Восстановление геометрии, защита от коррозии и эрозии деталей и аппаратов современными методами газотермического напыления презентация
- Восстановление геометрии, защита от коррозии и эрозии деталей и аппаратов современными методами газотермического напыления

Содержание
- 2. Закрытое акционерное общество «Урал – технологические системы покрытий» Предприятие создано в 2006 году. ЗАО «Урал-ТСП» выполняет
- 3. Участок абразивоструйной обработки и газотермического напыления.
- 4. Дробеструйные установки. Максимальная длина устанавливаемых деталей до 12 метров.
- 5. Малая камера HVOF напыления. Установка HVOF с роботом KUKA позволяет производить напыление сложных геометрических поверхностей по
- 6. Большая камера высокоскоростного напыления. Длина напыляемых деталей до 12 метров.
- 7. Рабочее место оператора установки высокоскоростного напыления. Процесс напыления управляется компьютером.
- 8. Участок предварительной обработки под напыление и чистовой механической обработки напыленных деталей
- 9. Лаборатория контроля качества покрытий оборудована современным специализированным оборудованием.
- 10. Закрытое акционерное общество «Урал - ТСП» является специализированным центром, применяющим технологии газотермического напыления в Республике Башкортостан.
- 11. Ростехнадзор Нанесение защитных металлизационных покрытий производится по Методике, разрешенной к применению Федеральной службой по экологическому, технологическому
- 12. Информация о возможностях применения газотермических методов напыления на примерах выполненных предприятием работ Детали машин, механизмов, оборудования,
- 13. Восстановление посадочных мест шеек ж/д осей для ООО «Милорем», г. Мичуринск под подшипник. Материал осей –
- 14. Ж/д оси с восстановленными посадочными шейками под подшипник для ООО «Милорем», г. Мичуринск. Восстановление выполнено согласно
- 15. Восстановление с упрочнением пуансона прессформы «Ведро» ООО «Политар», г.Салават высокоскоростным напылением материалом системы Ni-Cr-B-C, HRc 58,
- 16. Шток пресса ООО «Уралтеплоэнергосервис», г.Уфа с износом до 3 мм на сторону, восстановленный наплавкой стали 08Г2С
- 17. Упрочнение витков шнека Уфимского завода эластомерных материалов и конструкций методом высокоскоростного напыления карбидом вольфрама. Шнек эксплуатируется
- 18. Восстановление с упрочнением штоков телескопического гидроцилиндра ООО «Стройгазмонтаж-Сервис, г. Оренбург. Восстановление произведено в 2009 году методом
- 19. Полировка вала каландра листовальной машины производства полистирольного листа ООО «Урал-Пласт», г. Магнитогорск, восстановленного методом высокоскоростного напыления
- 20. Выкрашивание металла на валу каландра машины производства полимерных волокон ООО «Си-Айрлайд», г. Челябинск. Вал восстановлен наплавкой
- 21. Детали насосно-компрессорного оборудования
- 22. Восстановление шейки коленчатого вала триплекс-насоса Бураевского молокозавода. Характер износа – повреждение шпон-паза, уменьшение диаметра шейки. Профрезерован
- 23. Восстановление посадочного места под полумуфту шейки ротора компрессора ОАО Казанский «Органический синтез» Напыление материалом системы Ni-Cr-B-C,
- 24. Полировка штока поршневого компрессора ОАО «Нижнекамскнефтехим» импортного производства, восстановленного и упрочненного методом высокоскоростного напыления карбида хрома,
- 25. Плунжера импортного триплекс - насоса Ишимбайского химического завода катализаторов с поврежденным керамическим покрытием под восстановление. Снятие
- 26. Плунжера триплекс - насоса Ишимбайского химического завода катализаторов, восстановленные высокоскоростным напылением карбидом хрома.
- 27. Износ плунжеров триплекс-насоса «Uraca» ОАО «Газпром нефтехим Салават», перекачивающих аммиак с рабочим давлением 200 атм. Материал
- 28. Метод высокоскоростного напыления позволяет восстанавливать и упрочнять плунжера триплекс - насосов. На снимке – плунжер триплекс-насоса
- 29. Напыление подшипников поршневых и турбокомпрессоров ОАО «Газпром нефтехим Салават» баббитом с подслоем бронзы. Половинки подшипника, напыленные
- 30. Напыление слоя баббита, на подслой бронзы Напыленный баббитовый слой имеет пористую структуру, которая позволяет производить пропитку
- 31. Половинки подшипника, напыленные баббитом с подслоем бронзы, готовые под чистовую расточку Улучшение условий смазки в узле
- 32. Металлоконструкции
- 33. Опытная балка копра ОАО «Илецксоль», защищенная напылением алюминия газопламенным методом с пропиткой Анакролом, 2009 год.
- 34. Антикоррозионная защита металлоконструкций копра шахты ОАО «Илецксоль» напылением алюминия газопламенным методом, выполненная по результатам испытаний стойкости
- 35. Технологические аппараты, теплообменники, оборудование нефтедобывающих и газодобывающих предприятий, химических, нефтеперерабатывающих, газоперерабатывающих предприятий
- 36. Антикоррозионная защита стенок абсорбера ОАО «Салаватнефтеоргсинтез» методом газопламенного напыления монель-металла. Среда щелочная: МДЭА и конвертированный газ,
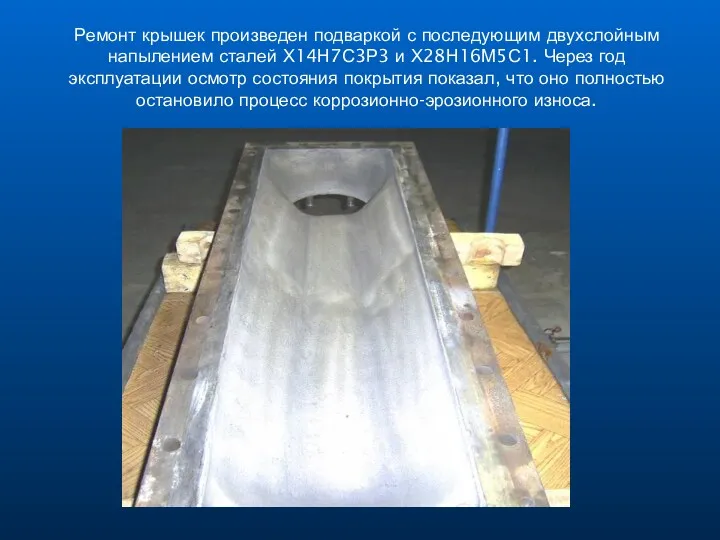
- 37. Коррозионно-эрозионный износ крышек секций холодильника из стали 20Л цеха 14 НПЗ ОАО «Газпром нефтехим Салават». Среда
- 38. Ремонт крышек произведен подваркой с последующим двухслойным напылением сталей Х14Н7С3Р3 и Х28Н16М5С1. Через год эксплуатации осмотр
- 39. Защита от коррозии корпусов и концевых деталей УЭЦН по заказам ОАО «БЭНЗ», предназначенных для работы в
- 40. Защита от коррозии корпусов и концевых деталей УЭЦН, предназначенных для работы в скважинах с агрессивной средой,
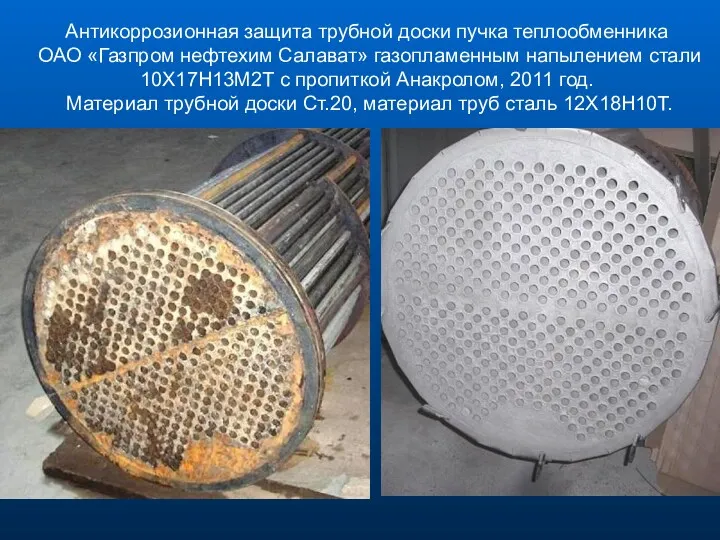
- 41. Антикоррозионная защита трубной доски пучка теплообменника ОАО «Газпром нефтехим Салават» газопламенным напылением стали 10Х17Н13М2Т с пропиткой
- 43. Скачать презентацию
Закрытое акционерное общество
«Урал – технологические системы покрытий»
Предприятие создано
Закрытое акционерное общество
«Урал – технологические системы покрытий»
Предприятие создано

Участок абразивоструйной обработки
и газотермического напыления.
Участок абразивоструйной обработки
и газотермического напыления.

Дробеструйные установки.
Максимальная длина устанавливаемых деталей до 12 метров.
Дробеструйные установки.
Максимальная длина устанавливаемых деталей до 12 метров.

Малая камера HVOF напыления.
Установка HVOF с роботом KUKA позволяет производить напыление
Малая камера HVOF напыления. Установка HVOF с роботом KUKA позволяет производить напыление

Большая камера высокоскоростного напыления.
Длина напыляемых деталей до 12 метров.
Большая камера высокоскоростного напыления.
Длина напыляемых деталей до 12 метров.

Рабочее место оператора установки высокоскоростного напыления. Процесс напыления управляется компьютером.
Рабочее место оператора установки высокоскоростного напыления. Процесс напыления управляется компьютером.
Участок предварительной обработки под напыление и чистовой механической обработки напыленных деталей
Участок предварительной обработки под напыление и чистовой механической обработки напыленных деталей

Лаборатория контроля качества покрытий
оборудована современным специализированным оборудованием.
Лаборатория контроля качества покрытий
оборудована современным специализированным оборудованием.
Закрытое акционерное общество «Урал - ТСП»
является специализированным центром, применяющим технологии газотермического
Закрытое акционерное общество «Урал - ТСП» является специализированным центром, применяющим технологии газотермического
Ростехнадзор
Нанесение защитных металлизационных покрытий производится по Методике, разрешенной к применению
Ростехнадзор
Нанесение защитных металлизационных покрытий производится по Методике, разрешенной к применению
Информация о возможностях применения газотермических методов напыления на примерах выполненных предприятием
Информация о возможностях применения газотермических методов напыления на примерах выполненных предприятием

Восстановление посадочных мест шеек ж/д осей
для ООО «Милорем», г. Мичуринск
Восстановление посадочных мест шеек ж/д осей для ООО «Милорем», г. Мичуринск

Ж/д оси с восстановленными посадочными шейками под подшипник для ООО «Милорем»,
Ж/д оси с восстановленными посадочными шейками под подшипник для ООО «Милорем»,

Восстановление с упрочнением пуансона прессформы «Ведро»
ООО «Политар», г.Салават высокоскоростным
напылением материалом
Восстановление с упрочнением пуансона прессформы «Ведро» ООО «Политар», г.Салават высокоскоростным напылением материалом

Шток пресса ООО «Уралтеплоэнергосервис», г.Уфа с износом до
3 мм на
Шток пресса ООО «Уралтеплоэнергосервис», г.Уфа с износом до 3 мм на

Упрочнение витков шнека Уфимского завода эластомерных материалов и конструкций методом высокоскоростного
Упрочнение витков шнека Уфимского завода эластомерных материалов и конструкций методом высокоскоростного

Восстановление с упрочнением штоков телескопического гидроцилиндра ООО «Стройгазмонтаж-Сервис, г. Оренбург. Восстановление
Восстановление с упрочнением штоков телескопического гидроцилиндра ООО «Стройгазмонтаж-Сервис, г. Оренбург. Восстановление

Полировка вала каландра листовальной машины производства полистирольного листа ООО «Урал-Пласт», г.
Полировка вала каландра листовальной машины производства полистирольного листа ООО «Урал-Пласт», г.
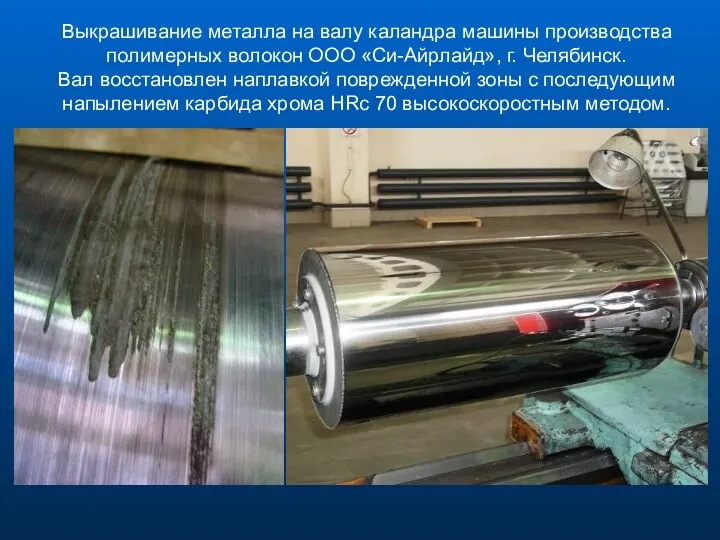
Выкрашивание металла на валу каландра машины производства полимерных волокон ООО «Си-Айрлайд»,
Выкрашивание металла на валу каландра машины производства полимерных волокон ООО «Си-Айрлайд»,
Детали насосно-компрессорного оборудования
Детали насосно-компрессорного оборудования

Восстановление шейки коленчатого вала триплекс-насоса Бураевского молокозавода. Характер износа – повреждение
Восстановление шейки коленчатого вала триплекс-насоса Бураевского молокозавода. Характер износа – повреждение

Восстановление посадочного места под полумуфту шейки ротора компрессора ОАО Казанский «Органический
Восстановление посадочного места под полумуфту шейки ротора компрессора ОАО Казанский «Органический

Полировка штока поршневого компрессора ОАО «Нижнекамскнефтехим» импортного производства, восстановленного и упрочненного
Полировка штока поршневого компрессора ОАО «Нижнекамскнефтехим» импортного производства, восстановленного и упрочненного

Плунжера импортного триплекс - насоса Ишимбайского химического завода катализаторов с поврежденным
Плунжера импортного триплекс - насоса Ишимбайского химического завода катализаторов с поврежденным

Плунжера триплекс - насоса Ишимбайского химического завода катализаторов, восстановленные высокоскоростным напылением
Плунжера триплекс - насоса Ишимбайского химического завода катализаторов, восстановленные высокоскоростным напылением
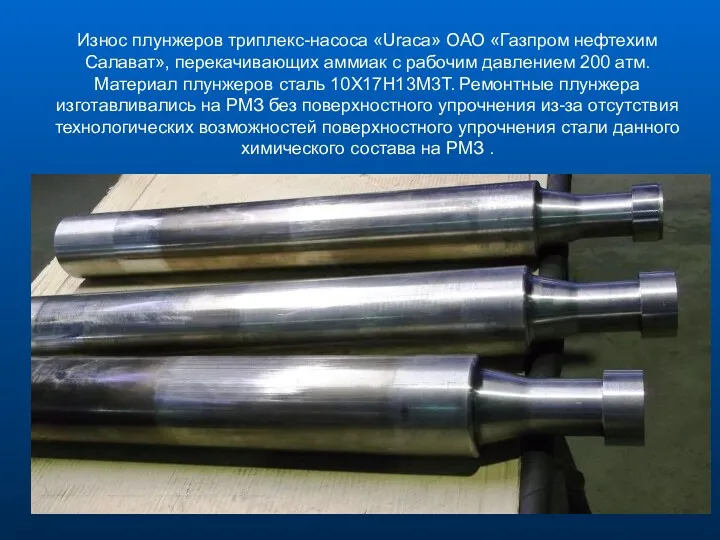
Износ плунжеров триплекс-насоса «Uraca» ОАО «Газпром нефтехим Салават», перекачивающих аммиак с
Износ плунжеров триплекс-насоса «Uraca» ОАО «Газпром нефтехим Салават», перекачивающих аммиак с
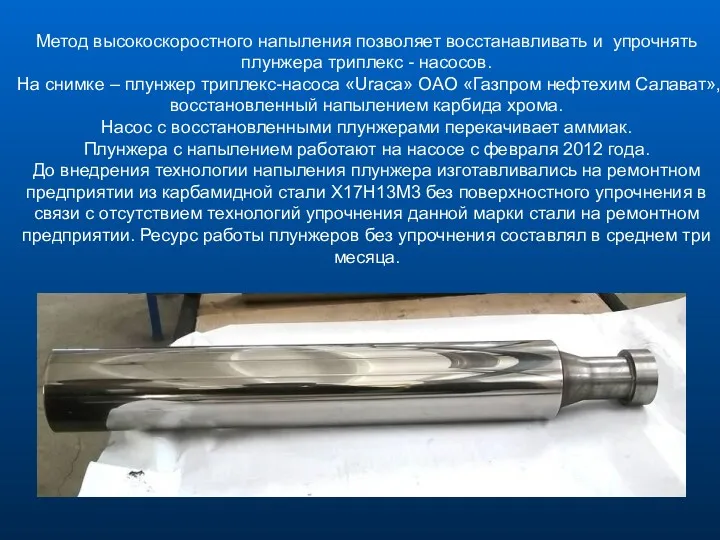
Метод высокоскоростного напыления позволяет восстанавливать и упрочнять плунжера триплекс - насосов.
На
Метод высокоскоростного напыления позволяет восстанавливать и упрочнять плунжера триплекс - насосов. На
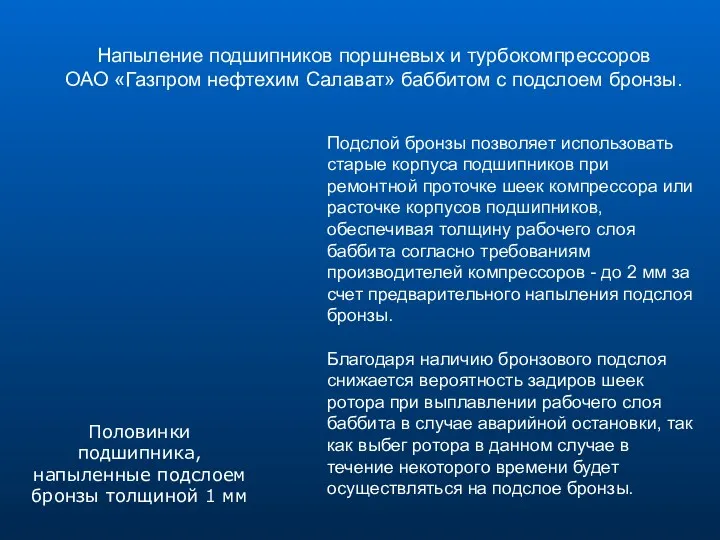
Напыление подшипников поршневых и турбокомпрессоров
ОАО «Газпром нефтехим Салават» баббитом с
Напыление подшипников поршневых и турбокомпрессоров
ОАО «Газпром нефтехим Салават» баббитом с
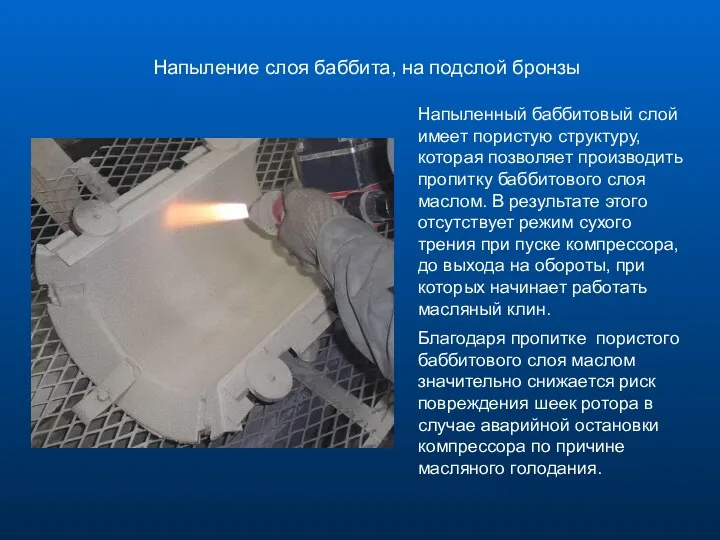
Напыление слоя баббита, на подслой бронзы
Напыленный баббитовый слой имеет пористую структуру,
Напыление слоя баббита, на подслой бронзы
Напыленный баббитовый слой имеет пористую структуру,
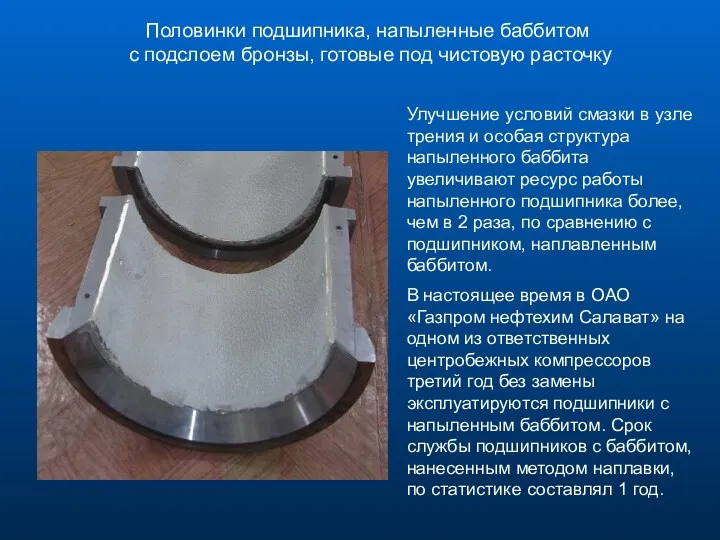
Половинки подшипника, напыленные баббитом
с подслоем бронзы, готовые под чистовую расточку
Улучшение
Половинки подшипника, напыленные баббитом
с подслоем бронзы, готовые под чистовую расточку
Улучшение
Металлоконструкции
Опытная балка копра ОАО «Илецксоль»,
защищенная напылением алюминия газопламенным методом
с
Опытная балка копра ОАО «Илецксоль»,
защищенная напылением алюминия газопламенным методом
с

Антикоррозионная защита металлоконструкций копра шахты ОАО «Илецксоль» напылением алюминия газопламенным методом,
Антикоррозионная защита металлоконструкций копра шахты ОАО «Илецксоль» напылением алюминия газопламенным методом,
Технологические аппараты, теплообменники, оборудование нефтедобывающих и газодобывающих предприятий,
химических, нефтеперерабатывающих, газоперерабатывающих
химических, нефтеперерабатывающих, газоперерабатывающих
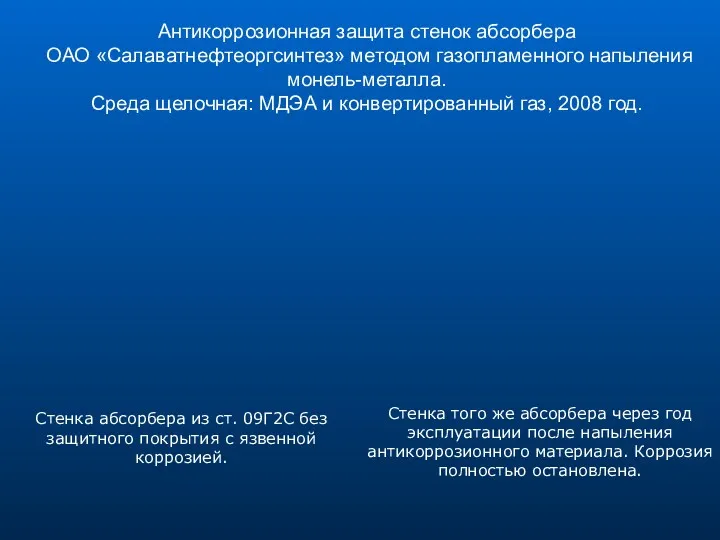
Антикоррозионная защита стенок абсорбера
ОАО «Салаватнефтеоргсинтез» методом газопламенного напыления монель-металла.
Среда
Антикоррозионная защита стенок абсорбера
ОАО «Салаватнефтеоргсинтез» методом газопламенного напыления монель-металла.
Среда

Коррозионно-эрозионный износ крышек секций холодильника из стали 20Л цеха 14 НПЗ
Коррозионно-эрозионный износ крышек секций холодильника из стали 20Л цеха 14 НПЗ
Ремонт крышек произведен подваркой с последующим двухслойным напылением сталей Х14Н7С3Р3 и
Ремонт крышек произведен подваркой с последующим двухслойным напылением сталей Х14Н7С3Р3 и

Защита от коррозии корпусов и концевых деталей УЭЦН по заказам ОАО
Защита от коррозии корпусов и концевых деталей УЭЦН по заказам ОАО

Защита от коррозии корпусов и концевых деталей УЭЦН, предназначенных для работы
Защита от коррозии корпусов и концевых деталей УЭЦН, предназначенных для работы
Антикоррозионная защита трубной доски пучка теплообменника
ОАО «Газпром нефтехим Салават» газопламенным
Антикоррозионная защита трубной доски пучка теплообменника ОАО «Газпром нефтехим Салават» газопламенным
 Дефектация и сортировка деталей
Дефектация и сортировка деталей Деловая карьера
Деловая карьера Фаддей Беллинсгаузен
Фаддей Беллинсгаузен Рождество Христово
Рождество Христово Дорожная одежда. Искусственные сооружения на автомобильных дорогах
Дорожная одежда. Искусственные сооружения на автомобильных дорогах Чем что делают
Чем что делают Геологические процессы в недрах Земли
Геологические процессы в недрах Земли Характеристика месторождения
Характеристика месторождения Игра морской бой Птичье царство
Игра морской бой Птичье царство Игра Вперед, заток! (5-7 классы)
Игра Вперед, заток! (5-7 классы) Международное сотрудничество в области поддержания стабильности и мира
Международное сотрудничество в области поддержания стабильности и мира Ветрогенераторы: классификация и типы, конструкция и схема работы
Ветрогенераторы: классификация и типы, конструкция и схема работы В. Драгунский Всё тайное становится явным
В. Драгунский Всё тайное становится явным физра
физра Стандартные образцы в цветной металлургии
Стандартные образцы в цветной металлургии Нервная ткань
Нервная ткань Подготовка к ГИА и ЕГЭ
Подготовка к ГИА и ЕГЭ Психологические аспекты профессионального обучения и личности педагога
Психологические аспекты профессионального обучения и личности педагога Стекло и его свойства
Стекло и его свойства Что мы хотим сделать…работа с ботом
Что мы хотим сделать…работа с ботом 20231003_prezentatsiya_po_teme_muzyka_i_kino
20231003_prezentatsiya_po_teme_muzyka_i_kino Motor starting
Motor starting Мышцы. Мышечная система
Мышцы. Мышечная система Празднование Рождества в Германии
Празднование Рождества в Германии Виды стоматологических имплантов
Виды стоматологических имплантов Патофизиология углеводного обмена. Сахарный диабет
Патофизиология углеводного обмена. Сахарный диабет Портфолио Чубыкиной Ирины Юрьевны воспитателя МБДОУ Детский сад №18 Колобок г. Брянск (часть IV)
Портфолио Чубыкиной Ирины Юрьевны воспитателя МБДОУ Детский сад №18 Колобок г. Брянск (часть IV) Компетентностный контекст современного образования
Компетентностный контекст современного образования