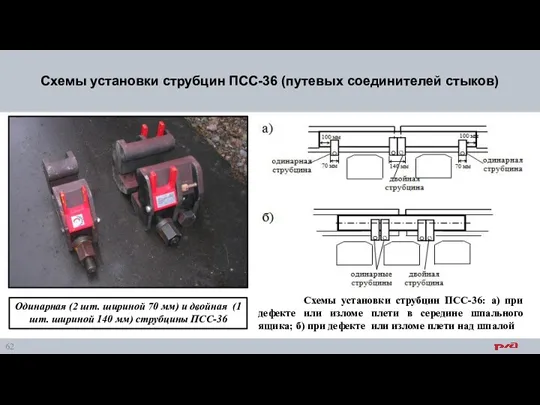
Схемы установки струбцин ПСС-36 (путевых соединителей стыков)
Схемы установки струбцин ПСС-36:
Схемы установки струбцин ПСС-36 (путевых соединителей стыков)
Схемы установки струбцин ПСС-36:
Скорость движения по участку, где произведено краткосрочное восстановление плети с
Скорость движения по участку, где произведено краткосрочное восстановление плети с

Схема установки струбцин конструкции ПТКБ ЦП
Струбцина по проекту ПТКБ ЦП (а)
Схема установки струбцин конструкции ПТКБ ЦП
Струбцина по проекту ПТКБ ЦП (а)
Использование струбцин ПТКБ ЦП при краткосрочном восстановлении рельсовых плетей
Струбцины ПТКБ
Использование струбцин ПТКБ ЦП при краткосрочном восстановлении рельсовых плетей
Струбцины ПТКБ
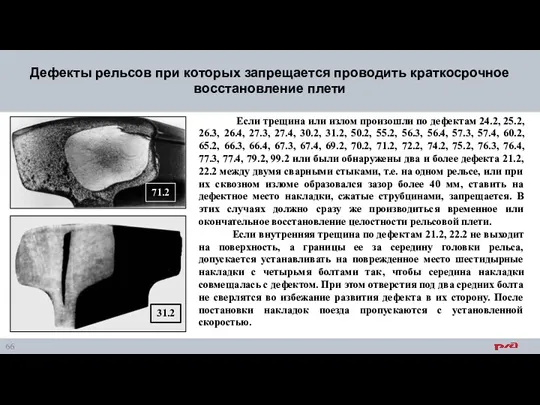
Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3,
Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3,
Временное восстановление целостности рельсовой плети (часть 1)
При временном восстановлении
Временное восстановление целостности рельсовой плети (часть 1)
При временном восстановлении
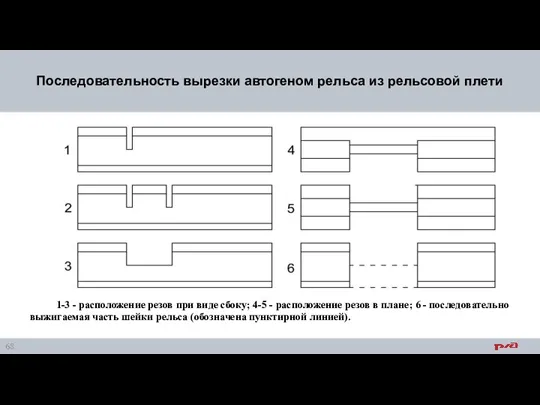
1-3 - расположение резов при виде сбоку; 4-5 - расположение
1-3 - расположение резов при виде сбоку; 4-5 - расположение
Восстановление целостности рельсовой плети (часть 2)
Каждый временно уложенный рельс (в
Восстановление целостности рельсовой плети (часть 2)
Каждый временно уложенный рельс (в

Окончательное восстановление целостности рельсовой плети (часть 1)
Окончательное восстановление рельсовых плетей
Окончательное восстановление целостности рельсовой плети (часть 1)
Окончательное восстановление рельсовых плетей
Окончательное восстановление целостности рельсовой плети (часть 2)
На путях 1 и
Окончательное восстановление целостности рельсовой плети (часть 2)
На путях 1 и
Окончательное восстановление целостности рельсовой плети (часть 3)
Короткие плети или
Окончательное восстановление целостности рельсовой плети (часть 3)
Короткие плети или

Сварка с подтягиванием привариваемой плети.
Сварка с подтягиванием привариваемой плети производится
Сварка с подтягиванием привариваемой плети.
Сварка с подтягиванием привариваемой плети производится
Сварка с предварительным изгибом привариваемой плети (часть 1)
Порядок производства
Сварка с предварительным изгибом привариваемой плети (часть 1)
Порядок производства

Сварка с предварительным изгибом привариваемой плети (часть 2)
3. Сварка вставки
Сварка с предварительным изгибом привариваемой плети (часть 2)
3. Сварка вставки

Сварка с предварительным изгибом привариваемой плети (часть 3)
6. Выпрямление оставшейся изогнутой
Сварка с предварительным изгибом привариваемой плети (часть 3)
6. Выпрямление оставшейся изогнутой
Окончательное восстановление плетей алюминотермитной сваркой
Окончательное восстановление плетей алюминотермитной сваркой может производиться
Окончательное восстановление плетей алюминотермитной сваркой
Окончательное восстановление плетей алюминотермитной сваркой может производиться
Разрядка температурных напряжений в рельсовых плетях (часть 1)
Разрядка температурных
Разрядка температурных напряжений в рельсовых плетях (часть 1)
Разрядка температурных

Разрядка температурных напряжений в рельсовых плетях (часть 2)
Для полного снятия
Разрядка температурных напряжений в рельсовых плетях (часть 2)
Для полного снятия
Разрядка температурных напряжений в рельсовых плетях (часть 3)
При использовании
Разрядка температурных напряжений в рельсовых плетях (часть 3)
При использовании
Разрядка температурных напряжений в рельсовых плетях (часть 4)
При скреплениях АРС-4
Разрядка температурных напряжений в рельсовых плетях (часть 4)
При скреплениях АРС-4

Разрядка температурных напряжений в рельсовых плетях (часть 5)
Опорный ролик для
Разрядка температурных напряжений в рельсовых плетях (часть 5)
Опорный ролик для
Разрядка температурных напряжений в рельсовых плетях (часть 6)
Качество разрядки
Разрядка температурных напряжений в рельсовых плетях (часть 6)
Качество разрядки

Разрядка температурных напряжений в рельсовых плетях (часть 7)
Разрядка температурных напряжений
Разрядка температурных напряжений в рельсовых плетях (часть 7)
Разрядка температурных напряжений

Разрядка температурных напряжений в рельсовых плетях (часть 8)
При ожидаемом удлинении
Разрядка температурных напряжений в рельсовых плетях (часть 8)
При ожидаемом удлинении
Разрядка температурных напряжений в рельсовых плетях (часть 9)
При выполнении работ
Разрядка температурных напряжений в рельсовых плетях (часть 9)
При выполнении работ
Разрядка температурных напряжений в рельсовых плетях ( часть 10)
- освобождение, плетей,
Разрядка температурных напряжений в рельсовых плетях ( часть 10)
- освобождение, плетей,
Разрядка температурных напряжений в рельсовых плетей (часть 11)
При несоответствии изменения
Разрядка температурных напряжений в рельсовых плетей (часть 11)
При несоответствии изменения
Разрядка температурных напряжений в рельсовых плетях (часть 12)
- закрепление рельсовых плетей
Разрядка температурных напряжений в рельсовых плетях (часть 12)
- закрепление рельсовых плетей
Разрядка температурных напряжений в рельсовых плетях (часть 13)
Допускаемые скорости движения поездов
Разрядка температурных напряжений в рельсовых плетях (часть 13)
Допускаемые скорости движения поездов
Разрядка температурных напряжений в рельсовых плетях (часть 14)
Восстановление температурного режима
Разрядка температурных напряжений в рельсовых плетях (часть 14)
Восстановление температурного режима

Принудительный ввод плетей в оптимальную температуру
закрепления (часть 1)
В случаях
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 1)
В случаях
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 2)
Принудительный ввод
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 2)
Принудительный ввод

Принудительный ввод плетей в оптимальную температуру
закрепления (часть 3)
Основным условием применения
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 3)
Основным условием применения
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 4)
При выполнении
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 4)
При выполнении
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 5)
Удлинение плетей перед
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 5)
Удлинение плетей перед

Принудительный ввод плетей в оптимальную температуру
закрепления (часть 6)
Усилия для
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 6)
Усилия для
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 7)
Длина анкерного
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 7)
Длина анкерного
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 8)
Анкерные
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 8)
Анкерные
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 9)
При перепаде
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 9)
При перепаде
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 10)
После совпадения
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 10)
После совпадения
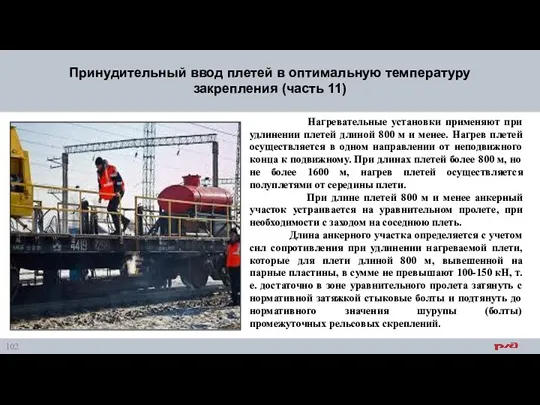
Нагревательные установки применяют при удлинении плетей длиной 800 м и
Нагревательные установки применяют при удлинении плетей длиной 800 м и
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 12)
После разбивки
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 12)
После разбивки
 Строительные растворы
Строительные растворы Развитие литературы Кубани.
Развитие литературы Кубани. изо_6_класс_Силуэт-выразительное средство графики
изо_6_класс_Силуэт-выразительное средство графики Николай Глущенко
Николай Глущенко Психика и мозг. Развитие психики в филогенезе и онтогенезе
Психика и мозг. Развитие психики в филогенезе и онтогенезе Возникновение письменности
Возникновение письменности Використання форм організації навчання інформатики в початковій школі
Використання форм організації навчання інформатики в початковій школі Природные и исторические объекты родного края (Двухдневный поход по родному краю)
Природные и исторические объекты родного края (Двухдневный поход по родному краю) Проект Из жизни слов. Слова свет и тьма
Проект Из жизни слов. Слова свет и тьма Заболевание хрусталика. Катаракта
Заболевание хрусталика. Катаракта Нормативно-правовая база на 2019-2020 учебный год в ДНР
Нормативно-правовая база на 2019-2020 учебный год в ДНР Творческий вечер для детей 5-6 лет и родителей Народное творчество
Творческий вечер для детей 5-6 лет и родителей Народное творчество Семинар-практикум для педагогов Как успешно провести родительское собрание
Семинар-практикум для педагогов Как успешно провести родительское собрание Алгоритм регистрации на сайте quizizz.com
Алгоритм регистрации на сайте quizizz.com Материнська плата. Призначення материнської плати
Материнська плата. Призначення материнської плати Розблокування будівель та приміщень (зачистка)
Розблокування будівель та приміщень (зачистка) Множественное число имен существительных
Множественное число имен существительных Пластмассы: получение, применение, утилизация
Пластмассы: получение, применение, утилизация Социально-экономическое развитие России в первой половине XIX века
Социально-экономическое развитие России в первой половине XIX века Лик Святого в житийной литературе. Александр Невский
Лик Святого в житийной литературе. Александр Невский Многоплодная беременность
Многоплодная беременность Исторические предпосылки развития инклюзивного образования. (Лекция 4)
Исторические предпосылки развития инклюзивного образования. (Лекция 4) Участие медицинской сестры стационара в организации лечебно-охранительного режима
Участие медицинской сестры стационара в организации лечебно-охранительного режима Скандинавская правовая семья
Скандинавская правовая семья Выпускная квалификационная работа Проектирование устройства Ультразвуковая линейка на Arduino
Выпускная квалификационная работа Проектирование устройства Ультразвуковая линейка на Arduino Борьба северо-западной Руси против экспансии с Запада
Борьба северо-западной Руси против экспансии с Запада Презентация Разгадай ребус
Презентация Разгадай ребус Трансформаторы. Устройство трансформатора
Трансформаторы. Устройство трансформатора