- Восстановление и ремонт изделий из композиционных материалов (ВКР)

Содержание
- 2. Введение Я проходил производственную практику на предприятии автосервиса. Это современный техцентр, оборудованный профессиональной техникой для высокоточной
- 3. Восстановление и ремонт изделий из композиционных материалов Для восстановления и ремонта изделий из композиционных материалов на
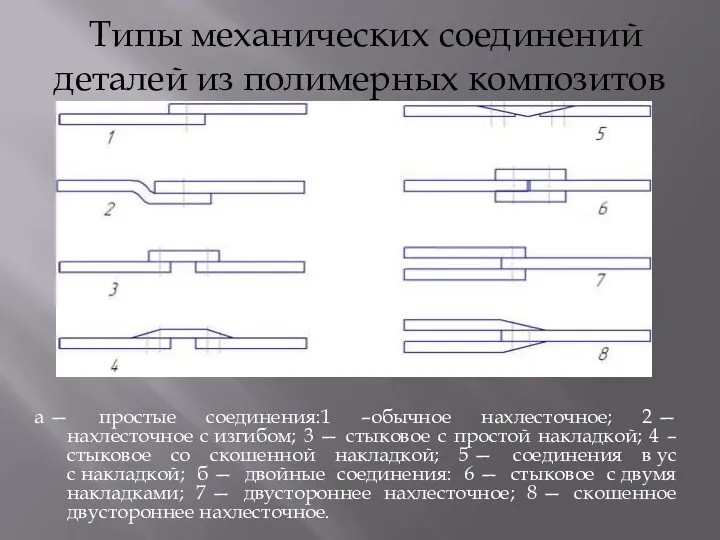
- 4. Типы механических соединений деталей из полимерных композитов а — простые соединения:1 –обычное нахлесточное; 2 — нахлесточное
- 5. Сварка и склеивание Применяется для неразъемных соединений пластмассовых деталей или полуфабрикатов-пленок, листов, труб. При сварке участки
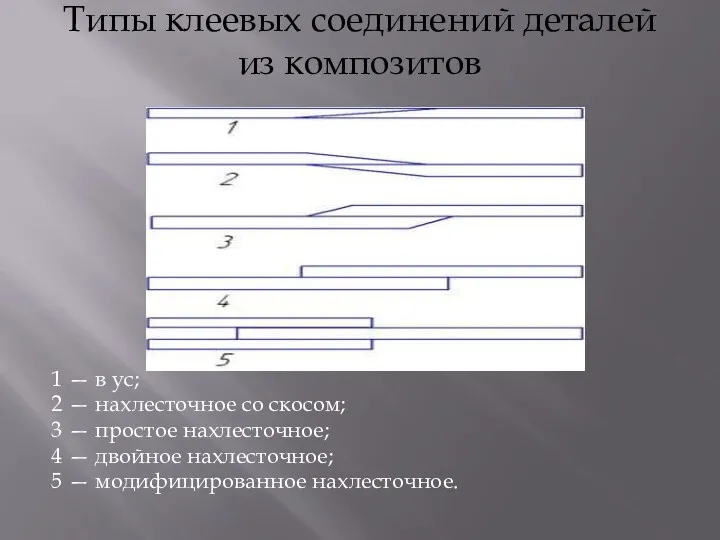
- 6. Типы клеевых соединений деталей из композитов 1 — в ус; 2 — нахлесточное со скосом; 3
- 7. Недостатки адгезионных соединений после отверждения связующего соединение становится неразъемным; сопротивление ползучести при повышении температуры невелико для
- 8. Технологический процесс соединения ремонтируемых изделий 1) подготовка основных и вспомогательных материалов; 2) подготовка разрушенных элементов изделия;
- 9. Технологический процесс соединения ремонтируемых изделий 8) окончательная очистка соединяемых поверхностей от загрязнений; 9) смешение компонентов клея
- 10. Технологический процесс соединения ремонтируемых изделий 12) соединение склеиваемых деталей под давлением (0,1…1,0 МПа) и выдержка; 13)
- 11. ТБ
- 12. Заключение Механо-клеевой ремонт можно эффективно применять в различных отраслях: автомобилестроении, судостроении, машиностроении, строительстве . При помощи
- 14. Скачать презентацию
Введение
Я проходил производственную практику на предприятии автосервиса. Это современный техцентр,
Введение
Я проходил производственную практику на предприятии автосервиса. Это современный техцентр,
Восстановление и ремонт изделий из композиционных материалов
Для восстановления и ремонта изделий из
Восстановление и ремонт изделий из композиционных материалов
Для восстановления и ремонта изделий из
Типы механических соединений деталей из полимерных композитов
а — простые соединения:1
Типы механических соединений деталей из полимерных композитов
а — простые соединения:1
Сварка и склеивание
Применяется для неразъемных соединений пластмассовых деталей или полуфабрикатов-пленок, листов,
Сварка и склеивание
Применяется для неразъемных соединений пластмассовых деталей или полуфабрикатов-пленок, листов,
Типы клеевых соединений деталей из композитов
1 — в ус;
2 — нахлесточное со
Типы клеевых соединений деталей из композитов
1 — в ус;
2 — нахлесточное со
Недостатки адгезионных соединений
после отверждения связующего соединение становится неразъемным;
Недостатки адгезионных соединений
после отверждения связующего соединение становится неразъемным;
Технологический процесс соединения ремонтируемых изделий
1) подготовка основных и вспомогательных материалов;
2) подготовка
Технологический процесс соединения ремонтируемых изделий
1) подготовка основных и вспомогательных материалов;
2) подготовка
Технологический процесс соединения ремонтируемых изделий
8) окончательная очистка соединяемых поверхностей от загрязнений;
Технологический процесс соединения ремонтируемых изделий
8) окончательная очистка соединяемых поверхностей от загрязнений;
Технологический процесс соединения ремонтируемых изделий
12) соединение склеиваемых деталей под давлением (0,1…1,0 МПа)
Технологический процесс соединения ремонтируемых изделий
12) соединение склеиваемых деталей под давлением (0,1…1,0 МПа)
ТБ
ТБ
Заключение
Механо-клеевой ремонт можно эффективно применять в различных отраслях: автомобилестроении, судостроении, машиностроении,
Заключение
Механо-клеевой ремонт можно эффективно применять в различных отраслях: автомобилестроении, судостроении, машиностроении,
 Сигналы оповещения об опасностях, порядок их доведения до населения и действия по ним работников организаций
Сигналы оповещения об опасностях, порядок их доведения до населения и действия по ним работников организаций Геометрия недр
Геометрия недр Сайты сети Интернет по истории и культуре Красноярского края
Сайты сети Интернет по истории и культуре Красноярского края Деловые игры. Программа Импульс в действии
Деловые игры. Программа Импульс в действии педсовет в ДОУ Инновационная деятельность как условие формирования профессиональной компетентности педагогов ДОУ.
педсовет в ДОУ Инновационная деятельность как условие формирования профессиональной компетентности педагогов ДОУ. Цукерки. Технологія виготовлення
Цукерки. Технологія виготовлення Типы арифметических задач
Типы арифметических задач Закон электромагнитной индукции
Закон электромагнитной индукции Травмы живота
Травмы живота Первые люди на земле
Первые люди на земле Выборг - святой город средневековья
Выборг - святой город средневековья Особливості роботи машинних сільськогосподарських агрегатів (лекция № 1)
Особливості роботи машинних сільськогосподарських агрегатів (лекция № 1) Фотоальбом
Фотоальбом Ремонтно - оперативная радиосвязь (РОРС)
Ремонтно - оперативная радиосвязь (РОРС) Printers. Type of printer
Printers. Type of printer Развитие мелкой моторики у девочек дошкольного возраста (гендерное направление)
Развитие мелкой моторики у девочек дошкольного возраста (гендерное направление) Відстані в просторі
Відстані в просторі Психология памяти
Психология памяти Делимость чисел. Правила
Делимость чисел. Правила 20230923_protsessy_odnokletochnyh
20230923_protsessy_odnokletochnyh Загадки по лексической теме - Мебель
Загадки по лексической теме - Мебель Презентация День знаний.
Презентация День знаний. Мінерал класу карбонатів доломіт
Мінерал класу карбонатів доломіт Коренной перелом в Великой Отечественной войне
Коренной перелом в Великой Отечественной войне ЭКГ при ИБС
ЭКГ при ИБС Психологическая готовность к школе.
Психологическая готовность к школе. Семь чудес света. Импрессионизм
Семь чудес света. Импрессионизм Библейские сказания
Библейские сказания