- Заготовительные работы для сварочных работ

Содержание
- 2. Заготовительные работы для сварочных работ Заготовительные работы являются важным этапом технологического процесса изготовления сварных конструкций. Для
- 3. Раскройные работы для сварочных работ При раскройных работах важным фактором снижения себестоимости деталей является рациональное использование
- 4. Раскройные работы для сварочных работ Для толстолистового полуфабриката (толщиной 5... 100 мм) при заготовительных работах широко
- 5. Формообразование деталей Формообразование деталей чаще всего производят способами холодного деформирования (гибка, обтяжка, вытяжка, выдавливание и т.д.).
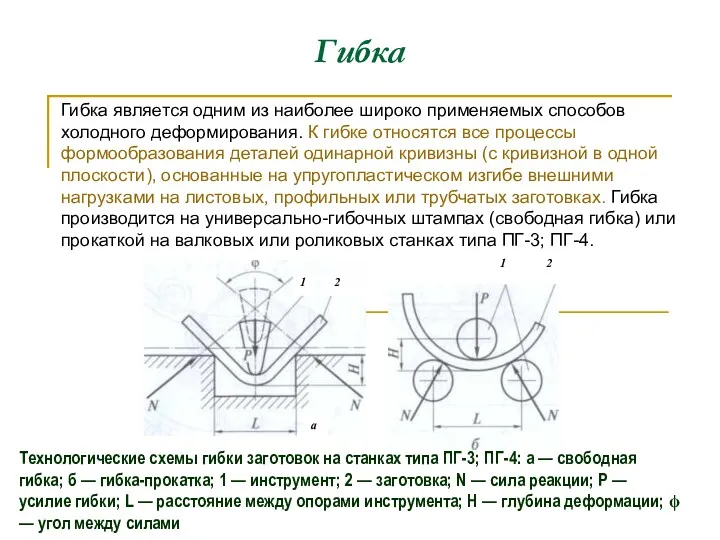
- 6. Гибка Гибка является одним из наиболее широко применяемых способов холодного деформирования. К гибке относятся все процессы
- 7. Гибка обтягиванием Для изготовления деталей переменной кривизны из прессованных и гнутых профилей симметричного и несимметричного сечений
- 8. Формообразование деталей из труб Формообразование деталей из труб производят механизированной гибкой на трубогибочных станках типа ТГС-2М
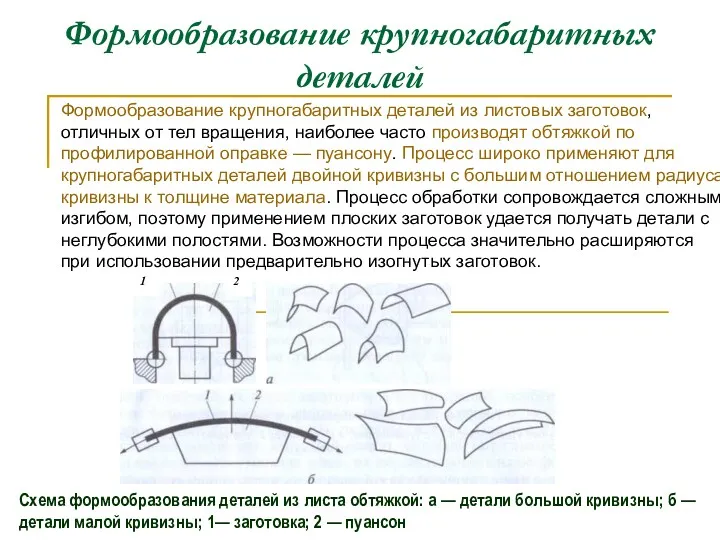
- 9. Формообразование крупногабаритных деталей Формообразование крупногабаритных деталей из листовых заготовок, отличных от тел вращения, наиболее часто производят
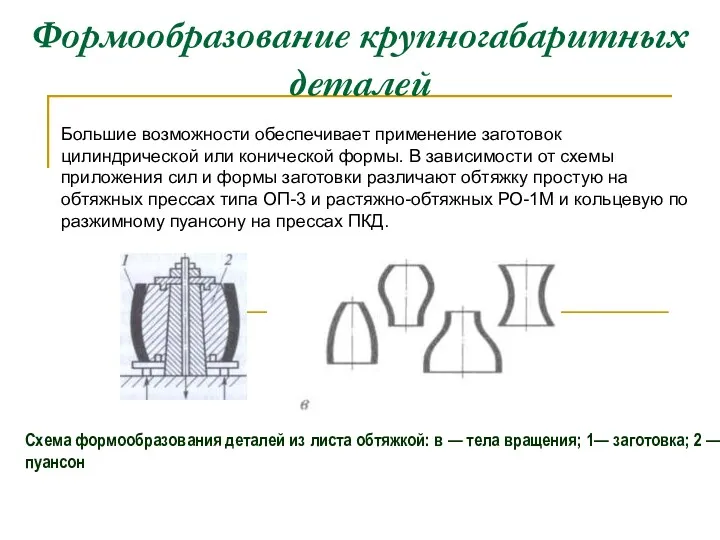
- 10. Формообразование крупногабаритных деталей Большие возможности обеспечивает применение заготовок цилиндрической или конической формы. В зависимости от схемы
- 11. Вытяжка Вытяжка заключается в преобразовании незакрепленной по кромкам плоской заготовки в полую деталь замкнутого контура с
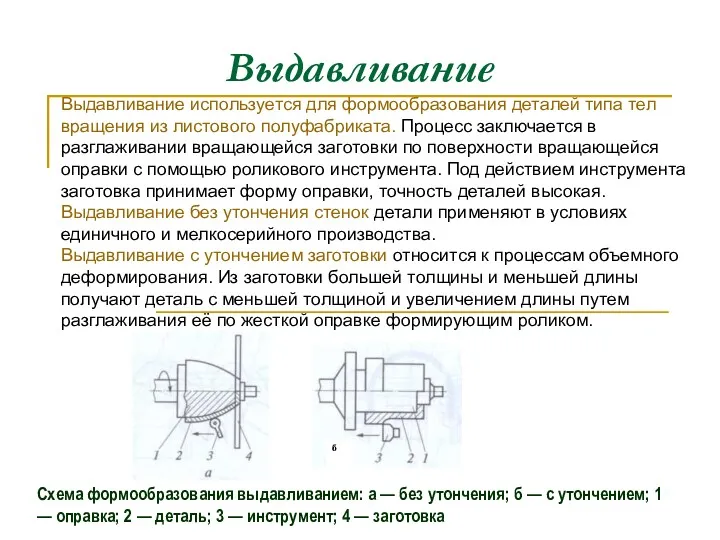
- 12. Выдавливание Выдавливание используется для формообразования деталей типа тел вращения из листового полуфабриката. Процесс заключается в разглаживании
- 14. Скачать презентацию
Заготовительные работы для сварочных работ
Заготовительные работы являются важным этапом технологического процесса изготовления
Заготовительные работы для сварочных работ
Заготовительные работы являются важным этапом технологического процесса изготовления
Раскройные работы для сварочных работ
При раскройных работах важным фактором снижения себестоимости деталей
Раскройные работы для сварочных работ
При раскройных работах важным фактором снижения себестоимости деталей
Раскройные работы для сварочных работ
Для толстолистового полуфабриката (толщиной 5... 100 мм) при
Раскройные работы для сварочных работ
Для толстолистового полуфабриката (толщиной 5... 100 мм) при
Формообразование деталей
Формообразование деталей чаще всего производят способами холодного деформирования (гибка, обтяжка, вытяжка, выдавливание
Формообразование деталей
Формообразование деталей чаще всего производят способами холодного деформирования (гибка, обтяжка, вытяжка, выдавливание
Гибка
Гибка является одним из наиболее широко применяемых способов холодного деформирования. К гибке относятся
Гибка
Гибка является одним из наиболее широко применяемых способов холодного деформирования. К гибке относятся
Гибка обтягиванием
Для изготовления деталей переменной кривизны из прессованных и гнутых профилей симметричного и
Гибка обтягиванием
Для изготовления деталей переменной кривизны из прессованных и гнутых профилей симметричного и

Формообразование деталей из труб
Формообразование деталей из труб производят механизированной гибкой на трубогибочных
Формообразование деталей из труб
Формообразование деталей из труб производят механизированной гибкой на трубогибочных

Формообразование крупногабаритных деталей
Формообразование крупногабаритных деталей из листовых заготовок, отличных от тел вращения, наиболее
Формообразование крупногабаритных деталей
Формообразование крупногабаритных деталей из листовых заготовок, отличных от тел вращения, наиболее
Формообразование крупногабаритных деталей
Большие возможности обеспечивает применение заготовок цилиндрической или конической формы. В зависимости
Формообразование крупногабаритных деталей
Большие возможности обеспечивает применение заготовок цилиндрической или конической формы. В зависимости
Вытяжка
Вытяжка заключается в преобразовании незакрепленной по кромкам плоской заготовки в полую деталь замкнутого
Вытяжка
Вытяжка заключается в преобразовании незакрепленной по кромкам плоской заготовки в полую деталь замкнутого
Выдавливание
Выдавливание используется для формообразования деталей типа тел вращения из листового полуфабриката. Процесс заключается
Выдавливание
Выдавливание используется для формообразования деталей типа тел вращения из листового полуфабриката. Процесс заключается
 Физиология растений
Физиология растений Фрезерование. Выбор шага зубьев
Фрезерование. Выбор шага зубьев Элементы комплексного благоустройства объекта: лесопарк Сосновка
Элементы комплексного благоустройства объекта: лесопарк Сосновка Шесть самых провальных строительных проектов мира. Самые большие и самые смелые проекты на планете
Шесть самых провальных строительных проектов мира. Самые большие и самые смелые проекты на планете Компьютерное моделирование швейных изделий
Компьютерное моделирование швейных изделий Поисковый проект Я помню! Я горжусь!
Поисковый проект Я помню! Я горжусь! Пневмонии. Классификация пневмонии
Пневмонии. Классификация пневмонии Ударные и безударные слоги
Ударные и безударные слоги Презентация к обобщающему уроку по теме АТМОСФЕРА 6 класс
Презентация к обобщающему уроку по теме АТМОСФЕРА 6 класс 20231001_zemnovodnye_tulskoy_oblasti
20231001_zemnovodnye_tulskoy_oblasti Памятники воинам, погибшим в годы войны, в селе Кижинга и работа по их содержанию
Памятники воинам, погибшим в годы войны, в селе Кижинга и работа по их содержанию Конфликт как социально-психологическая проблема
Конфликт как социально-психологическая проблема Выступление на методическом собрании.
Выступление на методическом собрании. Сестринская помощь при ишурии (острая задержка мочи)
Сестринская помощь при ишурии (острая задержка мочи) Статистика ЕГЭ. Результаты ЕГЭ по физике 2018 года и перспективы 2019 года
Статистика ЕГЭ. Результаты ЕГЭ по физике 2018 года и перспективы 2019 года Технические основы блокчейн-технологий и криптовалют
Технические основы блокчейн-технологий и криптовалют 290 лет Колпино
290 лет Колпино Микрофлора воздуха
Микрофлора воздуха Проект внедрения технологии ADSL в микрорайоне X
Проект внедрения технологии ADSL в микрорайоне X Экосистема. Виды взаимодействия
Экосистема. Виды взаимодействия Способы сглаживания последствий хронического недосыпания
Способы сглаживания последствий хронического недосыпания программа кружка Умелые руки (детский сад)
программа кружка Умелые руки (детский сад) Чувствительность
Чувствительность Начало колониальных захватов и создания колониальных империй
Начало колониальных захватов и создания колониальных империй Правила надлежащей производственной практики применительно к биотехнологии. Международные стандарты GMP
Правила надлежащей производственной практики применительно к биотехнологии. Международные стандарты GMP Дидактические игры как средство развития познавательной активности детей
Дидактические игры как средство развития познавательной активности детей Подарок своими руками
Подарок своими руками Ипользование инновационных и традиционных пед. технологий в начальной школе ( из опыта работы)
Ипользование инновационных и традиционных пед. технологий в начальной школе ( из опыта работы)