- Техническое нормирование труда

Содержание
- 2. Определение потребностей в рабочих и специалистах на предприятии Нормирование труда – это мероприятие по оценке количества
- 3. Норма времени – время, отведенное на производство единицы продукции или выполнение определенной работы (в часах, минутах,
- 4. Нормы затрат труда могут устанавливаться на операцию, изделие, работу, комплекс работ. Они различаются по периоду и
- 5. Рабочее время, затрачиваемое на рабочем месте, делится на: нормируемое время; ненормируемое время. Нормируемое время – это
- 6. Схема классификации затрат рабочего времени Тос Тотд Твс Тпт Тпз Торм
- 7. Тос - основное время- затрачиваемое на целенаправленное изменение предмета труда; Время регламентированных (нормированных) перерывов по организационно-техническим
- 8. Время нерегламентированных перерывов – простои оборудования и рабочих, вызванные нарушениями установленной технологии и организации производства. Время
- 9. Методы установления норм труда Основан на изучении затрат рабочего времени путем наблюдений и включает в себя:
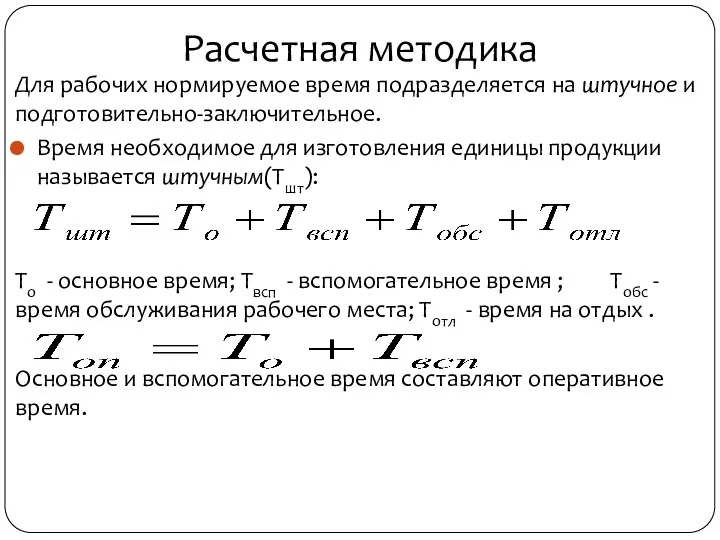
- 10. Расчетная методика Для рабочих нормируемое время подразделяется на штучное и подготовительно-заключительное. Время необходимое для изготовления единицы
- 11. Если работник на своем рабочем месте использует оборудование, то основное время можно расчитать : Где l1
- 13. Скачать презентацию
Определение потребностей в рабочих и специалистах на предприятии
Нормирование труда – это
Определение потребностей в рабочих и специалистах на предприятии
Нормирование труда – это
Норма времени – время, отведенное на производство единицы продукции или выполнение
Норма времени – время, отведенное на производство единицы продукции или выполнение

Нормы затрат труда могут устанавливаться на операцию, изделие, работу, комплекс работ.
Нормы затрат труда могут устанавливаться на операцию, изделие, работу, комплекс работ.
Рабочее время, затрачиваемое на рабочем месте, делится на:
нормируемое время;
ненормируемое
Рабочее время, затрачиваемое на рабочем месте, делится на:
нормируемое время;
ненормируемое
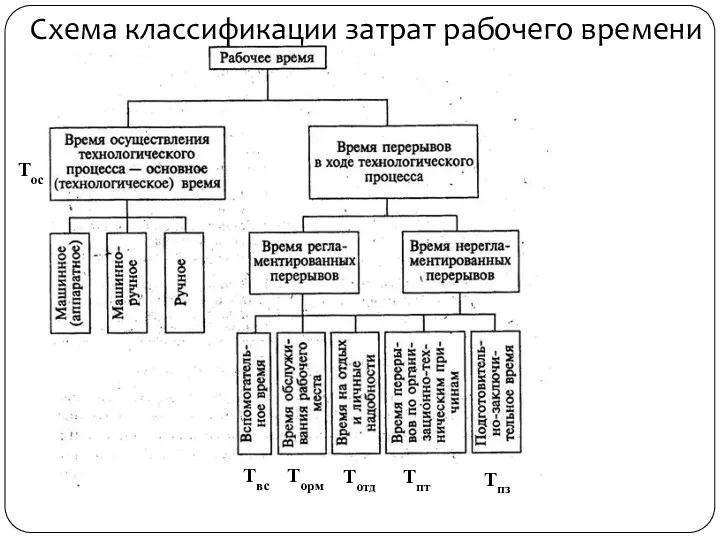
Схема классификации затрат рабочего времени
Тос
Тотд
Твс
Тпт
Тпз
Торм
Схема классификации затрат рабочего времени
Тос
Тотд
Твс
Тпт
Тпз
Торм
Тос - основное время- затрачиваемое на целенаправленное изменение предмета труда;
Время
Тос - основное время- затрачиваемое на целенаправленное изменение предмета труда;
Время
Время нерегламентированных перерывов – простои оборудования и рабочих, вызванные нарушениями установленной
Время нерегламентированных перерывов – простои оборудования и рабочих, вызванные нарушениями установленной
Методы установления норм труда
Основан на изучении затрат рабочего времени путем наблюдений
Методы установления норм труда
Основан на изучении затрат рабочего времени путем наблюдений
Расчетная методика
Для рабочих нормируемое время подразделяется на штучное и подготовительно-заключительное.
Время необходимое
Расчетная методика
Для рабочих нормируемое время подразделяется на штучное и подготовительно-заключительное.
Время необходимое
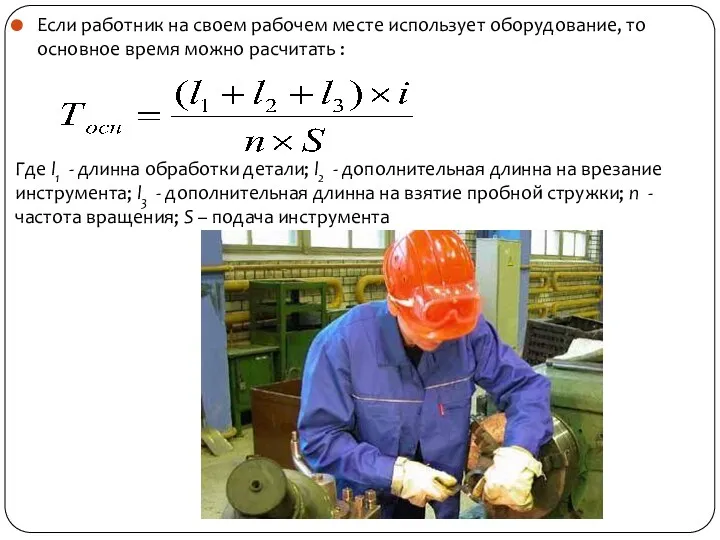
Если работник на своем рабочем месте использует оборудование, то основное время
Если работник на своем рабочем месте использует оборудование, то основное время
 Дополнительные уголовно-правовые меры защиты прав граждан предпенсионного возраста
Дополнительные уголовно-правовые меры защиты прав граждан предпенсионного возраста Коллизионные нормы в международном частном праве. (Тема 3)
Коллизионные нормы в международном частном праве. (Тема 3) Юридическая антропология современных обществ. Аборигенные народы и национальные меньшинства, как объект юридической антропологии
Юридическая антропология современных обществ. Аборигенные народы и национальные меньшинства, как объект юридической антропологии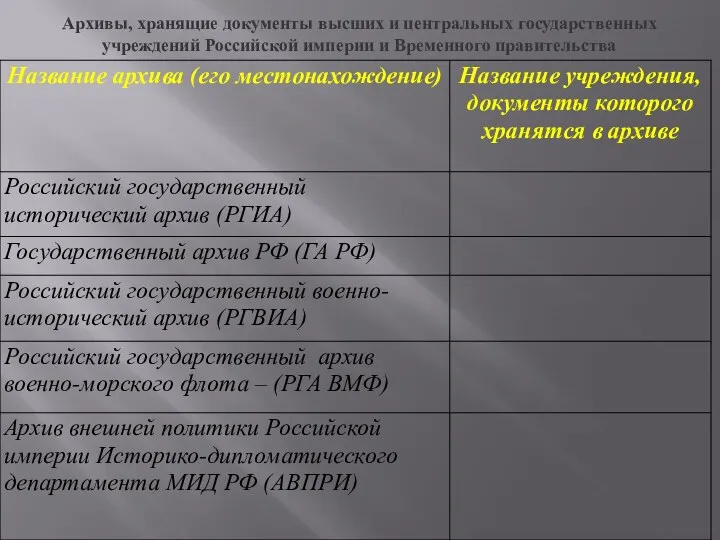 Архивы, хранящие документы высших и центральных государственных учреждений Российской империи и Временного правительства
Архивы, хранящие документы высших и центральных государственных учреждений Российской империи и Временного правительства Общая теория государства и права. Конституционное и административное право (Лекция 1)
Общая теория государства и права. Конституционное и административное право (Лекция 1) Понятие и сущность права
Понятие и сущность права Гражданин Российской Федерации. 10 класс
Гражданин Российской Федерации. 10 класс § 12. Наша страна на карте мира
§ 12. Наша страна на карте мира Организованная преступность в РФ
Организованная преступность в РФ 12 декабря - День Конституции России
12 декабря - День Конституции России Символы России
Символы России Участие прокурора в гражданском процессе
Участие прокурора в гражданском процессе Своя игра по праву
Своя игра по праву Предмет, методы и принципы таможенного права
Предмет, методы и принципы таможенного права Структура и функции региональных органов управления на примере Республики Татарстан
Структура и функции региональных органов управления на примере Республики Татарстан Профильные комитеты по бюджету, налогам, банкам и финансам Государственной Думы и Совета Федерации
Профильные комитеты по бюджету, налогам, банкам и финансам Государственной Думы и Совета Федерации Конституционно-правовой статус личности
Конституционно-правовой статус личности Правовые акты управления: понятие и юридическое значение
Правовые акты управления: понятие и юридическое значение Организация оперативного хранения дел
Организация оперативного хранения дел Наследственное право в РФ
Наследственное право в РФ Ученическое самоуправление и самоуправление в детских, молодежных общественных организациях (объединениях): сходства и отличия
Ученическое самоуправление и самоуправление в детских, молодежных общественных организациях (объединениях): сходства и отличия Компенсация морального вреда
Компенсация морального вреда Як журналісту захистити право на використання техніки
Як журналісту захистити право на використання техніки Контрабанда сильнодействующих, ядовитых, отравляющих, взрывчатых, радиоактивных веществ, радиационных источников
Контрабанда сильнодействующих, ядовитых, отравляющих, взрывчатых, радиоактивных веществ, радиационных источников Детские лагеря. Правовые основы организации и функционирования
Детские лагеря. Правовые основы организации и функционирования Государственные символы России. История и современность
Государственные символы России. История и современность СТ Семья Электрификация. 217-ФЗ о садоводстве
СТ Семья Электрификация. 217-ФЗ о садоводстве Организация безопасной эксплуатации оборудования, работающего под давлением
Организация безопасной эксплуатации оборудования, работающего под давлением