- Анализ вариантов составляющих конструкции из КМ силового элемента втулки РВ вертолета

Содержание
- 2. Содержание Введение. Составные части элемента силового. Приспособление для пропитки арамидной нити Русар. Приспособление для намотки элемента
- 3. Введение Силовой элемент, его назначение. Типы формования изделия. Выкладка и Намотка. Сравнение.
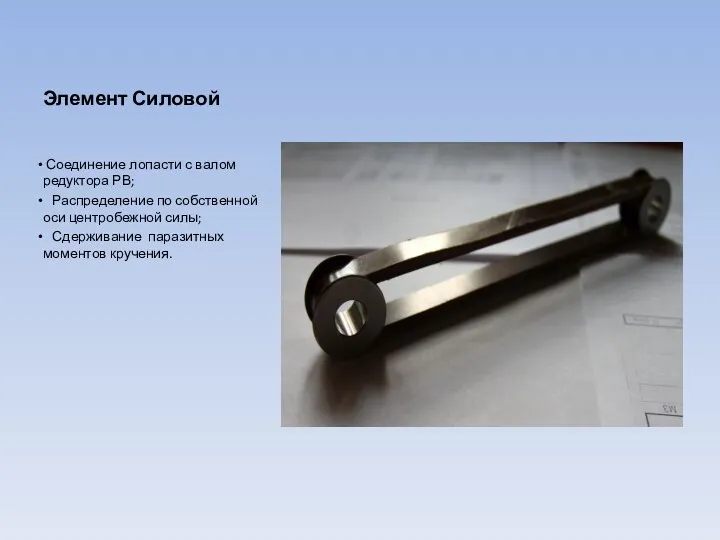
- 4. Элемент Силовой Соединение лопасти с валом редуктора РВ; Распределение по собственной оси центробежной силы; Сдерживание паразитных
- 5. Типы формования изделия Выкладка Намотка Процесс контактного формования наполнителей с полимерным материалом. Процесс формования полых изделий
- 6. Типы формования изделия (Достоинства и недостатки методов) Выкладка Достоинством метода является его универсальность, т.е. получение изделий
- 7. Типы формования изделия (Два вида намотки) «Сухой» способ Волокнистый армирующий материал перед формованием предварительно пропитывают связующим
- 8. Понятие препрега Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) это композиционные материалы-полуфабрикаты. Готовый для
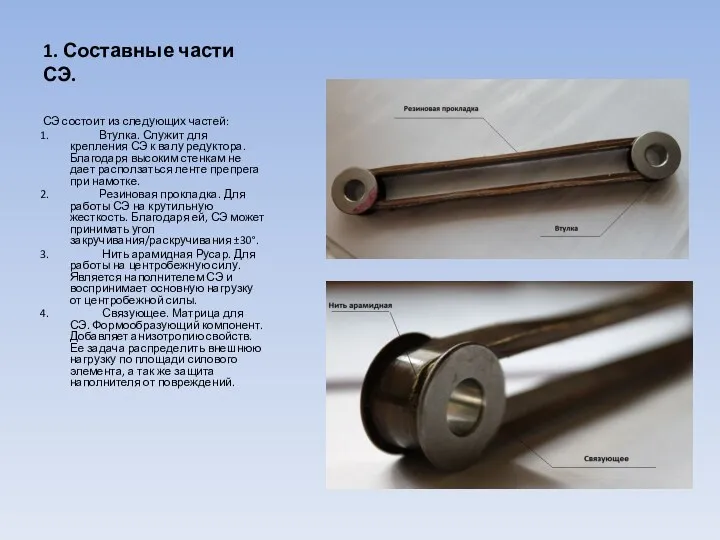
- 9. 1. Составные части СЭ. СЭ состоит из следующих частей: Втулка. Служит для крепления СЭ к валу
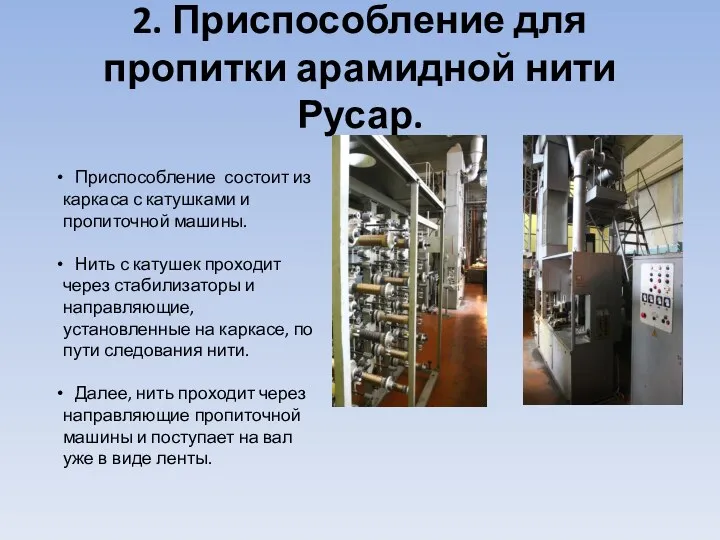
- 10. 2. Приспособление для пропитки арамидной нити Русар. Приспособление состоит из каркаса с катушками и пропиточной машины.
- 11. 2. Приспособление для пропитки арамидной нити Русар (Процесс пропитки) Пропиточную машину, лента арамидной нити проходит в
- 12. 2. Приспособление для пропитки арамидной нити Русар (Особенности пропитки) Чтобы структура материала имела стабильные свойства при
- 13. 3. Приспособление для намотки СЭ. Приспособление состоит из металлического каркаса. На каркасе установлены вал с барабаном
- 14. 3. Приспособление для намотки СЭ. (Процесс намотки) На барабан устанавливается катушка с препрегом. Лента фиксируется в
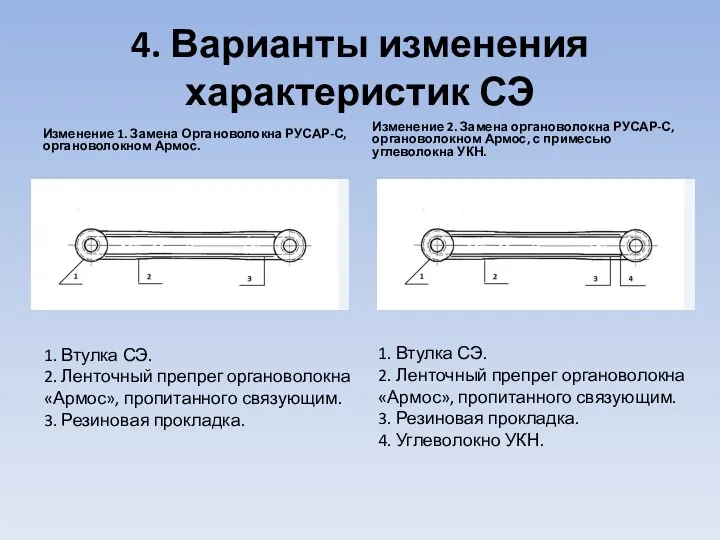
- 15. 4. Варианты изменения характеристик СЭ Изменение 1. Замена Органоволокна РУСАР-С, органоволокном Армос. Изменение 2. Замена органоволокна
- 16. Таблица 1.1 Свойства нитей - материалов, предполагаемых к изготовлению трех вариантов СЭ втулки РВ вертолета.
- 17. Характер изменений Изменение 1 Уменьшилась масса СЭ. На комплект СЭ масса уменьшится на 60 г. Уменьшился
- 18. 5. Испытание на крутильную жесткость силового элемента. Цель испытания: измерение крутильной жесткости силового элемента. Объект испытания.
- 19. 5. Испытание на крутильную жесткость силового элемента. (Схема установки)
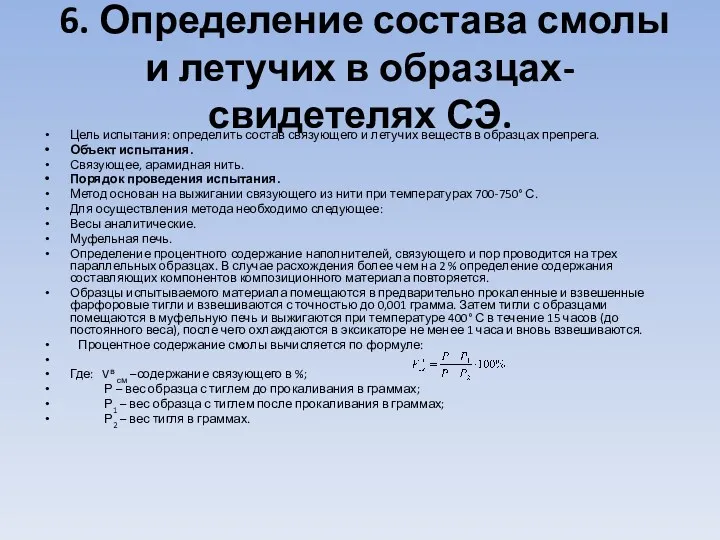
- 20. 6. Определение состава смолы и летучих в образцах-свидетелях СЭ. Цель испытания: определить состав связующего и летучих
- 21. Выводы. 1. В работе изложен метод намотки элемента силового для конструкции рулевого винта вертолета. Расписаны методы
- 23. Скачать презентацию
Содержание
Введение.
Составные части элемента силового.
Приспособление для пропитки арамидной нити Русар.
Приспособление для
Содержание
Введение.
Составные части элемента силового.
Приспособление для пропитки арамидной нити Русар.
Приспособление для
Введение
Силовой элемент, его назначение.
Типы формования изделия.
Выкладка и Намотка. Сравнение.
Введение
Силовой элемент, его назначение.
Типы формования изделия.
Выкладка и Намотка. Сравнение.
Элемент Силовой
Соединение лопасти с валом редуктора РВ;
Распределение по собственной
Элемент Силовой
Соединение лопасти с валом редуктора РВ;
Распределение по собственной

Типы формования изделия
Выкладка
Намотка
Процесс контактного формования наполнителей с полимерным материалом.
Процесс
Типы формования изделия
Выкладка
Намотка
Процесс контактного формования наполнителей с полимерным материалом.
Процесс
Типы формования изделия
(Достоинства и недостатки методов)
Выкладка
Достоинством метода является его универсальность,
Типы формования изделия
(Достоинства и недостатки методов)
Выкладка
Достоинством метода является его универсальность,
Типы формования изделия
(Два вида намотки)
«Сухой» способ
Волокнистый армирующий материал перед формованием
Типы формования изделия
(Два вида намотки)
«Сухой» способ
Волокнистый армирующий материал перед формованием
Понятие препрега
Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) это композиционные материалы-полуфабрикаты. Готовый для переработки продукт
Понятие препрега
Препреги (англ. pre-preg, сокр. от pre-impregnated — предварительно пропитанный) это композиционные материалы-полуфабрикаты. Готовый для переработки продукт
1. Составные части СЭ.
СЭ состоит из следующих частей:
Втулка. Служит для
1. Составные части СЭ.
СЭ состоит из следующих частей:
Втулка. Служит для
2. Приспособление для пропитки арамидной нити Русар.
Приспособление состоит из каркаса
2. Приспособление для пропитки арамидной нити Русар.
Приспособление состоит из каркаса
2. Приспособление для пропитки арамидной нити Русар (Процесс пропитки)
Пропиточную
2. Приспособление для пропитки арамидной нити Русар (Процесс пропитки)
Пропиточную
2. Приспособление для пропитки арамидной нити Русар (Особенности пропитки)
Чтобы структура
2. Приспособление для пропитки арамидной нити Русар (Особенности пропитки)
Чтобы структура

3. Приспособление для намотки СЭ.
Приспособление состоит из металлического каркаса.
3. Приспособление для намотки СЭ.
Приспособление состоит из металлического каркаса.
3. Приспособление для намотки СЭ.
(Процесс намотки)
На барабан устанавливается катушка с
3. Приспособление для намотки СЭ.
(Процесс намотки)
На барабан устанавливается катушка с
4. Варианты изменения характеристик СЭ
Изменение 1. Замена Органоволокна РУСАР-С, органоволокном
4. Варианты изменения характеристик СЭ
Изменение 1. Замена Органоволокна РУСАР-С, органоволокном
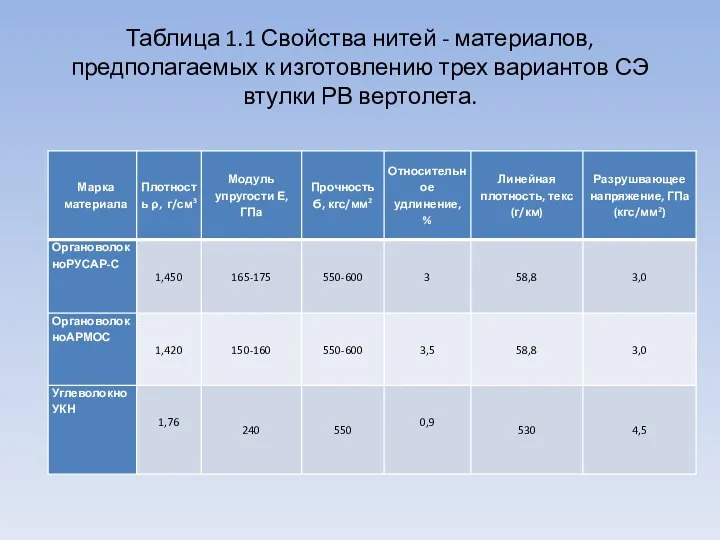
Таблица 1.1 Свойства нитей - материалов, предполагаемых к изготовлению трех вариантов
Таблица 1.1 Свойства нитей - материалов, предполагаемых к изготовлению трех вариантов
Характер изменений
Изменение 1
Уменьшилась масса СЭ. На комплект СЭ масса уменьшится на
Характер изменений
Изменение 1
Уменьшилась масса СЭ. На комплект СЭ масса уменьшится на
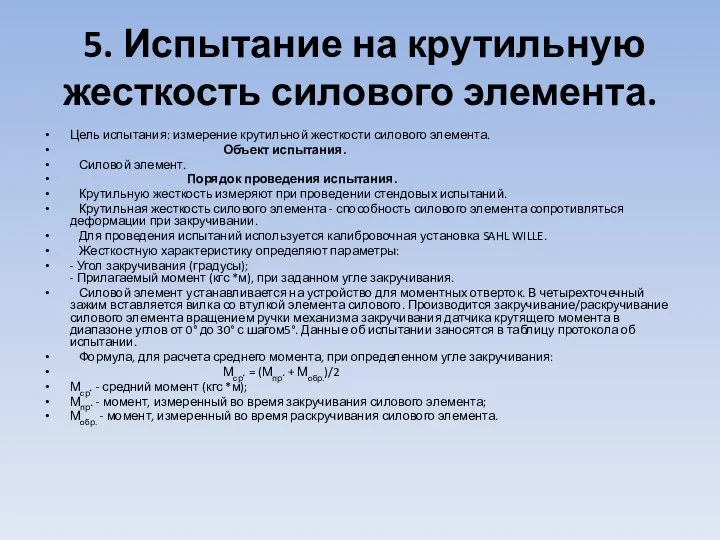
5. Испытание на крутильную жесткость силового элемента.
Цель испытания: измерение крутильной
5. Испытание на крутильную жесткость силового элемента.
Цель испытания: измерение крутильной
5. Испытание на крутильную жесткость силового элемента.
(Схема установки)
5. Испытание на крутильную жесткость силового элемента.
(Схема установки)
6. Определение состава смолы и летучих в образцах-свидетелях СЭ.
Цель испытания:
6. Определение состава смолы и летучих в образцах-свидетелях СЭ.
Цель испытания:
Выводы.
1. В работе изложен метод намотки элемента силового для конструкции
Выводы.
1. В работе изложен метод намотки элемента силового для конструкции
 Презентация Геоцентрическая система мира
Презентация Геоцентрическая система мира Урок по теме Вынужденные колебания. Переменный электрический ток (11 класс)
Урок по теме Вынужденные колебания. Переменный электрический ток (11 класс) Гідростатичний тиск рідини. Розв’язування задач
Гідростатичний тиск рідини. Розв’язування задач Решение задач по теме: Давление в жидкости
Решение задач по теме: Давление в жидкости Достоинства и недостатки контактного и бесконтактного вида измерения температуры в прокатном производстве
Достоинства и недостатки контактного и бесконтактного вида измерения температуры в прокатном производстве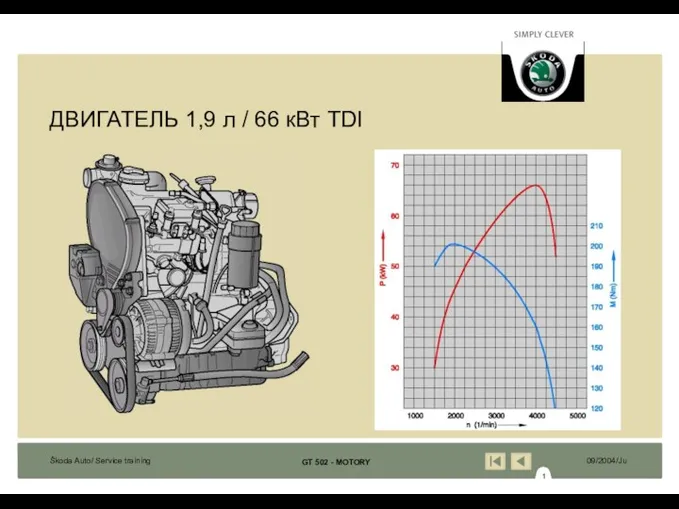 Двигатель накаливания TDI
Двигатель накаливания TDI Элементарные частицы
Элементарные частицы Кинематика. Основные задачи кинематики
Кинематика. Основные задачи кинематики Зертханалық сабақ және оны физикада оқытудағы маңыздылығы. Фронтальды зертханалық жұмыстар
Зертханалық сабақ және оны физикада оқытудағы маңыздылығы. Фронтальды зертханалық жұмыстар lecture_1-arphey9yxwi
lecture_1-arphey9yxwi Игра - кто хочет стать миллионером. Законы Ньютона.
Игра - кто хочет стать миллионером. Законы Ньютона. Работа силы. 10 класс
Работа силы. 10 класс Урок физики в 7 классе Архимедова сила
Урок физики в 7 классе Архимедова сила Русские изобретения, без которых нельзя представить современный мир
Русские изобретения, без которых нельзя представить современный мир Урок физики в 10-м классе по теме Сила трения
Урок физики в 10-м классе по теме Сила трения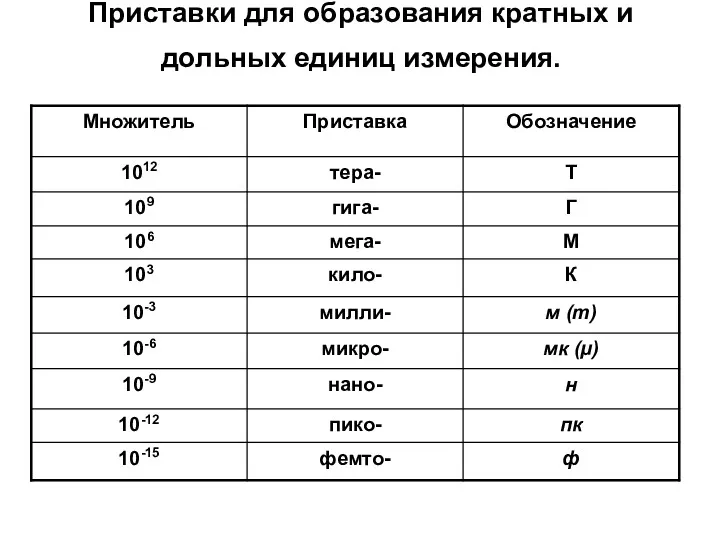 Приставки для образования кратных и дольных единиц измерения. Часть 3a
Приставки для образования кратных и дольных единиц измерения. Часть 3a Станция ТО легковых автомобилей ЛАДА с разработкой технологии организации работ по диагностированию ходовой части автомобиля
Станция ТО легковых автомобилей ЛАДА с разработкой технологии организации работ по диагностированию ходовой части автомобиля Возникновение радио
Возникновение радио Магнит өрісінің негізгі сипаттамалары
Магнит өрісінің негізгі сипаттамалары Статистический метод описания
Статистический метод описания Динамика материальной точки. Законы Ньютона
Динамика материальной точки. Законы Ньютона Ядролық күштер
Ядролық күштер Преломление и полное внутреннее отражение света
Преломление и полное внутреннее отражение света Механічна робота. Потужність
Механічна робота. Потужність Свойства жидкостей. Поверхностное натяжение
Свойства жидкостей. Поверхностное натяжение Волновые свойства частиц вещества
Волновые свойства частиц вещества 61f4bb8105f047b8922e06e3e916ed53
61f4bb8105f047b8922e06e3e916ed53 Разработка урока физики по теме Магнитное поле и его свойства 9 класс
Разработка урока физики по теме Магнитное поле и его свойства 9 класс