- Управление запасами

Содержание
- 2. ЦЕЛИ, ЗАДАЧИ Сформировать четкое понимание по управлению запасами на предприятии Цель Изучить : 4 уровня снижения
- 3. 4 УРОВНЯ СНИЖЕНИЯ ЗАПАСОВ I УРОВЕНЬ. ОСТАНОВИТЬ ПЕРЕПРОИЗВОДСТВО (ВОПРОС ДИСЦИПЛИНЫ). II УРОВЕНЬ. СНИЖЕНИЕ ЗАПАСОВ ПРИ ТЕКУЩЕЙ
- 4. СНИЖЕНИЕ ЗАПАСОВ ПРИ ДОСТИЖЕНИИ КАЖДОГО УРОВНЯ
- 5. ВИДЫ ЗАПАСОВ Незавершенное производство – продукция, не прошедшая технологический цикл обработки . Незавершенное производство находится на
- 6. ПОЧЕМУ СЕГОДНЯ ТРЕБУЮТСЯ ТАКИЕ БОЛЬШИЕ ЗАПАСЫ?
- 7. УРОВЕНЬ I. УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО Перепроизводство – производство продукции быстрее и в большем количестве, чем требуется заказчику
- 8. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
- 9. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 2. В течение какого времени производить?
- 10. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 3. Почему нельзя убирать детали из потока?
- 11. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 4. Как наладить ритмичность производства?
- 12. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? Наглядная и простая передача информации Анализ производительности и эксплуатационной готовности оборудования на основе
- 13. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? Время такта = фонд чистого рабочего времени / план ТТ=26400/426=62,0 сек. Каждый период
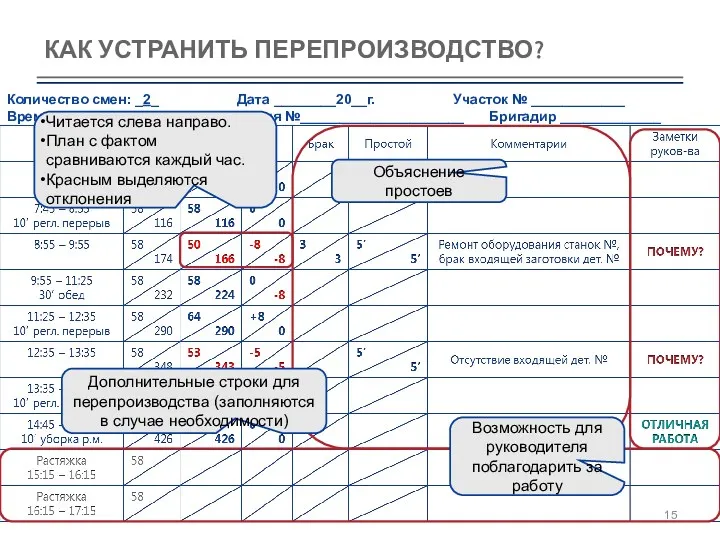
- 14. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? Плановый выпуск неизменен: руководителю нужно сравнивать факт всегда только с одним числом =
- 15. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? Читается слева направо. План с фактом сравниваются каждый час. Красным выделяются отклонения Объяснение
- 16. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 6. С какой точки потока начать работу по исключению перепроизводства?
- 17. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 7. Как визуализировать готовую продукцию?
- 18. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
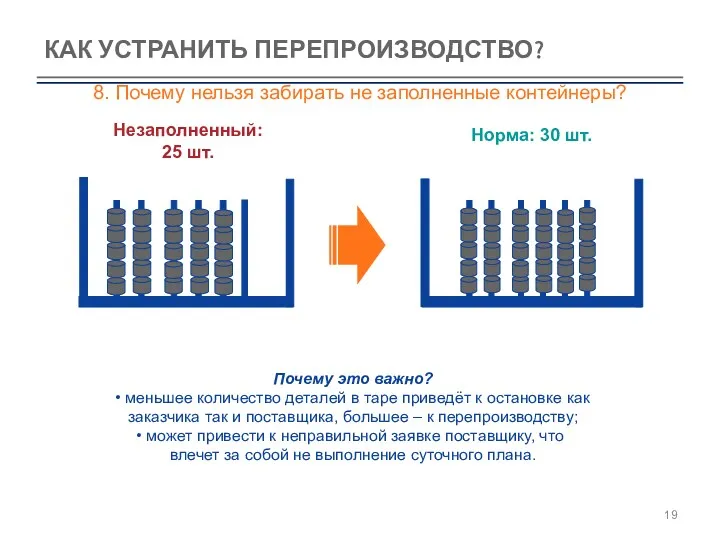
- 19. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? Незаполненный: 25 шт. Норма: 30 шт. Почему это важно? меньшее количество деталей в
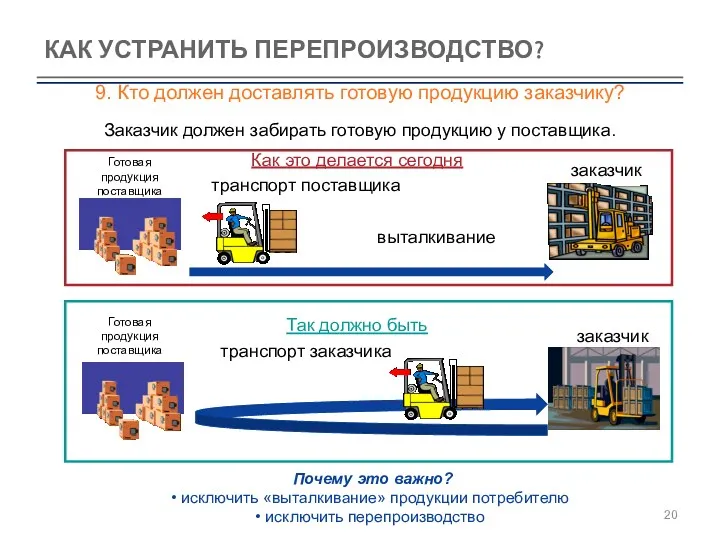
- 20. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 9. Кто должен доставлять готовую продукцию заказчику?
- 21. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 10. Отчего зависит НЗП в потоке?
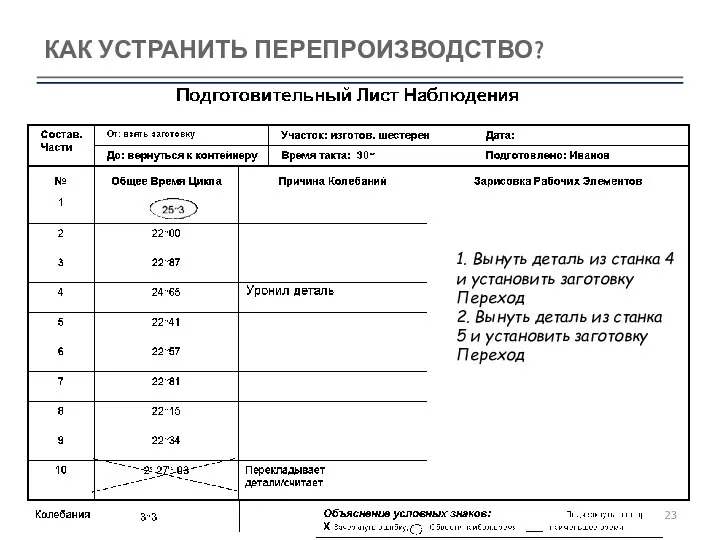
- 22. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 11. Как должен выглядеть цикл работы каждого оператора? необходимо провести наблюдение за работой
- 23. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 1. Вынуть деталь из станка 4 и установить заготовку Переход 2. Вынуть деталь
- 24. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 12. Как рассчитать необходимое количество операторов и выровнять загрузку через перебалансировку?
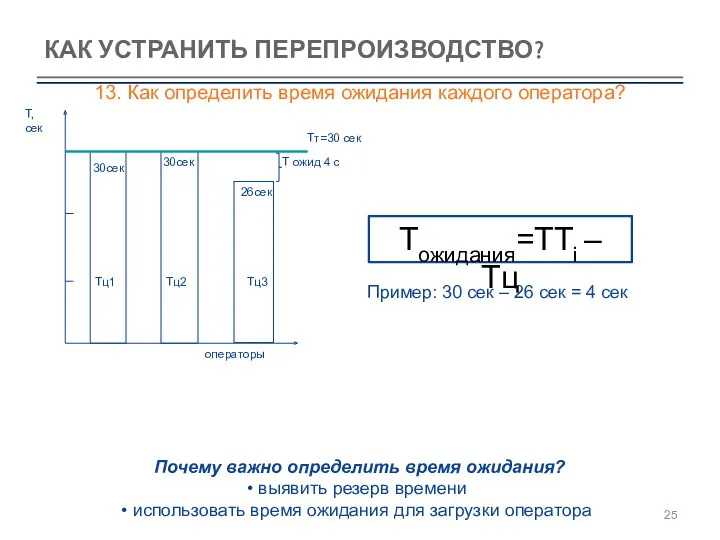
- 25. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 13. Как определить время ожидания каждого оператора?
- 26. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 14. Как выбрать способ передачи деталей и рассчитать размер межоперационного запаса?
- 27. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 15. В каком случае передачу деталей между операторами нужно осуществлять через склиз?
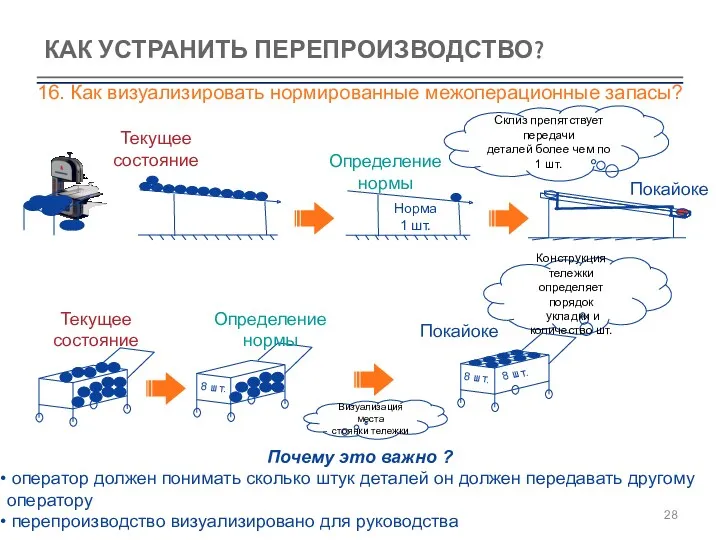
- 28. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 16. Как визуализировать нормированные межоперационные запасы?
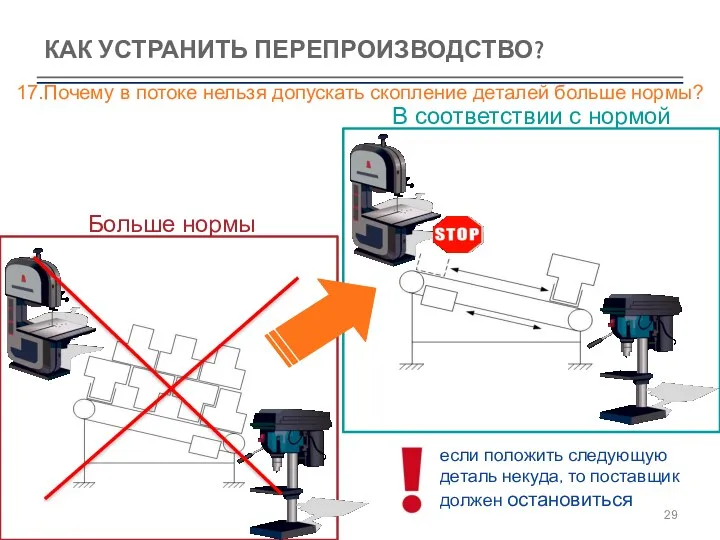
- 29. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 17.Почему в потоке нельзя допускать скопление деталей больше нормы?
- 30. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 18. Поток нельзя выхолащивать в конце смены, дня, недели или месяца (если это
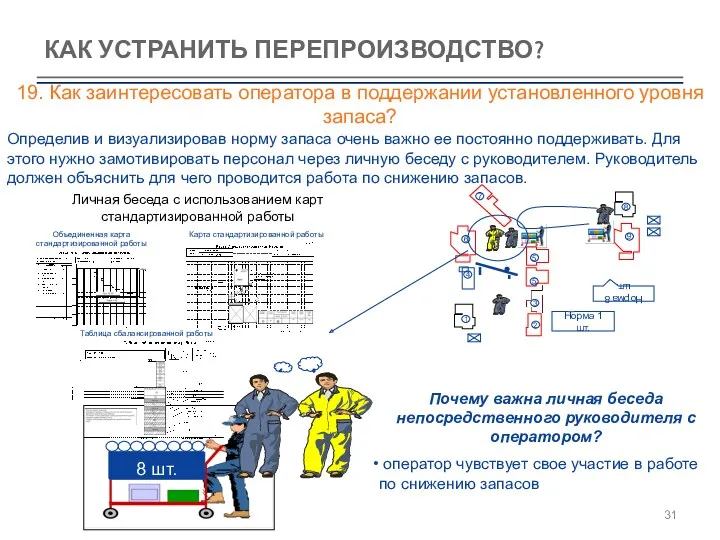
- 31. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 19. Как заинтересовать оператора в поддержании установленного уровня запаса? 1 2 6 4
- 32. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 20. Как исключить перепроизводство на оборудовании?
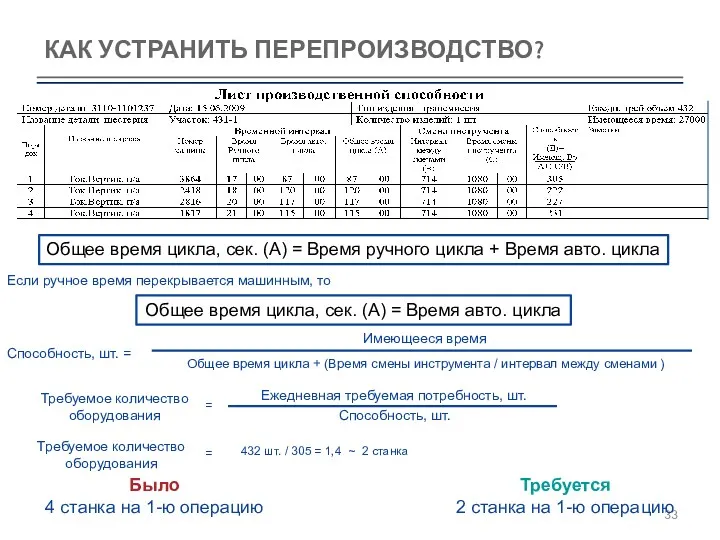
- 33. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
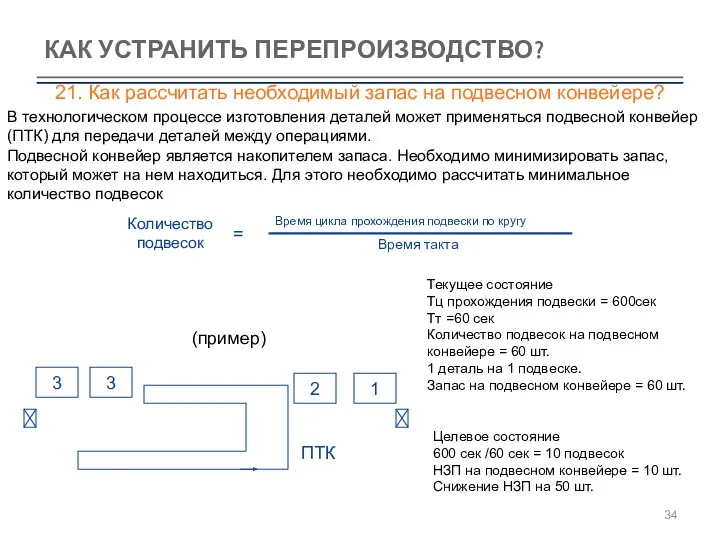
- 34. КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО? 21. Как рассчитать необходимый запас на подвесном конвейере?
- 35. ПОТОК СОЗДАНИЯ ЦЕННОСТИ Составление карт потоков должно соответствовать требованиям к информации по :
- 36. ПОТОК СОЗДАНИЯ ЦЕННОСТИ
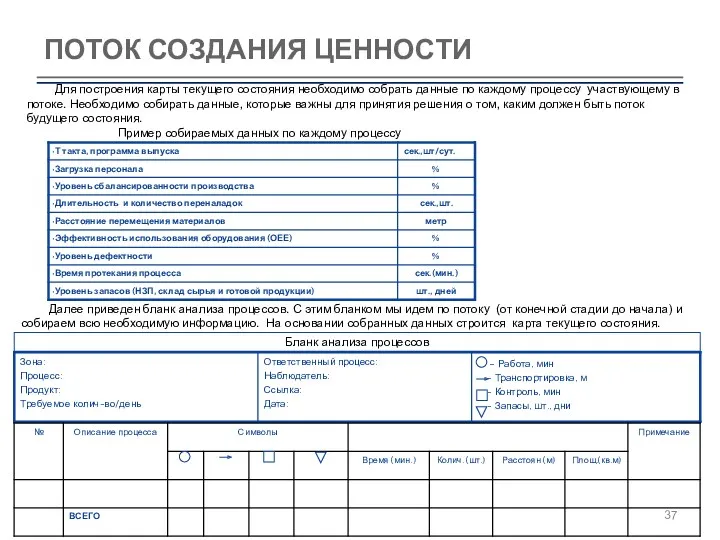
- 37. ПОТОК СОЗДАНИЯ ЦЕННОСТИ Для построения карты текущего состояния необходимо собрать данные по каждому процессу участвующему в
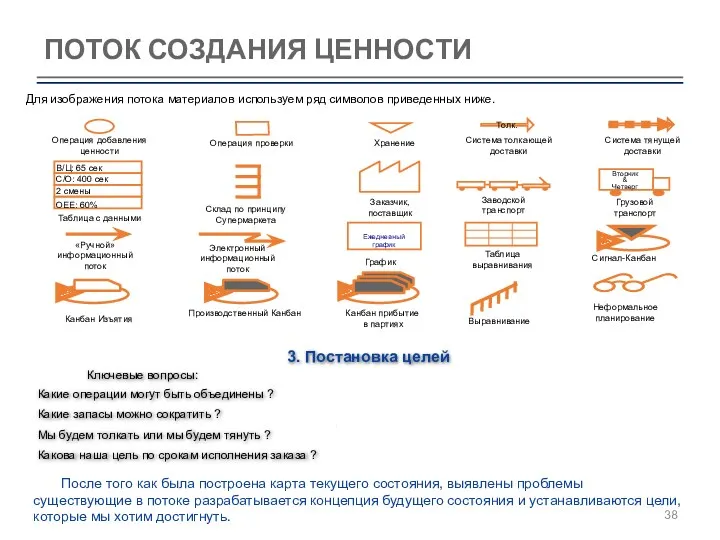
- 38. ПОТОК СОЗДАНИЯ ЦЕННОСТИ
- 39. ПОТОК СОЗДАНИЯ ЦЕННОСТИ Карта текущего состояния – материальный и информационный потоки
- 40. ПОТОК СОЗДАНИЯ ЦЕННОСТИ 4. Разработка плана Ключевые вопросы: Какой станок должен быть улучшен ? Как должно
- 41. УРОВЕНЬ II. СНИЕЖЕНИЕ ЗАПАСОВ ПРИ ТЕКУЩЕЙ СИТУАЦИИ
- 42. ПРИМЕРЫ СИСТЕМ ПОДАЧИ МАТЕРИАЛОВ
- 43. ПРИМЕРЫ СИСТЕМ ПОДАЧИ МАТЕРИАЛОВ
- 44. ФИКСИРОВАННОЕ ВРЕМЯ
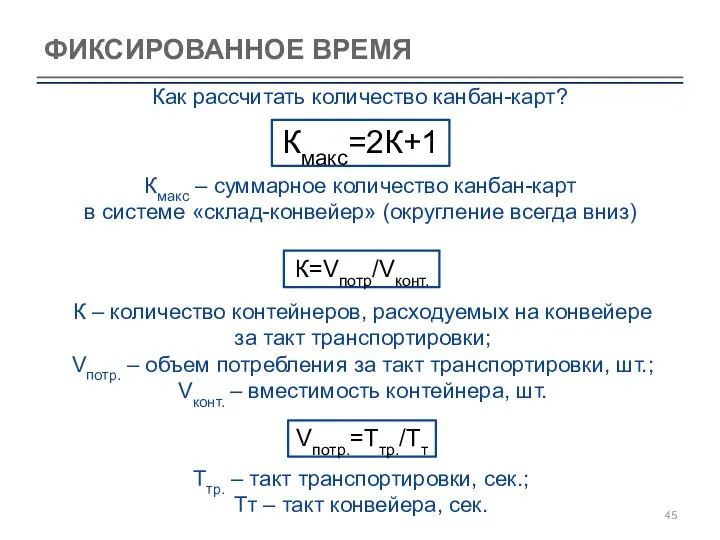
- 45. ФИКСИРОВАННОЕ ВРЕМЯ
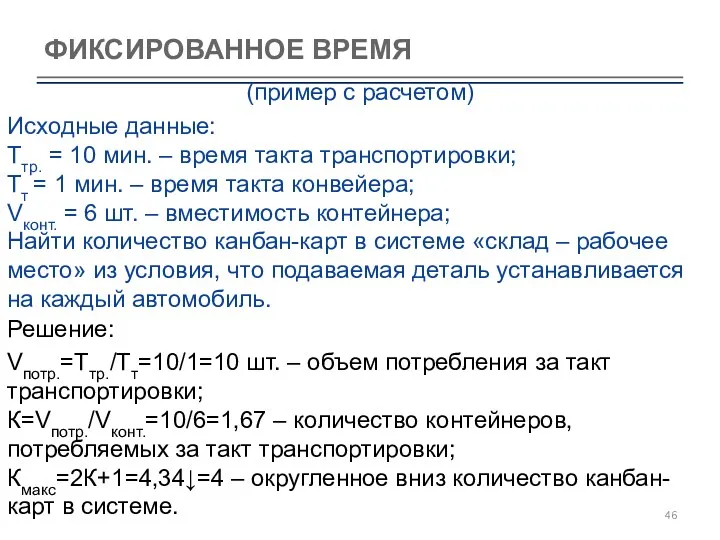
- 46. ФИКСИРОВАННОЕ ВРЕМЯ
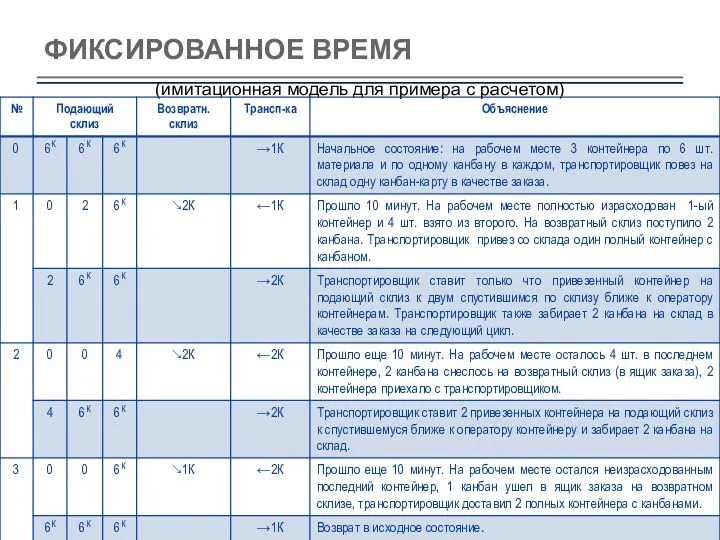
- 47. ФИКСИРОВАННОЕ ВРЕМЯ (имитационная модель для примера с расчетом)
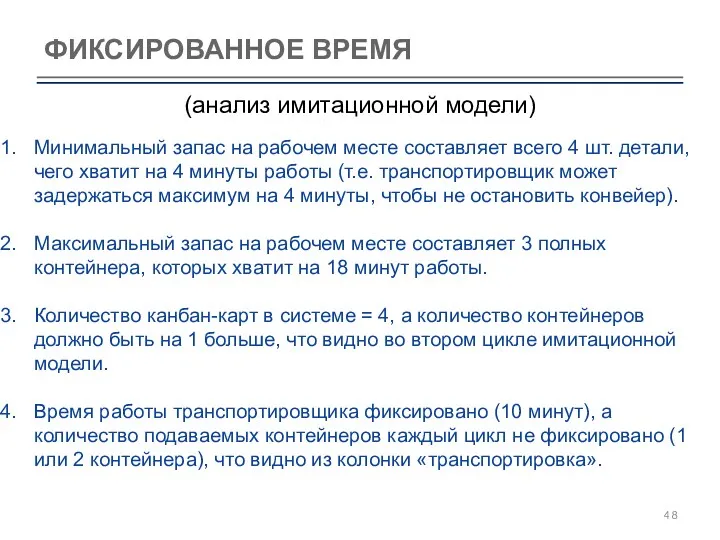
- 48. ФИКСИРОВАННОЕ ВРЕМЯ (анализ имитационной модели) Минимальный запас на рабочем месте составляет всего 4 шт. детали, чего
- 49. ФИКСИРОВАННЫЙ ОБЪЁМ
- 50. ФИКСИРОВАННЫЙ ОБЪЁМ
- 51. ФИКСИРОВАННЫЙФ ОБЪЁМ (пример с расчетом) Исходные данные: Решение: Описание задачи: Транспортировщик подает по одному наименованию детали
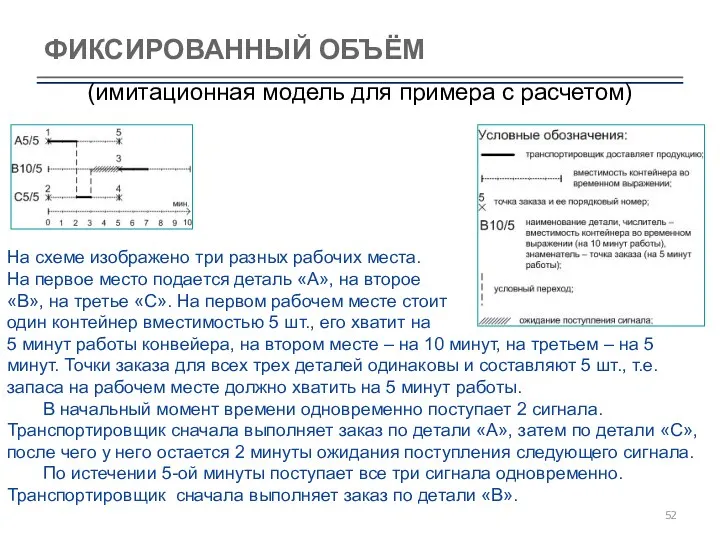
- 52. ФИКСИРОВАННЫЙ ОБЪЁМ (имитационная модель для примера с расчетом) На схеме изображено три разных рабочих места. На
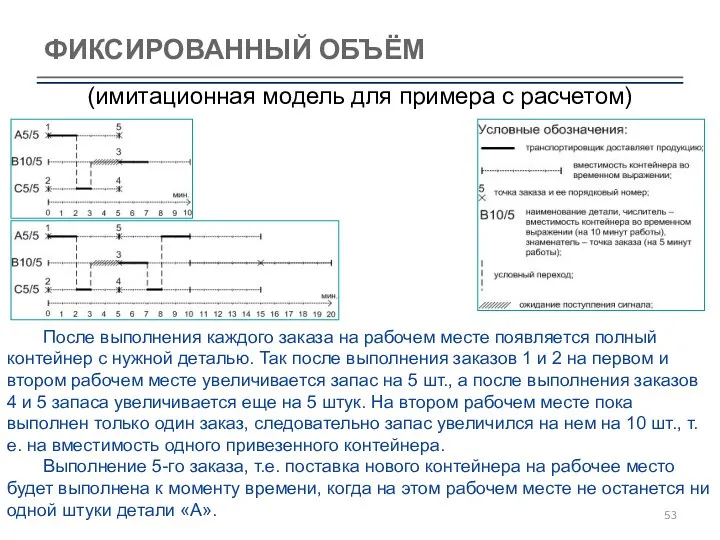
- 53. ФИКСИРОВАННЫЙ ОБЪЁМ
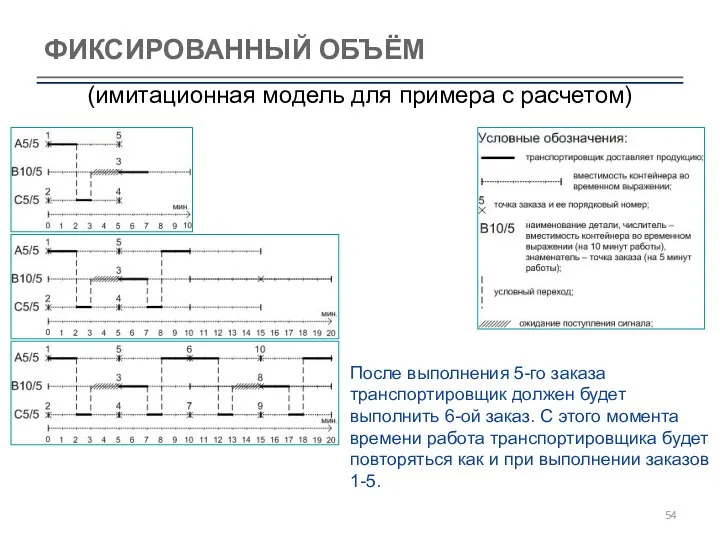
- 54. ФИКСИРОВАННЫЙ ОБЪЁМ (имитационная модель для примера с расчетом) После выполнения 5-го заказа транспортировщик должен будет выполнить
- 55. ФИКСИРОВАННЫЙ ОБЪЁМ
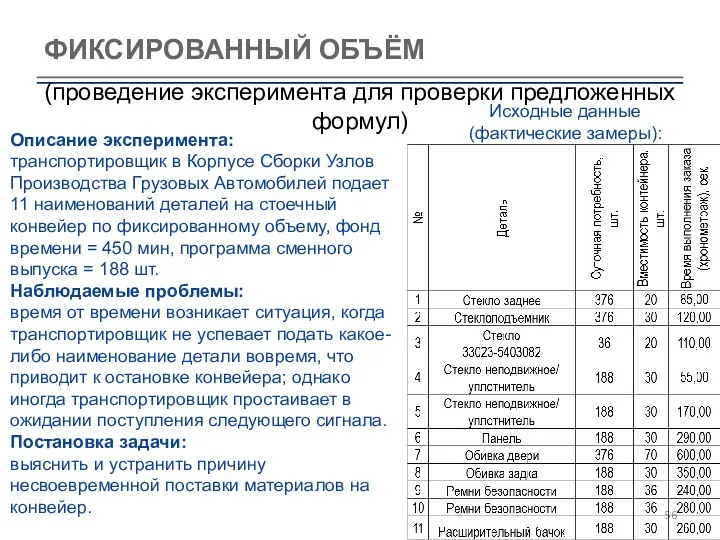
- 56. ФИКСИРОВАННЫЙ ОБЪЁМ (проведение эксперимента для проверки предложенных формул) Описание эксперимента: транспортировщик в Корпусе Сборки Узлов Производства
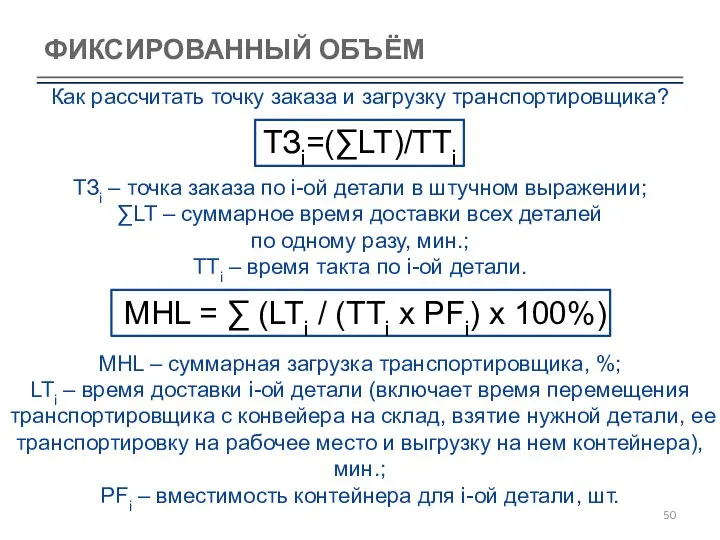
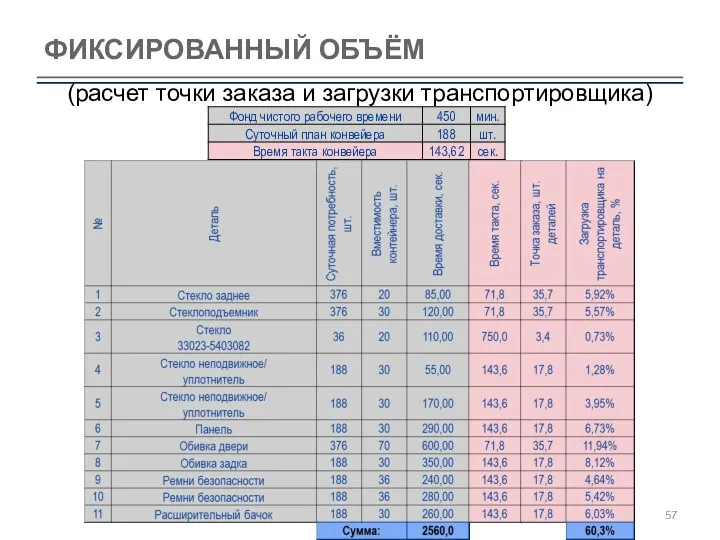
- 57. ФИКСИРОВАННЫЙ ОБЪЁМ (расчет точки заказа и загрузки транспортировщика)
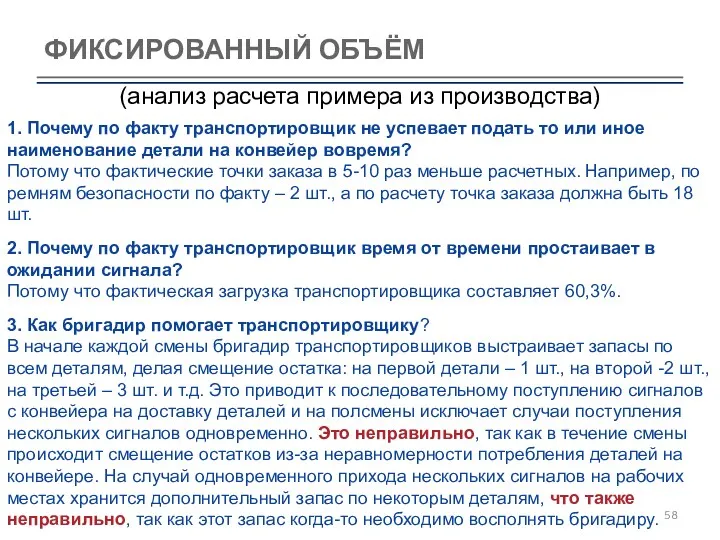
- 58. ФИКСИРОВАННЫЙ ОБЪЁМ
- 59. УРОВЕНЬ III. ЕДИНИЧНЫЙ ПОТОК
- 60. УСЛОВИЯ ДЛЯ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ Стабильность работы оборудования – отсутствие простоев Оборудование выровнено по высоте
- 61. ВАРИАНТЫ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
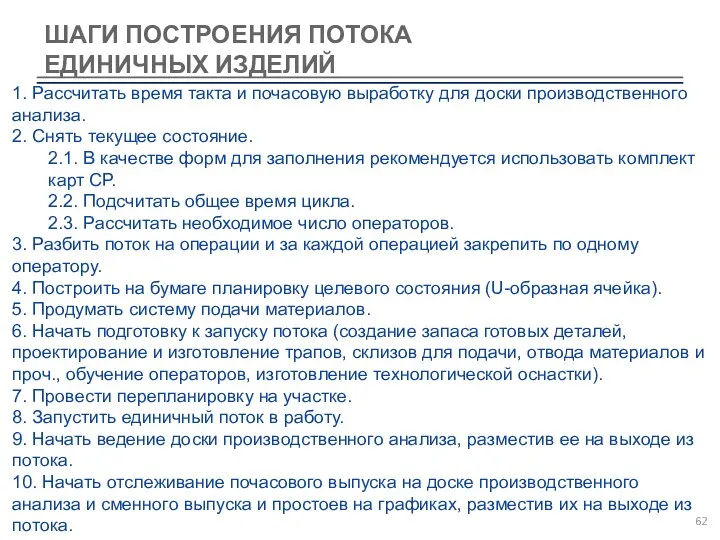
- 62. ШАГИ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ 1. Рассчитать время такта и почасовую выработку для доски производственного анализа.
- 63. ШАГИ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ 11. Наблюдать за работой оператора в течение смены с целью выявления
- 64. ПРЕИМУЩЕСТВА ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
- 65. КРИТЕРИИ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ Уважение к оператору (безопасность работы) Движение потока против часовой стрелки Минимальное время
- 66. ПОДДЕРЖКА ДОСТИГНУТОГО СОСТОЯНИЯ Внедрение стандартизированной работы и обучение операторов работать по новому. Личная беседа Таблица сбалансированной
- 67. УРОВЕНЬ IV. НЕПРЕРЫВНЫЙ ПОТОК (ПРИБЛИЖЕНИЕ К ЗАКАЗЧИКУ)
- 68. ВИЗУАЛИЗАЦИЯ РАБОТЫ ПО СНИЖЕНИЮ ЗАПАСОВ
- 70. Скачать презентацию
ЦЕЛИ, ЗАДАЧИ
Сформировать четкое понимание по управлению запасами на предприятии
Цель
Изучить :
4
ЦЕЛИ, ЗАДАЧИ
Сформировать четкое понимание по управлению запасами на предприятии
Цель
Изучить :
4
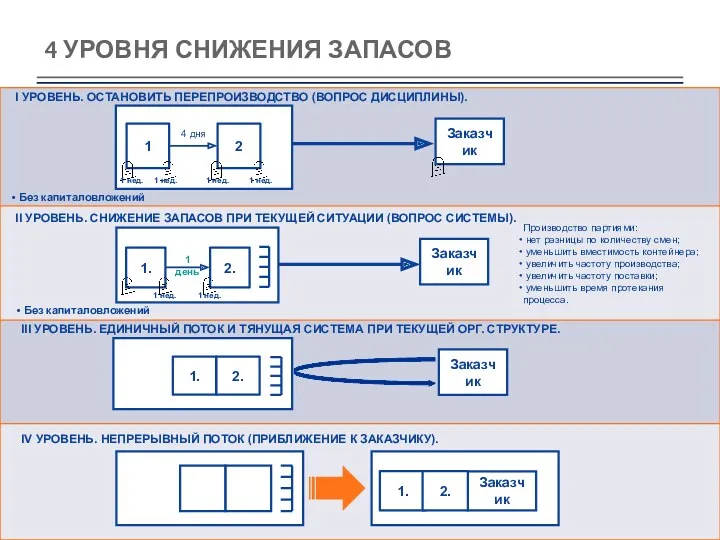
4 УРОВНЯ СНИЖЕНИЯ ЗАПАСОВ
I УРОВЕНЬ. ОСТАНОВИТЬ ПЕРЕПРОИЗВОДСТВО (ВОПРОС ДИСЦИПЛИНЫ).
II УРОВЕНЬ. СНИЖЕНИЕ
4 УРОВНЯ СНИЖЕНИЯ ЗАПАСОВ
I УРОВЕНЬ. ОСТАНОВИТЬ ПЕРЕПРОИЗВОДСТВО (ВОПРОС ДИСЦИПЛИНЫ).
II УРОВЕНЬ. СНИЖЕНИЕ

СНИЖЕНИЕ ЗАПАСОВ ПРИ ДОСТИЖЕНИИ КАЖДОГО УРОВНЯ
СНИЖЕНИЕ ЗАПАСОВ ПРИ ДОСТИЖЕНИИ КАЖДОГО УРОВНЯ

ВИДЫ ЗАПАСОВ
Незавершенное производство – продукция, не прошедшая технологический цикл обработки .
ВИДЫ ЗАПАСОВ
Незавершенное производство – продукция, не прошедшая технологический цикл обработки .
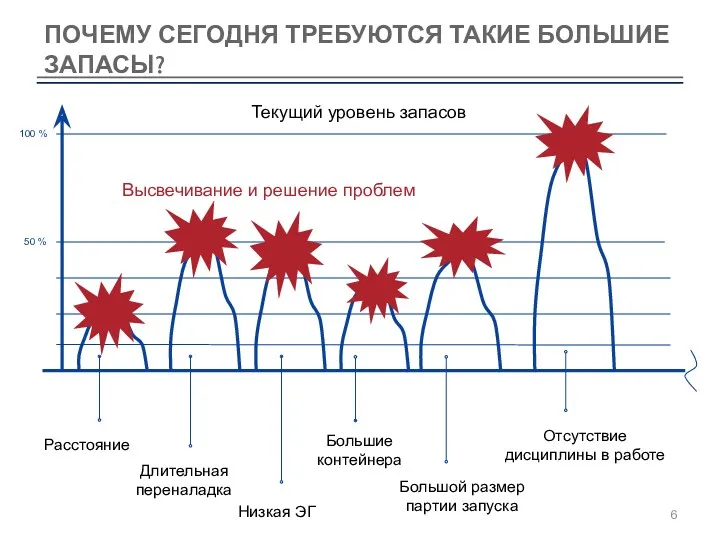
ПОЧЕМУ СЕГОДНЯ ТРЕБУЮТСЯ ТАКИЕ БОЛЬШИЕ ЗАПАСЫ?
ПОЧЕМУ СЕГОДНЯ ТРЕБУЮТСЯ ТАКИЕ БОЛЬШИЕ ЗАПАСЫ?
УРОВЕНЬ I.
УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО
Перепроизводство – производство продукции быстрее и в большем
УРОВЕНЬ I.
УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО
Перепроизводство – производство продукции быстрее и в большем

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
2. В течение какого времени производить?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
2. В течение какого времени производить?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
3. Почему нельзя убирать детали из потока?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
3. Почему нельзя убирать детали из потока?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
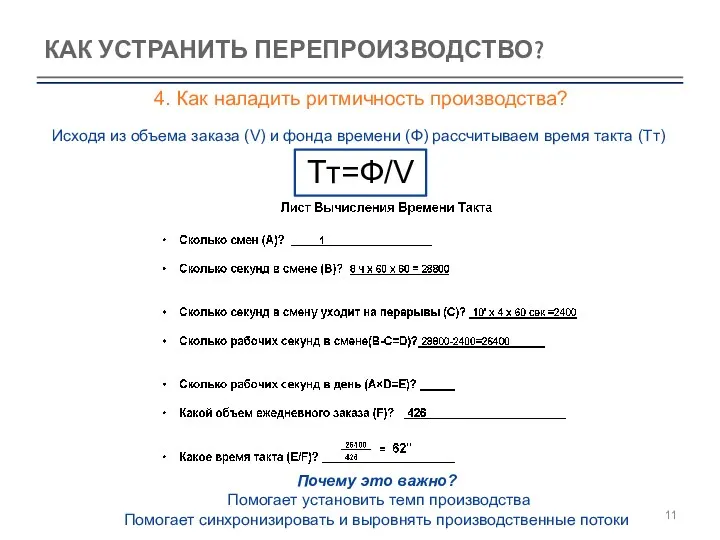
4. Как наладить ритмичность производства?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
4. Как наладить ритмичность производства?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Наглядная и простая передача информации
Анализ производительности и эксплуатационной готовности
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Наглядная и простая передача информации
Анализ производительности и эксплуатационной готовности
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
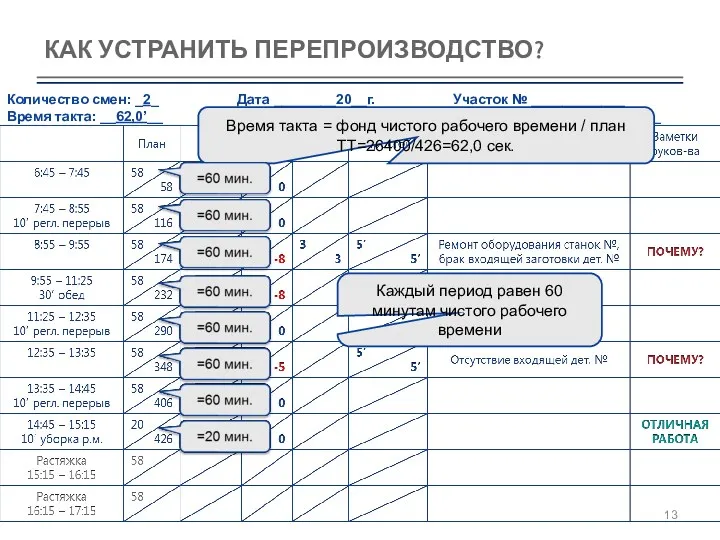
Время такта = фонд чистого рабочего времени / план
ТТ=26400/426=62,0
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Время такта = фонд чистого рабочего времени / план
ТТ=26400/426=62,0
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
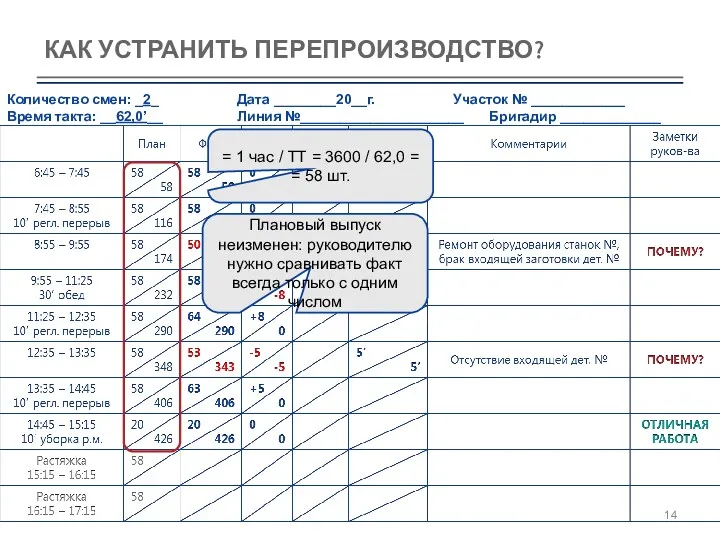
Плановый выпуск неизменен: руководителю нужно сравнивать факт всегда только
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Плановый выпуск неизменен: руководителю нужно сравнивать факт всегда только
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Читается слева направо.
План с фактом сравниваются каждый час.
Красным выделяются
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Читается слева направо.
План с фактом сравниваются каждый час.
Красным выделяются

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
6. С какой точки потока начать работу по исключению
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
6. С какой точки потока начать работу по исключению

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
7. Как визуализировать готовую продукцию?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
7. Как визуализировать готовую продукцию?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Незаполненный:
25 шт.
Норма: 30 шт.
Почему это важно?
меньшее количество деталей
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
Незаполненный:
25 шт.
Норма: 30 шт.
Почему это важно?
меньшее количество деталей
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
9. Кто должен доставлять готовую продукцию заказчику?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
9. Кто должен доставлять готовую продукцию заказчику?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
10. Отчего зависит НЗП в потоке?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
10. Отчего зависит НЗП в потоке?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
11. Как должен выглядеть цикл работы каждого оператора?
необходимо
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
11. Как должен выглядеть цикл работы каждого оператора?
необходимо
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
1. Вынуть деталь из станка 4 и установить заготовку
Переход
2.
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
1. Вынуть деталь из станка 4 и установить заготовку
Переход
2.

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
12. Как рассчитать необходимое количество операторов и выровнять загрузку
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
12. Как рассчитать необходимое количество операторов и выровнять загрузку
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
13. Как определить время ожидания каждого оператора?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
13. Как определить время ожидания каждого оператора?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
14. Как выбрать способ передачи деталей и рассчитать размер
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
14. Как выбрать способ передачи деталей и рассчитать размер

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
15. В каком случае передачу деталей между операторами нужно
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
15. В каком случае передачу деталей между операторами нужно
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
16. Как визуализировать нормированные межоперационные запасы?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
16. Как визуализировать нормированные межоперационные запасы?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
17.Почему в потоке нельзя допускать скопление деталей больше нормы?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
17.Почему в потоке нельзя допускать скопление деталей больше нормы?

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
18. Поток нельзя выхолащивать в конце смены, дня, недели
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
18. Поток нельзя выхолащивать в конце смены, дня, недели
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
19. Как заинтересовать оператора в поддержании установленного уровня запаса?
1
2
6
4
3
5
7
8
9
Норма
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
19. Как заинтересовать оператора в поддержании установленного уровня запаса?
1
2
6
4
3
5
7
8
9
Норма

КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
20. Как исключить перепроизводство на оборудовании?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
20. Как исключить перепроизводство на оборудовании?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
21. Как рассчитать необходимый запас на подвесном конвейере?
КАК УСТРАНИТЬ ПЕРЕПРОИЗВОДСТВО?
21. Как рассчитать необходимый запас на подвесном конвейере?
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
Составление карт потоков должно соответствовать требованиям к информации по
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
Составление карт потоков должно соответствовать требованиям к информации по
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
Для построения карты текущего состояния необходимо собрать данные по
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
Для построения карты текущего состояния необходимо собрать данные по
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
Карта текущего состояния – материальный и информационный потоки
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
Карта текущего состояния – материальный и информационный потоки
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
4. Разработка плана
Ключевые вопросы:
Какой станок должен быть улучшен ?
Как
ПОТОК СОЗДАНИЯ ЦЕННОСТИ
4. Разработка плана
Ключевые вопросы:
Какой станок должен быть улучшен ?
Как
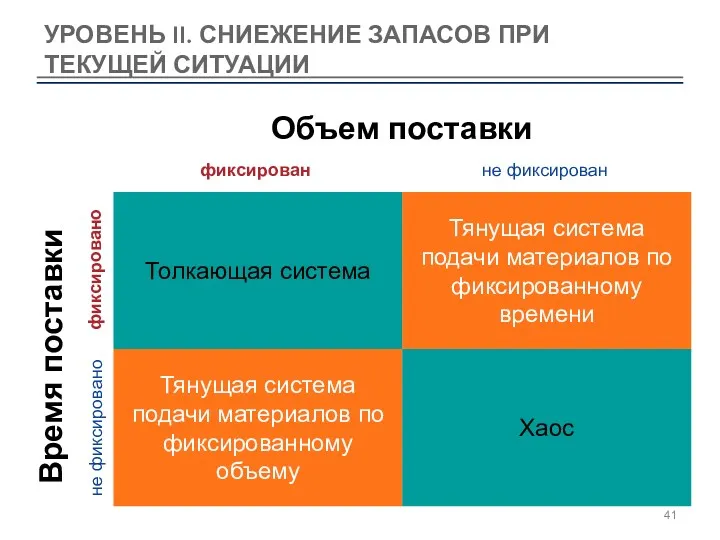
УРОВЕНЬ II. СНИЕЖЕНИЕ ЗАПАСОВ ПРИ ТЕКУЩЕЙ СИТУАЦИИ
УРОВЕНЬ II. СНИЕЖЕНИЕ ЗАПАСОВ ПРИ ТЕКУЩЕЙ СИТУАЦИИ

ПРИМЕРЫ СИСТЕМ ПОДАЧИ МАТЕРИАЛОВ
ПРИМЕРЫ СИСТЕМ ПОДАЧИ МАТЕРИАЛОВ

ПРИМЕРЫ СИСТЕМ ПОДАЧИ МАТЕРИАЛОВ
ПРИМЕРЫ СИСТЕМ ПОДАЧИ МАТЕРИАЛОВ
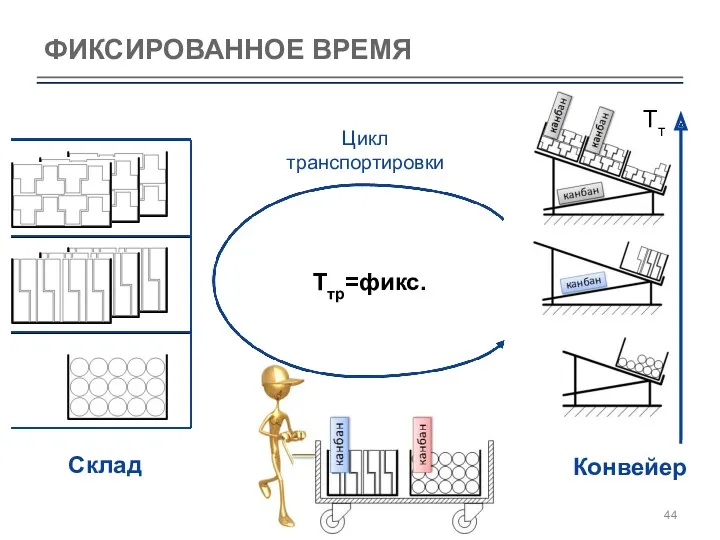
ФИКСИРОВАННОЕ ВРЕМЯ
ФИКСИРОВАННОЕ ВРЕМЯ
ФИКСИРОВАННОЕ ВРЕМЯ
ФИКСИРОВАННОЕ ВРЕМЯ
ФИКСИРОВАННОЕ ВРЕМЯ
ФИКСИРОВАННОЕ ВРЕМЯ
ФИКСИРОВАННОЕ ВРЕМЯ
(имитационная модель для примера с расчетом)
ФИКСИРОВАННОЕ ВРЕМЯ
(имитационная модель для примера с расчетом)
ФИКСИРОВАННОЕ ВРЕМЯ
(анализ имитационной модели)
Минимальный запас на рабочем месте составляет всего 4
ФИКСИРОВАННОЕ ВРЕМЯ
(анализ имитационной модели)
Минимальный запас на рабочем месте составляет всего 4
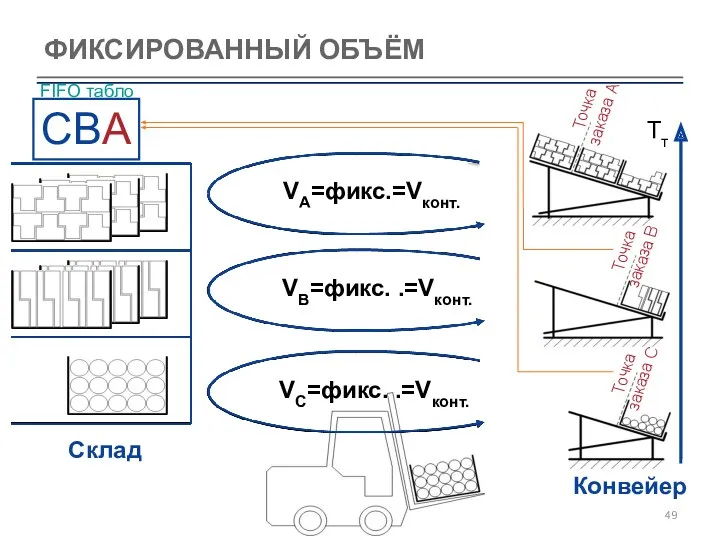
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ

ФИКСИРОВАННЫЙФ ОБЪЁМ
(пример с расчетом)
Исходные данные:
Решение:
Описание задачи:
Транспортировщик подает по одному наименованию детали
ФИКСИРОВАННЫЙФ ОБЪЁМ
(пример с расчетом)
Исходные данные:
Решение:
Описание задачи:
Транспортировщик подает по одному наименованию детали
ФИКСИРОВАННЫЙ ОБЪЁМ
(имитационная модель для примера с расчетом)
На схеме изображено три разных
ФИКСИРОВАННЫЙ ОБЪЁМ
(имитационная модель для примера с расчетом)
На схеме изображено три разных
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ
(имитационная модель для примера с расчетом)
После выполнения 5-го заказа транспортировщик
ФИКСИРОВАННЫЙ ОБЪЁМ
(имитационная модель для примера с расчетом)
После выполнения 5-го заказа транспортировщик
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ
(проведение эксперимента для проверки предложенных формул)
Описание эксперимента:
транспортировщик в Корпусе Сборки
ФИКСИРОВАННЫЙ ОБЪЁМ
(проведение эксперимента для проверки предложенных формул)
Описание эксперимента:
транспортировщик в Корпусе Сборки
ФИКСИРОВАННЫЙ ОБЪЁМ
(расчет точки заказа и загрузки транспортировщика)
ФИКСИРОВАННЫЙ ОБЪЁМ
(расчет точки заказа и загрузки транспортировщика)
ФИКСИРОВАННЫЙ ОБЪЁМ
ФИКСИРОВАННЫЙ ОБЪЁМ

УРОВЕНЬ III. ЕДИНИЧНЫЙ ПОТОК
УРОВЕНЬ III. ЕДИНИЧНЫЙ ПОТОК

УСЛОВИЯ ДЛЯ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
Стабильность работы оборудования – отсутствие простоев
Оборудование
УСЛОВИЯ ДЛЯ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
Стабильность работы оборудования – отсутствие простоев
Оборудование

ВАРИАНТЫ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
ВАРИАНТЫ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
ШАГИ ПОСТРОЕНИЯ ПОТОКА
ЕДИНИЧНЫХ ИЗДЕЛИЙ
1. Рассчитать время такта и почасовую выработку для
ШАГИ ПОСТРОЕНИЯ ПОТОКА
ЕДИНИЧНЫХ ИЗДЕЛИЙ
1. Рассчитать время такта и почасовую выработку для
ШАГИ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
11. Наблюдать за работой оператора в течение
ШАГИ ПОСТРОЕНИЯ ПОТОКА ЕДИНИЧНЫХ ИЗДЕЛИЙ
11. Наблюдать за работой оператора в течение
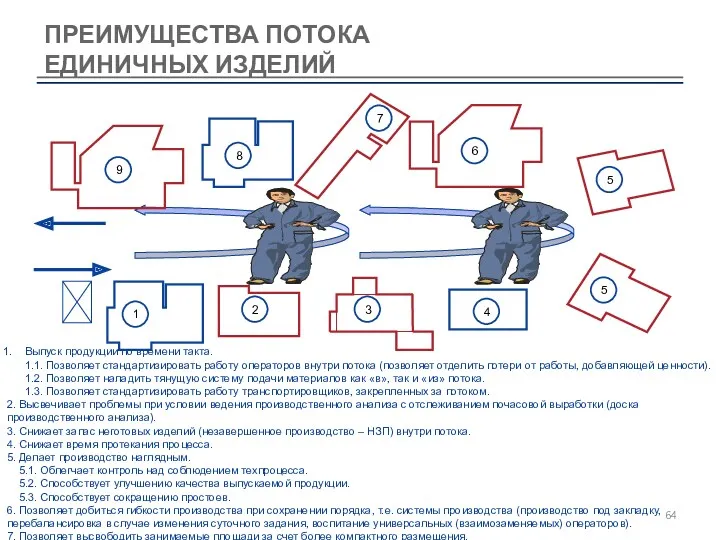
ПРЕИМУЩЕСТВА ПОТОКА
ЕДИНИЧНЫХ ИЗДЕЛИЙ
ПРЕИМУЩЕСТВА ПОТОКА
ЕДИНИЧНЫХ ИЗДЕЛИЙ
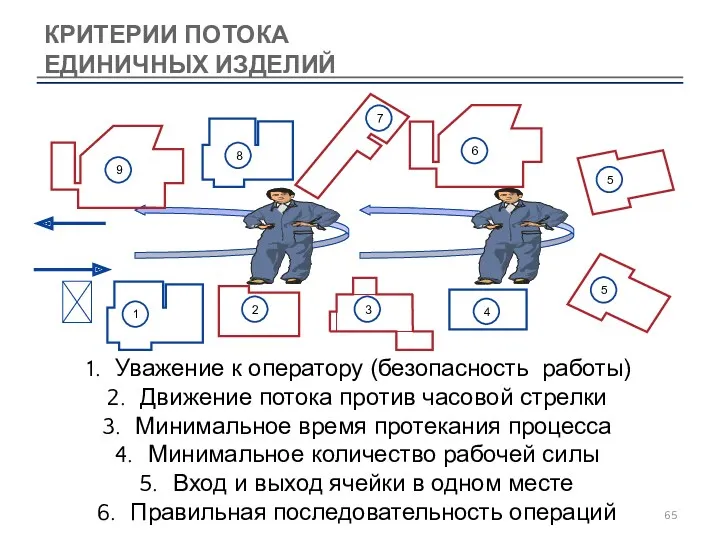
КРИТЕРИИ ПОТОКА
ЕДИНИЧНЫХ ИЗДЕЛИЙ
Уважение к оператору (безопасность работы)
Движение потока против часовой стрелки
Минимальное
КРИТЕРИИ ПОТОКА
ЕДИНИЧНЫХ ИЗДЕЛИЙ
Уважение к оператору (безопасность работы)
Движение потока против часовой стрелки
Минимальное
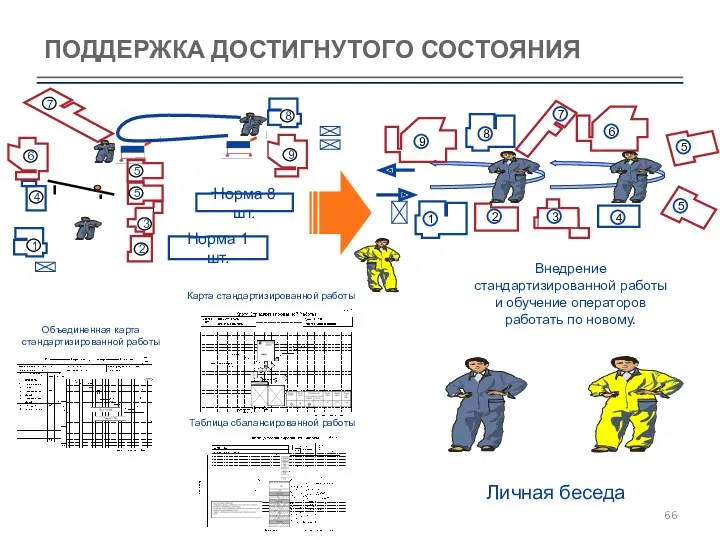
ПОДДЕРЖКА ДОСТИГНУТОГО СОСТОЯНИЯ
Внедрение стандартизированной работы
и обучение операторов работать по новому.
Личная беседа
Таблица
ПОДДЕРЖКА ДОСТИГНУТОГО СОСТОЯНИЯ
Внедрение стандартизированной работы
и обучение операторов работать по новому.
Личная беседа
Таблица

УРОВЕНЬ IV. НЕПРЕРЫВНЫЙ ПОТОК (ПРИБЛИЖЕНИЕ К ЗАКАЗЧИКУ)
УРОВЕНЬ IV. НЕПРЕРЫВНЫЙ ПОТОК (ПРИБЛИЖЕНИЕ К ЗАКАЗЧИКУ)
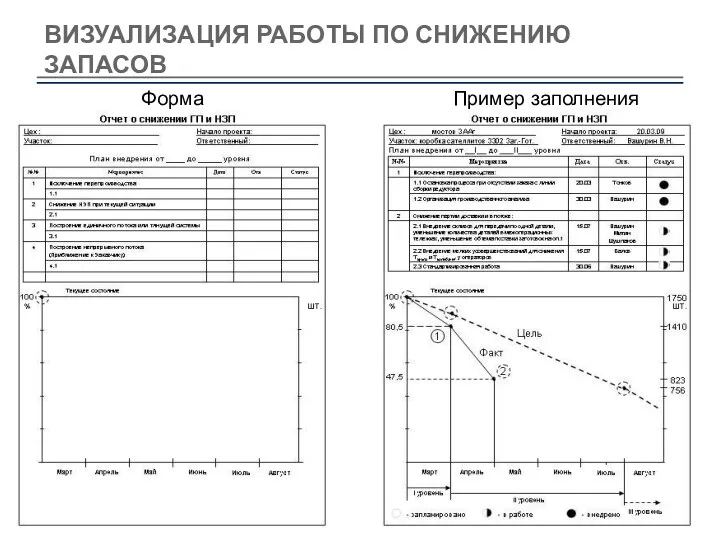
ВИЗУАЛИЗАЦИЯ РАБОТЫ ПО СНИЖЕНИЮ ЗАПАСОВ
ВИЗУАЛИЗАЦИЯ РАБОТЫ ПО СНИЖЕНИЮ ЗАПАСОВ
 Экономика знаний в жизни общества
Экономика знаний в жизни общества Внешнеэкономическая деятельность Торгово-промышленной палаты Российской Федерации
Внешнеэкономическая деятельность Торгово-промышленной палаты Российской Федерации Lecture 8. Basics of time series. Forecasting
Lecture 8. Basics of time series. Forecasting Экономические законы и категории. Экономические законы: сущность, система, функции
Экономические законы и категории. Экономические законы: сущность, система, функции Рынок труда
Рынок труда Международная экономика. Структура и тенденции развития
Международная экономика. Структура и тенденции развития Japan. The relationship between real GDP and real primary exports
Japan. The relationship between real GDP and real primary exports Регионоведение. Введение
Регионоведение. Введение Сферы экономики (в них проявляется различная экономическая деятельность)
Сферы экономики (в них проявляется различная экономическая деятельность) Теория фирмы. Монополия. Введение в теорию и практику аукционов. Лекции 4.1-4.2
Теория фирмы. Монополия. Введение в теорию и практику аукционов. Лекции 4.1-4.2 Рынок и рыночный механизм
Рынок и рыночный механизм Факторы удовлетворенности жизнью в пожилом возрасте и политика государства
Факторы удовлетворенности жизнью в пожилом возрасте и политика государства Потребительская корзина в России
Потребительская корзина в России Экономическая игра Деньги
Экономическая игра Деньги Механизмы рынка. Спрос и предложение
Механизмы рынка. Спрос и предложение Кәсіпкерлік қызметтің тиімділігін талдау және бағалау
Кәсіпкерлік қызметтің тиімділігін талдау және бағалау Экономический цикл и денежная политика
Экономический цикл и денежная политика Экономический рост
Экономический рост Развитие малого и среднего предпринимательства в Краснодарском крае
Развитие малого и среднего предпринимательства в Краснодарском крае Роль государства в экономике
Роль государства в экономике Город Жуковский в Московской области России
Город Жуковский в Московской области России Производительность труда в строительстве
Производительность труда в строительстве Нижнекамский муниципальный район РТ. Структура посевных площадей на 2023 год
Нижнекамский муниципальный район РТ. Структура посевных площадей на 2023 год Формирование информационного общества. Экономические кризисы 1970-1980 гг
Формирование информационного общества. Экономические кризисы 1970-1980 гг Введение в экономическую теорию
Введение в экономическую теорию Концепция рационалистического подхода в управлении Ф. Тэйлора и Г. Форда
Концепция рационалистического подхода в управлении Ф. Тэйлора и Г. Форда Национальная инновационная система Швейцарии
Национальная инновационная система Швейцарии Жизненные циклы
Жизненные циклы