- Увеличение срока службы вала электроцентробежного насоса (ЭЦН)

Содержание
- 2. Актуальность темы и задачи исследования Нефтегазовый сектор является одной из основ российской экономики, важнейшим источником экспортных
- 3. Устройство электроцентробежного насоса (ЭЦН)
- 4. Различные виды поломки вала ЭЦН Способы ремонта: сварка, наплавка, напыление
- 5. Подготовка деталей к сварке и наплавке Свариваемость - способность металлов образовывать сварное соединение, свойства которого близки
- 6. Методы упрочнения вала ЭЦН. Наплавка Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей.
- 7. Технология наплавки Во время наплавки электрод наклоняют под углом 15-20 град. к вертикали. Характер перемещения электрода
- 8. Напыление - образование на поверхности изделия покрытия из нагретых до плавления или близкого к нему состояния
- 9. Технология напыления Газопламенное напыление предполагает формирование капель (частиц) малого размера расплавленного металла и перенос их на
- 10. Экономическая оценка
- 11. Рекомендации по выбору защиты вала насоса Классификация наиболее распространенных на российском рынке видов защитных покрытий УЭЦН
- 12. Заключение В своей научно - исследовательской работе мы рассмотрели различные способы восстановления вала ЭЦН: сварка; наплавка;
- 14. Скачать презентацию
Актуальность темы и задачи исследования
Нефтегазовый сектор является одной из
Актуальность темы и задачи исследования
Нефтегазовый сектор является одной из

Устройство электроцентробежного насоса (ЭЦН)
Устройство электроцентробежного насоса (ЭЦН)

Различные виды поломки вала ЭЦН
Способы ремонта: сварка, наплавка, напыление
Различные виды поломки вала ЭЦН
Способы ремонта: сварка, наплавка, напыление
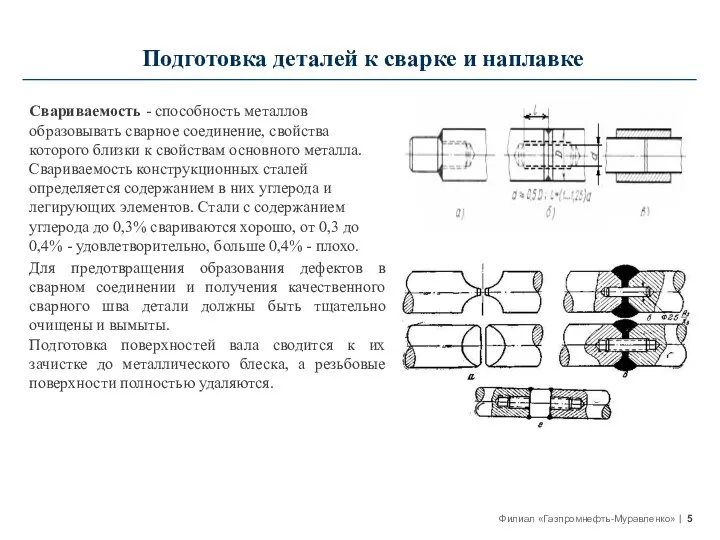
Подготовка деталей к сварке и наплавке
Свариваемость - способность металлов образовывать сварное
Подготовка деталей к сварке и наплавке
Свариваемость - способность металлов образовывать сварное

Методы упрочнения вала ЭЦН. Наплавка
Восстановительная наплавка применяется для получения первоначальных размеров
Методы упрочнения вала ЭЦН. Наплавка
Восстановительная наплавка применяется для получения первоначальных размеров
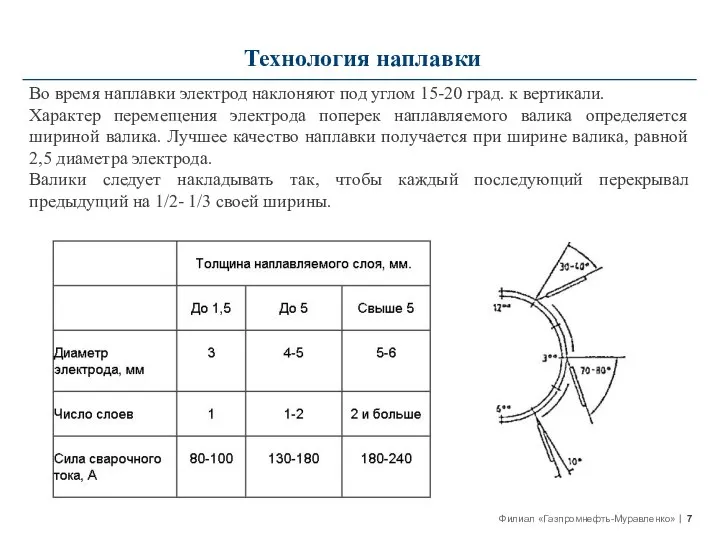
Технология наплавки
Во время наплавки электрод наклоняют под углом 15-20 град.
Технология наплавки
Во время наплавки электрод наклоняют под углом 15-20 град.
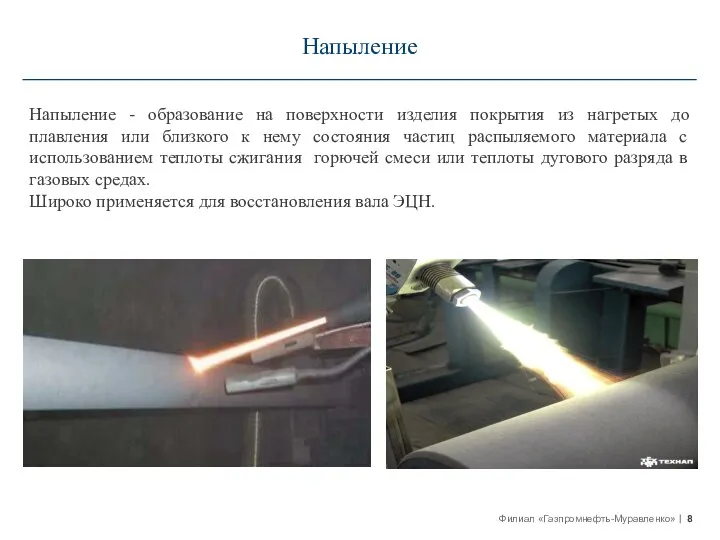
Напыление - образование на поверхности изделия покрытия из нагретых до плавления
Напыление - образование на поверхности изделия покрытия из нагретых до плавления

Технология напыления
Газопламенное напыление предполагает формирование капель (частиц) малого размера расплавленного
Технология напыления
Газопламенное напыление предполагает формирование капель (частиц) малого размера расплавленного
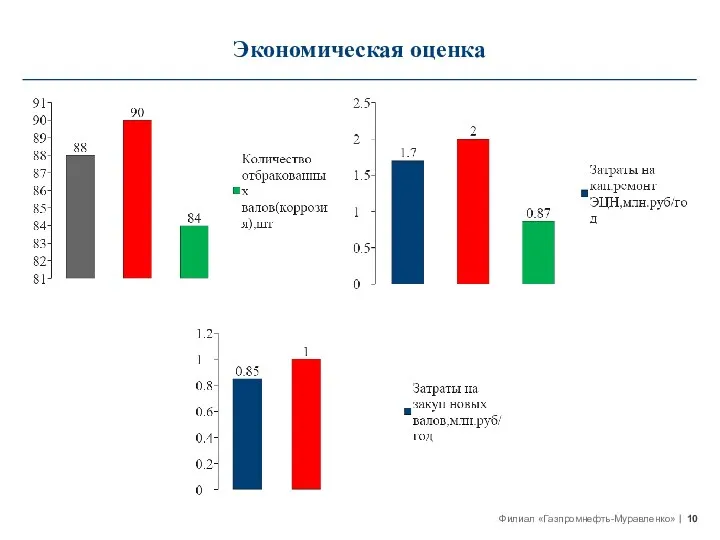
Экономическая оценка
Экономическая оценка
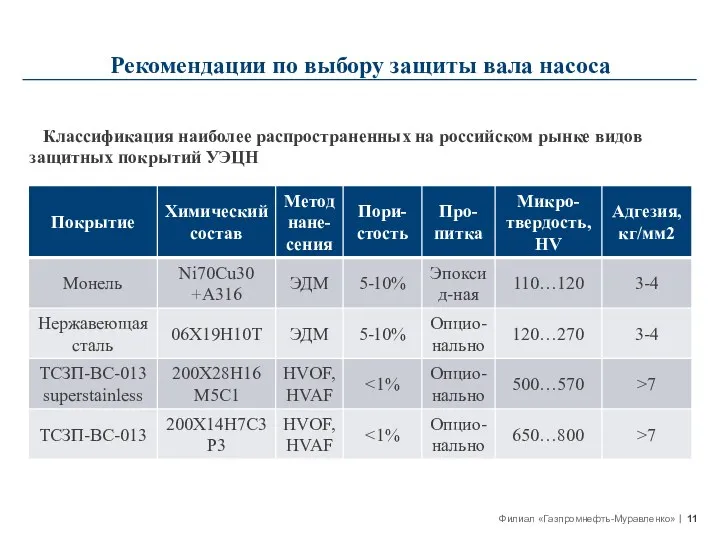
Рекомендации по выбору защиты вала насоса
Классификация наиболее распространенных на
Рекомендации по выбору защиты вала насоса
Классификация наиболее распространенных на

Заключение
В своей научно - исследовательской работе мы рассмотрели различные способы восстановления
Заключение
В своей научно - исследовательской работе мы рассмотрели различные способы восстановления
 Общие пути обмена аминокислот
Общие пути обмена аминокислот Электромагнитная совместимость электронной аппаратуры
Электромагнитная совместимость электронной аппаратуры Первичный и вторичный иммунный ответ. Иммунологическая толерантность
Первичный и вторичный иммунный ответ. Иммунологическая толерантность Юнәлеш килеше белән танышу.Презентация.
Юнәлеш килеше белән танышу.Презентация. Development of mobile application for equalization of digital audio system
Development of mobile application for equalization of digital audio system TRINITY TV. Инструкция подключения сервиса интерактивного телевидения
TRINITY TV. Инструкция подключения сервиса интерактивного телевидения Выполнение ручных стежков и строчек
Выполнение ручных стежков и строчек Акционерное Общество Технолог
Акционерное Общество Технолог координатная прямая
координатная прямая Природные зоны Южной Америки
Природные зоны Южной Америки Системы утилизации тепла, рекуператоры
Системы утилизации тепла, рекуператоры Возникновение ислама
Возникновение ислама Коса - украшение девушки
Коса - украшение девушки Обособление уточняющих членов предложения
Обособление уточняющих членов предложения МОЁ ПОРТФОЛИО
МОЁ ПОРТФОЛИО Календарь юного химика 2013-2014 учебный год
Календарь юного химика 2013-2014 учебный год Скажи нет терроризму
Скажи нет терроризму Презентация Сенсорное воспитание детей раннего возраста
Презентация Сенсорное воспитание детей раннего возраста День знаний. Школьный юмор
День знаний. Школьный юмор Срабатывание защиты из-за неисправности в силовой цепи тяговых двигателей
Срабатывание защиты из-за неисправности в силовой цепи тяговых двигателей Рекомендации для родителей по работе с детьми в рамках дистанционного обучения Средняя группа “Зайки”
Рекомендации для родителей по работе с детьми в рамках дистанционного обучения Средняя группа “Зайки” Презентация по проектной деятельности в ДОУ
Презентация по проектной деятельности в ДОУ Снюс – бездымный табачный продукт
Снюс – бездымный табачный продукт Сранение характеристик динамического и конденсаторного микрофонов
Сранение характеристик динамического и конденсаторного микрофонов Редкие и вымирающие виды растений и животных Тюменского края
Редкие и вымирающие виды растений и животных Тюменского края Методы параметрического спектрального анализа. Параметрические модели сигналов
Методы параметрического спектрального анализа. Параметрические модели сигналов Цели, образовательная программа и регламент весенних сессий CaseGames
Цели, образовательная программа и регламент весенних сессий CaseGames Презентация для урока изучения нового материала в 8 классе Часовые пояса России
Презентация для урока изучения нового материала в 8 классе Часовые пояса России