- Производственный цикл: структура, методы расчёта

Содержание
- 2. Производственный цикл и его структура Методы расчета производственного цикла Формы организации производства Вопросы по теме:
- 3. Производственный цикл — это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет
- 4. Длительностью производственного цикла называется отрезок времени между началом и концом производственного процесса изготовления изделия или партии
- 5. - карты технологического процесса с маршрутами движения детали и нормами времени; схемы сборки изделия; - технические
- 6. Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий
- 7. 1.Производственный цикл и его структура
- 8. 1.Производственный цикл и его структура Входящее в структуру трудового цикла время выполнения технологических операций - это
- 9. При расчете длительности производственного цикла учитываются все виды перерывов, возникающих в рамках производственного процесса, в том
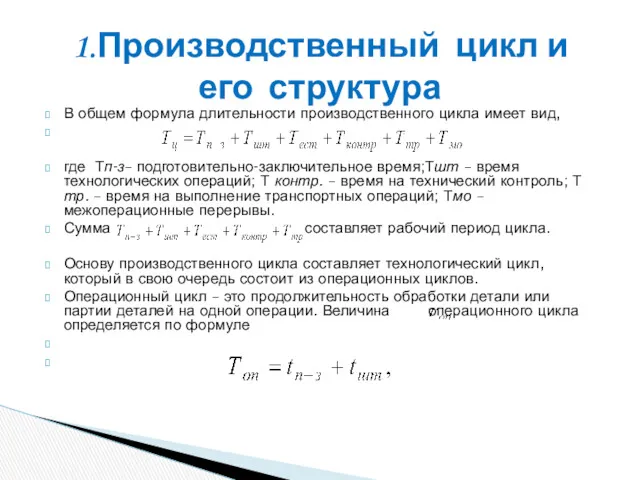
- 10. В общем формула длительности производственного цикла имеет вид, где Тп-з– подготовительно-заключительное время;Тшт – время технологических операций;
- 11. Подготовительно-заключительное время – время, затрачиваемое рабочим на ознакомление с чертежами и технологическим процессом, время необходимое на
- 12. Основное время – время, в течение которого осуществляется непосредственная цель данного технологического процесса по качественному изменению
- 13. Различают простой и сложный производственные циклы. Простой производственный цикл — это цикл изготовления детали. Сложный производственный
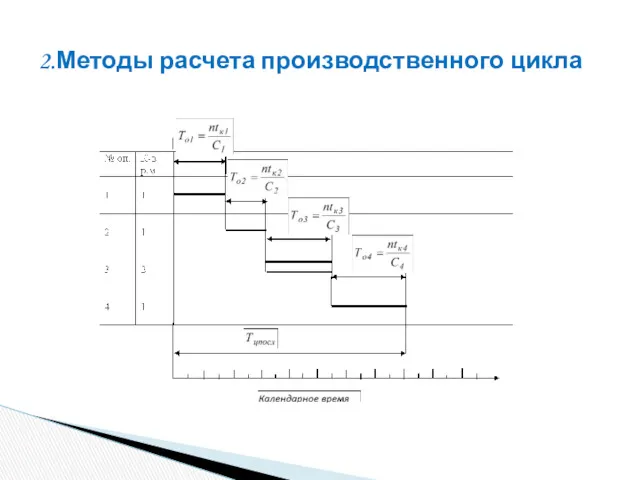
- 14. Сущность последовательного метода сочетания заключается в том, что каждая последующая операция начинается только после окончания обработки
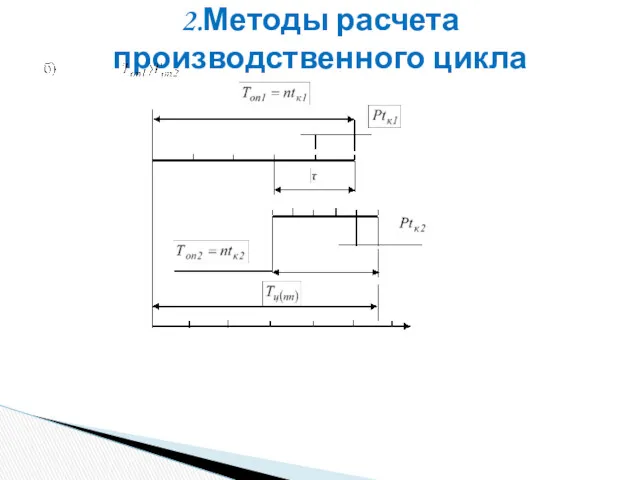
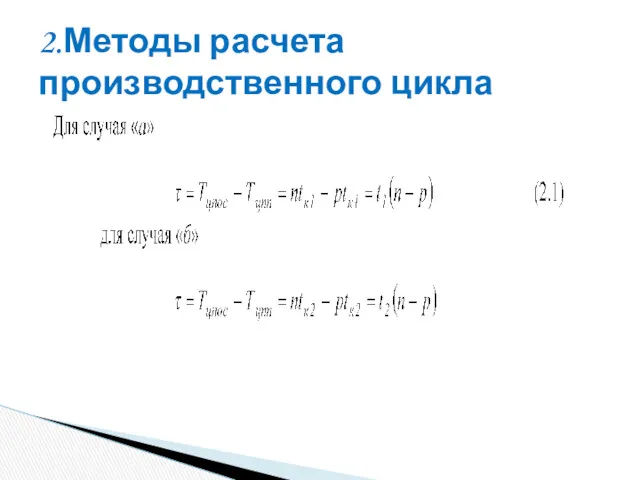
- 15. 2.Методы расчета производственного цикла
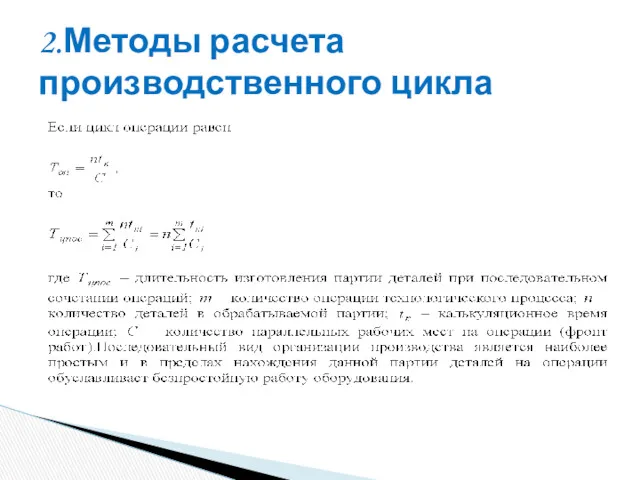
- 16. 2.Методы расчета производственного цикла
- 17. Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно после выполнения предыдущей операции независимо
- 18. 2.Методы расчета производственного цикла
- 19. 2.Методы расчета производственного цикла
- 20. 2.Методы расчета производственного цикла
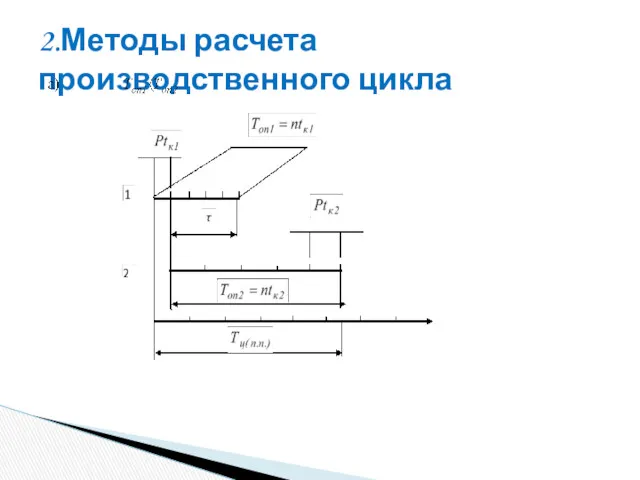
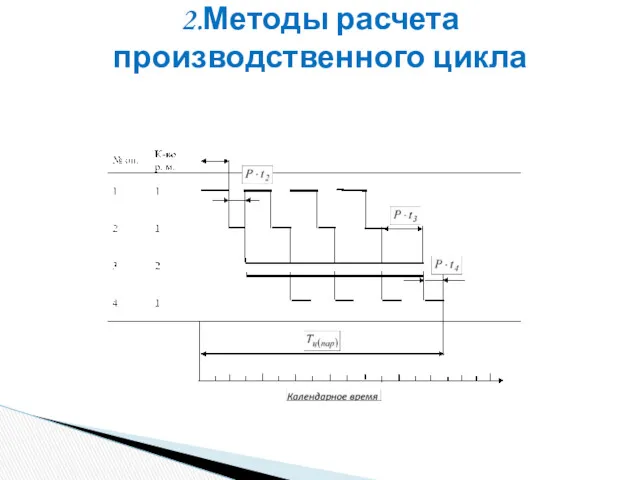
- 21. Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом
- 22. 2.Методы расчета производственного цикла
- 23. На практике такое движение применяется, когда важно обеспечить непрерывную работу наиболее ценного уникального агрегата, а другие
- 24. Последовательное сочетание операций целесообразно в случаях, когда на участке обрабатывается большая номенклатура продукции с различной технологией
- 25. - уменьшение трудоемкости изделия за счет улучшения конструкции машин и технологичности деталей; - внедрение новой техники
- 26. При организации производственного процесса большое внимание уделяется развитию концентрации, специализации и кооперированию, и комбинированию. Концентрация производства
- 27. Наиболее эффективна первая форма, обеспечивающая сосредоточение однородного производства на крупных предприятиях, что позволяет применять высокопроизводительные специализированные
- 28. Специализация – разделение труда по его отдельным видам. Развитие специализации может происходить только на основе развития
- 30. Скачать презентацию
Производственный цикл и его структура
Методы расчета производственного цикла
Формы организации производства
Вопросы
Производственный цикл и его структура
Методы расчета производственного цикла
Формы организации производства
Вопросы
Производственный цикл — это календарный период времени, в течение которого материал,
Производственный цикл — это календарный период времени, в течение которого материал,
Длительностью производственного цикла называется отрезок времени между началом и концом производственного
Длительностью производственного цикла называется отрезок времени между началом и концом производственного
- карты технологического процесса с маршрутами движения детали и нормами времени;
схемы
- карты технологического процесса с маршрутами движения детали и нормами времени;
схемы
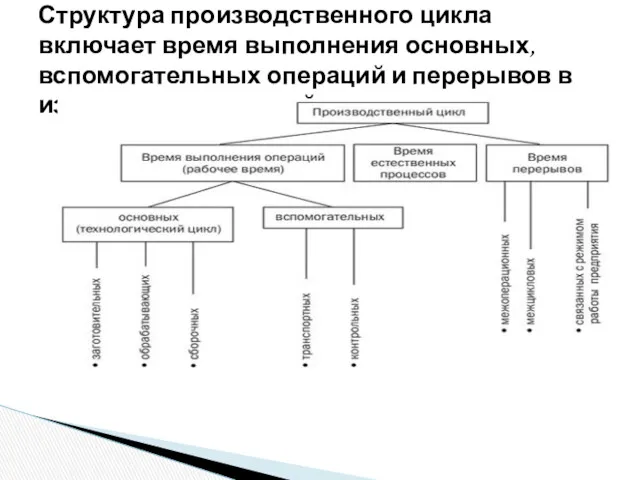
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов

1.Производственный цикл и его структура
1.Производственный цикл и его структура
1.Производственный цикл и его структура
Входящее в структуру трудового цикла время
1.Производственный цикл и его структура
Входящее в структуру трудового цикла время
При расчете длительности производственного цикла учитываются все виды перерывов, возникающих в
При расчете длительности производственного цикла учитываются все виды перерывов, возникающих в
В общем формула длительности производственного цикла имеет вид,
где Тп-з– подготовительно-заключительное время;Тшт
В общем формула длительности производственного цикла имеет вид,
где Тп-з– подготовительно-заключительное время;Тшт
Подготовительно-заключительное время – время, затрачиваемое рабочим на ознакомление с чертежами и
Подготовительно-заключительное время – время, затрачиваемое рабочим на ознакомление с чертежами и
Основное время – время, в течение которого осуществляется непосредственная цель данного
Основное время – время, в течение которого осуществляется непосредственная цель данного
Различают простой и сложный производственные циклы.
Простой производственный цикл — это цикл
Различают простой и сложный производственные циклы.
Простой производственный цикл — это цикл
Сущность последовательного метода сочетания заключается в том, что каждая последующая операция
Сущность последовательного метода сочетания заключается в том, что каждая последующая операция
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно
Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без
Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без
2.Методы расчета производственного цикла
2.Методы расчета производственного цикла
На практике такое движение применяется, когда важно обеспечить непрерывную работу
На практике такое движение применяется, когда важно обеспечить непрерывную работу
Последовательное сочетание операций целесообразно в случаях, когда на участке обрабатывается большая
Последовательное сочетание операций целесообразно в случаях, когда на участке обрабатывается большая
- уменьшение трудоемкости изделия за счет улучшения конструкции машин и технологичности
- уменьшение трудоемкости изделия за счет улучшения конструкции машин и технологичности
При организации производственного процесса большое внимание уделяется развитию концентрации, специализации и
При организации производственного процесса большое внимание уделяется развитию концентрации, специализации и
Наиболее эффективна первая форма, обеспечивающая сосредоточение однородного производства на крупных предприятиях,
Наиболее эффективна первая форма, обеспечивающая сосредоточение однородного производства на крупных предприятиях,
Специализация – разделение труда по его отдельным видам. Развитие специализации может
Специализация – разделение труда по его отдельным видам. Развитие специализации может
 Paul Anthony Samuelson (1915-2009)
Paul Anthony Samuelson (1915-2009) Проблемы бедности в России и пути ее решения
Проблемы бедности в России и пути ее решения Теоретические основы бухгалтерского учета и анализа. Раздел II. Теоретические основы АХД
Теоретические основы бухгалтерского учета и анализа. Раздел II. Теоретические основы АХД Предмет, задачи и функции экономической теории
Предмет, задачи и функции экономической теории Равновесие в общественном секторе экономики. (Тема 3)
Равновесие в общественном секторе экономики. (Тема 3) Государственное регулирование цен и тарифов
Государственное регулирование цен и тарифов Қазақстан Республикасында үрдіс алған мемлекетік бағдарламалар
Қазақстан Республикасында үрдіс алған мемлекетік бағдарламалар Макроэкономическая динамика: экономические циклы
Макроэкономическая динамика: экономические циклы Рыночная система. Основы теории спроса и предложения
Рыночная система. Основы теории спроса и предложения Потребности и ресурсы. Проблема выбора в экономике. Тема 2
Потребности и ресурсы. Проблема выбора в экономике. Тема 2 Экономическая сфера жизни общества. Программа довузовской подготовки по обществознанию
Экономическая сфера жизни общества. Программа довузовской подготовки по обществознанию Формы международных экономических отношений. Платежный баланс страны и его структура. (тема 18)
Формы международных экономических отношений. Платежный баланс страны и его структура. (тема 18) Основные проблемы мировой экономики
Основные проблемы мировой экономики Экономика и государство
Экономика и государство Слайд-лекции занятий по МДК 03.01Организация транспортно-логистической деятельности
Слайд-лекции занятий по МДК 03.01Организация транспортно-логистической деятельности Потребительский рынок
Потребительский рынок Технологии социальной работы в сфере занятости
Технологии социальной работы в сфере занятости Конкурентоспособность ОАО Березакерамика
Конкурентоспособность ОАО Березакерамика Компания SAMSUNG
Компания SAMSUNG Страны транзитивной (переходной) экономики: модели перехода к рыночной экономике, итоги преобразований
Страны транзитивной (переходной) экономики: модели перехода к рыночной экономике, итоги преобразований Индексный метод
Индексный метод Технико-экономическое обоснование энергосберегающих мероприятий для электрических сетей 10-110 кВ
Технико-экономическое обоснование энергосберегающих мероприятий для электрических сетей 10-110 кВ Экономика, вопросы кодификатора. (ГИА по обществознанию, 9 класс. Тема 3.1)
Экономика, вопросы кодификатора. (ГИА по обществознанию, 9 класс. Тема 3.1) Measurement of Economic Performance
Measurement of Economic Performance Модель IS-LM. Рынок товаров и кривая IS. Рынок активов и кривая LM
Модель IS-LM. Рынок товаров и кривая IS. Рынок активов и кривая LM Уровень жизни в странах. Минимальная потребительская корзина
Уровень жизни в странах. Минимальная потребительская корзина Показатели индустрии туризма Грузии
Показатели индустрии туризма Грузии Система цен и их классификация
Система цен и их классификация