Влияние сварочных напряжений и деформаций на работоспособность конструкций и технологию их производства презентация
- Влияние сварочных напряжений и деформаций на работоспособность конструкций и технологию их производства

Содержание
- 2. Примеры механической обработки деталей, сопровождающейся их деформацией ВЛИЯНИЕ НАПРЯЖЕНИЙ: 1. ИЗМЕНЕНИЕ РАЗМЕРОВ И ФОРМ СВАРНЫХ ДЕТАЛЕЙ
- 3. Нагружение сварной балки с остаточными напряжениями
- 4. Изменение усадочной силы с течением времени
- 5. Изменение предела прочности сварных крестовых образцов в зависимости от температуры 2. СНИЖЕНИЕ ВИБРАЦИОННОЙ ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
- 6. 4. СЖИМАЮЩИМИ ОСТАТОЧНЫМИ НАПРЯЖЕНИЯМИ ПОНИЖАЕТСЯ МЕСТНАЯ УСТОЙЧИВОСТЬ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ СС. 5. КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД ВЛИЯНИЕМ ОСТАТОЧНЫХ
- 7. ВЛИЯНИЕ ПЕРЕМЕЩЕНИЙ, ВЫЗЫВАЕМЫХ СВАРКОЙ 1. ДЕФОРМАЦИИ В ЗОНЕ КРИСТАЛЛИЗУЮЩЕГОСЯ МЕТАЛЛА МОГУТ ПРИВЕСТИ К ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН.
- 8. Перемещения в сварных деталях, вызывающие увеличение припуска на механическую обработку
- 9. 5. ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК СЕЧЕНИЙ СВАРНЫХ СОЕДИНЕНИЙ 6. СНИЖЕНИЕ УСТОЙЧИВОСТИ ОСОБЕННО МЕСТНОЙ 7. УВЕЛИЧЕНИЕ СОПРОТИВЛЕНИЯ ПОТОКУ
- 10. МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ, ДЕФОРМАЦИЙ И ПЕРЕМЕЩЕНИЙ В КОНСТРУКЦИЯХ
- 11. Основные способы:
- 13. СОЗДАНИЕ ОБРАТНЫХ ДЕФОРМАЦИЙ
- 14. ВИДЫ И РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ Этапы
- 15. Снижение интенсивности напряжений σi (сплошные кривые) и трехосных напряжений в сварном соединении большой толщины (пунктирная линия)
- 16. Термический отдых. Сварное соединение нагревают до 250-300 °С с последующей выдержкой в течение нескольких часов. Назначение
- 17. Нормализация. Сварное соединение нагревают до температуры выше критической точки Ас3 на 20-30 °С, выдерживают в течение
- 18. Стабилизирующий отжиг. Сварное соединение нагревают до 950-970 °С, выдерживают в течение 2-3 ч и охлаждают на
- 19. Меры по снижению деформаций и перемещений: На этапе проектирования:
- 21. При разработке технологии и выполнении сварки:
- 23. ИСПОЛЬЗОВАНИЕ МЕСТНОГО НАГРЕВА ДЛЯ СОЗДАНИЯ УСАДКИ МЕТАЛЛА
- 24. МЕХАНИЧЕСКАЯ И ТЕРМИЧЕСКАЯ ПРАВКА ДЕТАЛЕЙ
- 26. Скачать презентацию
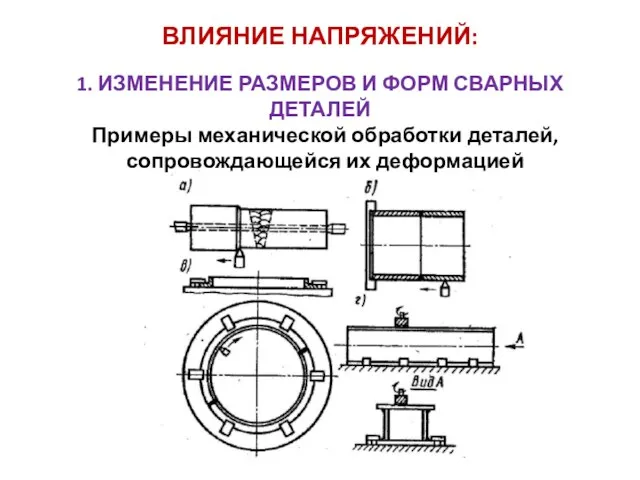
Примеры механической обработки деталей, сопровождающейся их деформацией
ВЛИЯНИЕ НАПРЯЖЕНИЙ:
1. ИЗМЕНЕНИЕ РАЗМЕРОВ И
Примеры механической обработки деталей, сопровождающейся их деформацией
ВЛИЯНИЕ НАПРЯЖЕНИЙ:
1. ИЗМЕНЕНИЕ РАЗМЕРОВ И
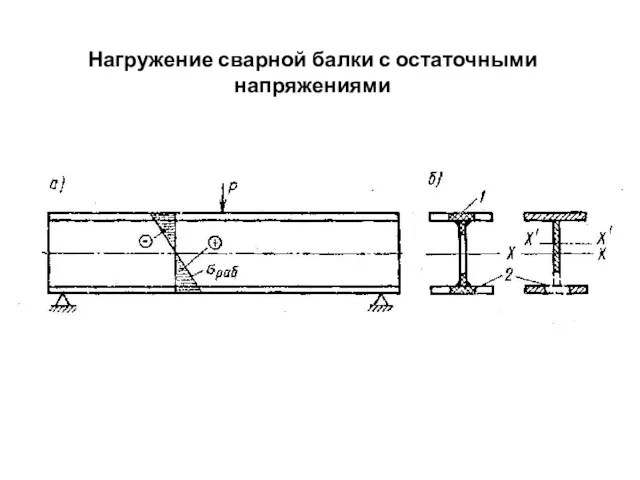
Нагружение сварной балки с остаточными напряжениями
Нагружение сварной балки с остаточными напряжениями
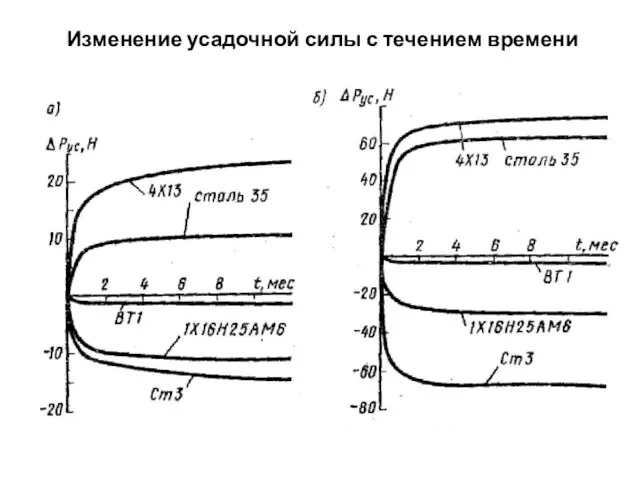
Изменение усадочной силы с течением времени
Изменение усадочной силы с течением времени
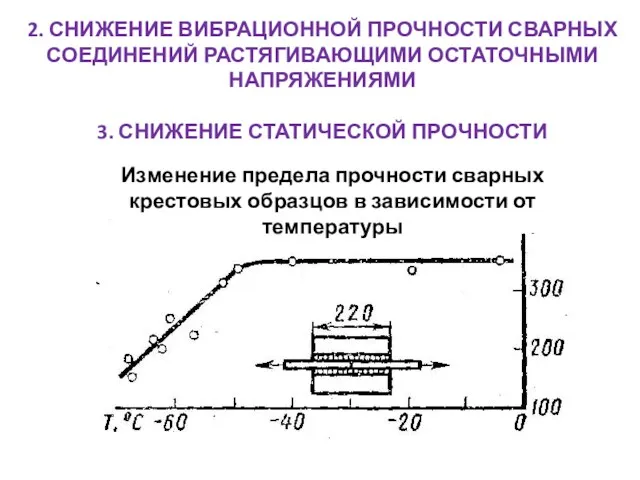
Изменение предела прочности сварных крестовых образцов в зависимости от температуры
2. СНИЖЕНИЕ
Изменение предела прочности сварных крестовых образцов в зависимости от температуры
2. СНИЖЕНИЕ
4. СЖИМАЮЩИМИ ОСТАТОЧНЫМИ НАПРЯЖЕНИЯМИ ПОНИЖАЕТСЯ МЕСТНАЯ УСТОЙЧИВОСТЬ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ СС.
5. КОРРОЗИОННОЕ
4. СЖИМАЮЩИМИ ОСТАТОЧНЫМИ НАПРЯЖЕНИЯМИ ПОНИЖАЕТСЯ МЕСТНАЯ УСТОЙЧИВОСТЬ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ СС.
5. КОРРОЗИОННОЕ

ВЛИЯНИЕ ПЕРЕМЕЩЕНИЙ, ВЫЗЫВАЕМЫХ СВАРКОЙ
1. ДЕФОРМАЦИИ В ЗОНЕ КРИСТАЛЛИЗУЮЩЕГОСЯ МЕТАЛЛА МОГУТ ПРИВЕСТИ
ВЛИЯНИЕ ПЕРЕМЕЩЕНИЙ, ВЫЗЫВАЕМЫХ СВАРКОЙ
1. ДЕФОРМАЦИИ В ЗОНЕ КРИСТАЛЛИЗУЮЩЕГОСЯ МЕТАЛЛА МОГУТ ПРИВЕСТИ

Перемещения в сварных деталях, вызывающие увеличение припуска на механическую обработку
Перемещения в сварных деталях, вызывающие увеличение припуска на механическую обработку

5. ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК СЕЧЕНИЙ СВАРНЫХ СОЕДИНЕНИЙ
6. СНИЖЕНИЕ УСТОЙЧИВОСТИ ОСОБЕННО МЕСТНОЙ
7.
5. ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК СЕЧЕНИЙ СВАРНЫХ СОЕДИНЕНИЙ
6. СНИЖЕНИЕ УСТОЙЧИВОСТИ ОСОБЕННО МЕСТНОЙ
7.
МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ, ДЕФОРМАЦИЙ И ПЕРЕМЕЩЕНИЙ В КОНСТРУКЦИЯХ
МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ, ДЕФОРМАЦИЙ И ПЕРЕМЕЩЕНИЙ В КОНСТРУКЦИЯХ
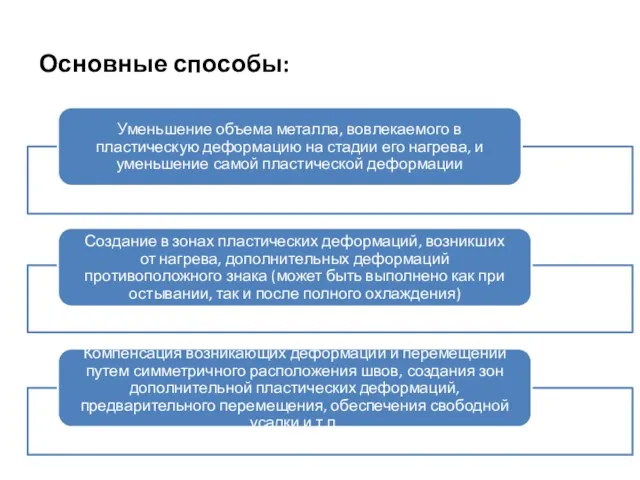
Основные способы:
Основные способы:


СОЗДАНИЕ ОБРАТНЫХ ДЕФОРМАЦИЙ
СОЗДАНИЕ ОБРАТНЫХ ДЕФОРМАЦИЙ

ВИДЫ И РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ
Этапы
ВИДЫ И РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ
Этапы
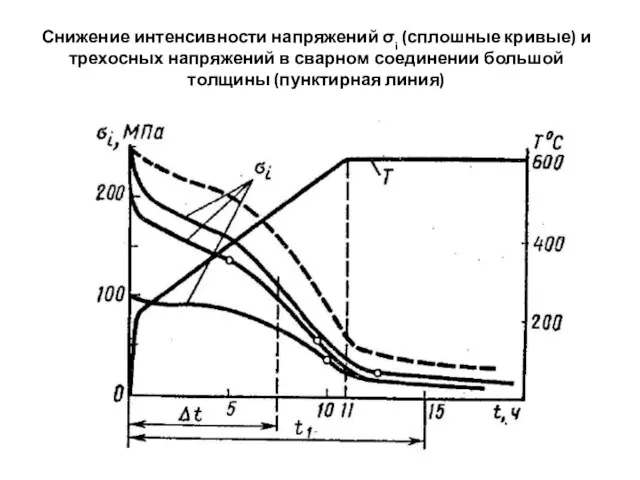
Снижение интенсивности напряжений σi (сплошные кривые) и трехосных напряжений в сварном
Снижение интенсивности напряжений σi (сплошные кривые) и трехосных напряжений в сварном
Термический отдых.
Сварное соединение нагревают до 250-300 °С с последующей выдержкой
Термический отдых.
Сварное соединение нагревают до 250-300 °С с последующей выдержкой
Нормализация.
Сварное соединение нагревают до температуры выше критической точки Ас3 на
Нормализация.
Сварное соединение нагревают до температуры выше критической точки Ас3 на
Стабилизирующий отжиг.
Сварное соединение нагревают до 950-970 °С, выдерживают в течение
Стабилизирующий отжиг.
Сварное соединение нагревают до 950-970 °С, выдерживают в течение
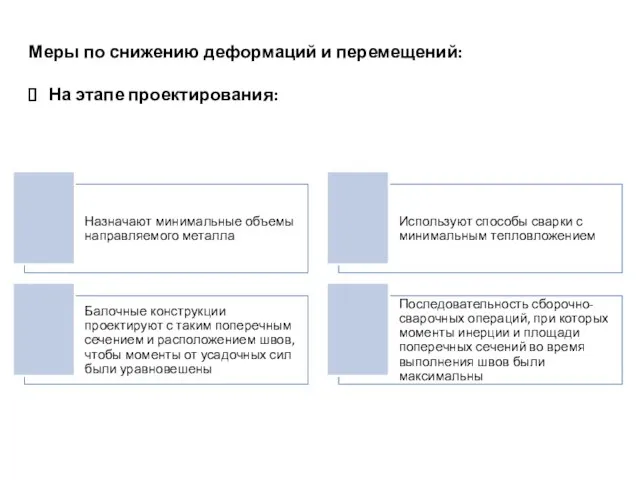
Меры по снижению деформаций и перемещений:
На этапе проектирования:
Меры по снижению деформаций и перемещений:
На этапе проектирования:
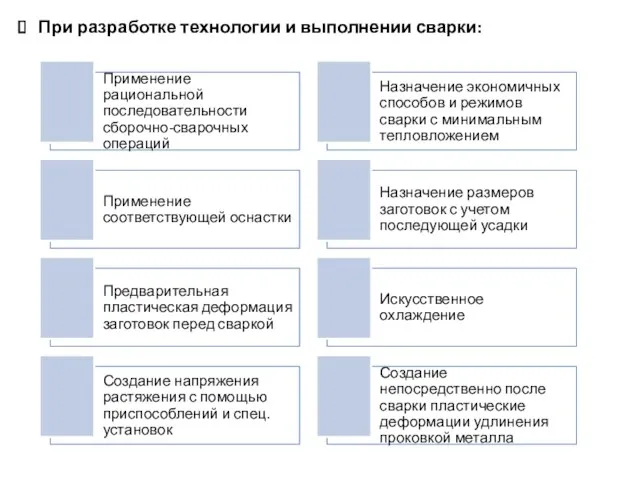
При разработке технологии и выполнении сварки:
При разработке технологии и выполнении сварки:
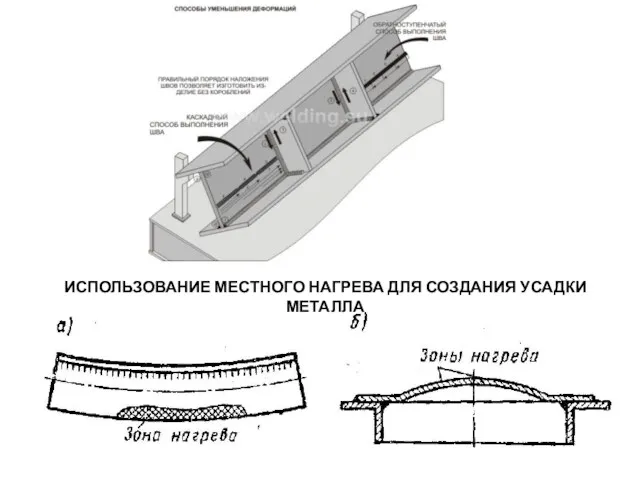
ИСПОЛЬЗОВАНИЕ МЕСТНОГО НАГРЕВА ДЛЯ СОЗДАНИЯ УСАДКИ МЕТАЛЛА
ИСПОЛЬЗОВАНИЕ МЕСТНОГО НАГРЕВА ДЛЯ СОЗДАНИЯ УСАДКИ МЕТАЛЛА

МЕХАНИЧЕСКАЯ И ТЕРМИЧЕСКАЯ ПРАВКА ДЕТАЛЕЙ
МЕХАНИЧЕСКАЯ И ТЕРМИЧЕСКАЯ ПРАВКА ДЕТАЛЕЙ
 Бумажная пластика. Ажурные снежинки
Бумажная пластика. Ажурные снежинки Социальные проблемы валютного ипотечного кредитования в России и пути их решения
Социальные проблемы валютного ипотечного кредитования в России и пути их решения Тенденции и перспективы развития различных видов энергетики
Тенденции и перспективы развития различных видов энергетики Спешите делать добро
Спешите делать добро Германские государства в XVIII в
Германские государства в XVIII в Создание анимации в презентациях
Создание анимации в презентациях Вариация и рондо
Вариация и рондо Методы восстановления деталей
Методы восстановления деталей Назначение и устройство токарно-винторезного станка ТВ-6
Назначение и устройство токарно-винторезного станка ТВ-6 Эксплуатационные требования к компьютерному рабочему месту
Эксплуатационные требования к компьютерному рабочему месту Суда Эстонского государственного пароходства участвовавшие в обороне Ленинграда и перевозках по дороге жизни
Суда Эстонского государственного пароходства участвовавшие в обороне Ленинграда и перевозках по дороге жизни Швейная машина. Виды приводов. (5 класс)
Швейная машина. Виды приводов. (5 класс) Генетика рака
Генетика рака Паротурбинные установки
Паротурбинные установки Факультет Принттехнологий и медиакоммуникаций БГТУ. Кафедра редакционно-издательских технологий
Факультет Принттехнологий и медиакоммуникаций БГТУ. Кафедра редакционно-издательских технологий FinFactor. Решение кейса от Changellenge
FinFactor. Решение кейса от Changellenge Методы представления статистических данных
Методы представления статистических данных Системы теплоснабжения
Системы теплоснабжения Тип Членистоногие Класс ракообразные. Общая характеристика класса ракообразных на примере речного рака
Тип Членистоногие Класс ракообразные. Общая характеристика класса ракообразных на примере речного рака Психология как наука
Психология как наука Качественные реакции на ионы 9 класс
Качественные реакции на ионы 9 класс Анальгезирующие (болеутоляющие) средства
Анальгезирующие (болеутоляющие) средства Техническое обслуживание и ремонт коробки передач автомобиля Камаз-5320
Техническое обслуживание и ремонт коробки передач автомобиля Камаз-5320 Игорь Кио
Игорь Кио Стартап Mass MASSCRYP Пред-ICO. Маркетинг-план
Стартап Mass MASSCRYP Пред-ICO. Маркетинг-план Неисправности кузовов крытых грузовых вагонов
Неисправности кузовов крытых грузовых вагонов Трехкомпонентные системы
Трехкомпонентные системы Цена, количество, стоимость. Задачи
Цена, количество, стоимость. Задачи