- Выбор и подготовка материалов для резки

Содержание
- 2. ВИДЫ РЕЗКИ МЕТАЛЛА 1. Резка металла малой толщины - до 5 мм; 2. Резка металла средней
- 3. ДЛЯ ПРОТЕКАНИЯ ПРОЦЕССА РЕЗКИ НЕОБХОДИМО: 1. Контакт между струей кислорода и жидким металлом; 2. Подогрев неокисленного
- 4. ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ: 1. Тщательно очистить поверхность по
- 5. ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ: 2. Со стороны тыльной поверхности
- 6. ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ: 3. Нельзя отклонять резак от
- 7. УСЛОВИЯ ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ Разрезаемый материал должен иметь низкую теплопроводность. В противном случае тепло будет отводиться
- 8. УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ температура плавления (Tплав) материала должна превышать температуру горения (Tвоспл) в кислородной среде.
- 9. УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ Tплав разрезаемого материала должна превышать Tплав оксидных пленок на его поверхности. Тугоплавкая
- 10. УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ Оксиды, возникающие в процессе резания, должны иметь высокую жидкотекучесть. Если текучесть низкая,
- 11. РАЗРЕЗАЕМОСТЬ МЕТАЛЛА. НИЖЕ ПРИВЕДЕНЫ ХАРАКТЕРИСТИКИ РАЗРЕЗАЕМОСТИ УГЛЕРОДИСТЫХ СТАЛЕЙ.
- 12. Высоколегированные стали кислородной резке не поддаются из-за образования в процессе резки тугоплавких оксидов, которые с трудом
- 13. Чугун не режется вследствие низкой температуры плавления и высокой температуры начала горения; он горит в кислороде
- 14. МАТЕРИАЛЫ ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ 1. Ацетилен 2. Заменители ацетилена – Водород, природный газ, пропан-бутан, коксовый газ
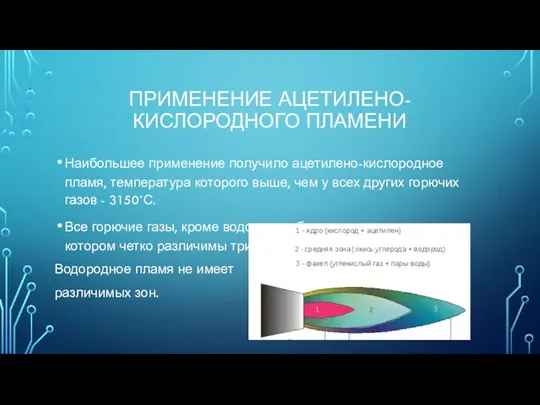
- 15. ПРИМЕНЕНИЕ АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ Наибольшее применение получило ацетилено-кислородное пламя, температура которого выше, чем у всех других горючих
- 16. ОТ СОСТАВА ГОРЮЧЕЙ СМЕСИ (АЦЕТИЛЕН+КИСЛОРОД) ЗАВИСИТ: Внешний вид пламени; Температура пламени; Влияние пламени на свариваемый материал.
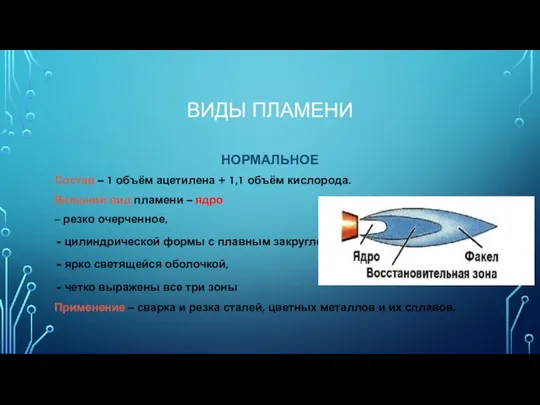
- 17. ВИДЫ ПЛАМЕНИ НОРМАЛЬНОЕ Состав – 1 объём ацетилена + 1,1 объём кислорода. Внешний вид пламени –
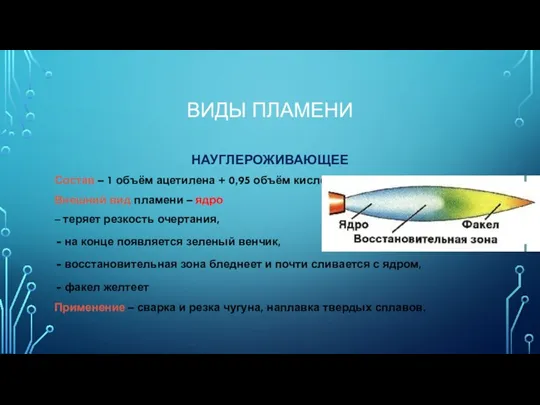
- 18. ВИДЫ ПЛАМЕНИ НАУГЛЕРОЖИВАЮЩЕЕ Состав – 1 объём ацетилена + 0,95 объём кислорода. Внешний вид пламени –
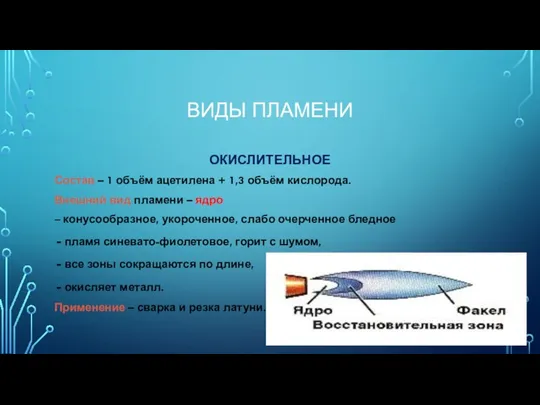
- 19. ВИДЫ ПЛАМЕНИ ОКИСЛИТЕЛЬНОЕ Состав – 1 объём ацетилена + 1,3 объём кислорода. Внешний вид пламени –
- 20. ПОКАЗАТЕЛИ РЕЖИМА РЕЗКИ Основными показателями режима резки являются: - мощность пламени, - давление режущего кислорода -
- 21. МОЩНОСТЬ ПЛАМЕНИ Мощность пламени определяется толщиной разрезаемого металла, составом и состоянием стали (прокат или поковка). При
- 22. ВИД ПЛАМЕНИ Для резки стали толщиной до 300 мм применяют нормальное пламя, а толщиной свыше 400
- 23. ДАВЛЕНИЕ Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла и чистоты кислорода. При
- 24. СКОРОСТЬ Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа. При замедленной скорости происходит
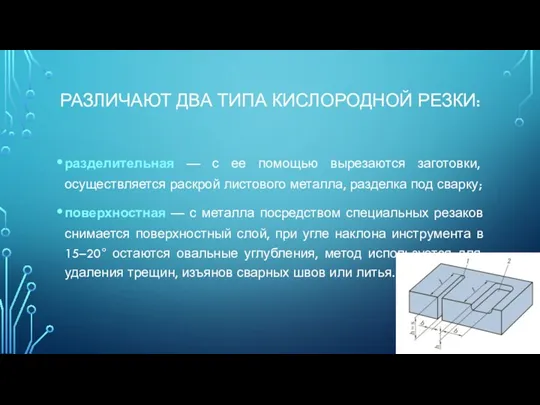
- 25. РАЗЛИЧАЮТ ДВА ТИПА КИСЛОРОДНОЙ РЕЗКИ: разделительная — с ее помощью вырезаются заготовки, осуществляется раскрой листового металла,
- 26. ОБОРУДОВАНИЕ
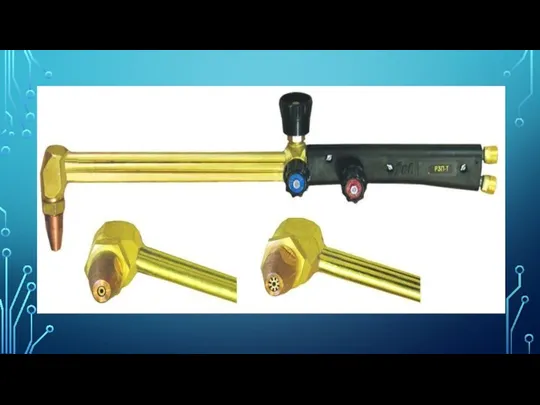
- 27. ДЛЯ РАБОТЫ ИСПОЛЬЗУЕТСЯ ИНЖЕКТОРНЫЙ РЕЗАК.
- 28. Внутри резака есть трубка, оснащенная вентилем, через нее и подается режущая кислородная струя. На трубку надеваются
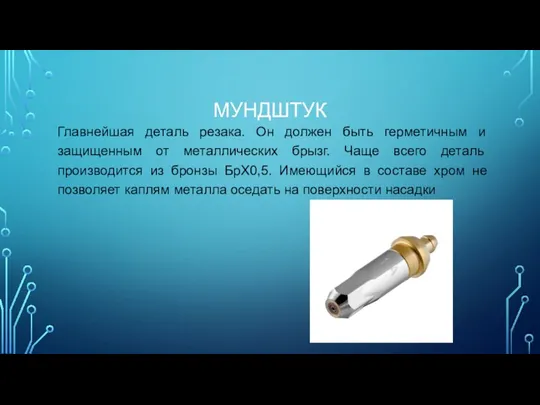
- 30. МУНДШТУК Главнейшая деталь резака. Он должен быть герметичным и защищенным от металлических брызг. Чаще всего деталь
- 31. РЕЗАКИ УНИВЕРСАЛЬНЫЕ. К ним предъявляют следующие требования: возможность резки стали толщиной от 3 до 300 мм
- 32. РУЧНОЙ РЕЗАК РАВ-1 Предназначен для ручной разделительной резки низкоуглеродистой стали толщиной 3-300 мм с использованием подогревающего
- 33. РЕЗАК РАП-1 инжекторного типа предназначен для удаления струёй кислорода корней сварных швов и выправки небольших пороков
- 34. РЕЗАК Р2А-01 (средней мощности) состоит из ствола, ниппелей, инжектора, смесительной камеры, трубок для подачи кислорода и
- 35. РЕЗАК Р3П-01 (БОЛЬШОЙ МОЩНОСТИ) предназначен для тех же целей, что и резак Р2А-01, но работает на
- 36. РЕЗАКИ ВСТАВНЫЕ. Используются при выполнении монтажных, ремонтных и других работ в условиях индивидуального рабочего поста, когда
- 37. ВЫПУСКАЮТСЯ В ДВУХ ИСПОЛНЕНИЯХ. Резаки РВ-1А-02 присоединяется к стволу горелки Г2-04. Предназначен для ручной кислородной резки
- 38. РЕЗАКИ СПЕЦИАЛЬНЫЕ. Используют для ручной разделительной резки металла толщиной более 300 мм, поверхностной резки и резки
- 39. РЕЗАКИ СПЕЦИАЛЬНЫЕ В резаке РПК-2-72 используется в качестве горючего коксовый или природный газ давлением не менее
- 40. ЧТОБЫ БЕЗОПАСНО РАБОТАТЬ С РЕЗАКАМИ, ВАЖНО СОБЛЮДАТЬ ПРАВИЛА. Внимательно читать инструкцию перед использованием инструмента. Предварительно проверять
- 41. КАЧЕСТВО РЕЗА В ЗАВИСИМОСТИ ОТ ПОЛОЖЕНИЯ РЕЗАКА Например, при рассекании стали толщиной 50 мм нужно действовать
- 42. КАЧЕСТВО РЕЗА В ЗАВИСИМОСТИ ОТ ПОЛОЖЕНИЯ РЕЗАКА 3. Кислородная струя открывается после прогрева металла. 4. Когда
- 44. Скачать презентацию
ВИДЫ РЕЗКИ МЕТАЛЛА
1. Резка металла малой толщины - до 5 мм;
2.
ВИДЫ РЕЗКИ МЕТАЛЛА
1. Резка металла малой толщины - до 5 мм;
2.
ДЛЯ ПРОТЕКАНИЯ ПРОЦЕССА РЕЗКИ НЕОБХОДИМО:
1. Контакт между струей кислорода и жидким
ДЛЯ ПРОТЕКАНИЯ ПРОЦЕССА РЕЗКИ НЕОБХОДИМО:
1. Контакт между струей кислорода и жидким
ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ:
1.
ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ:
1.
ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ:
2.
ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ:
2.
ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ:
3.
ПРИ ПОДГОТОВКЕ И ПРОВЕДЕНИИ ПРОЦЕССА ГАЗОКИСЛОРОДНОЙ РЕЗКИ НЕОБХОДИМО СОБЛЮДАТЬ СЛЕДУЮЩИЕ ТРЕБОВАНИЯ:
3.
УСЛОВИЯ ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ
Разрезаемый материал должен иметь низкую теплопроводность. В противном
УСЛОВИЯ ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ
Разрезаемый материал должен иметь низкую теплопроводность. В противном
УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
температура плавления (Tплав) материала должна превышать температуру горения (Tвоспл) в
УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
температура плавления (Tплав) материала должна превышать температуру горения (Tвоспл) в
УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Tплав разрезаемого материала должна превышать Tплав оксидных пленок на его
УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Tплав разрезаемого материала должна превышать Tплав оксидных пленок на его
УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Оксиды, возникающие в процессе резания, должны иметь высокую
УСЛОВИЯ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Оксиды, возникающие в процессе резания, должны иметь высокую
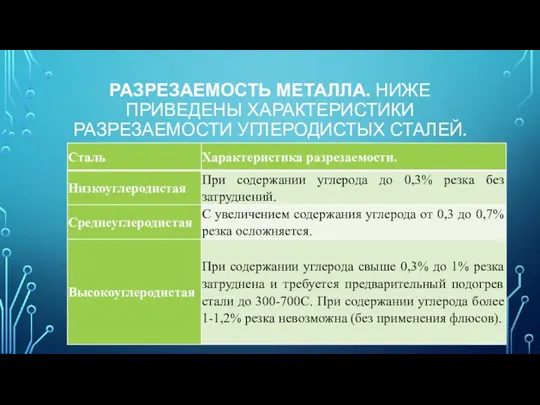
РАЗРЕЗАЕМОСТЬ МЕТАЛЛА. НИЖЕ ПРИВЕДЕНЫ ХАРАКТЕРИСТИКИ РАЗРЕЗАЕМОСТИ УГЛЕРОДИСТЫХ СТАЛЕЙ.
РАЗРЕЗАЕМОСТЬ МЕТАЛЛА. НИЖЕ ПРИВЕДЕНЫ ХАРАКТЕРИСТИКИ РАЗРЕЗАЕМОСТИ УГЛЕРОДИСТЫХ СТАЛЕЙ.
Высоколегированные стали кислородной резке не поддаются из-за образования в процессе резки
Высоколегированные стали кислородной резке не поддаются из-за образования в процессе резки
Чугун не режется вследствие низкой температуры плавления и высокой температуры начала
Чугун не режется вследствие низкой температуры плавления и высокой температуры начала
МАТЕРИАЛЫ ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ
1. Ацетилен
2. Заменители ацетилена – Водород, природный газ,
МАТЕРИАЛЫ ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ
1. Ацетилен
2. Заменители ацетилена – Водород, природный газ,
ПРИМЕНЕНИЕ АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ
Наибольшее применение получило ацетилено-кислородное пламя, температура которого выше, чем
ПРИМЕНЕНИЕ АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ
Наибольшее применение получило ацетилено-кислородное пламя, температура которого выше, чем
ОТ СОСТАВА ГОРЮЧЕЙ СМЕСИ (АЦЕТИЛЕН+КИСЛОРОД) ЗАВИСИТ:
Внешний вид пламени;
Температура пламени;
Влияние пламени на
ОТ СОСТАВА ГОРЮЧЕЙ СМЕСИ (АЦЕТИЛЕН+КИСЛОРОД) ЗАВИСИТ:
Внешний вид пламени;
Температура пламени;
Влияние пламени на
ВИДЫ ПЛАМЕНИ
НОРМАЛЬНОЕ
Состав – 1 объём ацетилена + 1,1 объём кислорода.
Внешний вид
ВИДЫ ПЛАМЕНИ
НОРМАЛЬНОЕ
Состав – 1 объём ацетилена + 1,1 объём кислорода.
Внешний вид
ВИДЫ ПЛАМЕНИ
НАУГЛЕРОЖИВАЮЩЕЕ
Состав – 1 объём ацетилена + 0,95 объём кислорода.
Внешний вид
ВИДЫ ПЛАМЕНИ
НАУГЛЕРОЖИВАЮЩЕЕ
Состав – 1 объём ацетилена + 0,95 объём кислорода.
Внешний вид
ВИДЫ ПЛАМЕНИ
ОКИСЛИТЕЛЬНОЕ
Состав – 1 объём ацетилена + 1,3 объём кислорода.
Внешний вид
ВИДЫ ПЛАМЕНИ
ОКИСЛИТЕЛЬНОЕ
Состав – 1 объём ацетилена + 1,3 объём кислорода.
Внешний вид
ПОКАЗАТЕЛИ РЕЖИМА РЕЗКИ
Основными показателями режима резки являются:
- мощность пламени,
-
ПОКАЗАТЕЛИ РЕЖИМА РЕЗКИ
Основными показателями режима резки являются:
- мощность пламени,
-
МОЩНОСТЬ ПЛАМЕНИ
Мощность пламени определяется толщиной разрезаемого металла, составом и состоянием стали
МОЩНОСТЬ ПЛАМЕНИ
Мощность пламени определяется толщиной разрезаемого металла, составом и состоянием стали
ВИД ПЛАМЕНИ
Для резки стали толщиной до 300 мм применяют нормальное пламя,
ВИД ПЛАМЕНИ
Для резки стали толщиной до 300 мм применяют нормальное пламя,
ДАВЛЕНИЕ
Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла
ДАВЛЕНИЕ
Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла
СКОРОСТЬ
Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа.
СКОРОСТЬ
Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа.
РАЗЛИЧАЮТ ДВА ТИПА КИСЛОРОДНОЙ РЕЗКИ:
разделительная — с ее помощью вырезаются заготовки,
РАЗЛИЧАЮТ ДВА ТИПА КИСЛОРОДНОЙ РЕЗКИ:
разделительная — с ее помощью вырезаются заготовки,

ОБОРУДОВАНИЕ
ОБОРУДОВАНИЕ

ДЛЯ РАБОТЫ ИСПОЛЬЗУЕТСЯ ИНЖЕКТОРНЫЙ РЕЗАК.
ДЛЯ РАБОТЫ ИСПОЛЬЗУЕТСЯ ИНЖЕКТОРНЫЙ РЕЗАК.
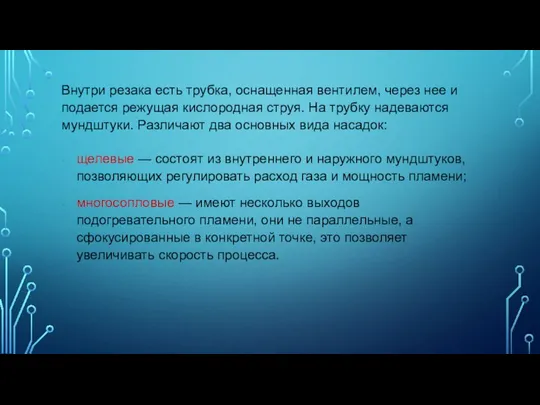
Внутри резака есть трубка, оснащенная вентилем, через нее и подается режущая
Внутри резака есть трубка, оснащенная вентилем, через нее и подается режущая
МУНДШТУК
Главнейшая деталь резака. Он должен быть герметичным и защищенным от металлических
МУНДШТУК
Главнейшая деталь резака. Он должен быть герметичным и защищенным от металлических
РЕЗАКИ УНИВЕРСАЛЬНЫЕ.
К ним предъявляют следующие требования:
возможность резки стали толщиной от
РЕЗАКИ УНИВЕРСАЛЬНЫЕ.
К ним предъявляют следующие требования:
возможность резки стали толщиной от
РУЧНОЙ РЕЗАК РАВ-1
Предназначен для ручной разделительной резки низкоуглеродистой стали толщиной 3-300
РУЧНОЙ РЕЗАК РАВ-1
Предназначен для ручной разделительной резки низкоуглеродистой стали толщиной 3-300
РЕЗАК РАП-1
инжекторного типа предназначен для удаления струёй кислорода корней сварных швов
РЕЗАК РАП-1
инжекторного типа предназначен для удаления струёй кислорода корней сварных швов
РЕЗАК Р2А-01
(средней мощности) состоит из ствола, ниппелей, инжектора, смесительной камеры, трубок
РЕЗАК Р2А-01
(средней мощности) состоит из ствола, ниппелей, инжектора, смесительной камеры, трубок
РЕЗАК Р3П-01 (БОЛЬШОЙ МОЩНОСТИ)
предназначен для тех же целей, что и
РЕЗАК Р3П-01 (БОЛЬШОЙ МОЩНОСТИ)
предназначен для тех же целей, что и
РЕЗАКИ ВСТАВНЫЕ.
Используются при выполнении монтажных, ремонтных и других работ в условиях
РЕЗАКИ ВСТАВНЫЕ.
Используются при выполнении монтажных, ремонтных и других работ в условиях
ВЫПУСКАЮТСЯ В ДВУХ ИСПОЛНЕНИЯХ.
Резаки РВ-1А-02 присоединяется к стволу горелки Г2-04. Предназначен для
ВЫПУСКАЮТСЯ В ДВУХ ИСПОЛНЕНИЯХ.
Резаки РВ-1А-02 присоединяется к стволу горелки Г2-04. Предназначен для
РЕЗАКИ СПЕЦИАЛЬНЫЕ.
Используют для ручной разделительной резки металла толщиной более 300 мм,
РЕЗАКИ СПЕЦИАЛЬНЫЕ.
Используют для ручной разделительной резки металла толщиной более 300 мм,
РЕЗАКИ СПЕЦИАЛЬНЫЕ
В резаке РПК-2-72 используется в качестве горючего коксовый или природный
РЕЗАКИ СПЕЦИАЛЬНЫЕ
В резаке РПК-2-72 используется в качестве горючего коксовый или природный
ЧТОБЫ БЕЗОПАСНО РАБОТАТЬ С РЕЗАКАМИ, ВАЖНО СОБЛЮДАТЬ ПРАВИЛА.
Внимательно читать инструкцию перед
ЧТОБЫ БЕЗОПАСНО РАБОТАТЬ С РЕЗАКАМИ, ВАЖНО СОБЛЮДАТЬ ПРАВИЛА.
Внимательно читать инструкцию перед
КАЧЕСТВО РЕЗА В ЗАВИСИМОСТИ ОТ ПОЛОЖЕНИЯ РЕЗАКА
Например, при рассекании стали толщиной
КАЧЕСТВО РЕЗА В ЗАВИСИМОСТИ ОТ ПОЛОЖЕНИЯ РЕЗАКА
Например, при рассекании стали толщиной
КАЧЕСТВО РЕЗА В ЗАВИСИМОСТИ ОТ ПОЛОЖЕНИЯ РЕЗАКА
3. Кислородная струя открывается после
КАЧЕСТВО РЕЗА В ЗАВИСИМОСТИ ОТ ПОЛОЖЕНИЯ РЕЗАКА
3. Кислородная струя открывается после
 Выделение словосочетаний с именем прилагательным. 2 класс
Выделение словосочетаний с именем прилагательным. 2 класс Изоляция газопровода
Изоляция газопровода Строевые упражнения
Строевые упражнения Разнообразие и размер популяции
Разнообразие и размер популяции Апостол Павел. Личность, эпоха. Общая характеристика посланий
Апостол Павел. Личность, эпоха. Общая характеристика посланий Чтение художественной литературы в подготовительной к школе группы
Чтение художественной литературы в подготовительной к школе группы Страница истории Кузбасса: АИК
Страница истории Кузбасса: АИК Презентация Все работы хороши, выбирай на вкус
Презентация Все работы хороши, выбирай на вкус Щелочные металлы
Щелочные металлы Установление империи в Риме
Установление империи в Риме Стилістика як лінгвістична наука і навчальна дисципліна. Головні поняття стилістики. Лекція 1
Стилістика як лінгвістична наука і навчальна дисципліна. Головні поняття стилістики. Лекція 1 Факторы, влияющие на здоровье человека
Факторы, влияющие на здоровье человека День Рождения
День Рождения Продвижение в интернете. Посадочная страница (landing page)
Продвижение в интернете. Посадочная страница (landing page) Презентация Профессиональная компетентность учителя: содержание, структура, оценка,
Презентация Профессиональная компетентность учителя: содержание, структура, оценка, Лабораторные процедуры и использование инструментов. (Глава 2)
Лабораторные процедуры и использование инструментов. (Глава 2) Предлоги как части речи
Предлоги как части речи Международный форум Технологии безопасности
Международный форум Технологии безопасности Конкурс Самый классный классный
Конкурс Самый классный классный Модуль управления блока предварительной селекции
Модуль управления блока предварительной селекции Яковлева_М_Перевод_как_форма_итогового_индивидуального_проекта
Яковлева_М_Перевод_как_форма_итогового_индивидуального_проекта Измельчение твердых тел и лекарственного растительного сырья
Измельчение твердых тел и лекарственного растительного сырья духовно - нравственное воспитание
духовно - нравственное воспитание Организация предпринимательской деятельности
Организация предпринимательской деятельности Французский крепкий алкогольный напиток Арманьяк
Французский крепкий алкогольный напиток Арманьяк Родительские позиции и стили взаимодействия с детьми
Родительские позиции и стили взаимодействия с детьми Открой Россию заново!
Открой Россию заново! С днем рождения
С днем рождения