- Устройство, текущее содержание и ремонт железнодорожного пути

Содержание
- 2. Эпюра стрелочного перевода Эпюра стрелочного перевода представляет собой схему укладки и разбивки. На ней указаны основные
- 3. Основные геометрические размеры стрелочного перевода Полная или практическая длина стрелочного перевода (Lп) – расстояние от переднего
- 4. Угон стрелочных переводов Неисправности, вызываемые угоном пути на стрелочных переводах: смещение остряка относительно рамного рельса; смещение
- 5. Закрепление стрелочных переводов от угона Схема закрепления от угона стрелочных переводов марок 1/11 и 1/9 пружинными
- 6. Централизованный стрелочный перевод Централизованный стрелочный перевод это стрелочный перевод остряки которого (а при наличии крестовины с
- 7. Разветвлённая рельсовая цепь это РЦ в границах которой расположен один или несколько стрелочных переводов. Разветвлённые РЦ
- 8. 1 – стыки изолирующие (пунктиром показан вариант установки); 2 – соединители стыковые приварные; 3 – соединитель
- 9. Стрелочные и электротяговые соединители (часть 1) Для обеспечения протекания сигнального тока по элементам стрелочных переводов в
- 10. Стрелочные соединители дублируются, если источник питания и путевое реле подключены к рельсовой цепи таким образом, что
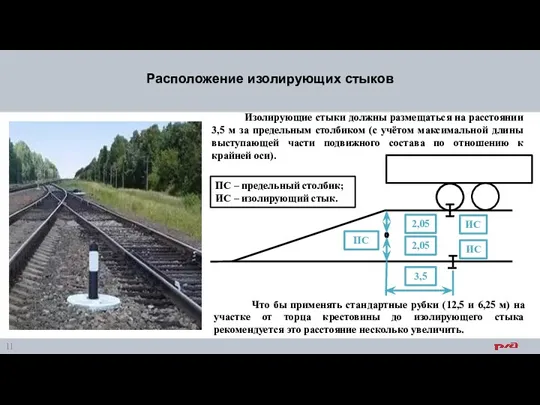
- 11. Расположение изолирующих стыков Изолирующие стыки должны размещаться на расстоянии 3,5 м за предельным столбиком (с учётом
- 12. Стрелочные электроприводы предназначены для перевода, запирания и контроля положения остряков стрелочного перевода (сердечника при крестовинах с
- 13. Классификация электроприводов по времени перевода Электроприводы Быстродействующие (время перевода до 1 с) Медленнодействующие (время перевода >
- 14. Стрелочные электроприводы предназначены для перевода, замыкания и контроля четырёх положений остряков: крайнее плюсовое (нормальное); крайнее минусовое
- 15. В общем виде структурная схема стрелочного электропривода включает в себя: реверсивный электродвигатель – служит для преобразования
- 16. Устройство стрелочного электропривода (часть 2) Электропривод типа СП осуществляет совместный перевод и одновременное запирание обоих остряков
- 17. Глухие пересечения Глухие пересечения – конструкции, предназначенные для пересечения двух путей в одном уровне. Глухие пересечения
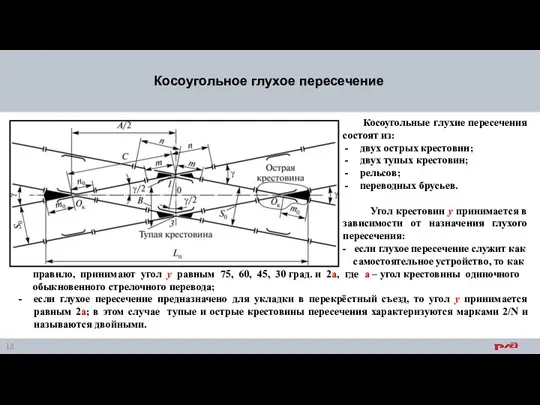
- 18. Косоугольное глухое пересечение Косоугольные глухие пересечения состоят из: двух острых крестовин; двух тупых крестовин; рельсов; переводных
- 19. Тупые крестовины (часть 1) Тупая крестовина состоит из: двух сердечников; усовика; контррельса, который является составной частью
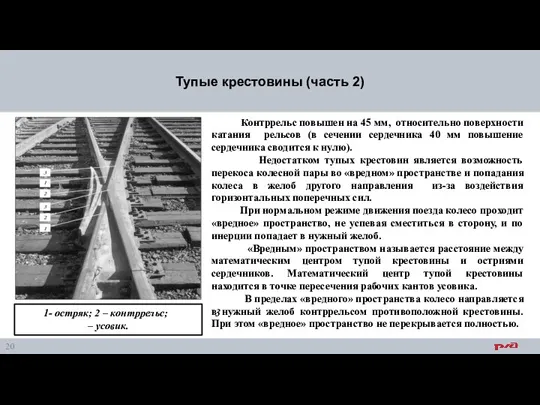
- 20. Тупые крестовины (часть 2) Контррельс повышен на 45 мм, относительно поверхности катания рельсов (в сечении сердечника
- 21. Тупые крестовины (часть 3) Для предотвращения сходов порожних и малозагруженных вагонов при проходе тупых крестовин применяются
- 22. Перекрёстные стрелочные переводы (часть 1) Перекрёстный стрелочный перевод это перевод, представляющий комбинацию укладки глухого косоугольного пересечения
- 23. Перекрёстные стрелочные переводы (часть 2) Перекрёстный стрелочный перевод состоит из: двух острых крестовин с контррельсами; двух
- 24. Классификатор дефектов и повреждений элементов стрелочных переводов (часть 1) Дефекты и повреждения элементов стрелочных переводов, не
- 25. Классификатор дефектов и повреждений элементов стрелочных переводов (часть 2) Т – алюмотермитная сварка, СП – приварные
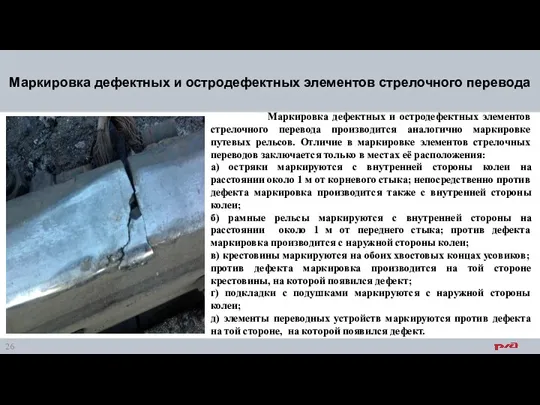
- 26. Маркировка дефектных и остродефектных элементов стрелочного перевода производится аналогично маркировке путевых рельсов. Отличие в маркировке элементов
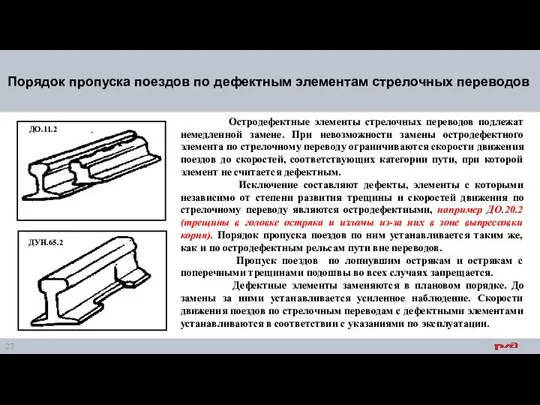
- 27. Остродефектные элементы стрелочных переводов подлежат немедленной замене. При невозможности замены остродефектного элемента по стрелочному переводу ограничиваются
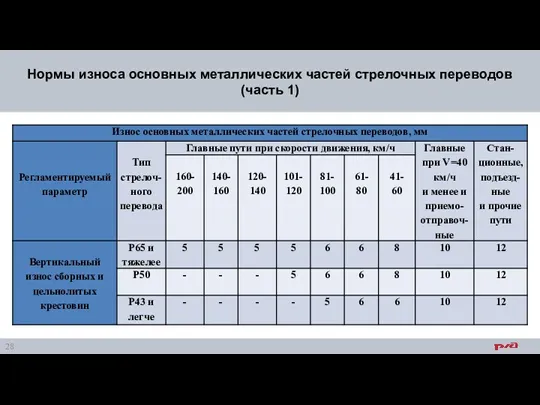
- 28. Нормы износа основных металлических частей стрелочных переводов (часть 1)
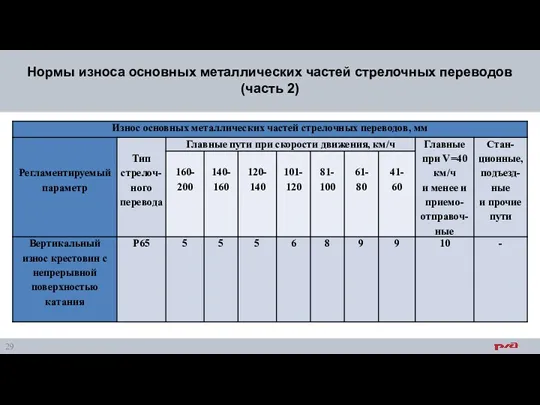
- 29. Нормы износа основных металлических частей стрелочных переводов (часть 2)
- 30. Нормы износа основных металлических частей стрелочных переводов (часть 3)
- 31. Нормы износа основных металлических частей стрелочных переводов (часть 4)
- 32. Нормы износа основных металлических частей стрелочных переводов (часть 5)
- 33. Нормы износа основных металлических частей стрелочных переводов (часть 6) При износе более указанного для данной скорости,
- 34. Вертикальный износ рамного рельса контролируется в наиболее изношенном месте по оси его головки, а остряка –
- 35. Измерение износа металлических частей стрелочных переводов (часть 2) Вертикальный износ усовиков острой крестовины с подвижным сердечником
- 36. Нормы устройства стрелочных переводов по ширине колеи (часть 1)
- 37. Нормы устройства стрелочных переводов по ширине колеи (часть 2)
- 38. Места измерений ширины колеи на стрелочных переводах (часть 1) Ширина рельсовой колеи на стрелочных переводах не
- 39. Места измерений ширины колеи на стрелочных переводах (часть 2) Места контрольных измерений ширины колеи на двойных
- 40. Нормы устройства острых и тупых крестовин стрелочных переводов
- 41. Ширина желоба между усовиком и подвижным сердечником крестовины не должна быть менее 64 мм, а на
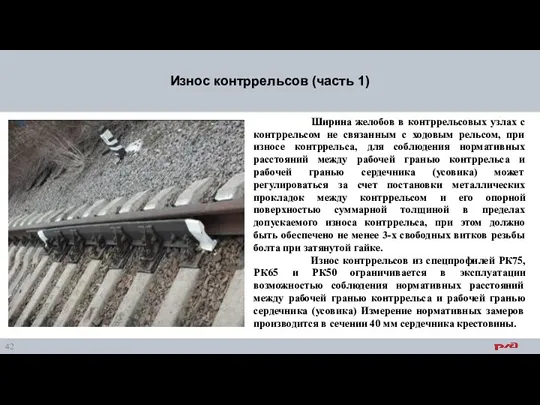
- 42. Ширина желобов в контррельсовых узлах с контррельсом не связанным с ходовым рельсом, при износе контррельса, для
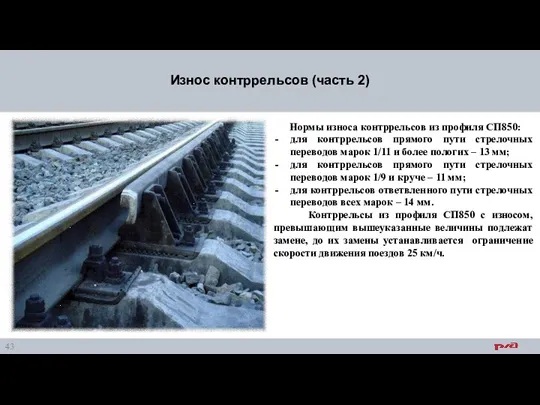
- 43. Износ контррельсов (часть 2) Нормы износа контррельсов из профиля СП850: для контррельсов прямого пути стрелочных переводов
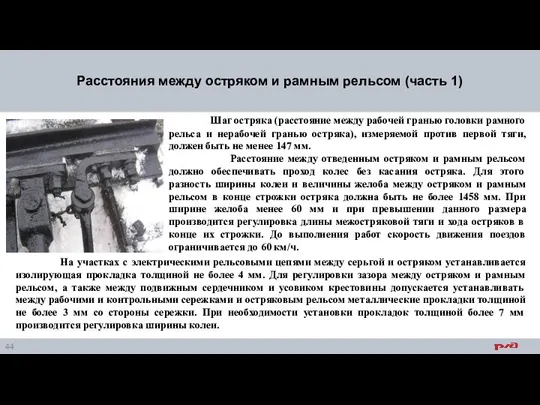
- 44. Расстояния между остряком и рамным рельсом (часть 1) Шаг остряка (расстояние между рабочей гранью головки рамного
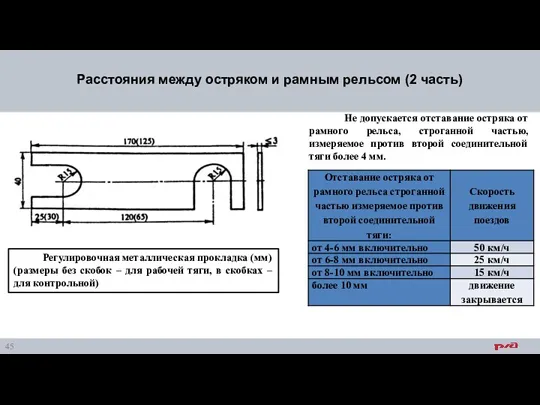
- 45. Расстояния между остряком и рамным рельсом (2 часть) Регулировочная металлическая прокладка (мм) (размеры без скобок –
- 46. Просвет между рабочей гранью упорных накладок и шейкой остряка или подвижного (поворотного) сердечника не должен превышать
- 47. Прилегание остряков и подвижных (поворотных) сердечников к подушкам должно быть плотным. На отдельных брусьях зазор между
- 48. Примечание: при наличии бокового износа рельсов разрешается содержать ординаты сверх указанных отклонений меньшими на величину бокового
- 49. Содержание переводных кривых на стрелочных переводах (часть 2)
- 50. Схема разбивки закрестовинной кривой Закрестовинная кривая это криволинейный участок пути, соединяющий прямой участок пути вне стрелочного
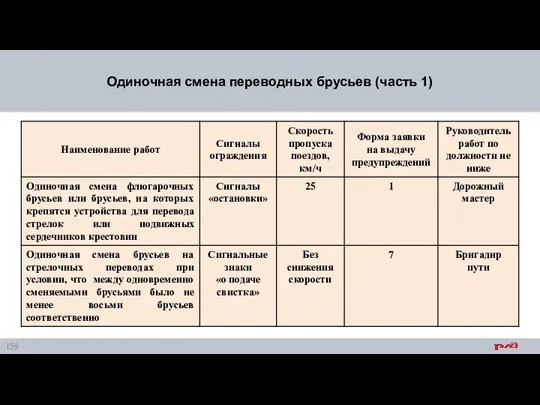
- 51. Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных переводных брусьев в «кусте» (часть
- 52. Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных переводных брусьев в «кусте» (часть
- 53. Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных переводных брусьев в «кусте» (часть
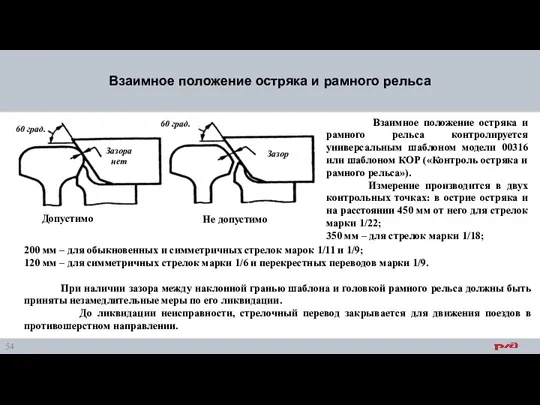
- 54. 200 мм – для обыкновенных и симметричных стрелок марок 1/11 и 1/9; 120 мм – для
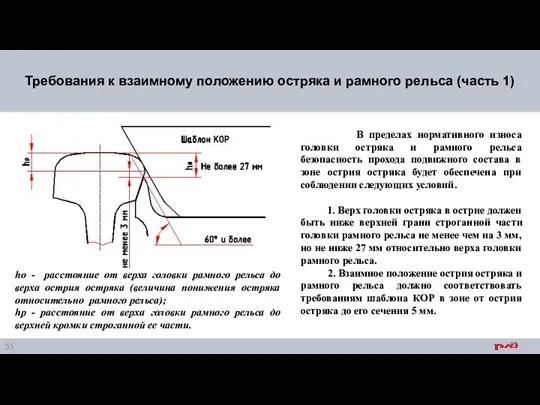
- 55. Требования к взаимному положению остряка и рамного рельса (часть 1) В пределах нормативного износа головки остряка
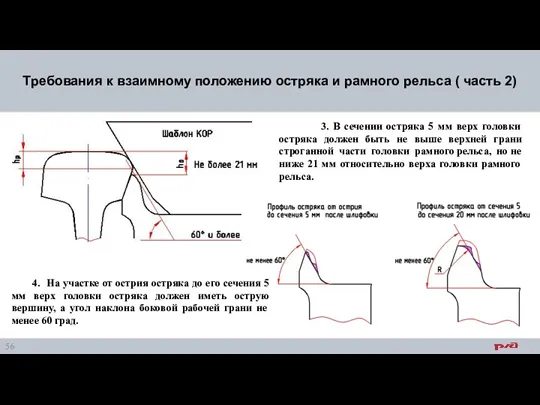
- 56. Требования к взаимному положению остряка и рамного рельса ( часть 2) 3. В сечении остряка 5
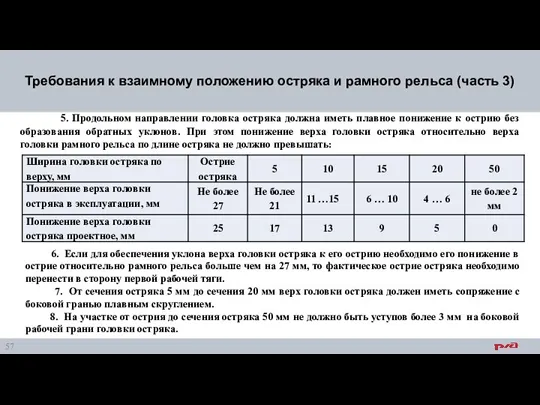
- 57. Требования к взаимному положению остряка и рамного рельса (часть 3) 5. Продольном направлении головка остряка должна
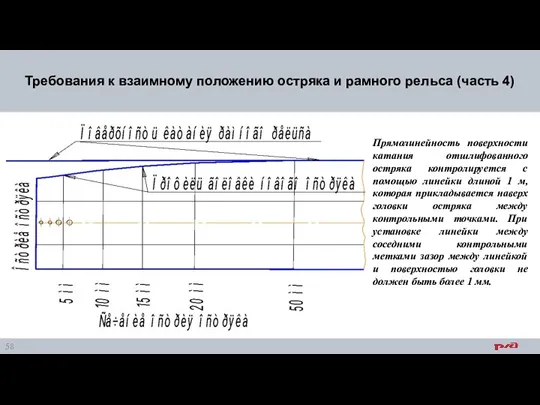
- 58. Требования к взаимному положению остряка и рамного рельса (часть 4) Прямолинейность поверхности катания отшлифованного остряка контролируется
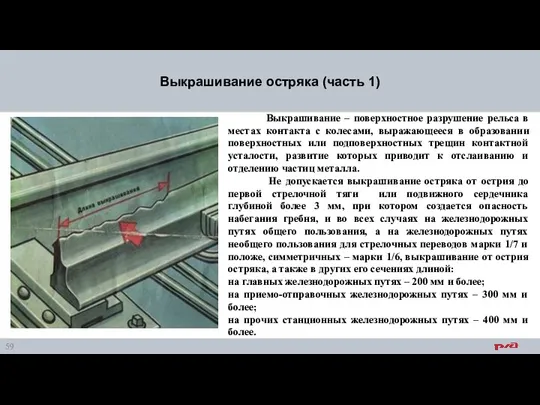
- 59. Выкрашивание остряка (часть 1) Выкрашивание – поверхностное разрушение рельса в местах контакта с колесами, выражающееся в
- 60. Выкрашивание остряка (часть 2) При образовании цепочки из отдельных дефектов в длину дефекта включаются те из
- 61. ОАО "РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ" РАСПОРЯЖЕНИЕ от 14 декабря 2016 г. N 2544 р ОБ УТВЕРЖДЕНИИ И
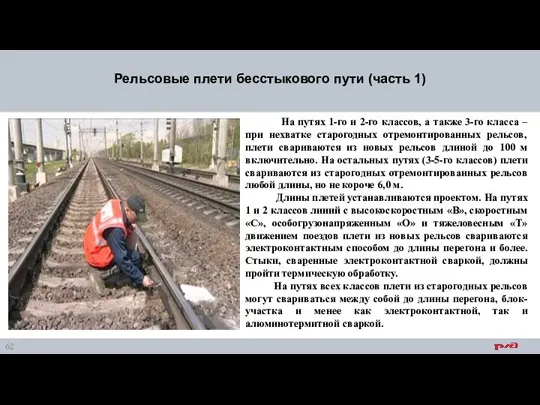
- 62. На путях 1-го и 2-го классов, а также 3-го класса – при нехватке старогодных отремонтированных рельсов,
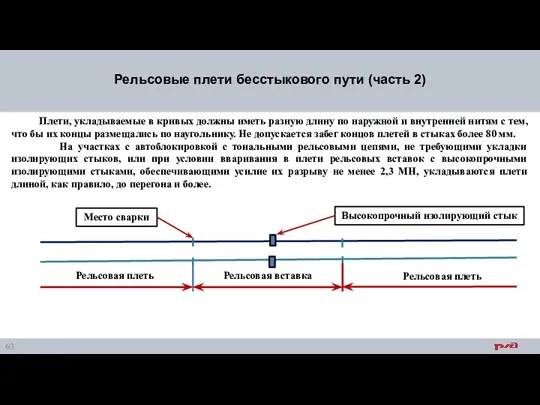
- 63. Плети, укладываемые в кривых должны иметь разную длину по наружной и внутренней нитям с тем, что
- 64. Рельсовые плети бесстыкового пути (часть 3) Во всех случаях, кроме участков пути между стрелочными переводами укладываемые
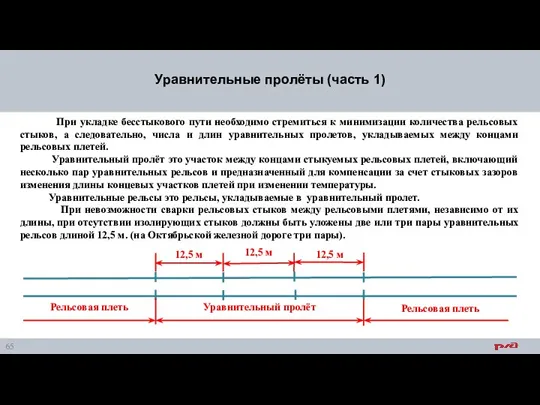
- 65. Уравнительные пролёты (часть 1) При укладке бесстыкового пути необходимо стремиться к минимизации количества рельсовых стыков, а
- 66. В регионах с годовыми амплитудами более 1100С и максимальными суточными перепадами температуры рельсов 500С и более,
- 67. Уравнительные пролёты (часть 3) При временном закреплении плетей при температуре рельсов ниже или выше оптимальной в
- 68. Уравнительный стык Уравнительный стык это подвижный рельсовый стык особой конструкции для соединения рельсовых плетей на мостах
- 69. Схема стыкования плетей бесстыкового пути с одиночным обыкновенным стрелочным переводом Рельсовая плеть бесстыкового пути Уравнительный стык
- 70. Особое внимание работники дистанций пути должны уделять предотвращению угона плетей бесстыкового пути. Угон плетей вызывает изменение
- 71. В качестве «маячной» шпалы выбирается шпала, расположенная на против пикетного столбика или километрового столба. С учетом
- 72. При скреплениях КБ65 закладные болты на ней должны быть затянуты и установлены клеммы с укороченными ножками.
- 73. Контроль по «маячным» шпалам должен быть дополнен контролем по поперечным створам, закрепленным постоянными реперами. Створ образуется
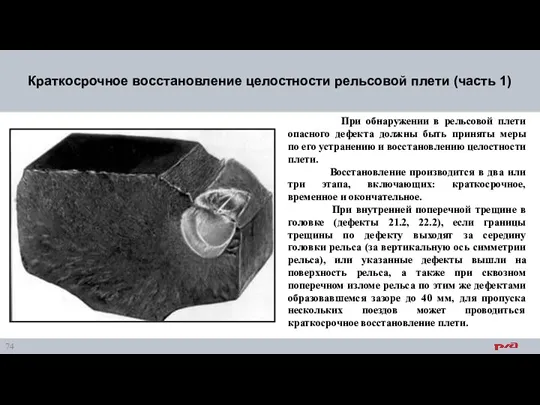
- 74. Краткосрочное восстановление целостности рельсовой плети (часть 1) При обнаружении в рельсовой плети опасного дефекта должны быть
- 75. Краткосрочное восстановление целостности рельсовой плети (часть 2) Краткосрочное восстановление Установка шестидырных накладок сжатых струбцинами ПСС-36 Установка
- 76. Схемы установки струбцин ПСС-36 (путевых соединителей стыков) Схемы установки струбцин ПСС-36: а) при дефекте или изломе
- 77. Скорость движения по участку, где произведено краткосрочное восстановление плети с использованием струбцин ПСС-36, при зазоре в
- 78. Схема установки струбцин конструкции ПТКБ ЦП Струбцина по проекту ПТКБ ЦП (а) и схемы установки струбцин
- 79. Использование струбцин ПТКБ ЦП при краткосрочном восстановлении рельсовых плетей Струбцины ПТКБ ЦП рекомендуется применять на путях
- 80. Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3, 26.4, 27.3, 27.4, 30.2, 31.2, 50.2,
- 81. Временное восстановление целостности рельсовой плети (часть 1) При временном восстановлении из рельсовой плети должна быть вырезана
- 82. 1-3 - расположение резов при виде сбоку; 4-5 - расположение резов в плане; 6 - последовательно
- 83. Восстановление целостности рельсовой плети (часть 2) Каждый временно уложенный рельс (в местах временного восстановления) на расстоянии
- 84. Окончательное восстановление целостности рельсовой плети (часть 1) Окончательное восстановление рельсовых плетей заключается: в вырезке части плети
- 85. Окончательное восстановление целостности рельсовой плети (часть 2) На путях 1 и 2 классов линий «В», «С»,
- 86. Окончательное восстановление целостности рельсовой плети (часть 3) Короткие плети или участки длинных плетей, имеющие на протяжении
- 87. Сварка с подтягиванием привариваемой плети. Сварка с подтягиванием привариваемой плети производится при расположении места восстановления на
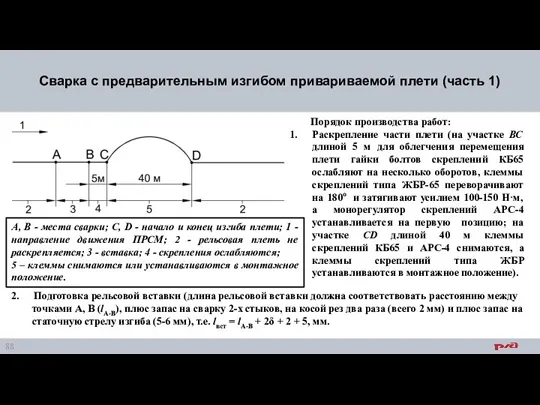
- 88. Сварка с предварительным изгибом привариваемой плети (часть 1) Порядок производства работ: Раскрепление части плети (на участке
- 89. Сварка с предварительным изгибом привариваемой плети (часть 2) 3. Сварка вставки с концами плети в сечении
- 90. Сварка с предварительным изгибом привариваемой плети (часть 3) 6. Выпрямление оставшейся изогнутой части рельсовой плети после
- 91. Окончательное восстановление плетей алюминотермитной сваркой Окончательное восстановление плетей алюминотермитной сваркой может производиться сразу же после выявления
- 92. Разрядка температурных напряжений в рельсовых плетях (часть 1) Разрядка температурных напряжений в плетях бесстыкового пути должна
- 93. Разрядка температурных напряжений в рельсовых плетях (часть 2) Для полного снятия температурных напряжений плети после освобождения
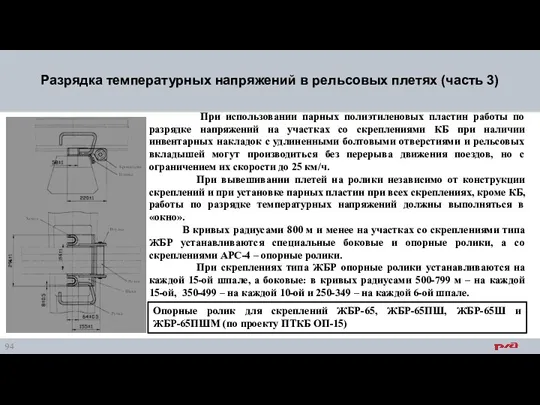
- 94. Разрядка температурных напряжений в рельсовых плетях (часть 3) При использовании парных полиэтиленовых пластин работы по разрядке
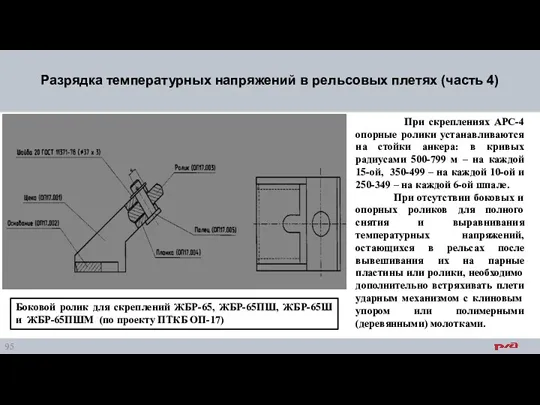
- 95. Разрядка температурных напряжений в рельсовых плетях (часть 4) При скреплениях АРС-4 опорные ролики устанавливаются на стойки
- 96. Разрядка температурных напряжений в рельсовых плетях (часть 5) Опорный ролик для скрепления АРС-4 (по проекту ПТКБ
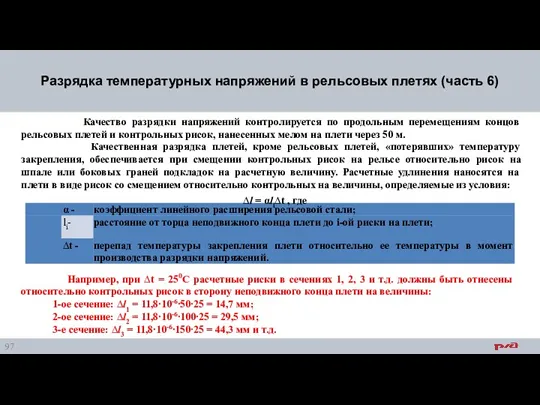
- 97. Разрядка температурных напряжений в рельсовых плетях (часть 6) Качество разрядки напряжений контролируется по продольным перемещениям концов
- 98. Разрядка температурных напряжений в рельсовых плетях (часть 7) Разрядка температурных напряжений в плетях длиной 800 м
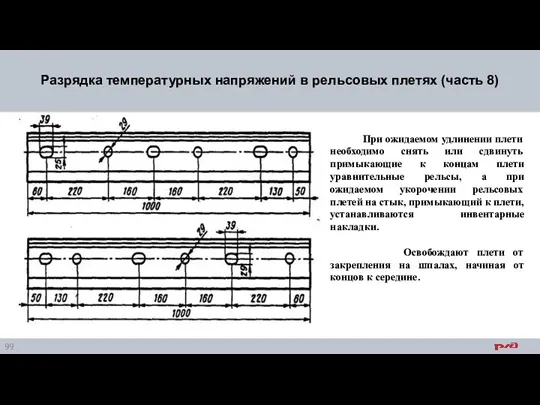
- 99. Разрядка температурных напряжений в рельсовых плетях (часть 8) При ожидаемом удлинении плети необходимо снять или сдвинуть
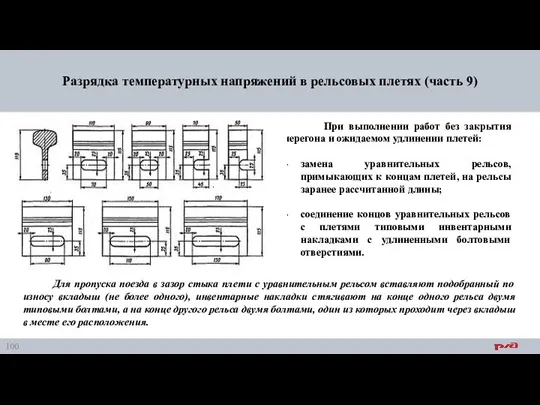
- 100. Разрядка температурных напряжений в рельсовых плетях (часть 9) При выполнении работ без закрытия перегона и ожидаемом
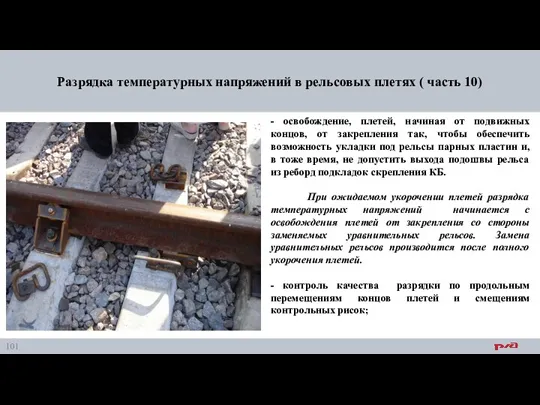
- 101. Разрядка температурных напряжений в рельсовых плетях ( часть 10) - освобождение, плетей, начиная от подвижных концов,
- 102. Разрядка температурных напряжений в рельсовых плетей (часть 11) При несоответствии изменения длины плети расчетным значениям или
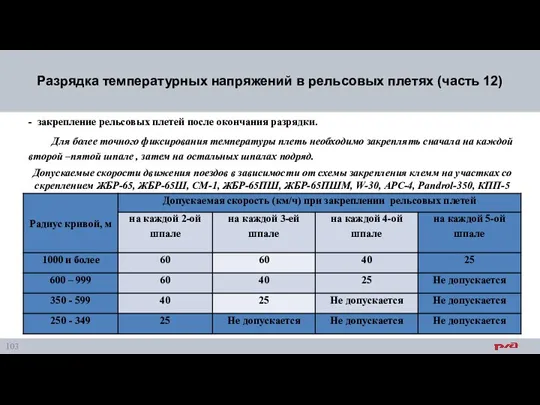
- 103. Разрядка температурных напряжений в рельсовых плетях (часть 12) - закрепление рельсовых плетей после окончания разрядки. Допускаемые
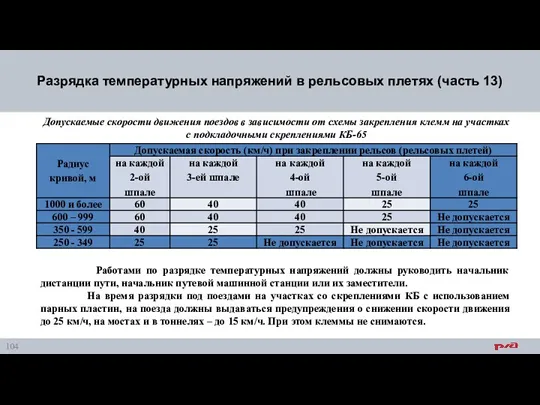
- 104. Разрядка температурных напряжений в рельсовых плетях (часть 13) Допускаемые скорости движения поездов в зависимости от схемы
- 105. Разрядка температурных напряжений в рельсовых плетях (часть 14) Восстановление температурного режима длинных плетей на концевых участках
- 106. Принудительный ввод плетей в оптимальную температуру закрепления (часть 1) В случаях необходимости укладки рельсовых плетей при
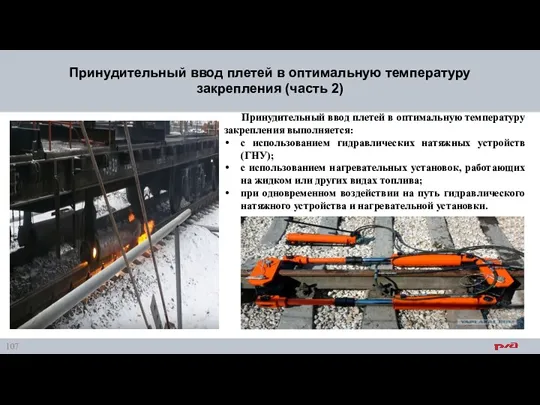
- 107. Принудительный ввод плетей в оптимальную температуру закрепления (часть 2) Принудительный ввод плетей в оптимальную температуру закрепления
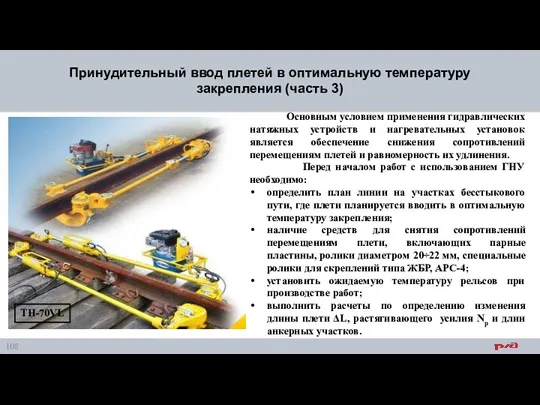
- 108. Принудительный ввод плетей в оптимальную температуру закрепления (часть 3) Основным условием применения гидравлических натяжных устройств и
- 109. Принудительный ввод плетей в оптимальную температуру закрепления (часть 4) При выполнении работ с использованием ГНУ в
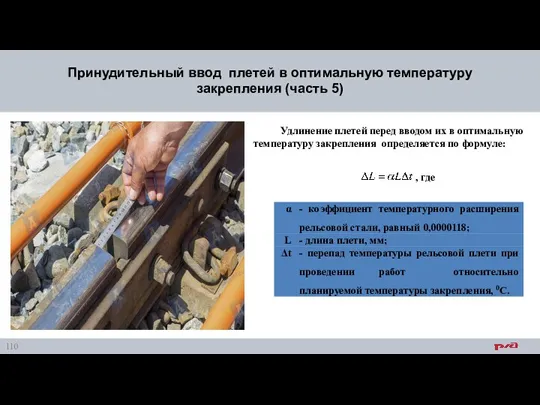
- 110. Принудительный ввод плетей в оптимальную температуру закрепления (часть 5) Удлинение плетей перед вводом их в оптимальную
- 111. Принудительный ввод плетей в оптимальную температуру закрепления (часть 6) Усилия для создания расчетных удлинений в плетях
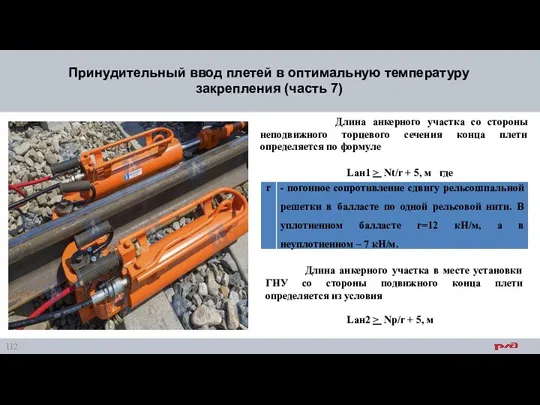
- 112. Принудительный ввод плетей в оптимальную температуру закрепления (часть 7) Длина анкерного участка со стороны неподвижного торцевого
- 113. Принудительный ввод плетей в оптимальную температуру закрепления (часть 8) Анкерные участки должны размещаться вне плети, вводимой
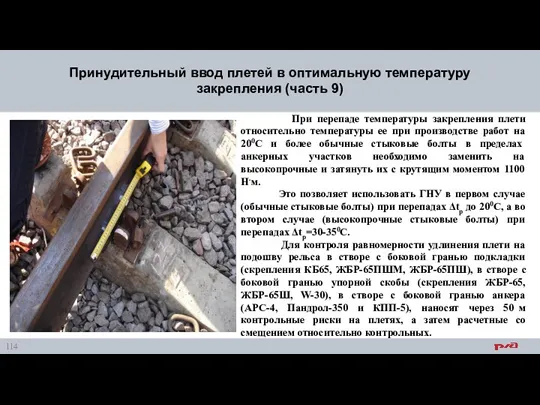
- 114. Принудительный ввод плетей в оптимальную температуру закрепления (часть 9) При перепаде температуры закрепления плети относительно температуры
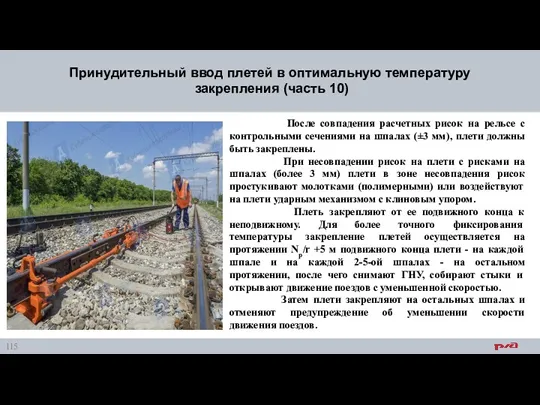
- 115. Принудительный ввод плетей в оптимальную температуру закрепления (часть 10) После совпадения расчетных рисок на рельсе с
- 116. Нагревательные установки применяют при удлинении плетей длиной 800 м и менее. Нагрев плетей осуществляется в одном
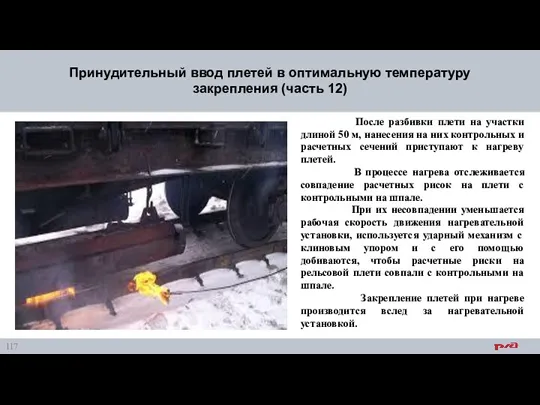
- 117. Принудительный ввод плетей в оптимальную температуру закрепления (часть 12) После разбивки плети на участки длиной 50
- 118. Сложные эксплуатационные условия К сложным эксплуатационным условиям относятся участки пути 1 и 2 классов особогрузонапряженных линий
- 119. К сложным климатическим условиям относятся участки пути независимо от классов пути и специализации линий с годовыми
- 120. Дополнительные требования к конструкции бесстыкового пути, укладываемой в сложных эксплуатационных и климатических условиях (часть 1) Дополнительные
- 121. Дополнительные требования к конструкции бесстыкового пути, укладываемой в сложных эксплуатационных и климатических условиях (часть 2) В
- 122. Железнодорожный переезд Железнодорожный переезд - пересечение в одном уровне автомобильной дороги с железнодорожными путями, оборудованное устройствами,
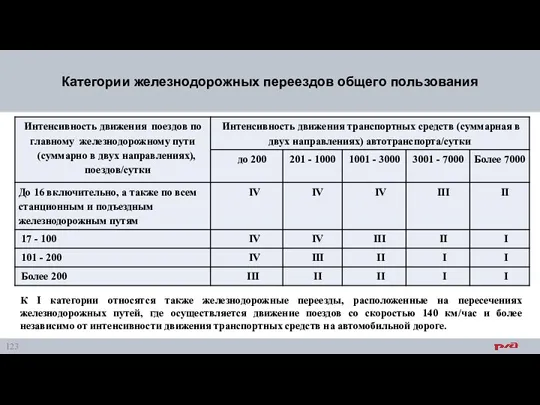
- 123. Категории железнодорожных переездов общего пользования К I категории относятся также железнодорожные переезды, расположенные на пересечениях железнодорожных
- 124. Категории железнодорожных переездов необщего пользования
- 125. Железнодорожные переезды подразделяются на регулируемые и нерегулируемые. К регулируемым относятся железнодорожные переезды, оборудованные устройствами переездной сигнализации,
- 126. Нерегулируемые железнодорожные переезды Железнодорожные переезды, не оборудованные устройствами переездной сигнализации и не обслуживаемые дежурным работником и
- 127. Устройства, применяемые для обеспечения безопасности движения на железнодорожных переездах Устройства, применяемые для обеспечения безопасности движения на
- 128. Типы шлагбаумов (часть 1) Шлагбаум - устройство для перекрытия проезжей части автомобильной дороги и прекращения движения
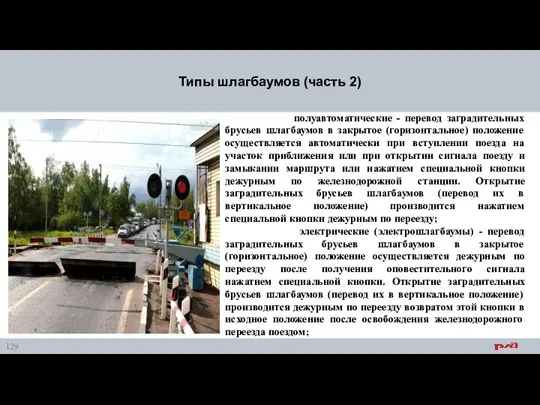
- 129. Типы шлагбаумов (часть 2) полуавтоматические - перевод заградительных брусьев шлагбаумов в закрытое (горизонтальное) положение осуществляется автоматически
- 130. Типы шлагбаумов (часть 3) механизированные - шлагбаумы имеют механический привод, с помощью которого дежурный работник вручную
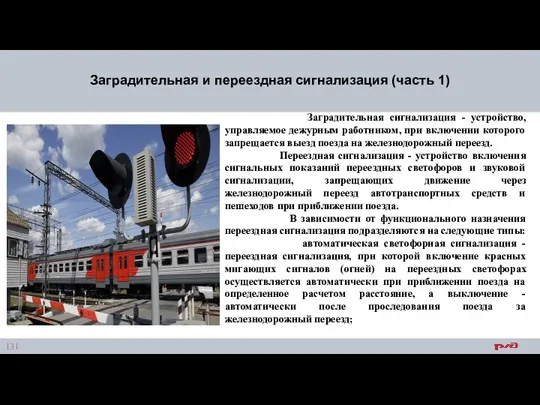
- 131. Заградительная и переездная сигнализация (часть 1) Заградительная сигнализация - устройство, управляемое дежурным работником, при включении которого
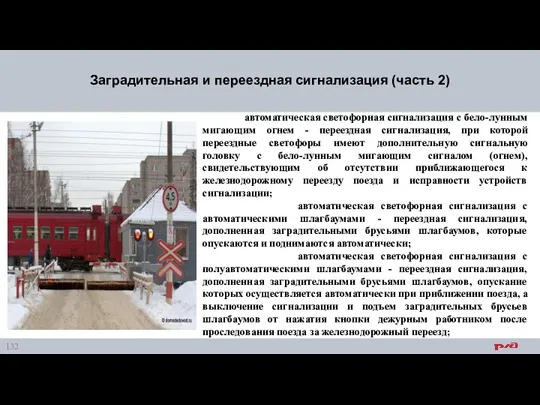
- 132. Заградительная и переездная сигнализация (часть 2) автоматическая светофорная сигнализация с бело-лунным мигающим огнем - переездная сигнализация,
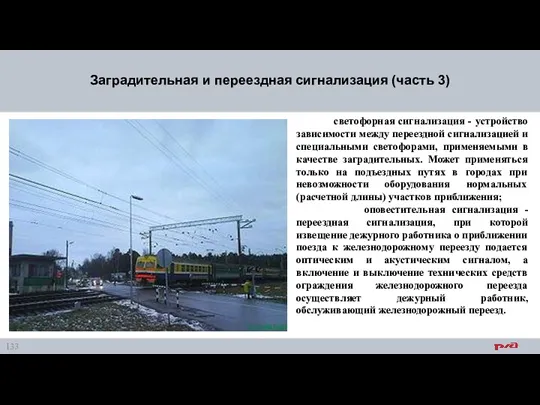
- 133. Заградительная и переездная сигнализация (часть 3) светофорная сигнализация - устройство зависимости между переездной сигнализацией и специальными
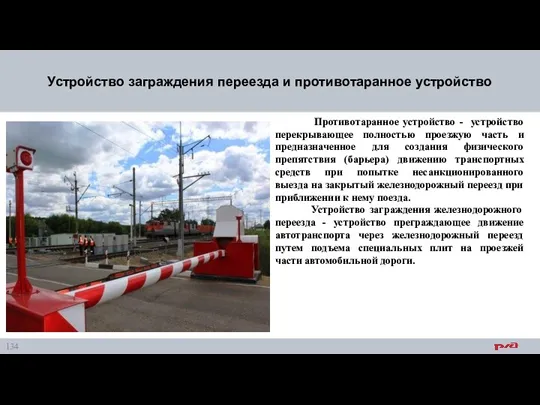
- 134. Устройство заграждения переезда и противотаранное устройство Противотаранное устройство - устройство перекрывающее полностью проезжую часть и предназначенное
- 135. Устройство заграждения переезда После опускания шлагбаумов должен обеспечиваться подъем плиты УЗП в сторону приближающегося автотранспорта на
- 136. Обеспечение видимости на переездах (часть 1) На нерегулируемых железнодорожных переездах водителям транспортных средств, находящихся на удалении
- 137. Обеспечение видимости на переездах (часть 2) Вновь создаваемые защитные лесные насаждения должны обеспечивать водителям транспортных средств
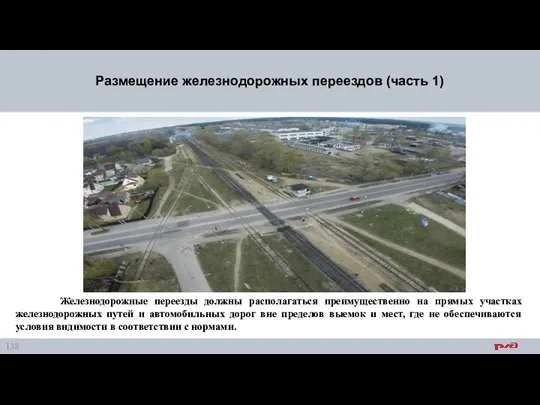
- 138. Размещение железнодорожных переездов (часть 1) Железнодорожные переезды должны располагаться преимущественно на прямых участках железнодорожных путей и
- 139. Размещение железнодорожных переездов (часть 2) Пересечения железнодорожных путей автомобильными дорогами осуществляются преимущественно под прямым углом. При
- 140. Размещение железнодорожных переездов (часть 3) На железнодорожных переездах на протяжении не менее 10 м от крайнего
- 141. Размещение железнодорожных переездов (часть 4) При реконструкции и строительстве новых автомобильных дорог подходы должны устанавливаться такими,
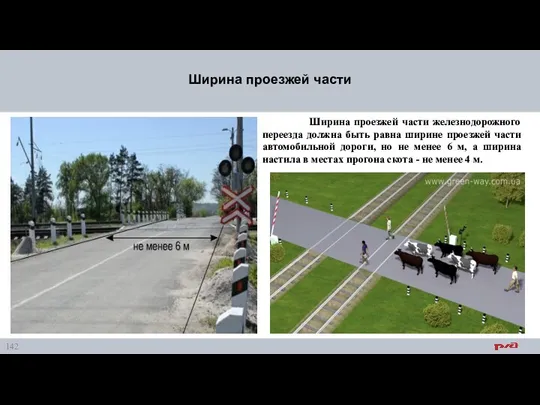
- 142. Ширина проезжей части Ширина проезжей части железнодорожного переезда должна быть равна ширине проезжей части автомобильной дороги,
- 143. Переездные настилы (часть 1) Для обеспечения одноуровневого, безопасного и комфортного пересечение дорог на железнодорожном переезде используют
- 144. Переездный настил на железобетонных шпалах
- 145. Переездный настил на деревянных шпалах
- 146. В зависимости от конструкции настила, для обеспечения беспрепятственного прохода колесных пар железнодорожного подвижного состава в пределах
- 147. Нормы устройства переездного настила (часть 2) С наружной стороны колеи настил должен быть в одном уровне
- 148. На железнодорожных переездах, обслуживаемых дежурным работником, внутри колеи каждого железнодорожного пути (на однопутных участках - с
- 149. На подходах к железнодорожным переездам со стороны железной дороги устанавливаются постоянные сигнальные знаки "С«. Сигнальные знаки
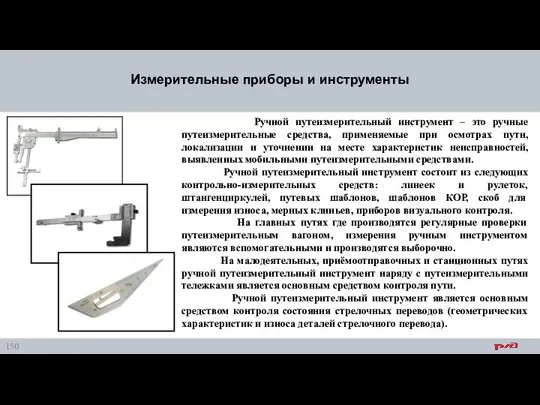
- 150. Измерительные приборы и инструменты Ручной путеизмерительный инструмент – это ручные путеизмерительные средства, применяемые при осмотрах пути,
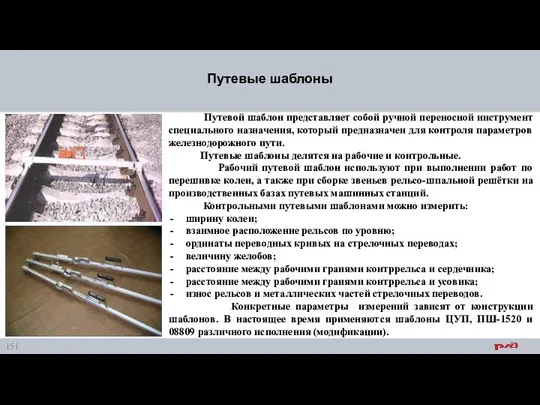
- 151. Путевой шаблон представляет собой ручной переносной инструмент специального назначения, который предназначен для контроля параметров железнодорожного пути.
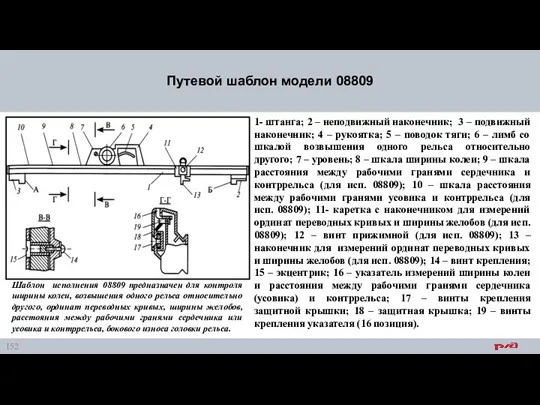
- 152. 1- штанга; 2 – неподвижный наконечник; 3 – подвижный наконечник; 4 – рукоятка; 5 – поводок
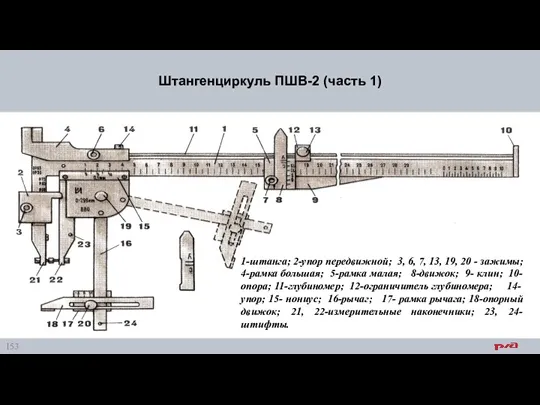
- 153. 1-штанга; 2-упор передвижной; 3, 6, 7, 13, 19, 20 - зажимы; 4-рамка большая; 5-рамка малая; 8-движок;
- 154. Штангенциркуль ПШВ-2 (часть 2)
- 155. Измерения штангенциркулем ПШВ-2
- 156. Измерения штангенциркулем ПШВ-2
- 157. Измерения штангенциркулем ПШВ-2
- 158. Измерения универсальным шаблоном модели 00316
- 159. Одиночная смена переводных брусьев (часть 1)
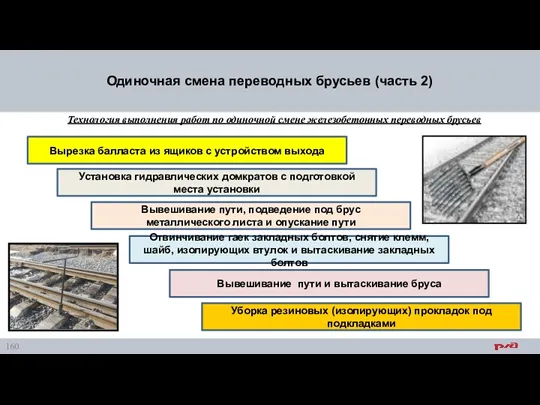
- 160. Одиночная смена переводных брусьев (часть 2) Установка гидравлических домкратов с подготовкой места установки Вырезка балласта из
- 161. Одиночная смена переводных брусьев (часть 3) Надвижка нового бруса на металлический лист Подготовка постели для нового
- 162. Одиночная смена переводных брусьев (часть 4) Опускание пути со снятием домкратов Вывешивание пути и удаление металлического
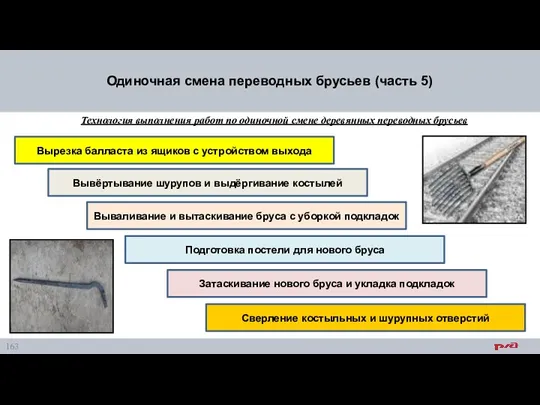
- 163. Одиночная смена переводных брусьев (часть 5) Вывёртывание шурупов и выдёргивание костылей Вырезка балласта из ящиков с
- 164. Одиночная смена переводных брусьев (часть 6) Пришивка рельса к брусу по шаблону Антисептирование костыльных и шурупных
- 165. Работы по смене флюгарочных брусьев согласовываются с дежурным по станции. Перед началом работ остряки зашивают или
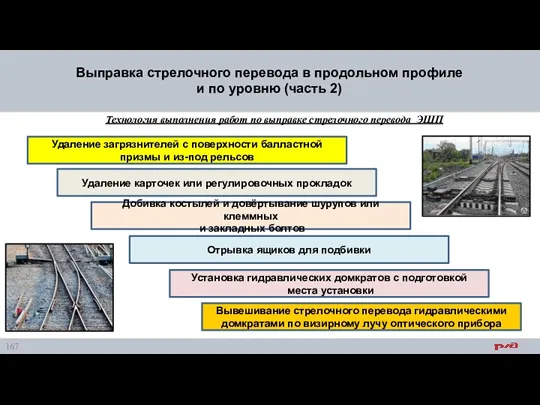
- 166. Выправка стрелочного перевода в продольном профиле и по уровню (часть 1) Сплошную выправку стрелочного перевода с
- 167. Выправка стрелочного перевода в продольном профиле и по уровню (часть 2) Удаление карточек или регулировочных прокладок
- 168. Выправка стрелочного перевода в в продольном профиле и по уровню (часть 3) Засыпка шпальных ящиков Подбивка
- 169. Одиночная смена металлических частей стрелочного перевода (часть 1) Металлические части, предназначенные к укладке, должны соответствовать по
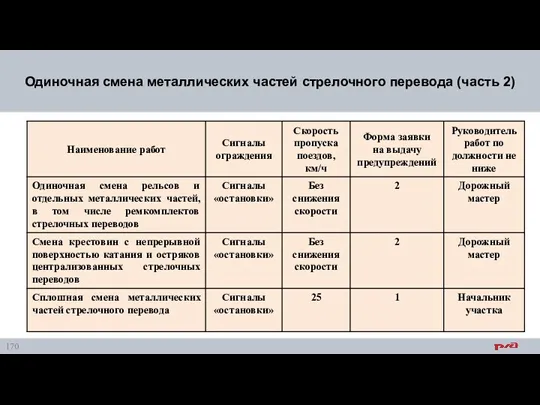
- 170. Одиночная смена металлических частей стрелочного перевода (часть 2)
- 171. Смена рамного рельса с остряком и башмаками (часть 1) Накануне производства работ по смене рамного рельса
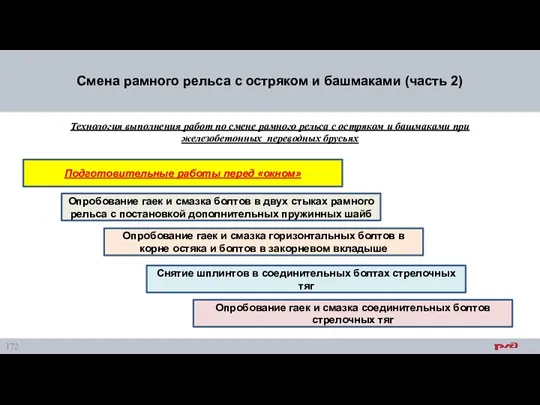
- 172. Смена рамного рельса с остряком и башмаками (часть 2) Опробование гаек и смазка болтов в двух
- 173. Смена рамного рельса с остряком и башмаками (часть 3) Опробование гаек и смазка оставшихся клеммных болтов
- 174. Смена рамного рельса с остряком и башмаками (часть 4) Отвинчивание гаек и удаление соединительных болтов стрелочных
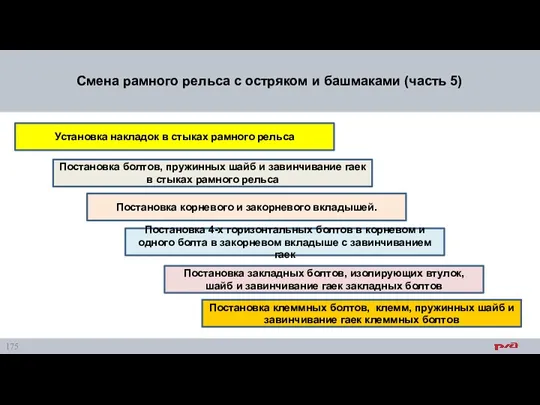
- 175. Смена рамного рельса с остряком и башмаками (часть 5) Постановка болтов, пружинных шайб и завинчивание гаек
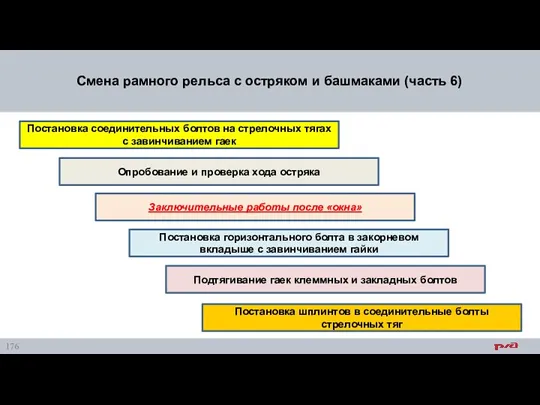
- 176. Смена рамного рельса с остряком и башмаками (часть 6) Опробование и проверка хода остряка Постановка соединительных
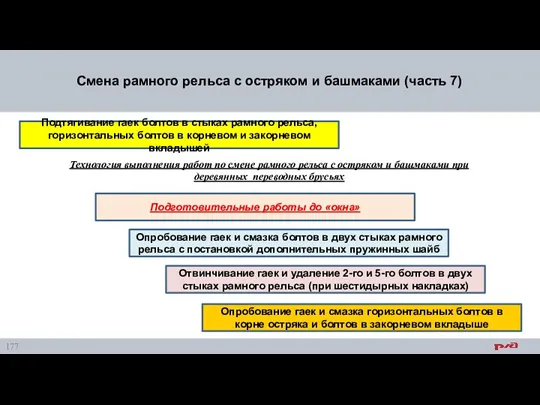
- 177. Смена рамного рельса с остряком и башмаками (часть 7) Подтягивание гаек болтов в стыках рамного рельса,
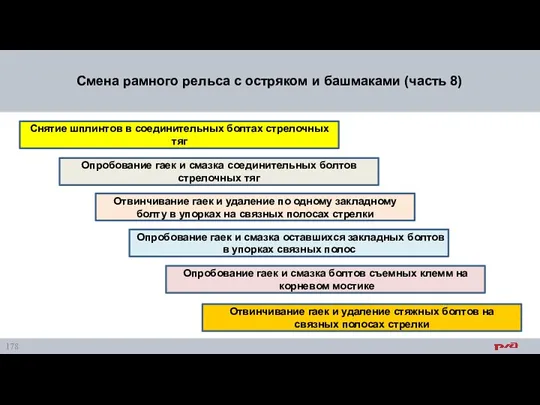
- 178. Смена рамного рельса с остряком и башмаками (часть 8) Опробование гаек и смазка соединительных болтов стрелочных
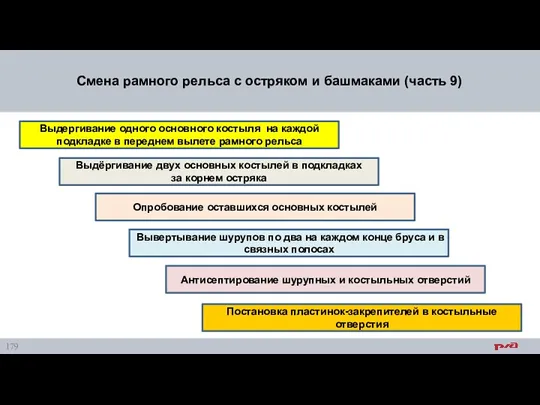
- 179. Смена рамного рельса с остряком и башмаками (часть 9) Выдёргивание двух основных костылей в подкладках за
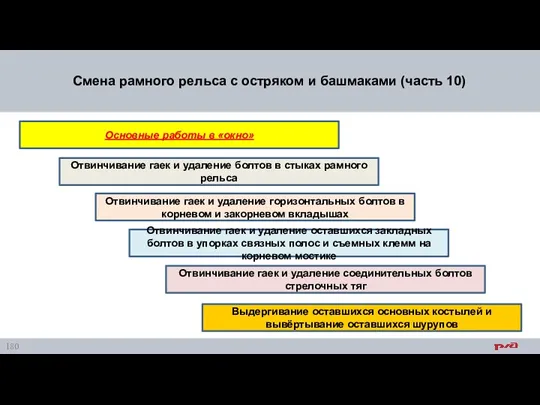
- 180. Смена рамного рельса с остряком и башмаками (часть 10) Отвинчивание гаек и удаление болтов в стыках
- 181. Смена рамного рельса с остряком и башмаками (часть 11) Постановка пластинок-закрепителей в костыльные отверстия Антисептирование шурупных
- 182. Смена рамного рельса с остряком и башмаками (часть 12) Постановка корневого и закорневого вкладышей Постановка восьми
- 183. Смена рамного рельса с остряком и башмаками (часть 13) Ввертывание по два шурупа на каждом конце
- 184. Смена рамного рельса с остряком и башмаками (часть 14) Постановка недостающих закладных болтов в упорках связных
- 185. Смена рамного рельса с остряком и башмаками (часть 15) Подтягивание гаек закладных болтов в упорках связных
- 186. Смена крестовины (часть 1) Опробование гаек и смазка болтов в двух передних стыках крестовины с постановкой
- 187. Смена крестовины (часть 2) Снятие рельсовых соединителей обрубкой Основные работы в «окно» Отвинчивание гаек и удаление
- 188. Смена крестовины (часть 3) Сдвижка старой крестовины Отвинчивание и снятие гаек клеммных болтов, снятие пружинных шайб,
- 189. Смена крестовины (часть 4) Постановка лапок-удержек и завинчивание гаек закладных болтов Постановка клеммных болтов, клемм, пружинных
- 190. Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 1) Подготовительные работы перед «окном» Опробование гаек
- 191. Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 2) Снятие накладок Отвинчивание гаек и удаление
- 192. Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 3) Постановка стыковых болтов, пружинных шайб и
- 193. Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 4) Подтягивание гаек стыковых болтов Заключительные работы
- 194. Исправление ширины рельсовой колеи на стрелочном переводе (часть 1) До начала исправления ширины колеи на стрелочном
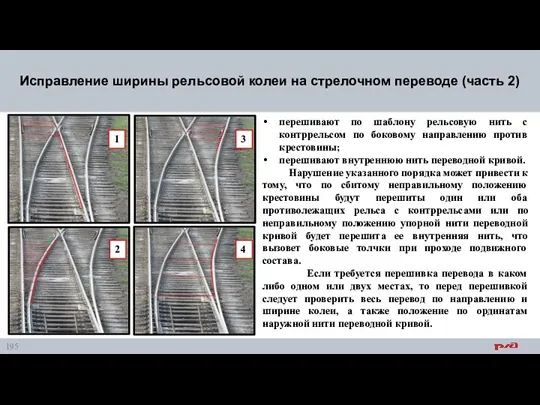
- 195. Исправление ширины рельсовой колеи на стрелочном переводе (часть 2) 1 2 3 4 перешивают по шаблону
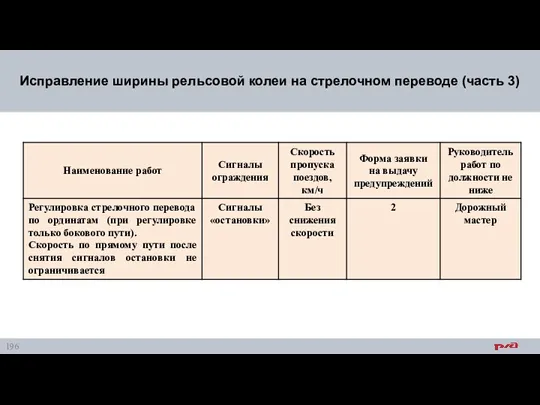
- 196. Исправление ширины рельсовой колеи на стрелочном переводе (часть 3)
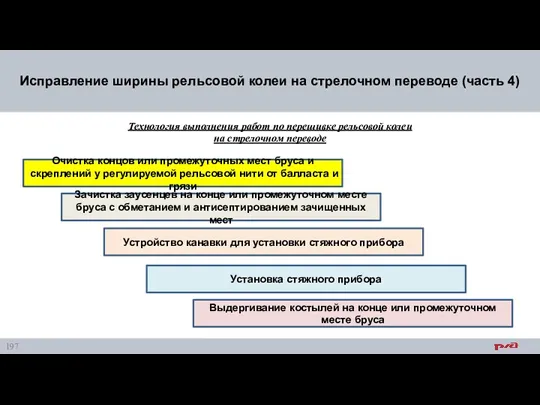
- 197. Исправление ширины рельсовой колеи на стрелочном переводе (часть 4) Зачистка заусенцев на конце или промежуточном месте
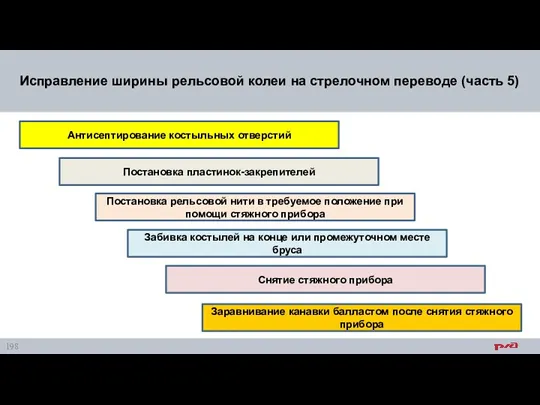
- 198. Исправление ширины рельсовой колеи на стрелочном переводе (часть 5) Постановка пластинок-закрепителей Антисептирование костыльных отверстий Постановка рельсовой
- 199. Исправление ширины рельсовой колеи на стрелочном переводе (часть 6) Исправление ширины рельсовой колеи на стрелочных переводах
- 200. Исправление ширины рельсовой колеи на стрелочном переводе (часть 7) Порядок исправления ширины колеи на стрелочном переводе
- 201. Исправление ширины рельсовой колеи на стрелочном переводе (часть 8) монтируют регулировочные прокладки в предусмотренных местах (между
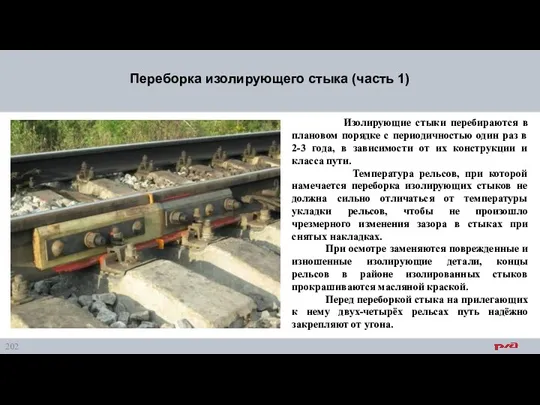
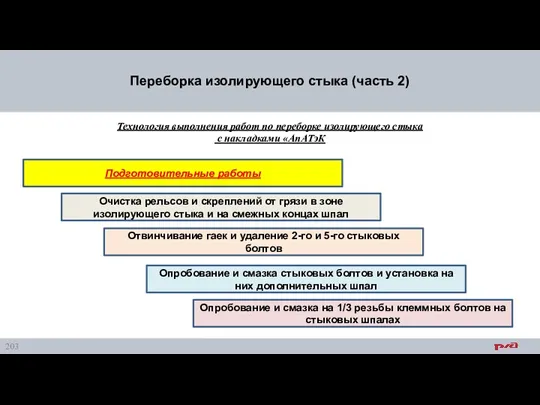
- 202. Переборка изолирующего стыка (часть 1) Изолирующие стыки перебираются в плановом порядке с периодичностью один раз в
- 203. Переборка изолирующего стыка (часть 2) Очистка рельсов и скреплений от грязи в зоне изолирующего стыка и
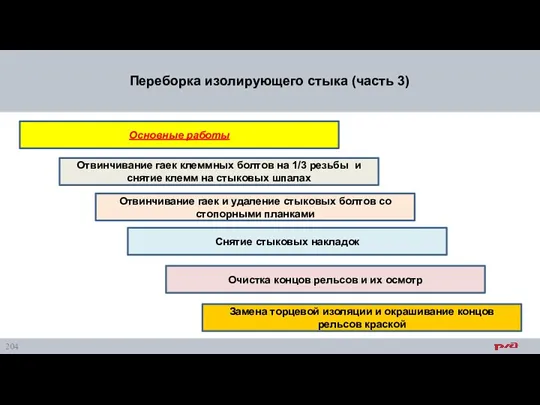
- 204. Переборка изолирующего стыка (часть 3) Отвинчивание гаек клеммных болтов на 1/3 резьбы и снятие клемм на
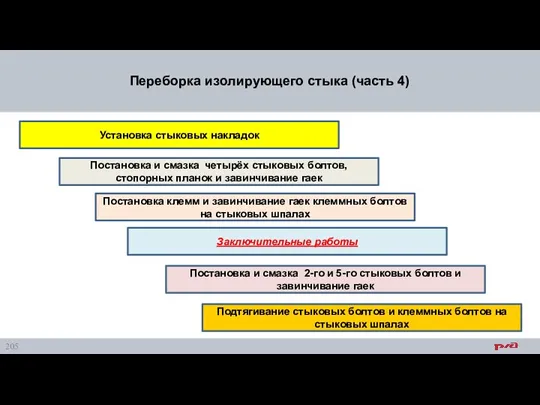
- 205. Переборка изолирующего стыка (часть 4) Постановка и смазка четырёх стыковых болтов, стопорных планок и завинчивание гаек
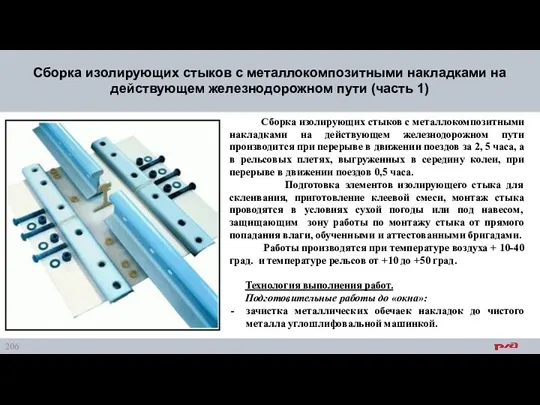
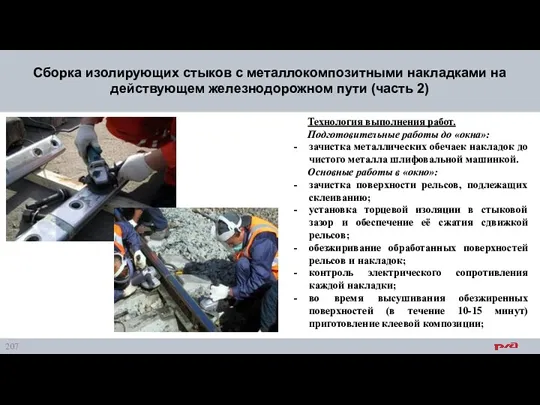
- 206. Сборка изолирующих стыков с металлокомпозитными накладками на действующем железнодорожном пути (часть 1) Сборка изолирующих стыков с
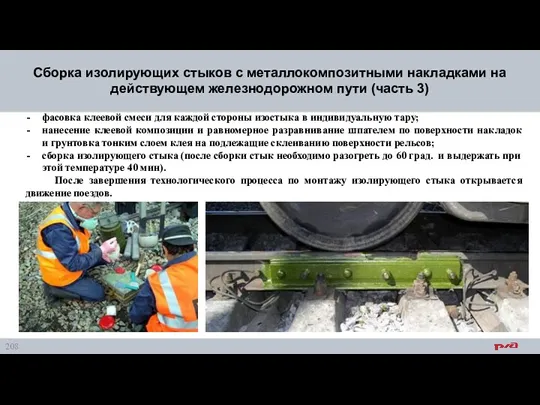
- 207. Сборка изолирующих стыков с металлокомпозитными накладками на действующем железнодорожном пути (часть 2) Технология выполнения работ. Подготовительные
- 208. фасовка клеевой смеси для каждой стороны изостыка в индивидуальную тару; нанесение клеевой композиции и равномерное разравнивание
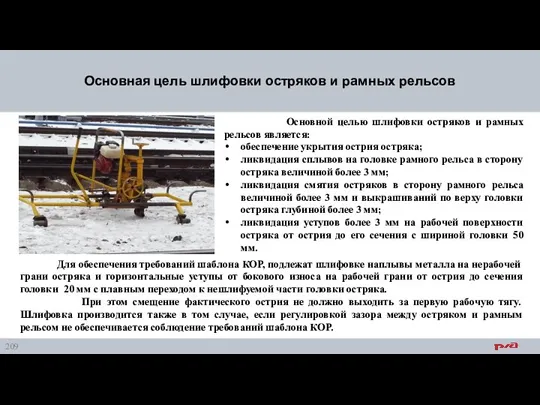
- 209. Основная цель шлифовки остряков и рамных рельсов Основной целью шлифовки остряков и рамных рельсов является: обеспечение
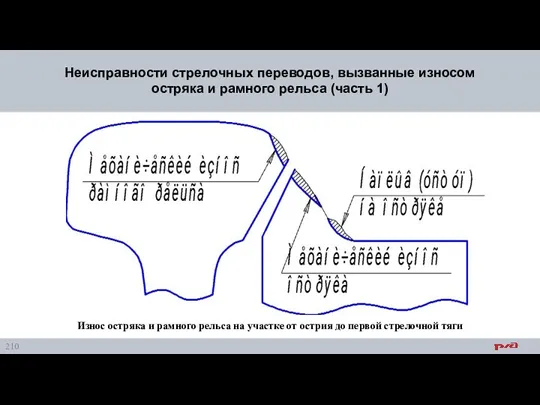
- 210. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса (часть 1) Износ остряка и рамного рельса
- 211. Неисправности стрелочных переводов, вызванные износом остряка и рамного рельса (часть 2) Износ остряка на участке от
- 212. Организация работ по шлифовке остряков Работы по устранению шлифовкой дефектов остряков, выполняются на стрелочных переводах в
- 213. Порядок работ по шлифовке остряков (часть 1) Порядок работ при шлифовке остряков. Подготовительные работы: для принятия
- 214. Измерение понижения остряка относительно рамного рельса с помощью линейки или штангенциркуля Порядок работ по шлифовке остряков
- 215. Измерение расстояния от верха головки рамного рельса до кромки строганной её части Порядок работ по шлифовке
- 216. Порядок работ по шлифовке остряков (часть 4) Измерение понижения остряка относительно рамного рельса с помощью усовершенствованного
- 217. на стороне остряка, обращенной к рамному рельсу, тонким мелком или остро заточенным цветным карандашом в острие
- 218. Порядок работ по шлифовке остряков (часть 6) Последовательность проведения работ. Шлифовка верха головки остряка производится до
- 219. Порядок работ по шлифовке остряков (часть 7) За сечением 20 мм выполняется плавный отвод понижения головки
- 220. Порядок работ по шлифовке остряков (часть 8) Шлифовка головки остряка при переносе острия а) шлифовка головки
- 222. Скачать презентацию
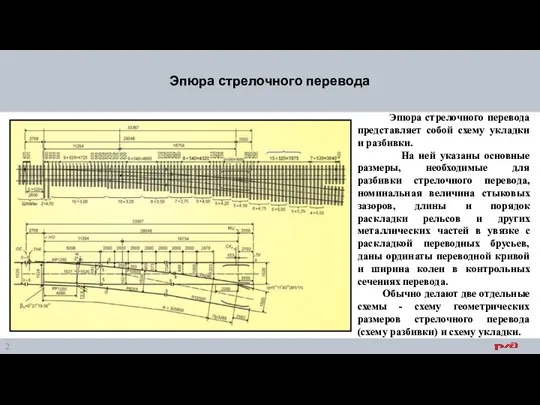
Эпюра стрелочного перевода
Эпюра стрелочного перевода представляет собой схему укладки и
Эпюра стрелочного перевода
Эпюра стрелочного перевода представляет собой схему укладки и
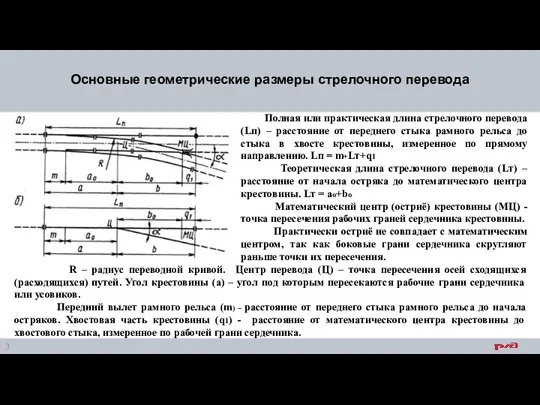
Основные геометрические размеры стрелочного перевода
Полная или практическая длина стрелочного перевода
Основные геометрические размеры стрелочного перевода
Полная или практическая длина стрелочного перевода
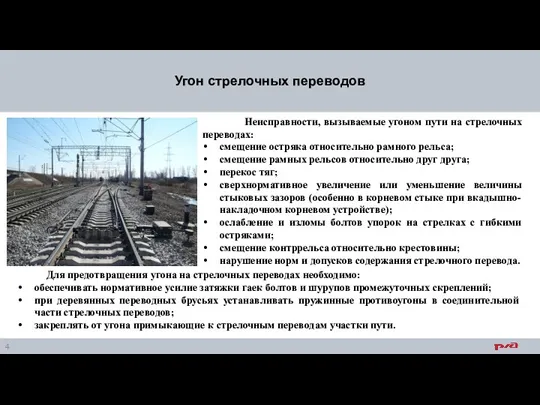
Угон стрелочных переводов
Неисправности, вызываемые угоном пути на стрелочных переводах:
смещение остряка
Угон стрелочных переводов
Неисправности, вызываемые угоном пути на стрелочных переводах:
смещение остряка
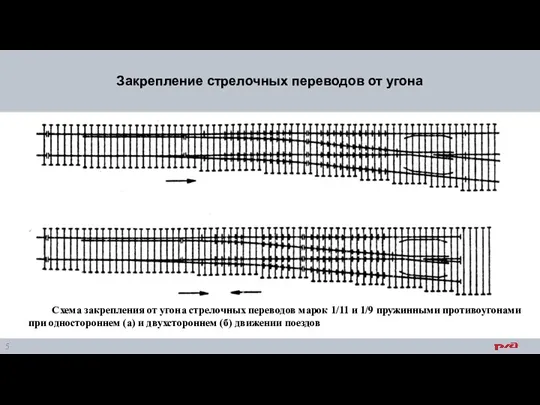
Закрепление стрелочных переводов от угона
Схема закрепления от угона стрелочных переводов
Закрепление стрелочных переводов от угона
Схема закрепления от угона стрелочных переводов
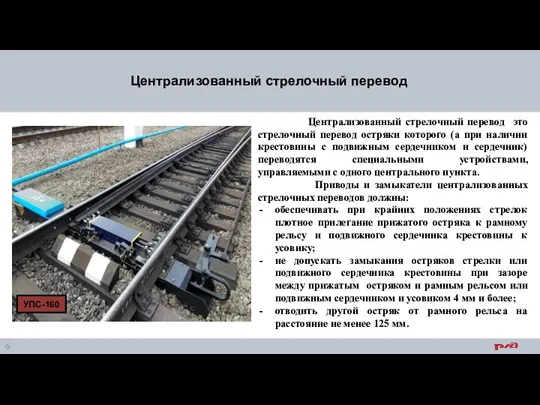
Централизованный стрелочный перевод
Централизованный стрелочный перевод это стрелочный перевод остряки которого
Централизованный стрелочный перевод
Централизованный стрелочный перевод это стрелочный перевод остряки которого
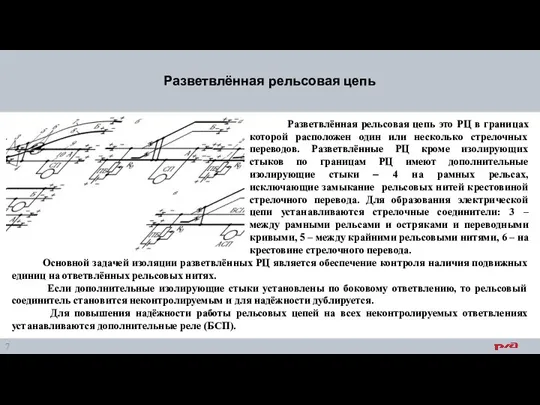
Разветвлённая рельсовая цепь это РЦ в границах которой расположен один
Разветвлённая рельсовая цепь это РЦ в границах которой расположен один
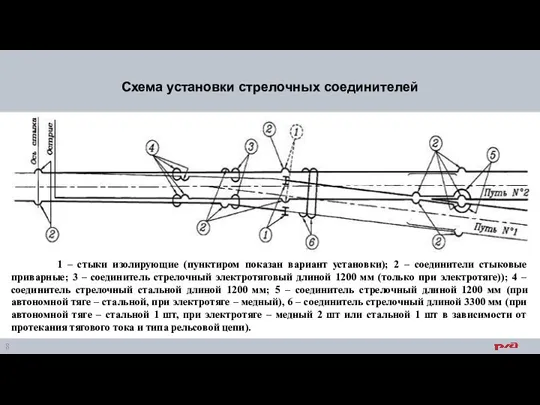
1 – стыки изолирующие (пунктиром показан вариант установки); 2 –
1 – стыки изолирующие (пунктиром показан вариант установки); 2 –
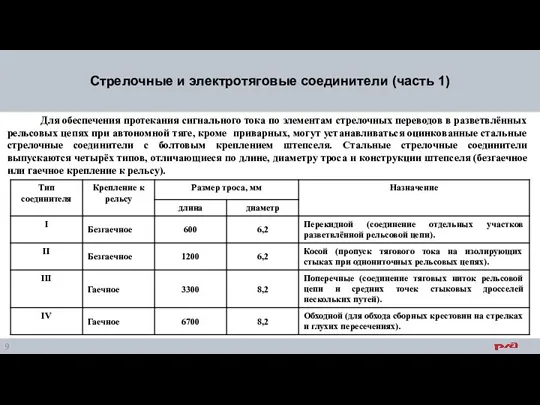
Стрелочные и электротяговые соединители (часть 1)
Для обеспечения протекания сигнального тока
Стрелочные и электротяговые соединители (часть 1)
Для обеспечения протекания сигнального тока

Стрелочные соединители дублируются, если источник питания и путевое реле подключены
Стрелочные соединители дублируются, если источник питания и путевое реле подключены
Расположение изолирующих стыков
Изолирующие стыки должны размещаться на расстоянии 3,5 м
Расположение изолирующих стыков
Изолирующие стыки должны размещаться на расстоянии 3,5 м

Стрелочные электроприводы предназначены для перевода, запирания и контроля положения остряков
Стрелочные электроприводы предназначены для перевода, запирания и контроля положения остряков

Классификация электроприводов по времени перевода
Электроприводы
Быстродействующие (время перевода до 1 с)
Медленнодействующие (время
Классификация электроприводов по времени перевода
Электроприводы
Быстродействующие (время перевода до 1 с)
Медленнодействующие (время

Стрелочные электроприводы предназначены для перевода, замыкания и контроля четырёх положений остряков:
крайнее
Стрелочные электроприводы предназначены для перевода, замыкания и контроля четырёх положений остряков:
крайнее
В общем виде структурная схема стрелочного электропривода включает в себя:
реверсивный
В общем виде структурная схема стрелочного электропривода включает в себя:
реверсивный

Устройство стрелочного электропривода (часть 2)
Электропривод типа СП осуществляет совместный перевод
Устройство стрелочного электропривода (часть 2)
Электропривод типа СП осуществляет совместный перевод

Глухие пересечения
Глухие пересечения – конструкции, предназначенные для пересечения двух путей
Глухие пересечения
Глухие пересечения – конструкции, предназначенные для пересечения двух путей
Косоугольное глухое пересечение
Косоугольные глухие пересечения состоят из:
двух острых крестовин;
двух тупых
Косоугольное глухое пересечение
Косоугольные глухие пересечения состоят из:
двух острых крестовин;
двух тупых

Тупые крестовины (часть 1)
Тупая крестовина состоит из:
двух сердечников;
усовика;
контррельса, который является
Тупые крестовины (часть 1)
Тупая крестовина состоит из:
двух сердечников;
усовика;
контррельса, который является
Тупые крестовины (часть 2)
Контррельс повышен на 45 мм, относительно поверхности
Тупые крестовины (часть 2)
Контррельс повышен на 45 мм, относительно поверхности
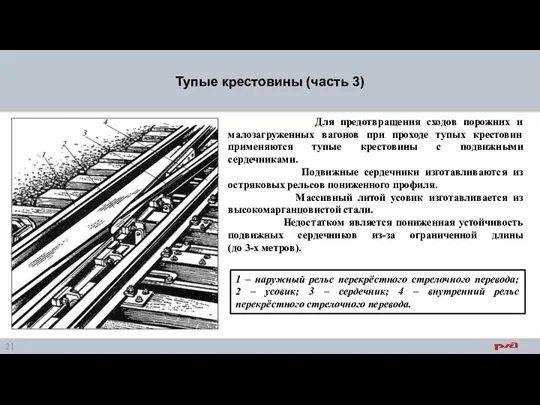
Тупые крестовины (часть 3)
Для предотвращения сходов порожних и малозагруженных вагонов
Тупые крестовины (часть 3)
Для предотвращения сходов порожних и малозагруженных вагонов
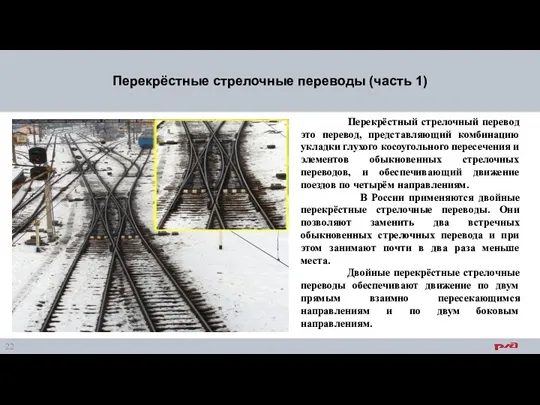
Перекрёстные стрелочные переводы (часть 1)
Перекрёстный стрелочный перевод это перевод, представляющий
Перекрёстные стрелочные переводы (часть 1)
Перекрёстный стрелочный перевод это перевод, представляющий

Перекрёстные стрелочные переводы (часть 2)
Перекрёстный стрелочный перевод состоит из:
двух острых
Перекрёстные стрелочные переводы (часть 2)
Перекрёстный стрелочный перевод состоит из:
двух острых
Классификатор дефектов и повреждений элементов стрелочных переводов (часть 1)
Дефекты и
Классификатор дефектов и повреждений элементов стрелочных переводов (часть 1)
Дефекты и
Классификатор дефектов и повреждений элементов
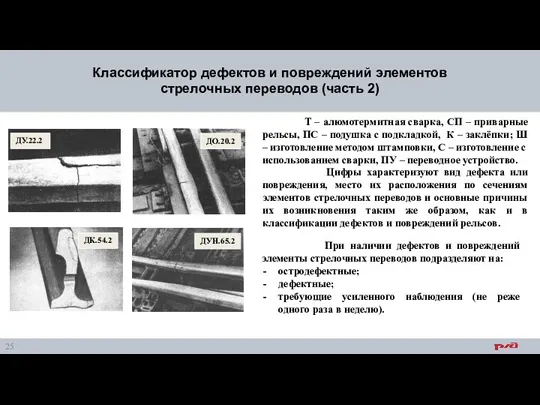
стрелочных переводов (часть 2)
Т
Классификатор дефектов и повреждений элементов
стрелочных переводов (часть 2)
Т
Маркировка дефектных и остродефектных элементов стрелочного перевода производится аналогично маркировке
Маркировка дефектных и остродефектных элементов стрелочного перевода производится аналогично маркировке
Остродефектные элементы стрелочных переводов подлежат немедленной замене. При невозможности замены
Остродефектные элементы стрелочных переводов подлежат немедленной замене. При невозможности замены
Нормы износа основных металлических частей стрелочных переводов (часть 1)
Нормы износа основных металлических частей стрелочных переводов (часть 1)
Нормы износа основных металлических частей стрелочных переводов (часть 2)
Нормы износа основных металлических частей стрелочных переводов (часть 2)
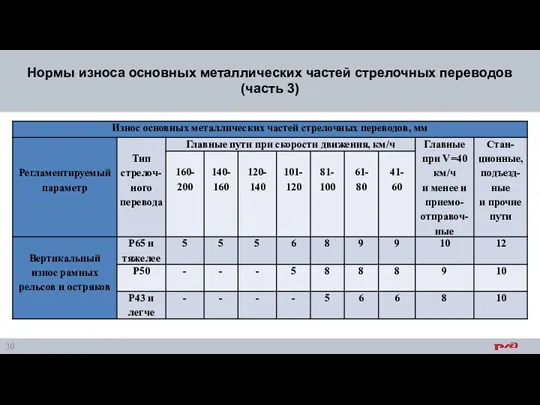
Нормы износа основных металлических частей стрелочных переводов (часть 3)
Нормы износа основных металлических частей стрелочных переводов (часть 3)
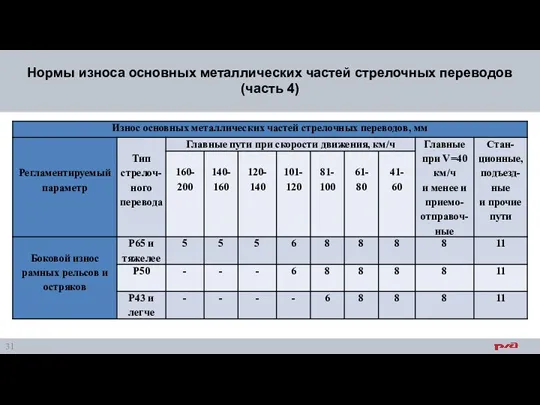
Нормы износа основных металлических частей стрелочных переводов (часть 4)
Нормы износа основных металлических частей стрелочных переводов (часть 4)
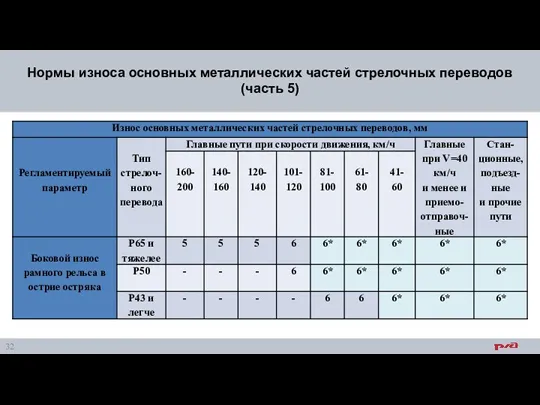
Нормы износа основных металлических частей стрелочных переводов (часть 5)
Нормы износа основных металлических частей стрелочных переводов (часть 5)
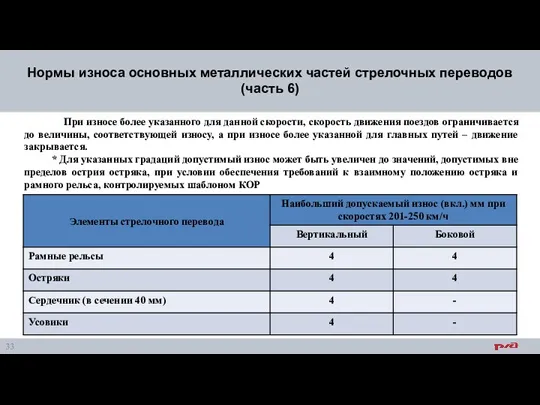
Нормы износа основных металлических частей стрелочных переводов (часть 6)
При
Нормы износа основных металлических частей стрелочных переводов (часть 6)
При
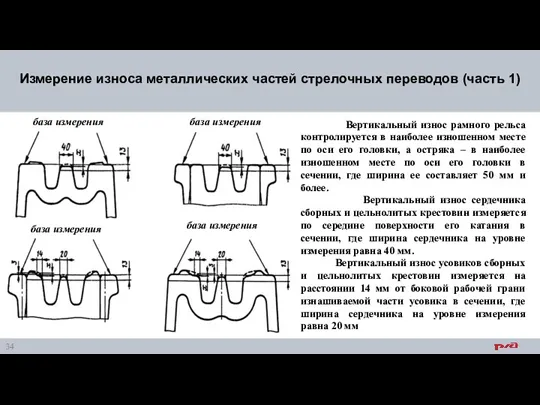
Вертикальный износ рамного рельса контролируется в наиболее изношенном месте по
Вертикальный износ рамного рельса контролируется в наиболее изношенном месте по
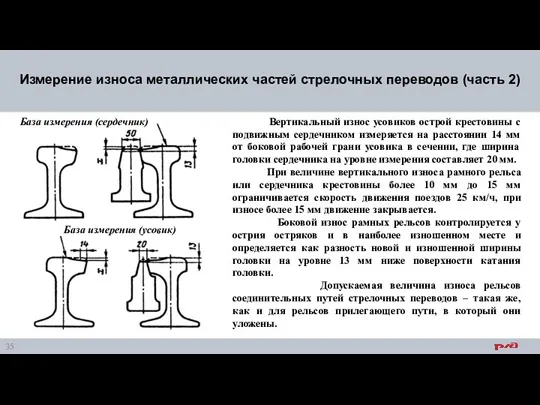
Измерение износа металлических частей стрелочных переводов (часть 2)
Вертикальный износ
Измерение износа металлических частей стрелочных переводов (часть 2)
Вертикальный износ
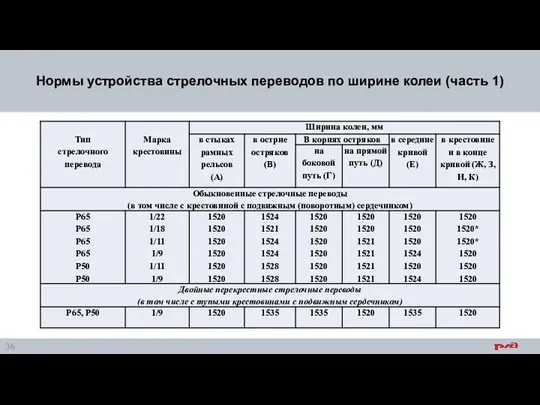
Нормы устройства стрелочных переводов по ширине колеи (часть 1)
Нормы устройства стрелочных переводов по ширине колеи (часть 1)
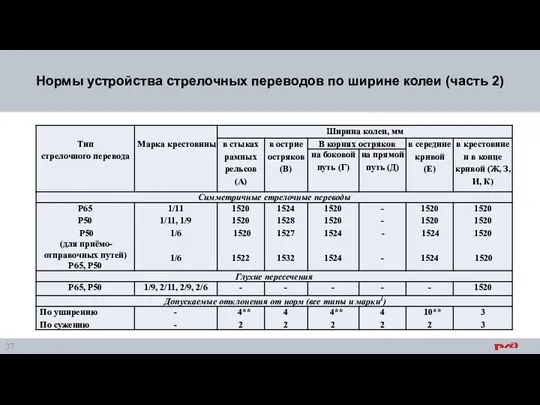
Нормы устройства стрелочных переводов по ширине колеи (часть 2)
Нормы устройства стрелочных переводов по ширине колеи (часть 2)
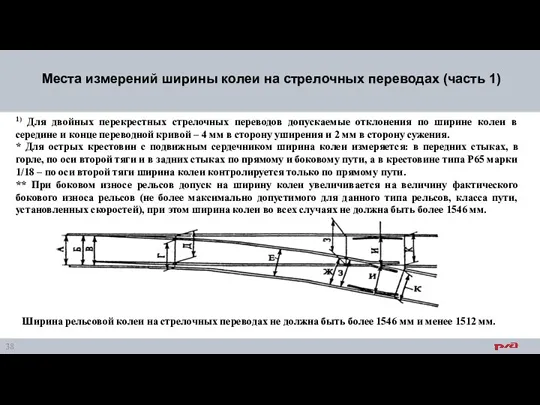
Места измерений ширины колеи на стрелочных переводах (часть 1)
Ширина рельсовой колеи
Места измерений ширины колеи на стрелочных переводах (часть 1)
Ширина рельсовой колеи
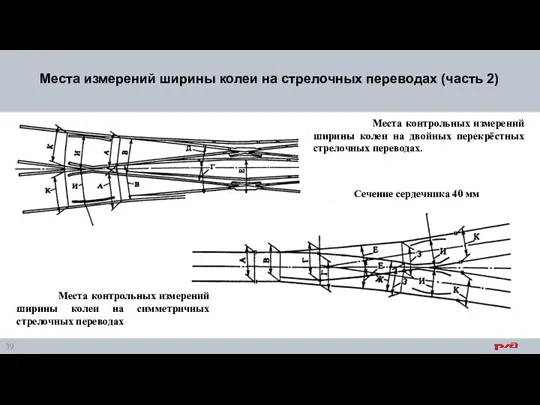
Места измерений ширины колеи на стрелочных переводах (часть 2)
Места
Места измерений ширины колеи на стрелочных переводах (часть 2)
Места
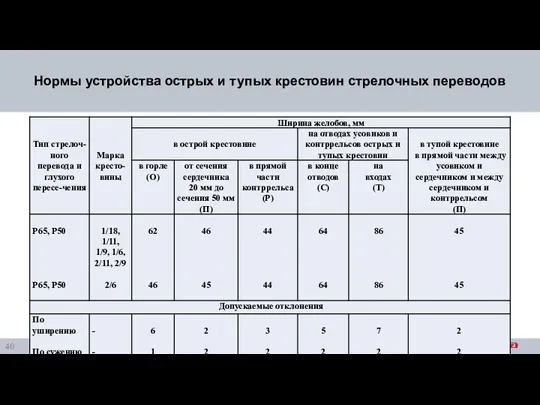
Нормы устройства острых и тупых крестовин стрелочных переводов
Нормы устройства острых и тупых крестовин стрелочных переводов
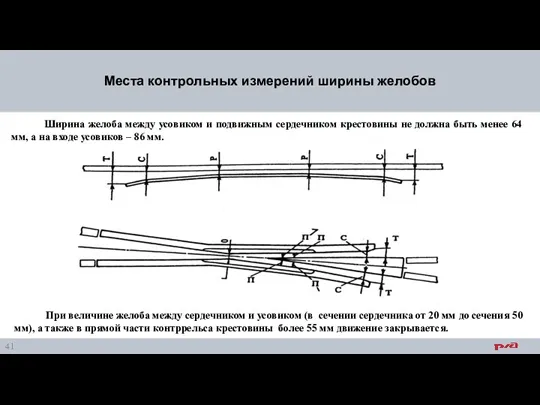
Ширина желоба между усовиком и подвижным сердечником крестовины не должна
Ширина желоба между усовиком и подвижным сердечником крестовины не должна
Ширина желобов в контррельсовых узлах с контррельсом не связанным с
Ширина желобов в контррельсовых узлах с контррельсом не связанным с
Износ контррельсов (часть 2)
Нормы износа контррельсов из профиля СП850:
для контррельсов
Износ контррельсов (часть 2)
Нормы износа контррельсов из профиля СП850:
для контррельсов
Расстояния между остряком и рамным рельсом (часть 1)
Шаг остряка
Расстояния между остряком и рамным рельсом (часть 1)
Шаг остряка
Расстояния между остряком и рамным рельсом (2 часть)
Регулировочная металлическая прокладка
Расстояния между остряком и рамным рельсом (2 часть)
Регулировочная металлическая прокладка
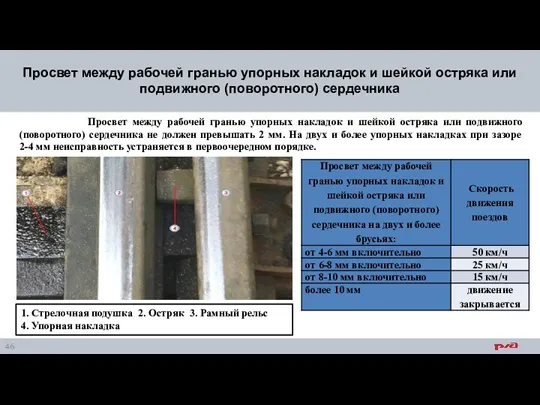
Просвет между рабочей гранью упорных накладок и шейкой остряка или
Просвет между рабочей гранью упорных накладок и шейкой остряка или
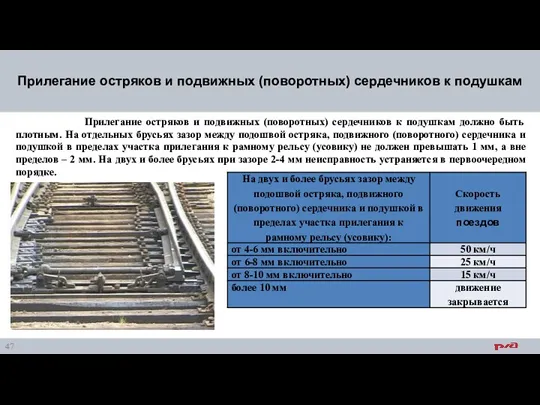
Прилегание остряков и подвижных (поворотных) сердечников к подушкам должно быть
Прилегание остряков и подвижных (поворотных) сердечников к подушкам должно быть
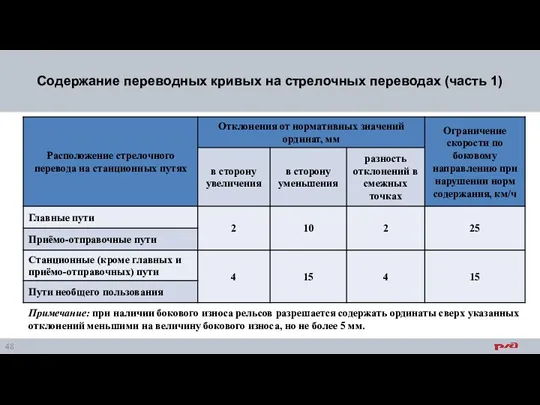
Примечание: при наличии бокового износа рельсов разрешается содержать ординаты сверх указанных
Примечание: при наличии бокового износа рельсов разрешается содержать ординаты сверх указанных
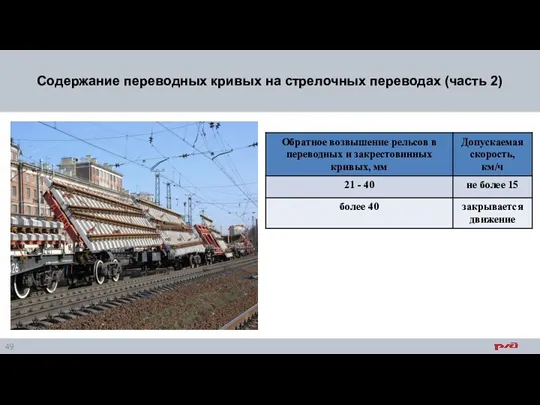
Содержание переводных кривых на стрелочных переводах (часть 2)
Содержание переводных кривых на стрелочных переводах (часть 2)
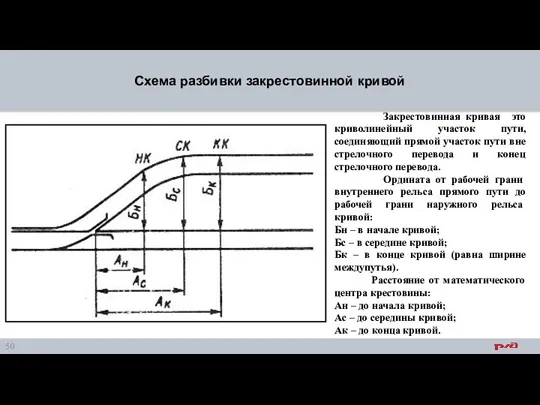
Схема разбивки закрестовинной кривой
Закрестовинная кривая это криволинейный участок пути, соединяющий
Схема разбивки закрестовинной кривой
Закрестовинная кривая это криволинейный участок пути, соединяющий
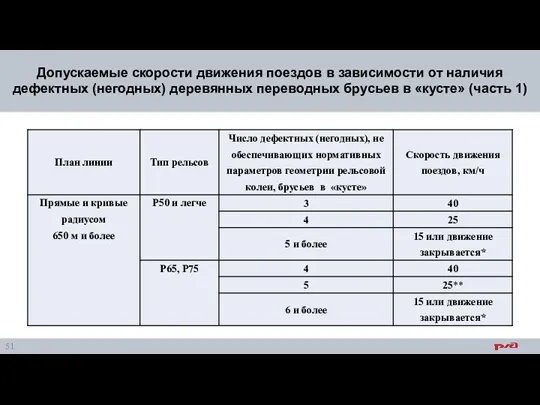
Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных
Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных
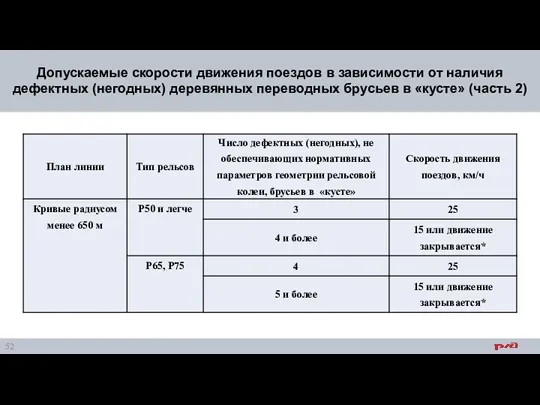
Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных
Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных
Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных
Допускаемые скорости движения поездов в зависимости от наличия дефектных (негодных) деревянных
200 мм – для обыкновенных и симметричных стрелок марок 1/11 и
200 мм – для обыкновенных и симметричных стрелок марок 1/11 и
Требования к взаимному положению остряка и рамного рельса (часть 1)
В
Требования к взаимному положению остряка и рамного рельса (часть 1)
В
Требования к взаимному положению остряка и рамного рельса ( часть 2)
Требования к взаимному положению остряка и рамного рельса ( часть 2)
Требования к взаимному положению остряка и рамного рельса (часть 3)
5.
Требования к взаимному положению остряка и рамного рельса (часть 3)
5.
Требования к взаимному положению остряка и рамного рельса (часть 4)
Прямолинейность
Требования к взаимному положению остряка и рамного рельса (часть 4)
Прямолинейность
Выкрашивание остряка (часть 1)
Выкрашивание – поверхностное разрушение рельса в местах
Выкрашивание остряка (часть 1)
Выкрашивание – поверхностное разрушение рельса в местах

Выкрашивание остряка (часть 2)
При образовании цепочки из отдельных дефектов в
Выкрашивание остряка (часть 2)
При образовании цепочки из отдельных дефектов в
ОАО "РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ"
РАСПОРЯЖЕНИЕ
от 14 декабря 2016 г. N 2544 р
ОБ
ОАО "РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ"
РАСПОРЯЖЕНИЕ
от 14 декабря 2016 г. N 2544 р
ОБ
На путях 1-го и 2-го классов, а также 3-го класса
На путях 1-го и 2-го классов, а также 3-го класса
Плети, укладываемые в кривых должны иметь разную длину по наружной
Плети, укладываемые в кривых должны иметь разную длину по наружной
Рельсовые плети бесстыкового пути (часть 3)
Во всех случаях, кроме участков
Рельсовые плети бесстыкового пути (часть 3)
Во всех случаях, кроме участков
Уравнительные пролёты (часть 1)
При укладке бесстыкового пути необходимо стремиться к
Уравнительные пролёты (часть 1)
При укладке бесстыкового пути необходимо стремиться к
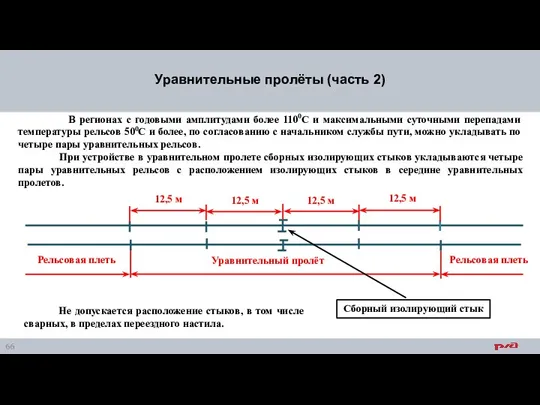
В регионах с годовыми амплитудами более 1100С и максимальными суточными
В регионах с годовыми амплитудами более 1100С и максимальными суточными
Уравнительные пролёты (часть 3)
При временном закреплении плетей при температуре рельсов
Уравнительные пролёты (часть 3)
При временном закреплении плетей при температуре рельсов
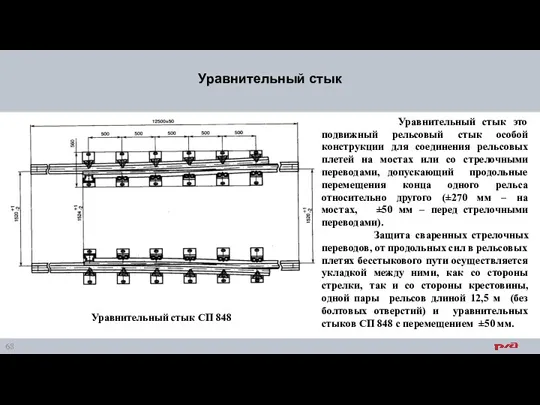
Уравнительный стык
Уравнительный стык это подвижный рельсовый стык особой конструкции для
Уравнительный стык
Уравнительный стык это подвижный рельсовый стык особой конструкции для
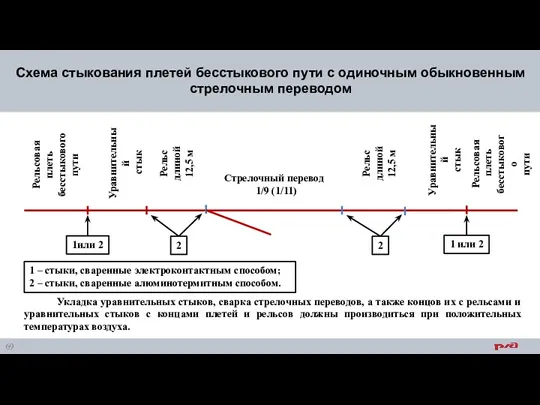
Схема стыкования плетей бесстыкового пути с одиночным обыкновенным стрелочным переводом
Рельсовая плеть
бесстыкового
Схема стыкования плетей бесстыкового пути с одиночным обыкновенным стрелочным переводом
Рельсовая плеть
бесстыкового
Особое внимание работники дистанций пути должны уделять предотвращению угона плетей
Особое внимание работники дистанций пути должны уделять предотвращению угона плетей
В качестве «маячной» шпалы выбирается шпала, расположенная на против пикетного
В качестве «маячной» шпалы выбирается шпала, расположенная на против пикетного
При скреплениях КБ65 закладные болты на ней должны быть затянуты
При скреплениях КБ65 закладные болты на ней должны быть затянуты
Контроль по «маячным» шпалам должен быть дополнен контролем по поперечным
Контроль по «маячным» шпалам должен быть дополнен контролем по поперечным
Краткосрочное восстановление целостности рельсовой плети (часть 1)
При обнаружении в рельсовой
Краткосрочное восстановление целостности рельсовой плети (часть 1)
При обнаружении в рельсовой
Краткосрочное восстановление целостности рельсовой плети (часть 2)
Краткосрочное восстановление
Установка шестидырных накладок сжатых
Краткосрочное восстановление целостности рельсовой плети (часть 2)
Краткосрочное восстановление
Установка шестидырных накладок сжатых
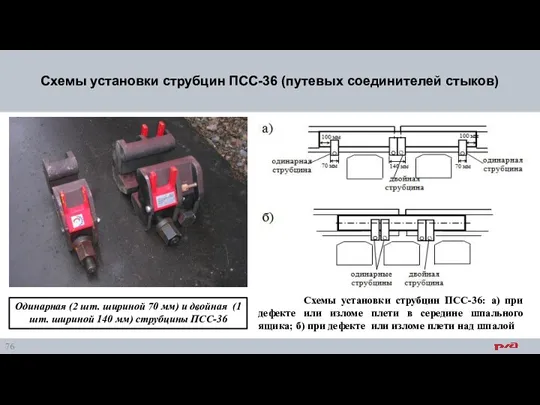
Схемы установки струбцин ПСС-36 (путевых соединителей стыков)
Схемы установки струбцин ПСС-36:
Схемы установки струбцин ПСС-36 (путевых соединителей стыков)
Схемы установки струбцин ПСС-36:
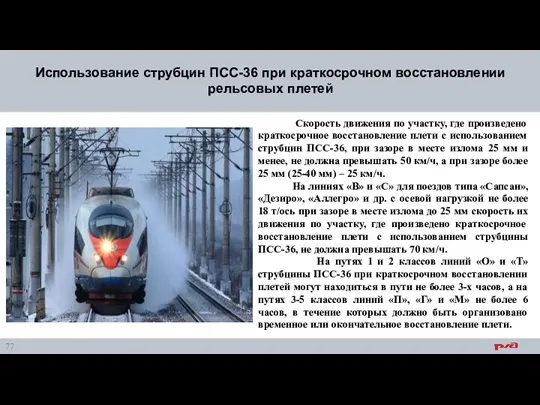
Скорость движения по участку, где произведено краткосрочное восстановление плети с
Скорость движения по участку, где произведено краткосрочное восстановление плети с
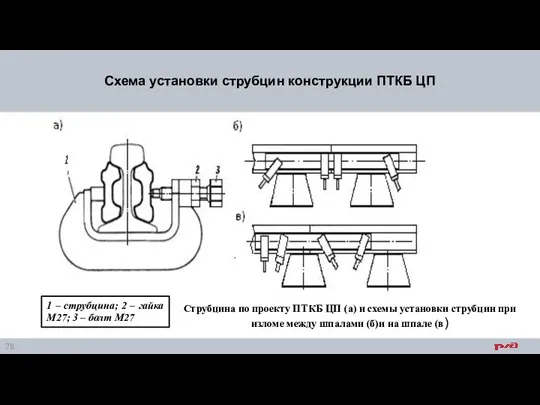
Схема установки струбцин конструкции ПТКБ ЦП
Струбцина по проекту ПТКБ ЦП (а)
Схема установки струбцин конструкции ПТКБ ЦП
Струбцина по проекту ПТКБ ЦП (а)
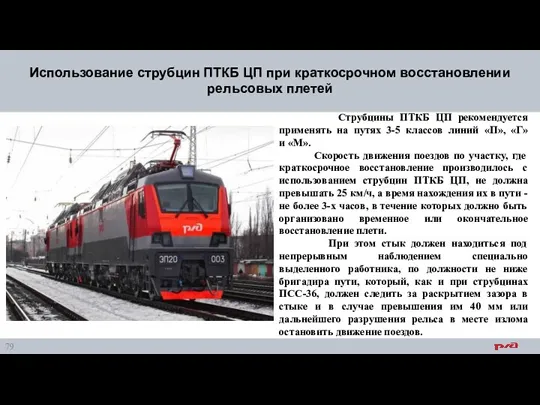
Использование струбцин ПТКБ ЦП при краткосрочном восстановлении рельсовых плетей
Струбцины ПТКБ
Использование струбцин ПТКБ ЦП при краткосрочном восстановлении рельсовых плетей
Струбцины ПТКБ
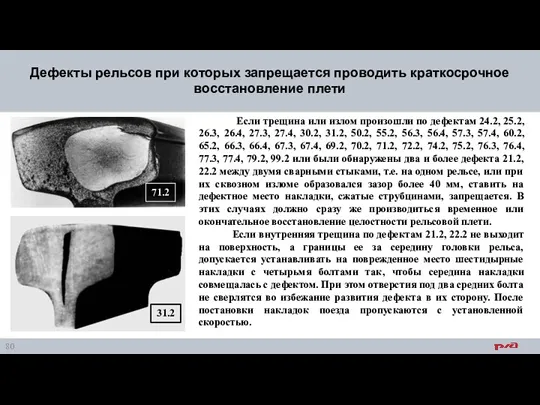
Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3,
Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3,
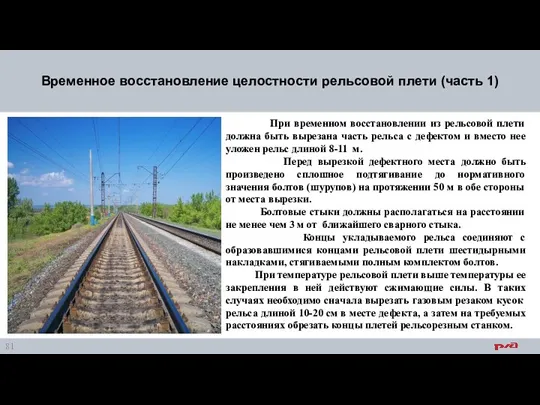
Временное восстановление целостности рельсовой плети (часть 1)
При временном восстановлении
Временное восстановление целостности рельсовой плети (часть 1)
При временном восстановлении
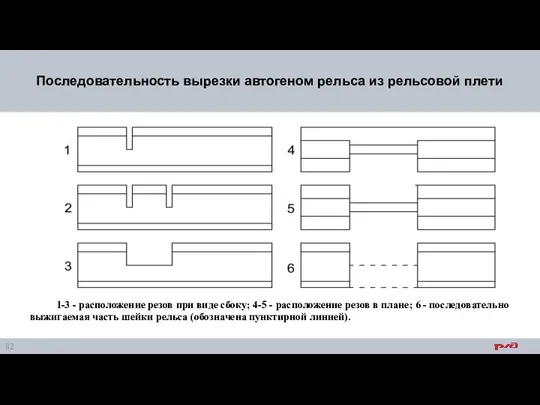
1-3 - расположение резов при виде сбоку; 4-5 - расположение
1-3 - расположение резов при виде сбоку; 4-5 - расположение
Восстановление целостности рельсовой плети (часть 2)
Каждый временно уложенный рельс (в
Восстановление целостности рельсовой плети (часть 2)
Каждый временно уложенный рельс (в

Окончательное восстановление целостности рельсовой плети (часть 1)
Окончательное восстановление рельсовых плетей
Окончательное восстановление целостности рельсовой плети (часть 1)
Окончательное восстановление рельсовых плетей
Окончательное восстановление целостности рельсовой плети (часть 2)
На путях 1 и
Окончательное восстановление целостности рельсовой плети (часть 2)
На путях 1 и
Окончательное восстановление целостности рельсовой плети (часть 3)
Короткие плети или
Окончательное восстановление целостности рельсовой плети (часть 3)
Короткие плети или

Сварка с подтягиванием привариваемой плети.
Сварка с подтягиванием привариваемой плети производится
Сварка с подтягиванием привариваемой плети.
Сварка с подтягиванием привариваемой плети производится
Сварка с предварительным изгибом привариваемой плети (часть 1)
Порядок производства
Сварка с предварительным изгибом привариваемой плети (часть 1)
Порядок производства

Сварка с предварительным изгибом привариваемой плети (часть 2)
3. Сварка вставки
Сварка с предварительным изгибом привариваемой плети (часть 2)
3. Сварка вставки

Сварка с предварительным изгибом привариваемой плети (часть 3)
6. Выпрямление оставшейся изогнутой
Сварка с предварительным изгибом привариваемой плети (часть 3)
6. Выпрямление оставшейся изогнутой
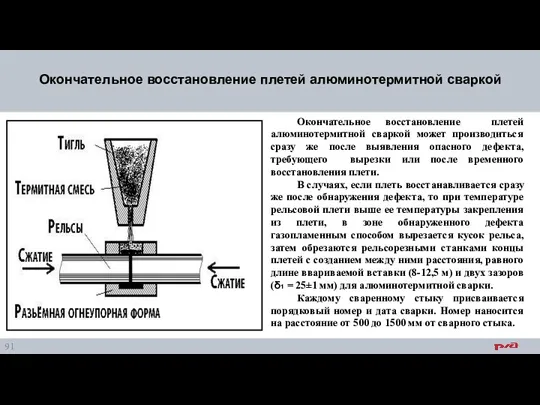
Окончательное восстановление плетей алюминотермитной сваркой
Окончательное восстановление плетей алюминотермитной сваркой может производиться
Окончательное восстановление плетей алюминотермитной сваркой
Окончательное восстановление плетей алюминотермитной сваркой может производиться
Разрядка температурных напряжений в рельсовых плетях (часть 1)
Разрядка температурных
Разрядка температурных напряжений в рельсовых плетях (часть 1)
Разрядка температурных
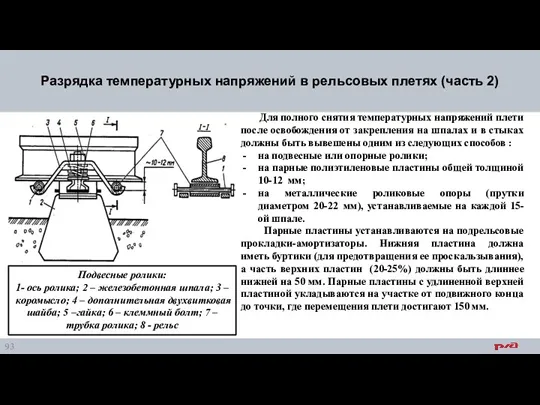
Разрядка температурных напряжений в рельсовых плетях (часть 2)
Для полного снятия
Разрядка температурных напряжений в рельсовых плетях (часть 2)
Для полного снятия
Разрядка температурных напряжений в рельсовых плетях (часть 3)
При использовании
Разрядка температурных напряжений в рельсовых плетях (часть 3)
При использовании
Разрядка температурных напряжений в рельсовых плетях (часть 4)
При скреплениях АРС-4
Разрядка температурных напряжений в рельсовых плетях (часть 4)
При скреплениях АРС-4

Разрядка температурных напряжений в рельсовых плетях (часть 5)
Опорный ролик для
Разрядка температурных напряжений в рельсовых плетях (часть 5)
Опорный ролик для
Разрядка температурных напряжений в рельсовых плетях (часть 6)
Качество разрядки
Разрядка температурных напряжений в рельсовых плетях (часть 6)
Качество разрядки
Разрядка температурных напряжений в рельсовых плетях (часть 7)
Разрядка температурных напряжений
Разрядка температурных напряжений в рельсовых плетях (часть 7)
Разрядка температурных напряжений
Разрядка температурных напряжений в рельсовых плетях (часть 8)
При ожидаемом удлинении
Разрядка температурных напряжений в рельсовых плетях (часть 8)
При ожидаемом удлинении
Разрядка температурных напряжений в рельсовых плетях (часть 9)
При выполнении работ
Разрядка температурных напряжений в рельсовых плетях (часть 9)
При выполнении работ
Разрядка температурных напряжений в рельсовых плетях ( часть 10)
- освобождение, плетей,
Разрядка температурных напряжений в рельсовых плетях ( часть 10)
- освобождение, плетей,
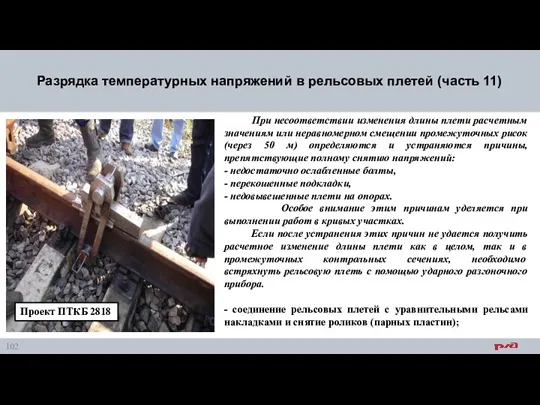
Разрядка температурных напряжений в рельсовых плетей (часть 11)
При несоответствии изменения
Разрядка температурных напряжений в рельсовых плетей (часть 11)
При несоответствии изменения
Разрядка температурных напряжений в рельсовых плетях (часть 12)
- закрепление рельсовых плетей
Разрядка температурных напряжений в рельсовых плетях (часть 12)
- закрепление рельсовых плетей
Разрядка температурных напряжений в рельсовых плетях (часть 13)
Допускаемые скорости движения поездов
Разрядка температурных напряжений в рельсовых плетях (часть 13)
Допускаемые скорости движения поездов
Разрядка температурных напряжений в рельсовых плетях (часть 14)
Восстановление температурного режима
Разрядка температурных напряжений в рельсовых плетях (часть 14)
Восстановление температурного режима

Принудительный ввод плетей в оптимальную температуру
закрепления (часть 1)
В случаях
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 1)
В случаях
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 2)
Принудительный ввод
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 2)
Принудительный ввод
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 3)
Основным условием применения
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 3)
Основным условием применения
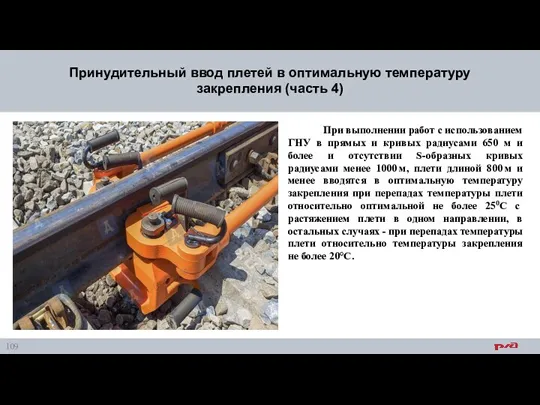
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 4)
При выполнении
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 4)
При выполнении
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 5)
Удлинение плетей перед
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 5)
Удлинение плетей перед

Принудительный ввод плетей в оптимальную температуру
закрепления (часть 6)
Усилия для
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 6)
Усилия для
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 7)
Длина анкерного
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 7)
Длина анкерного
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 8)
Анкерные
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 8)
Анкерные
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 9)
При перепаде
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 9)
При перепаде
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 10)
После совпадения
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 10)
После совпадения
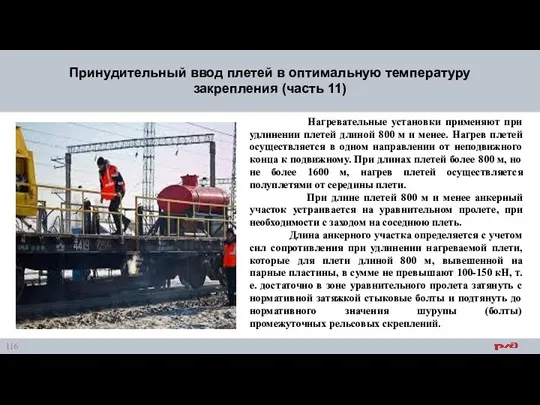
Нагревательные установки применяют при удлинении плетей длиной 800 м и
Нагревательные установки применяют при удлинении плетей длиной 800 м и
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 12)
После разбивки
Принудительный ввод плетей в оптимальную температуру
закрепления (часть 12)
После разбивки
Сложные эксплуатационные условия
К сложным эксплуатационным условиям относятся участки пути 1
Сложные эксплуатационные условия
К сложным эксплуатационным условиям относятся участки пути 1
К сложным климатическим условиям относятся участки пути независимо от классов
К сложным климатическим условиям относятся участки пути независимо от классов
Дополнительные требования к конструкции бесстыкового пути, укладываемой в сложных эксплуатационных и
Дополнительные требования к конструкции бесстыкового пути, укладываемой в сложных эксплуатационных и
Дополнительные требования к конструкции бесстыкового пути, укладываемой в сложных эксплуатационных и
Дополнительные требования к конструкции бесстыкового пути, укладываемой в сложных эксплуатационных и
Железнодорожный переезд
Железнодорожный переезд - пересечение в одном уровне автомобильной дороги
Железнодорожный переезд
Железнодорожный переезд - пересечение в одном уровне автомобильной дороги
Категории железнодорожных переездов общего пользования
К I категории относятся также железнодорожные переезды,
Категории железнодорожных переездов общего пользования
К I категории относятся также железнодорожные переезды,
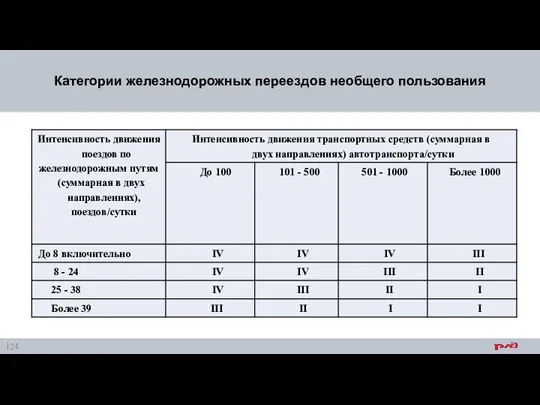
Категории железнодорожных переездов необщего пользования
Категории железнодорожных переездов необщего пользования
Железнодорожные переезды подразделяются на регулируемые и нерегулируемые.
К регулируемым относятся железнодорожные
Железнодорожные переезды подразделяются на регулируемые и нерегулируемые.
К регулируемым относятся железнодорожные
Нерегулируемые железнодорожные переезды
Железнодорожные переезды, не оборудованные устройствами переездной сигнализации и
Нерегулируемые железнодорожные переезды
Железнодорожные переезды, не оборудованные устройствами переездной сигнализации и
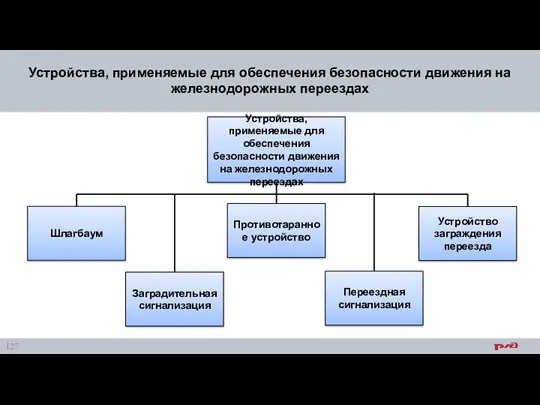
Устройства, применяемые для обеспечения безопасности движения на железнодорожных переездах
Устройства, применяемые для
Устройства, применяемые для обеспечения безопасности движения на железнодорожных переездах
Устройства, применяемые для
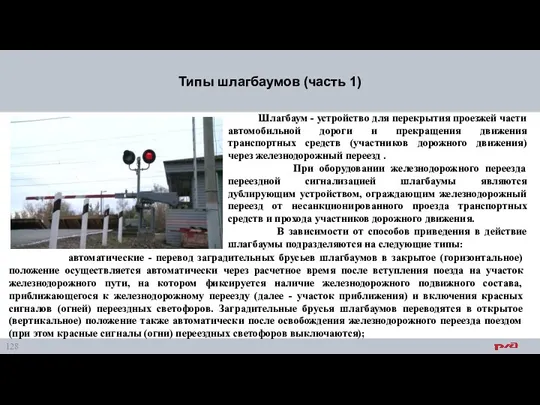
Типы шлагбаумов (часть 1)
Шлагбаум - устройство для перекрытия проезжей части
Типы шлагбаумов (часть 1)
Шлагбаум - устройство для перекрытия проезжей части
Типы шлагбаумов (часть 2)
полуавтоматические - перевод заградительных брусьев шлагбаумов в
Типы шлагбаумов (часть 2)
полуавтоматические - перевод заградительных брусьев шлагбаумов в
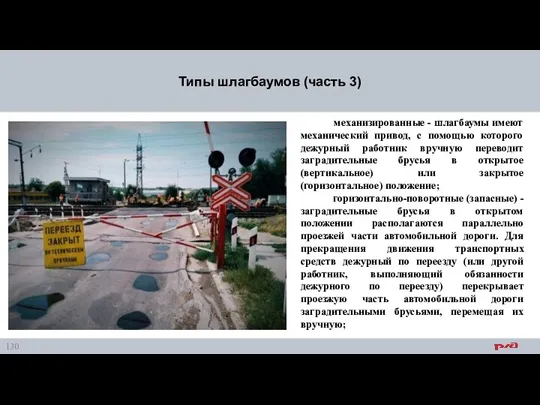
Типы шлагбаумов (часть 3)
механизированные - шлагбаумы имеют механический привод, с
Типы шлагбаумов (часть 3)
механизированные - шлагбаумы имеют механический привод, с
Заградительная и переездная сигнализация (часть 1)
Заградительная сигнализация - устройство, управляемое
Заградительная и переездная сигнализация (часть 1)
Заградительная сигнализация - устройство, управляемое
Заградительная и переездная сигнализация (часть 2)
автоматическая светофорная сигнализация с бело-лунным
Заградительная и переездная сигнализация (часть 2)
автоматическая светофорная сигнализация с бело-лунным
Заградительная и переездная сигнализация (часть 3)
светофорная сигнализация - устройство зависимости
Заградительная и переездная сигнализация (часть 3)
светофорная сигнализация - устройство зависимости
Устройство заграждения переезда и противотаранное устройство
Противотаранное устройство - устройство перекрывающее
Устройство заграждения переезда и противотаранное устройство
Противотаранное устройство - устройство перекрывающее

Устройство заграждения переезда
После опускания шлагбаумов должен обеспечиваться подъем плиты УЗП
Устройство заграждения переезда
После опускания шлагбаумов должен обеспечиваться подъем плиты УЗП
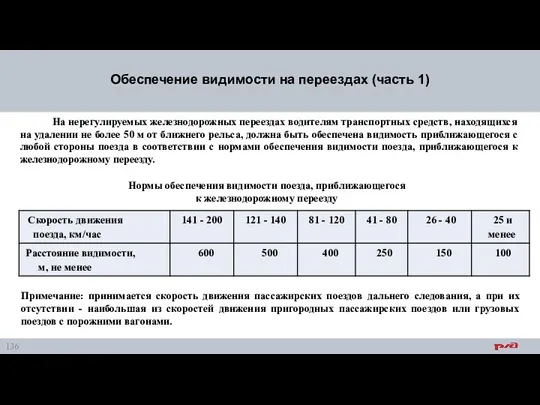
Обеспечение видимости на переездах (часть 1)
На нерегулируемых железнодорожных переездах водителям
Обеспечение видимости на переездах (часть 1)
На нерегулируемых железнодорожных переездах водителям

Обеспечение видимости на переездах (часть 2)
Вновь создаваемые защитные лесные насаждения
Обеспечение видимости на переездах (часть 2)
Вновь создаваемые защитные лесные насаждения
Размещение железнодорожных переездов (часть 1)
Железнодорожные переезды должны располагаться преимущественно
Размещение железнодорожных переездов (часть 1)
Железнодорожные переезды должны располагаться преимущественно

Размещение железнодорожных переездов (часть 2)
Пересечения железнодорожных путей автомобильными дорогами
Размещение железнодорожных переездов (часть 2)
Пересечения железнодорожных путей автомобильными дорогами
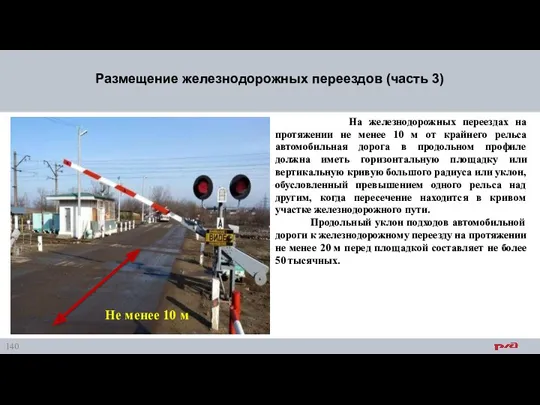
Размещение железнодорожных переездов (часть 3)
На железнодорожных переездах на протяжении не
Размещение железнодорожных переездов (часть 3)
На железнодорожных переездах на протяжении не
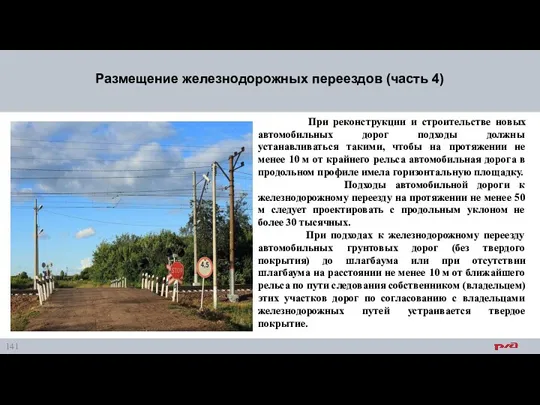
Размещение железнодорожных переездов (часть 4)
При реконструкции и строительстве новых автомобильных
Размещение железнодорожных переездов (часть 4)
При реконструкции и строительстве новых автомобильных
Ширина проезжей части
Ширина проезжей части железнодорожного переезда должна быть равна
Ширина проезжей части
Ширина проезжей части железнодорожного переезда должна быть равна

Переездные настилы (часть 1)
Для обеспечения одноуровневого, безопасного и комфортного
Переездные настилы (часть 1)
Для обеспечения одноуровневого, безопасного и комфортного
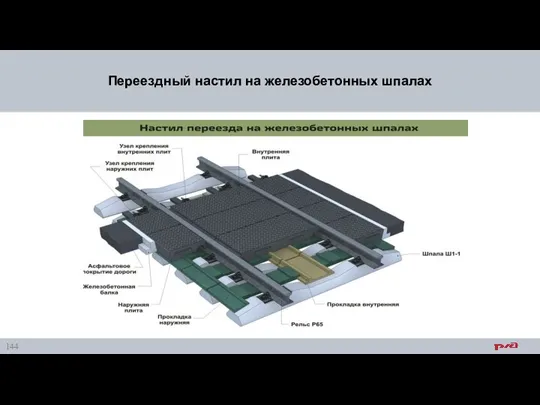
Переездный настил на железобетонных шпалах
Переездный настил на железобетонных шпалах
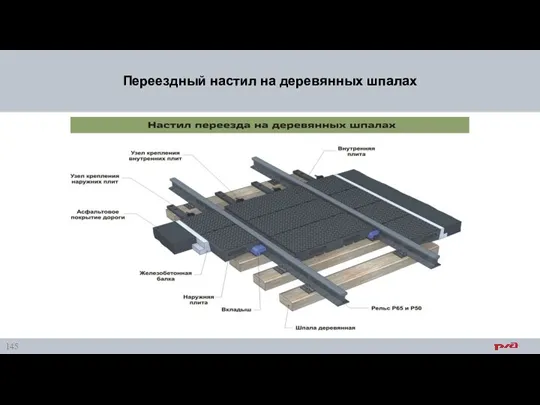
Переездный настил на деревянных шпалах
Переездный настил на деревянных шпалах
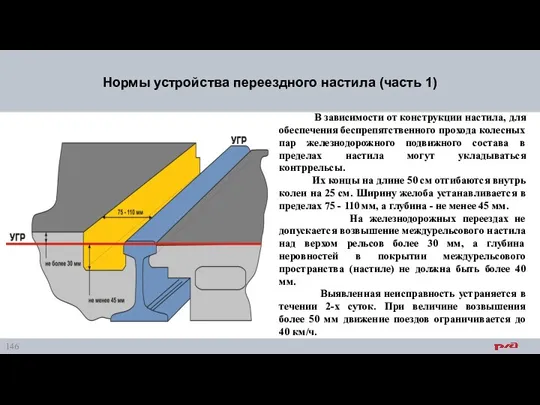
В зависимости от конструкции настила, для обеспечения беспрепятственного прохода колесных
В зависимости от конструкции настила, для обеспечения беспрепятственного прохода колесных
Нормы устройства переездного настила (часть 2)
С наружной стороны колеи
Нормы устройства переездного настила (часть 2)
С наружной стороны колеи
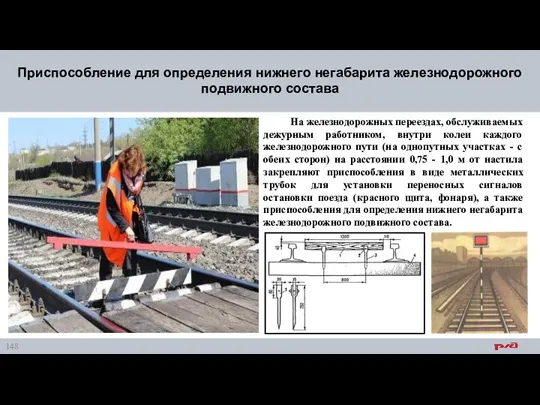
На железнодорожных переездах, обслуживаемых дежурным работником, внутри колеи каждого железнодорожного
На железнодорожных переездах, обслуживаемых дежурным работником, внутри колеи каждого железнодорожного
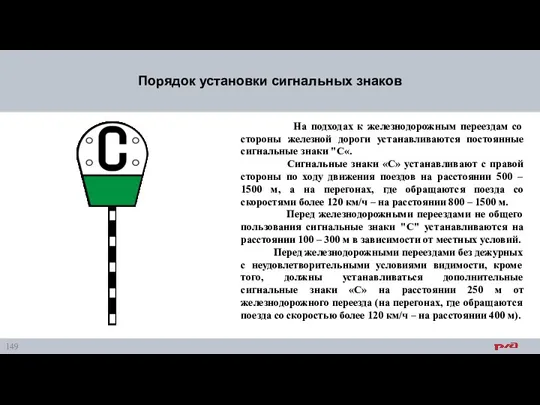
На подходах к железнодорожным переездам со стороны железной дороги устанавливаются
На подходах к железнодорожным переездам со стороны железной дороги устанавливаются
Измерительные приборы и инструменты
Ручной путеизмерительный инструмент – это ручные путеизмерительные
Измерительные приборы и инструменты
Ручной путеизмерительный инструмент – это ручные путеизмерительные
Путевой шаблон представляет собой ручной переносной инструмент специального назначения, который
Путевой шаблон представляет собой ручной переносной инструмент специального назначения, который
1- штанга; 2 – неподвижный наконечник; 3 – подвижный наконечник; 4
1- штанга; 2 – неподвижный наконечник; 3 – подвижный наконечник; 4
1-штанга; 2-упор передвижной; 3, 6, 7, 13, 19, 20 - зажимы;
1-штанга; 2-упор передвижной; 3, 6, 7, 13, 19, 20 - зажимы;

Штангенциркуль ПШВ-2 (часть 2)
Штангенциркуль ПШВ-2 (часть 2)

Измерения штангенциркулем ПШВ-2
Измерения штангенциркулем ПШВ-2

Измерения штангенциркулем ПШВ-2
Измерения штангенциркулем ПШВ-2

Измерения штангенциркулем ПШВ-2
Измерения штангенциркулем ПШВ-2
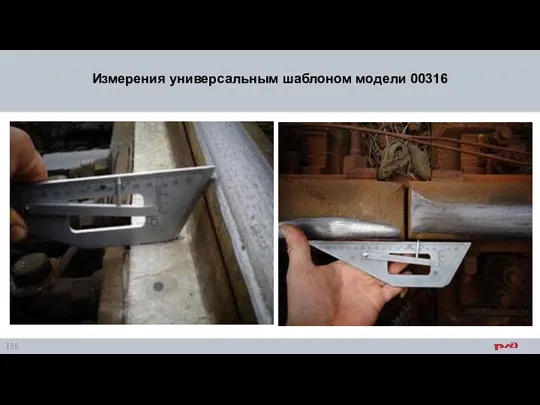
Измерения универсальным шаблоном модели 00316
Измерения универсальным шаблоном модели 00316
Одиночная смена переводных брусьев (часть 1)
Одиночная смена переводных брусьев (часть 1)
Одиночная смена переводных брусьев (часть 2)
Установка гидравлических домкратов с подготовкой
места
Одиночная смена переводных брусьев (часть 2)
Установка гидравлических домкратов с подготовкой
места

Одиночная смена переводных брусьев (часть 3)
Надвижка нового бруса на металлический лист
Одиночная смена переводных брусьев (часть 3)
Надвижка нового бруса на металлический лист

Одиночная смена переводных брусьев (часть 4)
Опускание пути со снятием домкратов
Вывешивание пути
Одиночная смена переводных брусьев (часть 4)
Опускание пути со снятием домкратов
Вывешивание пути
Одиночная смена переводных брусьев (часть 5)
Вывёртывание шурупов и выдёргивание костылей
Вырезка балласта
Одиночная смена переводных брусьев (часть 5)
Вывёртывание шурупов и выдёргивание костылей
Вырезка балласта
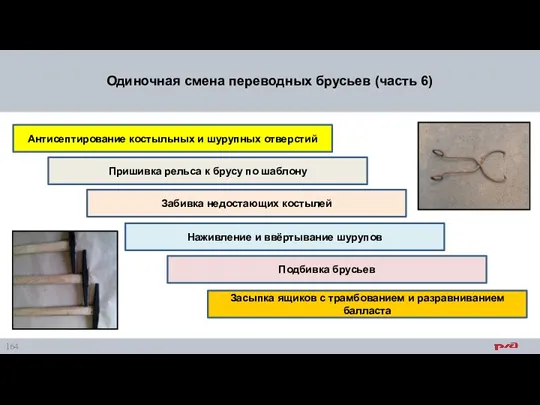
Одиночная смена переводных брусьев (часть 6)
Пришивка рельса к брусу по шаблону
Антисептирование
Одиночная смена переводных брусьев (часть 6)
Пришивка рельса к брусу по шаблону
Антисептирование
Работы по смене флюгарочных брусьев согласовываются с дежурным по станции.
Работы по смене флюгарочных брусьев согласовываются с дежурным по станции.

Выправка стрелочного перевода в продольном профиле
и по уровню (часть 1)
Выправка стрелочного перевода в продольном профиле
и по уровню (часть 1)
Выправка стрелочного перевода в продольном профиле
и по уровню (часть 2)
Удаление
Выправка стрелочного перевода в продольном профиле
и по уровню (часть 2)
Удаление
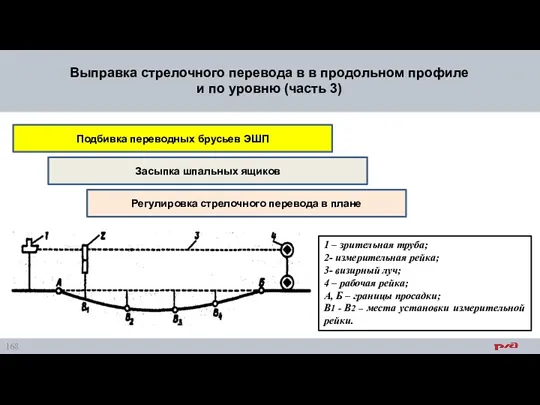
Выправка стрелочного перевода в в продольном профиле
и по уровню (часть
Выправка стрелочного перевода в в продольном профиле
и по уровню (часть
Одиночная смена металлических частей стрелочного перевода (часть 1)
Металлические части, предназначенные
Одиночная смена металлических частей стрелочного перевода (часть 1)
Металлические части, предназначенные
Одиночная смена металлических частей стрелочного перевода (часть 2)
Одиночная смена металлических частей стрелочного перевода (часть 2)
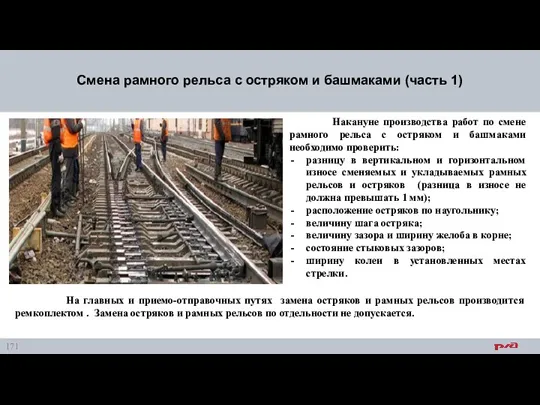
Смена рамного рельса с остряком и башмаками (часть 1)
Накануне производства
Смена рамного рельса с остряком и башмаками (часть 1)
Накануне производства
Смена рамного рельса с остряком и башмаками (часть 2)
Опробование гаек и
Смена рамного рельса с остряком и башмаками (часть 2)
Опробование гаек и
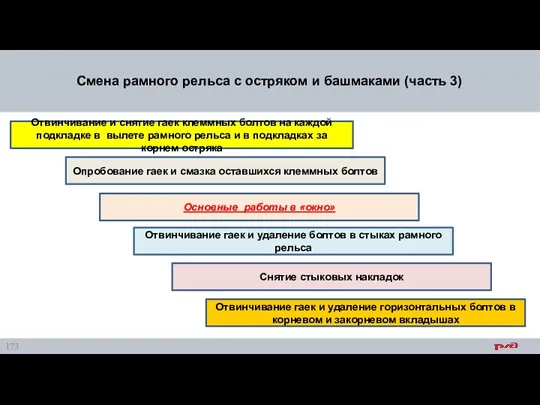
Смена рамного рельса с остряком и башмаками (часть 3)
Опробование гаек и
Смена рамного рельса с остряком и башмаками (часть 3)
Опробование гаек и
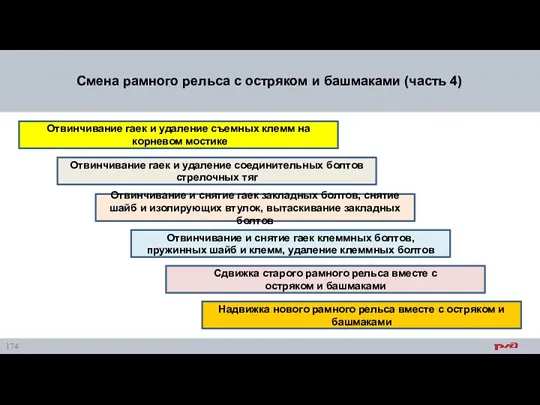
Смена рамного рельса с остряком и башмаками (часть 4)
Отвинчивание гаек и
Смена рамного рельса с остряком и башмаками (часть 4)
Отвинчивание гаек и
Смена рамного рельса с остряком и башмаками (часть 5)
Постановка болтов, пружинных
Смена рамного рельса с остряком и башмаками (часть 5)
Постановка болтов, пружинных
Смена рамного рельса с остряком и башмаками (часть 6)
Опробование и проверка
Смена рамного рельса с остряком и башмаками (часть 6)
Опробование и проверка
Смена рамного рельса с остряком и башмаками (часть 7)
Подтягивание гаек болтов
Смена рамного рельса с остряком и башмаками (часть 7)
Подтягивание гаек болтов
Смена рамного рельса с остряком и башмаками (часть 8)
Опробование гаек и
Смена рамного рельса с остряком и башмаками (часть 8)
Опробование гаек и
Смена рамного рельса с остряком и башмаками (часть 9)
Выдёргивание двух основных
Смена рамного рельса с остряком и башмаками (часть 9)
Выдёргивание двух основных
Смена рамного рельса с остряком и башмаками (часть 10)
Отвинчивание гаек и
Смена рамного рельса с остряком и башмаками (часть 10)
Отвинчивание гаек и
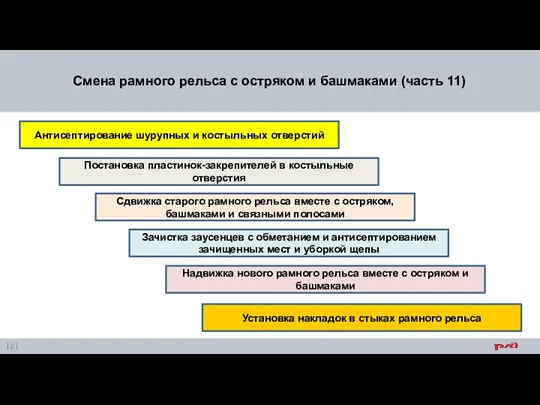
Смена рамного рельса с остряком и башмаками (часть 11)
Постановка пластинок-закрепителей в
Смена рамного рельса с остряком и башмаками (часть 11)
Постановка пластинок-закрепителей в
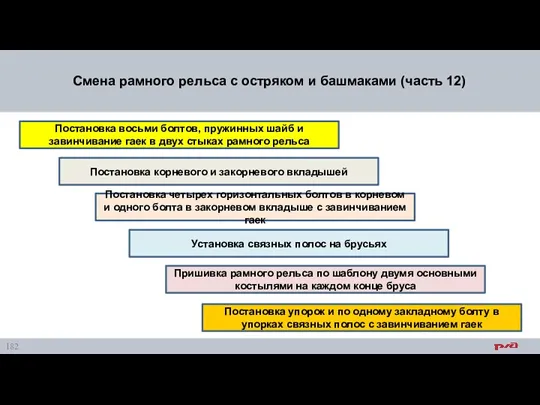
Смена рамного рельса с остряком и башмаками (часть 12)
Постановка корневого и
Смена рамного рельса с остряком и башмаками (часть 12)
Постановка корневого и
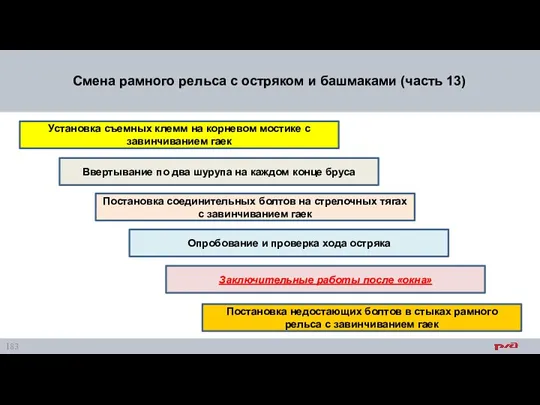
Смена рамного рельса с остряком и башмаками (часть 13)
Ввертывание по два
Смена рамного рельса с остряком и башмаками (часть 13)
Ввертывание по два
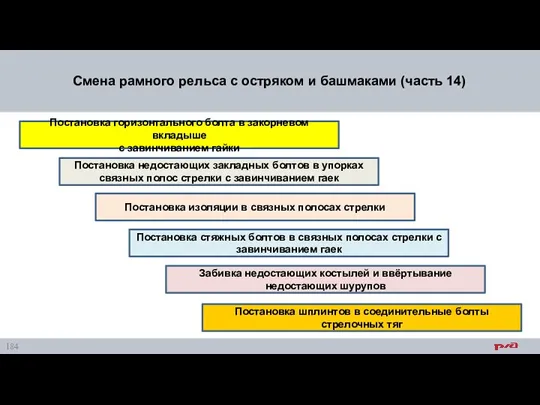
Смена рамного рельса с остряком и башмаками (часть 14)
Постановка недостающих закладных
Смена рамного рельса с остряком и башмаками (часть 14)
Постановка недостающих закладных
Смена рамного рельса с остряком и башмаками (часть 15)
Подтягивание гаек закладных
Смена рамного рельса с остряком и башмаками (часть 15)
Подтягивание гаек закладных
Смена крестовины (часть 1)
Опробование гаек и смазка болтов в двух передних
Смена крестовины (часть 1)
Опробование гаек и смазка болтов в двух передних
Смена крестовины (часть 2)
Снятие рельсовых соединителей обрубкой
Основные работы в «окно»
Отвинчивание гаек
Смена крестовины (часть 2)
Снятие рельсовых соединителей обрубкой
Основные работы в «окно»
Отвинчивание гаек

Смена крестовины (часть 3)
Сдвижка старой крестовины
Отвинчивание и снятие гаек клеммных болтов,
Смена крестовины (часть 3)
Сдвижка старой крестовины
Отвинчивание и снятие гаек клеммных болтов,

Смена крестовины (часть 4)
Постановка лапок-удержек и завинчивание гаек
закладных болтов
Постановка
Смена крестовины (часть 4)
Постановка лапок-удержек и завинчивание гаек
закладных болтов
Постановка
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 1)
Подготовительные работы
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 1)
Подготовительные работы
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 2)
Снятие накладок
Отвинчивание
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 2)
Снятие накладок
Отвинчивание
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 3)
Постановка стыковых
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 3)
Постановка стыковых
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 4)
Подтягивание гаек
Смена контррельса с приконтррельсовым рельсом и контррельсовыми подкладками (часть 4)
Подтягивание гаек
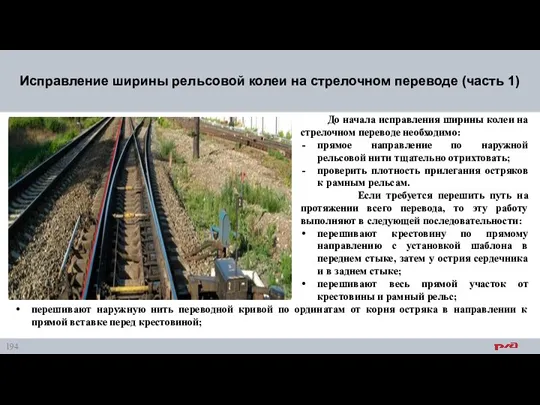
Исправление ширины рельсовой колеи на стрелочном переводе (часть 1)
До начала
Исправление ширины рельсовой колеи на стрелочном переводе (часть 1)
До начала
Исправление ширины рельсовой колеи на стрелочном переводе (часть 2)
1
2
3
4
перешивают по шаблону
Исправление ширины рельсовой колеи на стрелочном переводе (часть 2)
1
2
3
4
перешивают по шаблону
Исправление ширины рельсовой колеи на стрелочном переводе (часть 3)
Исправление ширины рельсовой колеи на стрелочном переводе (часть 3)
Исправление ширины рельсовой колеи на стрелочном переводе (часть 4)
Зачистка заусенцев на
Исправление ширины рельсовой колеи на стрелочном переводе (часть 4)
Зачистка заусенцев на
Исправление ширины рельсовой колеи на стрелочном переводе (часть 5)
Постановка пластинок-закрепителей
Антисептирование костыльных
Исправление ширины рельсовой колеи на стрелочном переводе (часть 5)
Постановка пластинок-закрепителей
Антисептирование костыльных
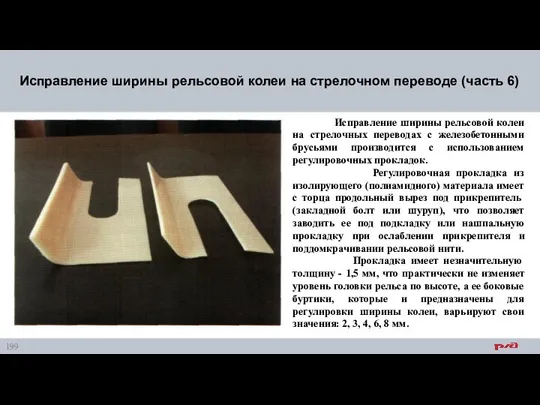
Исправление ширины рельсовой колеи на стрелочном переводе (часть 6)
Исправление ширины
Исправление ширины рельсовой колеи на стрелочном переводе (часть 6)
Исправление ширины
Исправление ширины рельсовой колеи на стрелочном переводе (часть 7)
Порядок исправления ширины
Исправление ширины рельсовой колеи на стрелочном переводе (часть 7)
Порядок исправления ширины
Исправление ширины рельсовой колеи на стрелочном переводе (часть 8)
монтируют регулировочные прокладки
Исправление ширины рельсовой колеи на стрелочном переводе (часть 8)
монтируют регулировочные прокладки
Переборка изолирующего стыка (часть 1)
Изолирующие стыки перебираются в плановом порядке
Переборка изолирующего стыка (часть 1)
Изолирующие стыки перебираются в плановом порядке
Переборка изолирующего стыка (часть 2)
Очистка рельсов и скреплений от грязи в
Переборка изолирующего стыка (часть 2)
Очистка рельсов и скреплений от грязи в
Переборка изолирующего стыка (часть 3)
Отвинчивание гаек клеммных болтов на 1/3 резьбы
Переборка изолирующего стыка (часть 3)
Отвинчивание гаек клеммных болтов на 1/3 резьбы
Переборка изолирующего стыка (часть 4)
Постановка и смазка четырёх стыковых болтов, стопорных
Переборка изолирующего стыка (часть 4)
Постановка и смазка четырёх стыковых болтов, стопорных
Сборка изолирующих стыков с металлокомпозитными накладками на действующем железнодорожном пути (часть
Сборка изолирующих стыков с металлокомпозитными накладками на действующем железнодорожном пути (часть
Сборка изолирующих стыков с металлокомпозитными накладками на действующем железнодорожном пути (часть
Сборка изолирующих стыков с металлокомпозитными накладками на действующем железнодорожном пути (часть
фасовка клеевой смеси для каждой стороны изостыка в индивидуальную тару;
нанесение клеевой
фасовка клеевой смеси для каждой стороны изостыка в индивидуальную тару;
нанесение клеевой
Основная цель шлифовки остряков и рамных рельсов
Основной целью шлифовки остряков
Основная цель шлифовки остряков и рамных рельсов
Основной целью шлифовки остряков
Неисправности стрелочных переводов, вызванные износом
остряка и рамного рельса (часть 1)
Неисправности стрелочных переводов, вызванные износом
остряка и рамного рельса (часть 1)
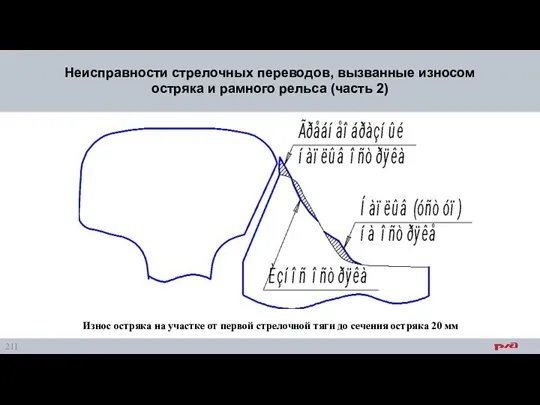
Неисправности стрелочных переводов, вызванные износом
остряка и рамного рельса (часть 2)
Неисправности стрелочных переводов, вызванные износом
остряка и рамного рельса (часть 2)
Организация работ по шлифовке остряков
Работы по устранению шлифовкой дефектов остряков,
Организация работ по шлифовке остряков
Работы по устранению шлифовкой дефектов остряков,
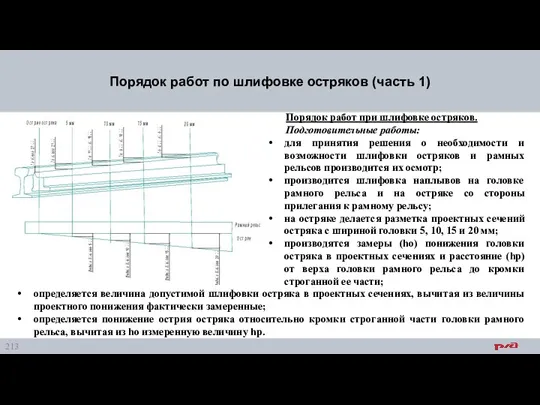
Порядок работ по шлифовке остряков (часть 1)
Порядок работ при
Порядок работ по шлифовке остряков (часть 1)
Порядок работ при
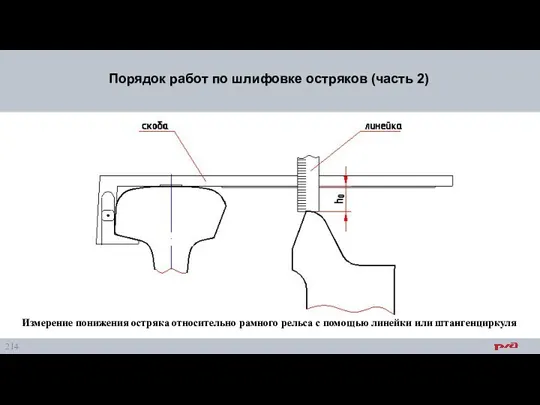
Измерение понижения остряка относительно рамного рельса с помощью линейки или штангенциркуля
Порядок
Измерение понижения остряка относительно рамного рельса с помощью линейки или штангенциркуля
Порядок
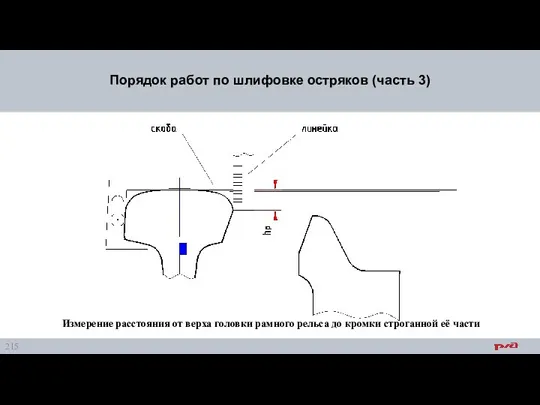
Измерение расстояния от верха головки рамного рельса до кромки строганной её
Измерение расстояния от верха головки рамного рельса до кромки строганной её
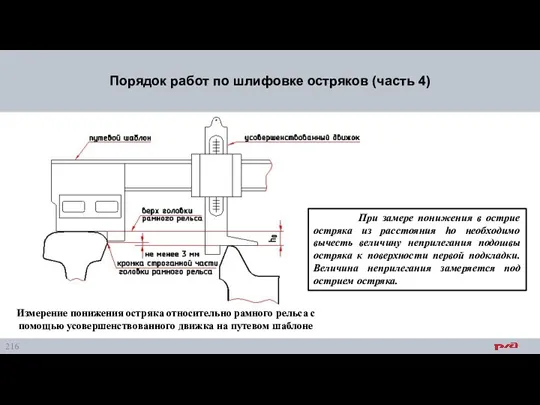
Порядок работ по шлифовке остряков (часть 4)
Измерение понижения остряка относительно рамного
Порядок работ по шлифовке остряков (часть 4)
Измерение понижения остряка относительно рамного
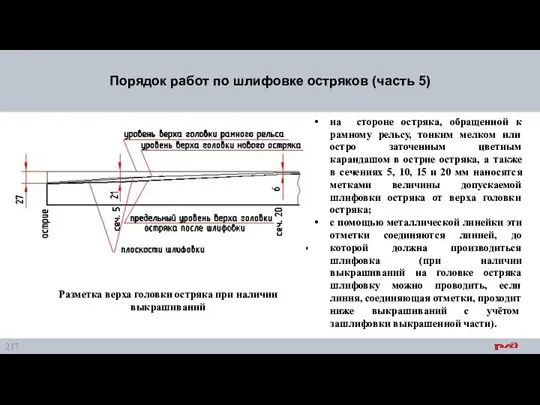
на стороне остряка, обращенной к рамному рельсу, тонким мелком или остро
на стороне остряка, обращенной к рамному рельсу, тонким мелком или остро
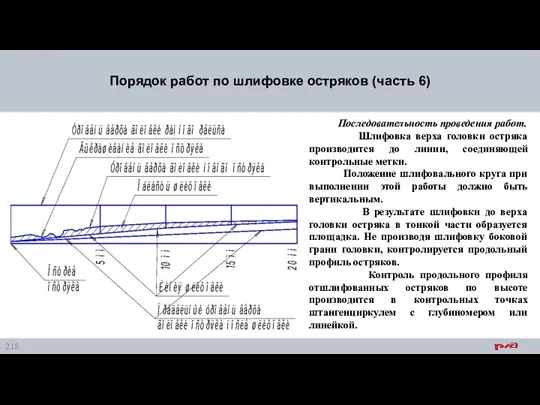
Порядок работ по шлифовке остряков (часть 6)
Последовательность проведения работ.
Шлифовка
Порядок работ по шлифовке остряков (часть 6)
Последовательность проведения работ.
Шлифовка
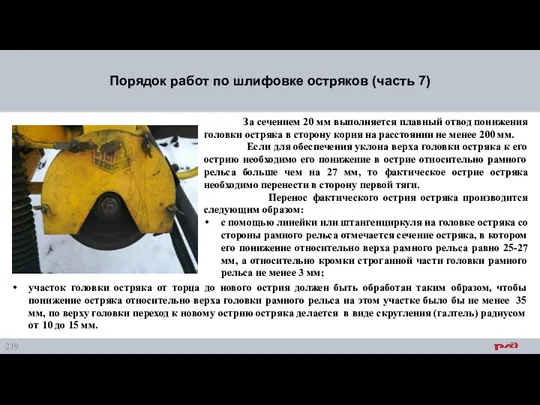
Порядок работ по шлифовке остряков (часть 7)
За сечением 20 мм
Порядок работ по шлифовке остряков (часть 7)
За сечением 20 мм
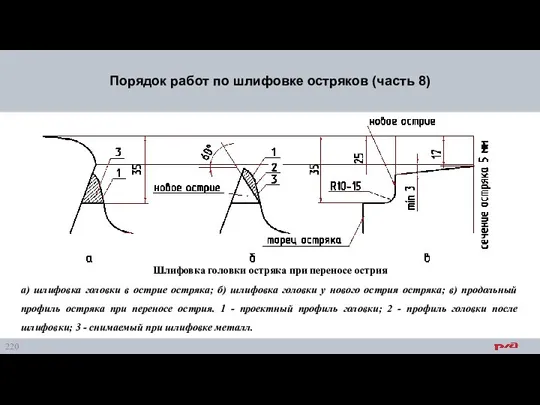
Порядок работ по шлифовке остряков (часть 8)
Шлифовка головки остряка при переносе
Порядок работ по шлифовке остряков (часть 8)
Шлифовка головки остряка при переносе
 Устройство трансформатор
Устройство трансформатор Wall Calendar 2017: NASA
Wall Calendar 2017: NASA Здоровье сберегающие технологии в ДОУ
Здоровье сберегающие технологии в ДОУ Игра- викторина Лучший пешеход
Игра- викторина Лучший пешеход Вазоренальная гипертензия
Вазоренальная гипертензия Возникновение христианства
Возникновение христианства Unusual weddings
Unusual weddings Электрооборудование пассажирских вагонов в поездах
Электрооборудование пассажирских вагонов в поездах Наша группа не простая, наша группа- речевая
Наша группа не простая, наша группа- речевая Машины постоянного тока
Машины постоянного тока Паспорт автоматизированной блочномодульной котельной АБМКУ-П-2,15
Паспорт автоматизированной блочномодульной котельной АБМКУ-П-2,15 Советы родителям первоклассников
Советы родителям первоклассников Липиды. (Лекция 10)
Липиды. (Лекция 10) Проект Агенство Визит
Проект Агенство Визит Презентация Гимн,герб, флаг
Презентация Гимн,герб, флаг Короткие замыкания
Короткие замыкания Презентация к итоговому занятию кружка В гостях у сказки
Презентация к итоговому занятию кружка В гостях у сказки Ручной и электрифицированный столярный инструмент. Столярная обработка древесины
Ручной и электрифицированный столярный инструмент. Столярная обработка древесины Маркетинг-план
Маркетинг-план Расточные резцы
Расточные резцы ФГОС как система обязательных требований.
ФГОС как система обязательных требований. Стандарт организации
Стандарт организации Геометрический смысл производной
Геометрический смысл производной Луна-естественный спутник Земли
Луна-естественный спутник Земли Интерактивный портал службы занятости населения Вологодской области. Инструкция для граждан на признание безработными
Интерактивный портал службы занятости населения Вологодской области. Инструкция для граждан на признание безработными Путешествие в страну сказок К.И. Чуковского. Сказка Айболит
Путешествие в страну сказок К.И. Чуковского. Сказка Айболит Модели и методы планирования и прогнозирования. Тема 3
Модели и методы планирования и прогнозирования. Тема 3 Презентация по мини-музею Домашние животные
Презентация по мини-музею Домашние животные