- Выбор и проектирование заготовок. Лекция 4. Проектирование литых заготовок

Содержание
- 2. План лекции Нормативные документы Технологические возможности способов литья Нормы определения серийности производства отливок из чугуна и
- 3. Нормативные документы ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую
- 4. Способы литья Литье в песчано-глинистые формы (в землю) Литье в оболочковые формы Литье в кокиль Литье
- 5. Технологические возможности способов литья
- 6. Нормы определения серийности производства отливок из чугуна и стали
- 7. Точность размеров, формы и расположения отливки Размеры, пересекающие плоскость разъема модели и выходящие на плоскость разъема
- 8. Минимальная толщина стенок отливки
- 9. Допуски расположения поверхностей отливок Тпоз=0,5 √((ТОL1)2+ (ТОL2)2 ) Тпоз=0,5 ТОd Тсм = Dmax – Dmin
- 10. Способы формовки Сложные (в трех и более опоках) По неразъемной (цельной) модели (в одной опоке) По
- 11. Литейная форма 1- нижняя полуформа 2 – верхняя полуформа 3 – стержень 4 – выпор 5
- 12. Классы размерной точности отливок
- 13. Степень коробления элементов отливок
- 14. Степени точности поверхностей отливок
- 15. Припуски отливки
- 16. Пример условного обозначения отливки Точность отливки 9-7-5-8 См. 0,8 ГОСТ 26645-85.
- 17. Последовательность разработки чертежа отливки (ГОСТ 3.1125-88) 1. Выбирают положение отливки в форме при заливке и место
- 18. Контроль качества в литейном производстве контроль качества исходных материалов; контроль качества и величины износа всей оснастки;
- 19. Виды литейных дефектов (ГОСТ 19200—73 ) Группа I— несоответствие по геометрии (недолив, разностенность, перекос, вылом). Группа
- 21. Скачать презентацию
План лекции
Нормативные документы
Технологические возможности способов литья
Нормы определения серийности производства отливок из
План лекции
Нормативные документы
Технологические возможности способов литья
Нормы определения серийности производства отливок из
Нормативные документы
ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы
Нормативные документы
ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы
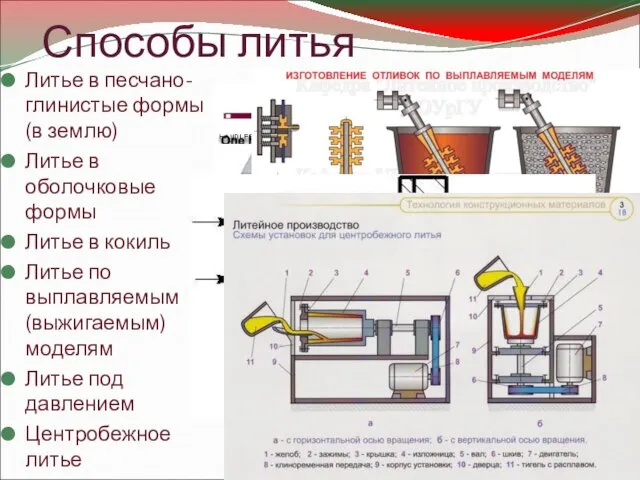
Способы литья
Литье в песчано-глинистые формы (в землю)
Литье в оболочковые формы
Литье в
Способы литья
Литье в песчано-глинистые формы (в землю)
Литье в оболочковые формы
Литье в
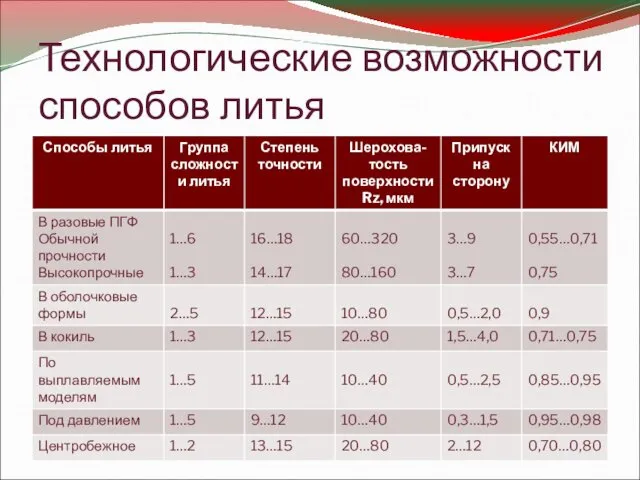
Технологические возможности способов литья
Технологические возможности способов литья
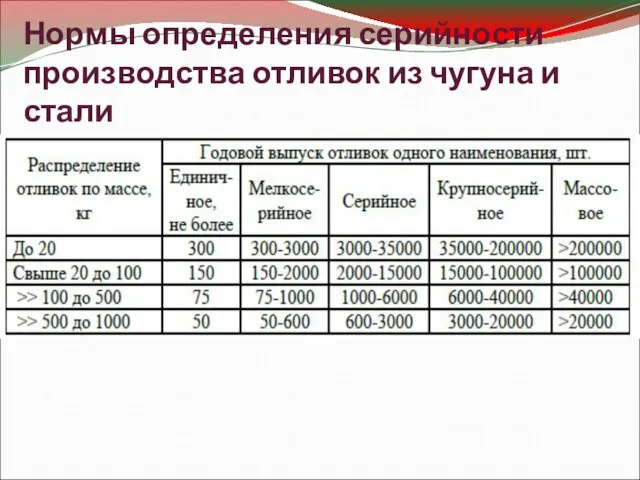
Нормы определения серийности производства отливок из чугуна и стали
Нормы определения серийности производства отливок из чугуна и стали
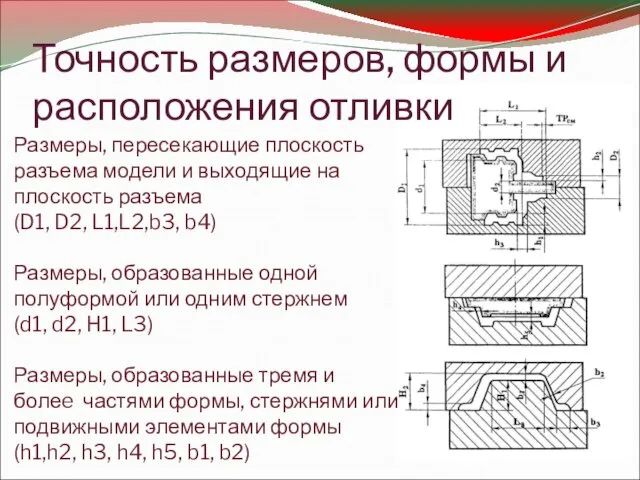
Точность размеров, формы и расположения отливки
Размеры, пересекающие плоскость
разъема модели и
Точность размеров, формы и расположения отливки
Размеры, пересекающие плоскость
разъема модели и
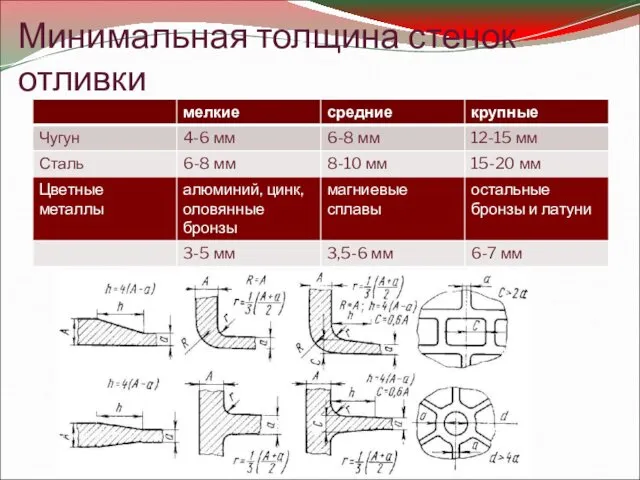
Минимальная толщина стенок отливки
Минимальная толщина стенок отливки

Допуски расположения поверхностей отливок
Тпоз=0,5 √((ТОL1)2+ (ТОL2)2 )
Тпоз=0,5 ТОd
Тсм = Dmax –
Допуски расположения поверхностей отливок
Тпоз=0,5 √((ТОL1)2+ (ТОL2)2 )
Тпоз=0,5 ТОd
Тсм = Dmax –
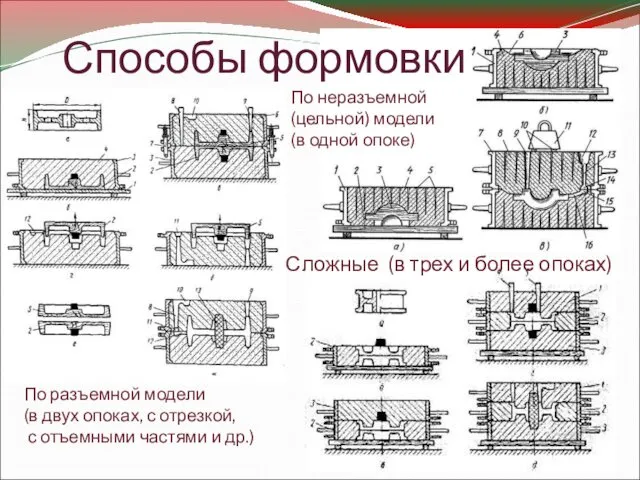
Способы формовки
Сложные (в трех и более опоках)
По неразъемной (цельной) модели
(в
Способы формовки
Сложные (в трех и более опоках)
По неразъемной (цельной) модели
(в

Литейная форма
1- нижняя полуформа
2 – верхняя полуформа
3 – стержень
4 – выпор
5
Литейная форма
1- нижняя полуформа
2 – верхняя полуформа
3 – стержень
4 – выпор
5

Классы размерной точности отливок
Классы размерной точности отливок
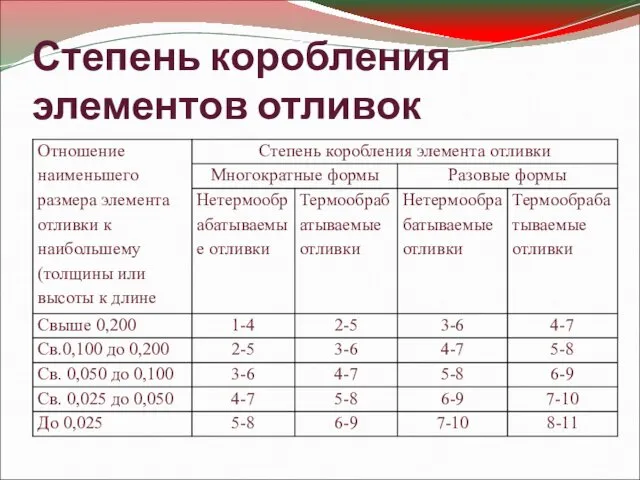
Степень коробления элементов отливок
Степень коробления элементов отливок

Степени точности поверхностей отливок
Степени точности поверхностей отливок

Припуски отливки
Припуски отливки
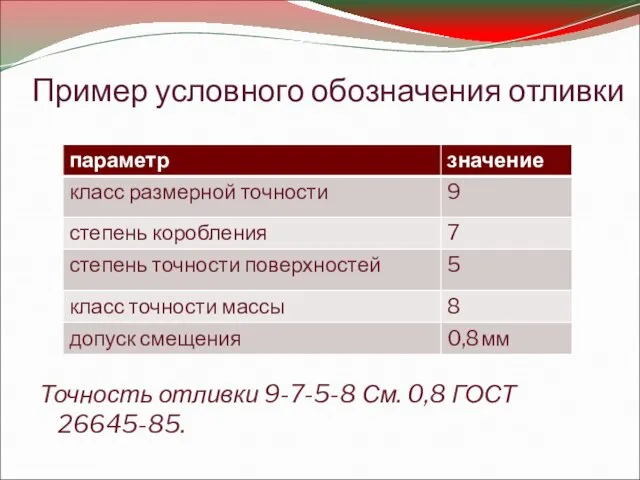
Пример условного обозначения отливки
Точность отливки 9-7-5-8 См. 0,8 ГОСТ 26645-85.
Пример условного обозначения отливки
Точность отливки 9-7-5-8 См. 0,8 ГОСТ 26645-85.
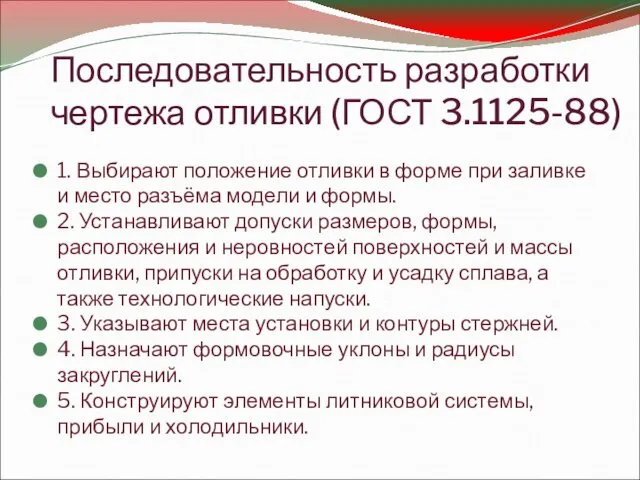
Последовательность разработки чертежа отливки (ГОСТ 3.1125-88)
1. Выбирают положение отливки в
Последовательность разработки чертежа отливки (ГОСТ 3.1125-88)
1. Выбирают положение отливки в
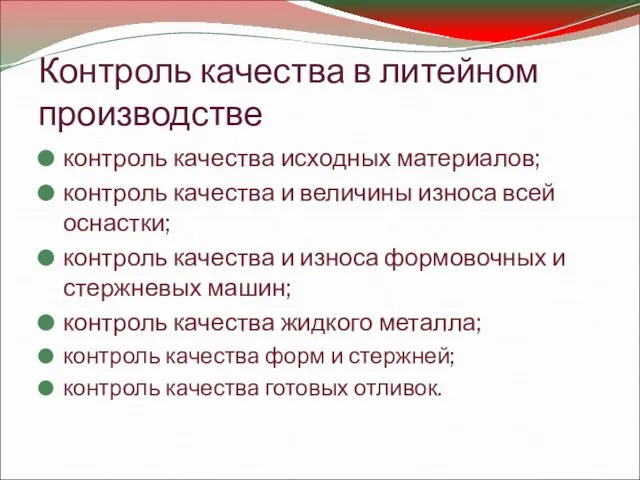
Контроль качества в литейном производстве
контроль качества исходных материалов;
контроль качества и
Контроль качества в литейном производстве
контроль качества исходных материалов;
контроль качества и
Виды литейных дефектов (ГОСТ 19200—73 )
Группа I— несоответствие по геометрии (недолив,
Виды литейных дефектов (ГОСТ 19200—73 )
Группа I— несоответствие по геометрии (недолив,
 Презентация к программе доп.образования в ДОУ Занимательный английских
Презентация к программе доп.образования в ДОУ Занимательный английских Электростатика. Закон Кулона
Электростатика. Закон Кулона Global warming
Global warming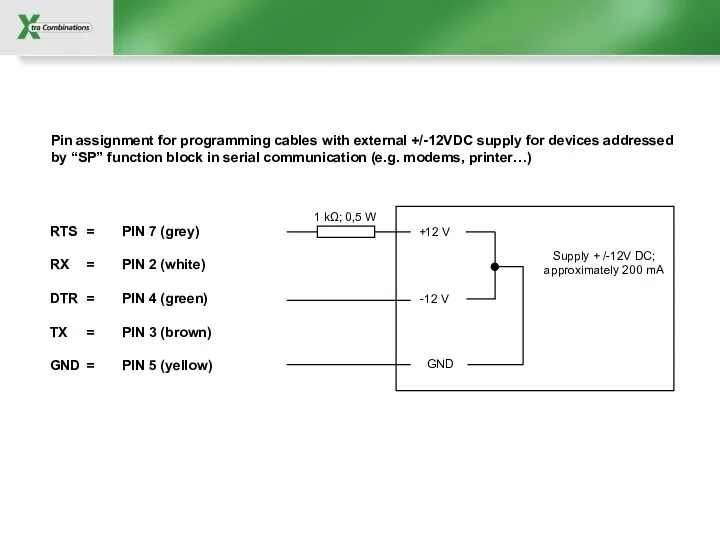 Pin assignment for programming cables with external +/-12VDC supply for devices addressed by “SP” function block
Pin assignment for programming cables with external +/-12VDC supply for devices addressed by “SP” function block Кафе “Время”
Кафе “Время” ГИМНАСТИКА ДЛЯ ГЛАЗВЕСЕЛАЯ НЕДЕЛЬКА
ГИМНАСТИКА ДЛЯ ГЛАЗВЕСЕЛАЯ НЕДЕЛЬКА Царство Растений. Тест. 5 класс
Царство Растений. Тест. 5 класс Презентация к уроку технология. 4 класс
Презентация к уроку технология. 4 класс Государственное бюджетное профессиональное образовательное учреждение Московской области Колледж Коломна
Государственное бюджетное профессиональное образовательное учреждение Московской области Колледж Коломна Введение в патологию. Содержание и задачи предмета
Введение в патологию. Содержание и задачи предмета Исследование влияния активированных минеральных добавок на эксплуатационные свойства портландцемента
Исследование влияния активированных минеральных добавок на эксплуатационные свойства портландцемента Технологии сборочного производства
Технологии сборочного производства Программирование параметров котла
Программирование параметров котла Расчет характеристик движения транспортных потоков
Расчет характеристик движения транспортных потоков Презентация Волшебный компьютер для проверки знаний учащихся 3кл.
Презентация Волшебный компьютер для проверки знаний учащихся 3кл. Химиопрофилактика туберкулеза. Санитарная профилактика
Химиопрофилактика туберкулеза. Санитарная профилактика Новинки электронных технологий представленные осенью 2019 года
Новинки электронных технологий представленные осенью 2019 года Внутриполитические условия для развития парадипломатии. Этническая и национальная идентичность. (Часть 1)
Внутриполитические условия для развития парадипломатии. Этническая и национальная идентичность. (Часть 1) Технология капитального ремонта МГ Горький – центр
Технология капитального ремонта МГ Горький – центр Районирование территории. Типология жилища
Районирование территории. Типология жилища Презентация образовательной программы Акварелька
Презентация образовательной программы Акварелька Дистанционная защита линии REL670. Схемы связи ZCPSCH, ZCRWPSCH
Дистанционная защита линии REL670. Схемы связи ZCPSCH, ZCRWPSCH Бурение скважин с кустовых площадок
Бурение скважин с кустовых площадок Введение в R
Введение в R Планиметрия. Аксиомы стереометрии
Планиметрия. Аксиомы стереометрии Перша світова війна. Період громадянської війни та української революції. Микола Куліш
Перша світова війна. Період громадянської війни та української революції. Микола Куліш 20231015_okeany_i_morya
20231015_okeany_i_morya Государственные ценные бумаги. (Тема 5)
Государственные ценные бумаги. (Тема 5)