- Допуски и посадки, черчение

Содержание
- 2. Содержание : Допуски и посадки гладких цилиндрических соединений Принципы формирования посадок гладких цилиндрических соединений Допуски угловых
- 3. Технологичность изделия можно рассматривать как соответствие его технологических характеристик (например трудоемкость изготовления, использование в конструкции унифицированных
- 4. Точность деталей по геометрическим параметрам есть совокупность понятий, подразделяющихся по следующим признакам: 1) точности размеров элементов;
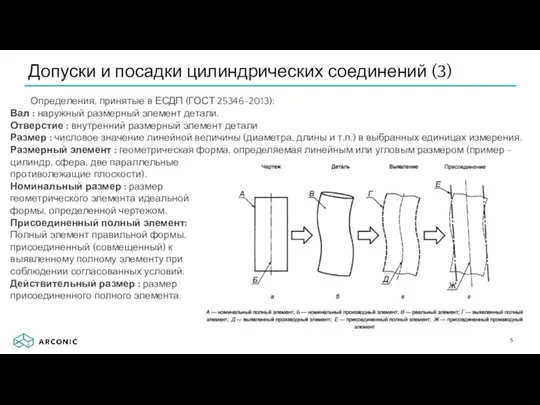
- 5. Определения, принятые в ЕСДП (ГОСТ 25346-2013): Вал : наружный размерный элемент детали. Отверстие : внутренний размерный
- 6. Предельные размеры : предельно допустимые размеры размерного элемента. Верхний – наибольший допустимый размер, нижний – наименьший.
- 7. Квалитет : группа допусков на линейные размеры, характеризующаяся общим обозначением. В системе допусков ИСО на линейные
- 8. Зазор : разность между размерами отверстия и вала, когда диаметр вала меньше диаметра отверстия. Натяг :
- 9. Допуски и посадки цилиндрических соединений (7)
- 10. Допуски и посадки цилиндрических соединений (8)
- 11. Наименьший зазор - разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке
- 12. Стандартом установлены квалитеты (всего 20): 01, 0, 1, 2, 3, 4, 5, …, 11, 12…18. Самые
- 13. Посадки в системе отверстия - посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей
- 14. Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера квалитета. Например: g6, js7, H7,
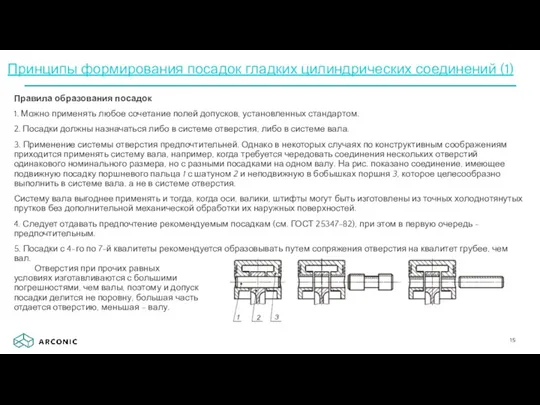
- 15. Правила образования посадок 1. Можно применять любое сочетание полей допусков, установленных стандартом. 2. Посадки должны назначаться
- 16. Выбор посадок производится одним из трех методов. 1. Метод прецедентов, или аналогов. Посадка выбирается по аналогии
- 17. Схема к выбору посадок с зазором по рекомендациям (следующий слайд) Принципы формирования посадок гладких цилиндрических соединений
- 18. Рекомендации по выбору посадок с зазором. Посадки с минимальным зазором Smin равным нулю (типа H/h) назначают
- 19. Схема к выбору переходных посадок по рекомендациям (следующий слайд) Принципы формирования посадок гладких цилиндрических соединений (5)
- 20. Рекомендации по выбору переходных посадок. Переходные посадки в системе отверстия образуются сочетанием поля допуска основного отверстия
- 21. Схема к выбору посадок с натягом по рекомендациям (следующий слайд) Принципы формирования посадок гладких цилиндрических соединений
- 22. Рекомендации по выбору посадок с натягом. Посадки с натягом в системе отверстия образуются сочетанием поля допуска
- 23. В качестве единицы измерения угла приняты: в градусной системе градус (°) – угол, равный 1/360 части
- 24. Допуском угла AT называется разность между наибольшим a max и наименьшим а min предельными размерами угла.
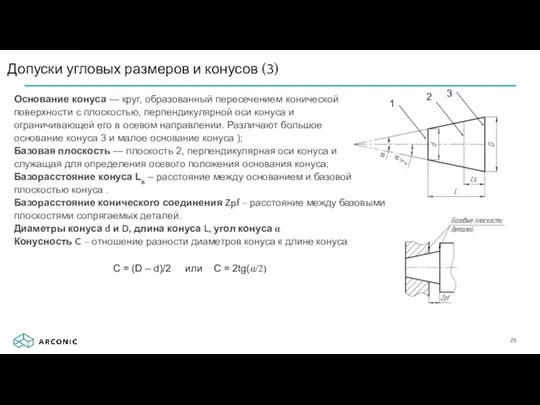
- 25. Основание конуса — круг, образованный пересечением конической поверхности с плоскостью, перпендикулярной оси конуса и ограничивающей его
- 26. Нормальные конусности. По ГОСТ 8593—81 для машиностроения в качестве нормальных приняты конусности 1:200; 1:100; 1:50; 1:30;
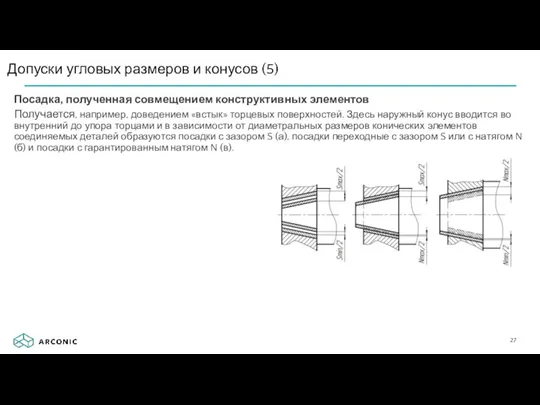
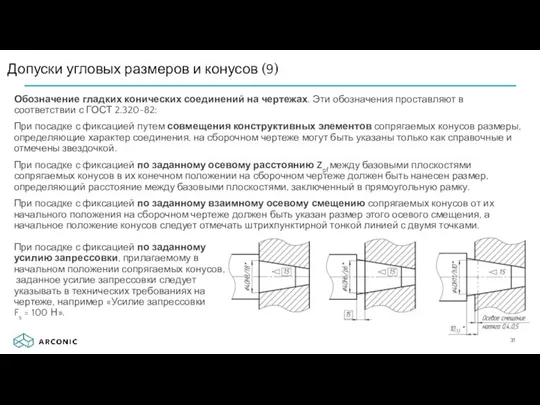
- 27. Посадка, полученная совмещением конструктивных элементов Получается, например, доведением «встык» торцевых поверхностей. Здесь наружный конус вводится во
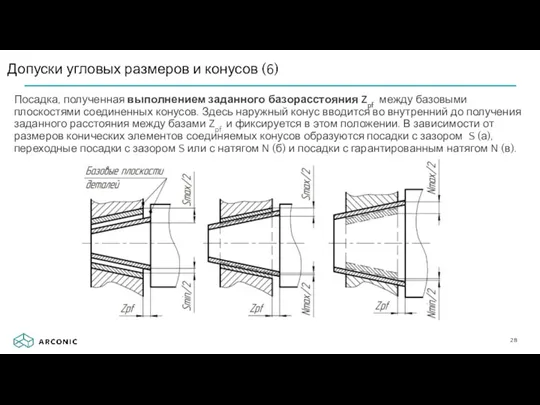
- 28. Посадка, полученная выполнением заданного базорасстояния Zpf между базовыми плоскостями соединенных конусов. Здесь наружный конус вводится во
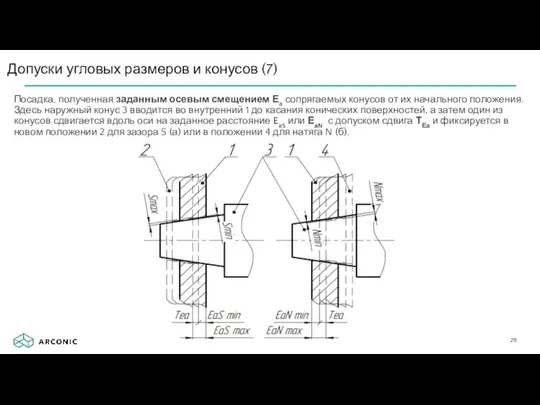
- 29. Посадка, полученная заданным осевым смещением Еa сопрягаемых конусов от их начального положения. Здесь наружный конус 3
- 30. Посадки с фиксацией по заданному усилию запрессовки наружного конуса во внутренний. Здесь усилие запрессовки прилагают к
- 31. Обозначение гладких конических соединений на чертежах. Эти обозначения проставляют в соответствии с ГОСТ 2.320-82: При посадке
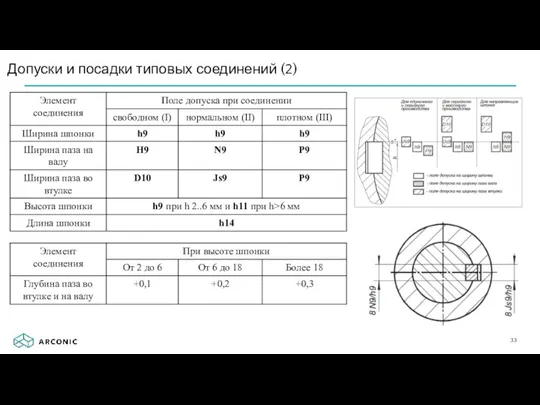
- 32. Шпоночное соединение – многоразмерное соединение трех деталей, предназначенное, главным образом, для передачи вращательного движения (вала со
- 33. Допуски и посадки типовых соединений (2)
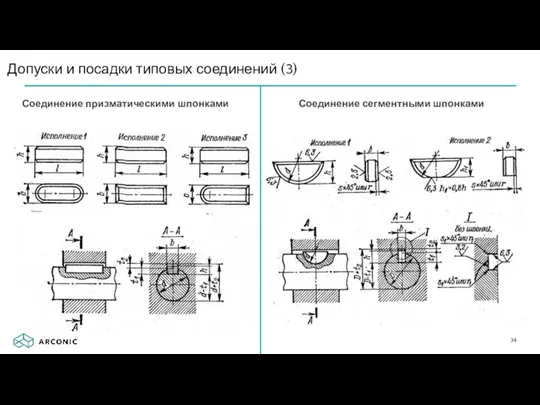
- 34. Соединение призматическими шпонками Соединение сегментными шпонками Допуски и посадки типовых соединений (3)
- 35. Соединение клиновыми шпонками Допуски и посадки типовых соединений (4)
- 36. Соединение тангенцальными шпонками Допуски и посадки типовых соединений (5)
- 37. Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес
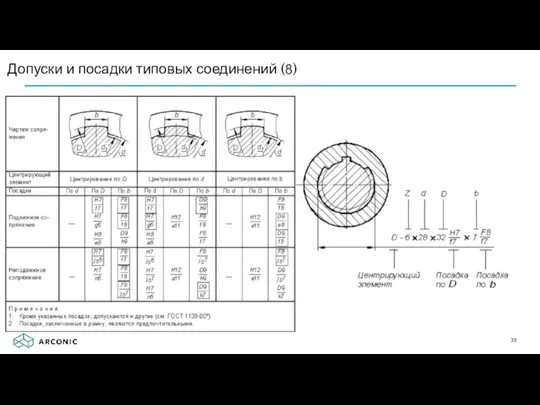
- 38. Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком
- 39. Допуски и посадки типовых соединений (8)
- 40. Допуски и посадки типовых соединений (9)
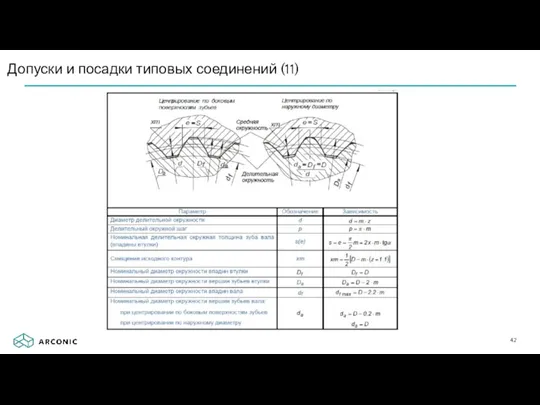
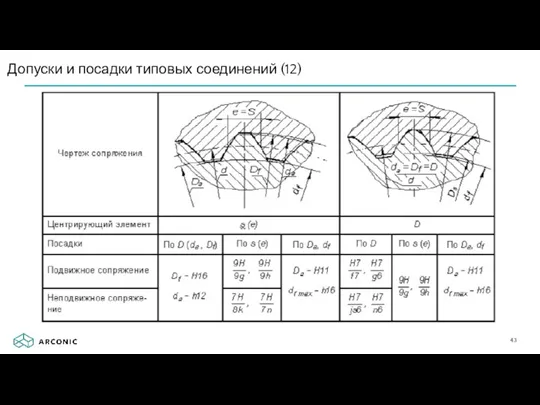
- 41. Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что и прямобочные, но обладают рядом
- 42. Допуски и посадки типовых соединений (11)
- 43. Допуски и посадки типовых соединений (12)
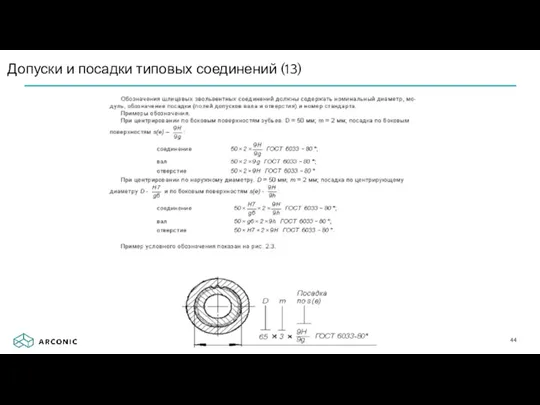
- 44. Допуски и посадки типовых соединений (13)
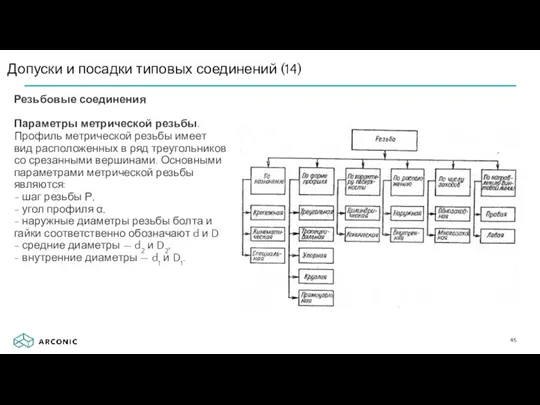
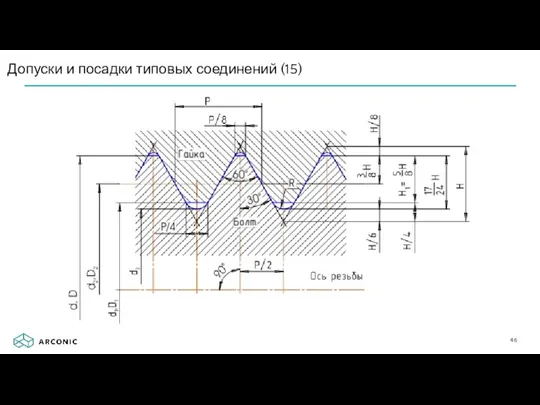
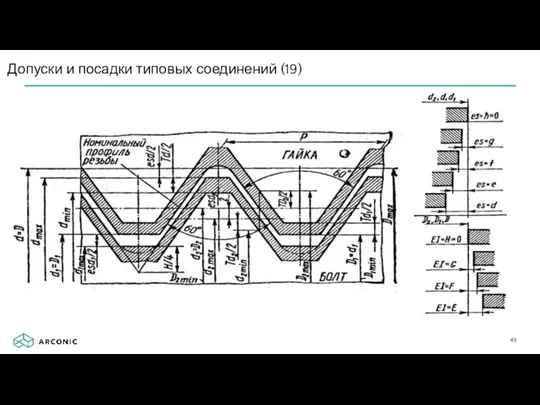
- 45. Резьбовые соединения Параметры метрической резьбы. Профиль метрической резьбы имеет вид расположенных в ряд треугольников со срезанными
- 46. Допуски и посадки типовых соединений (15)
- 47. Шаг резьбы Р — это расстояние между соседними одноименными боковыми сторонами витков профиля резьбы, измеренное параллельно
- 48. Структура построения допусков резьбы аналогична структуре допусков гладких цилиндрических соединений. В резьбовых соединениях тоже назначают основные
- 49. Допуски и посадки типовых соединений (19)
- 50. Основные отклонения и поля допусков диаметров резьбы откладываются от размеров номинального профиля. Допуски метрических крепежных резьб
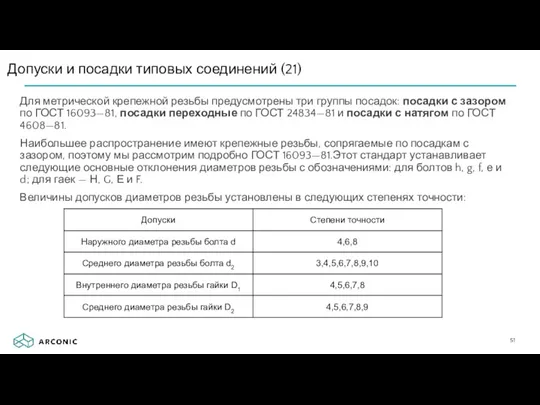
- 51. Для метрической крепежной резьбы предусмотрены три группы посадок: посадки с зазором по ГОСТ 16093—81, посадки переходные
- 52. Поля допусков диаметров резьбы образуются из степеней точности (величин допусков) и основных отклонений, а поэтому имеют
- 53. Развернутое обозначение резьбовых соединений на чертежах: болт М24хРh3Р1,5-7g6h-18-LН Читается так: резьба метрическая, d=24мм, двухзаходная ход 3
- 54. Точность геометрических параметров деталей характеризуется не только точностью размеров элементов, но и точностью формы и взаимного
- 55. Реальная поверхность - поверхность, ограничивающая деталь и отделяющая ее от окружающей среды. Реальный профиль – профиль
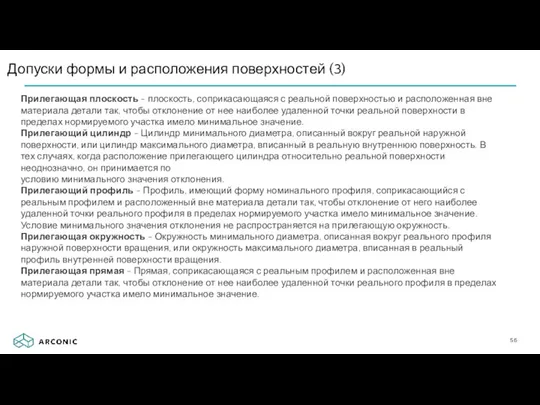
- 56. Допуски формы и расположения поверхностей (3) Прилегающая плоскость - плоскость, соприкасающаяся с реальной поверхностью и расположенная
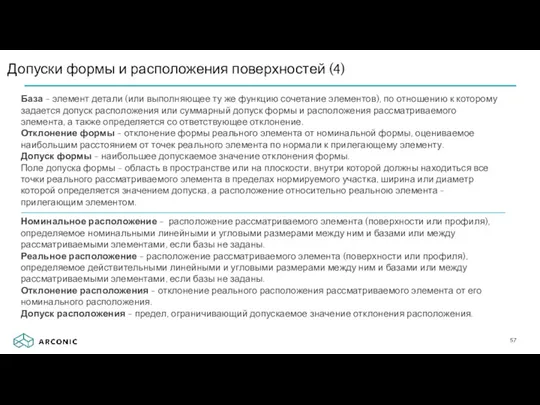
- 57. Допуски формы и расположения поверхностей (4) База - элемент детали (или выполняющее ту же функцию сочетание
- 58. Допуски расположения или формы могут быть зависимыми или независимыми. Зависимый допуск - это допуск расположения или
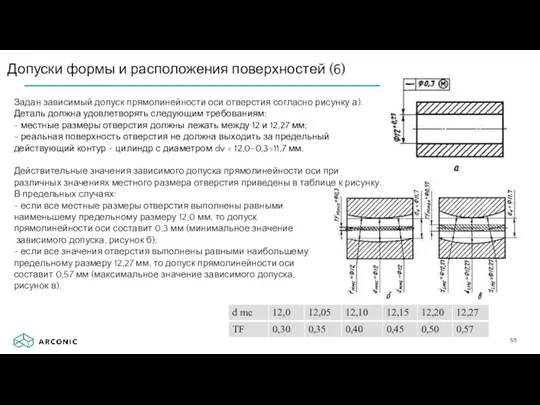
- 59. Допуски формы и расположения поверхностей (6) Задан зависимый допуск прямолинейности оси отверстия согласно рисунку а). Деталь
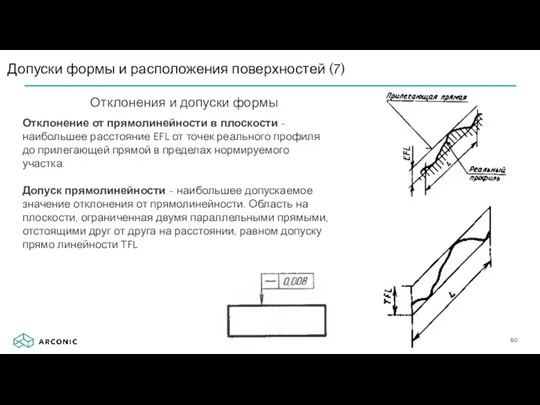
- 60. Допуски формы и расположения поверхностей (7) Отклонения и допуски формы Отклонение от прямолинейности в плоскости -
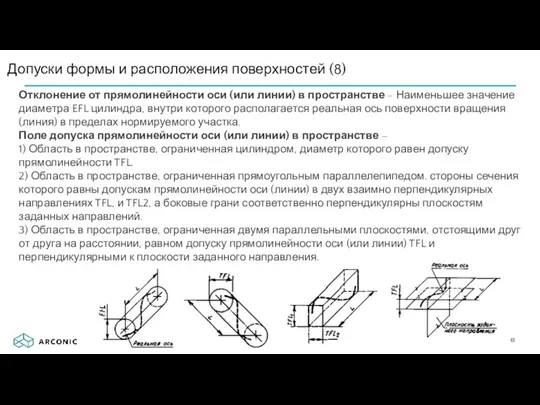
- 61. Допуски формы и расположения поверхностей (8) Отклонение от прямолинейности оси (или линии) в пространстве - Наименьшее
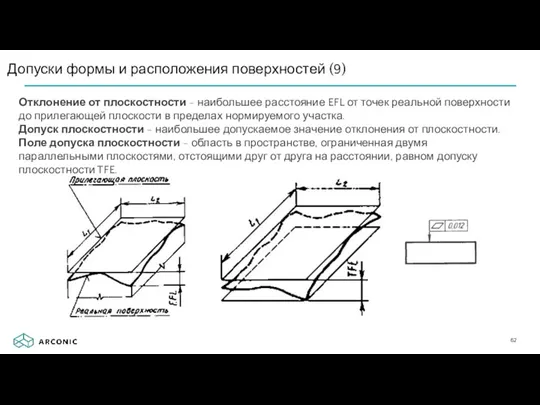
- 62. Допуски формы и расположения поверхностей (9) Отклонение от плоскостности - наибольшее расстояние EFL от точек реальной
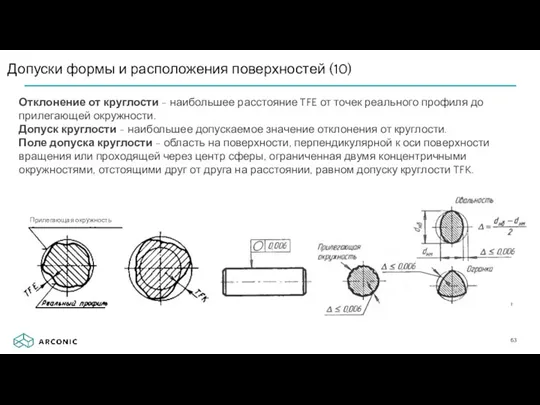
- 63. Допуски формы и расположения поверхностей (10) Отклонение от круглости - наибольшее расстояние TFE от точек реального
- 64. Допуски формы и расположения поверхностей (11) Отклонение от цилиндричности - наибольшее расстояние TFZ от точек реальной
- 65. Допуски формы и расположения поверхностей (12) Отклонение профиля продольного сечения - наибольшее расстояние EFP от точек
- 66. Допуски формы и расположения поверхностей (13) Отклонение от параллельности плоскостей - разность ЕРА наибольшего и наименьшего
- 67. Допуски формы и расположения поверхностей (14) Отклонение от перпендикулярности плоскостей - отклонение угла между плоскостями от
- 68. Отклонение наклона плоскости относительно плоскости или оси (или прямой) - отклонение угла между плоскостью и базовой
- 69. Отклонение от соосности - наибольшее расстояние между осью рассматриваемой поверхности вращения и базой (осью базовой поверхности
- 70. Отклонение от симметричности - наибольшее расстояние между плоскостью симметрии (осью) рассматриваемого элемента (или элементов) и базой
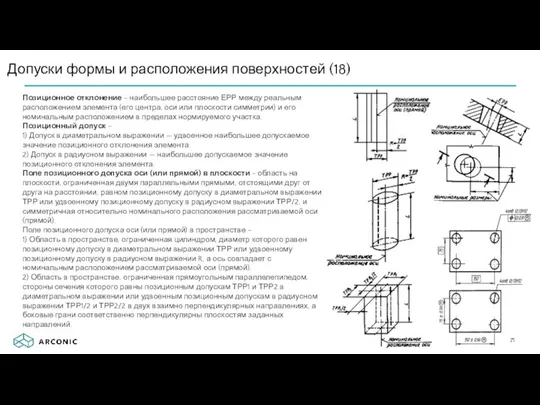
- 71. Допуски формы и расположения поверхностей (18) Позиционное отклонение - наибольшее расстояние ЕРР между реальным расположением элемента
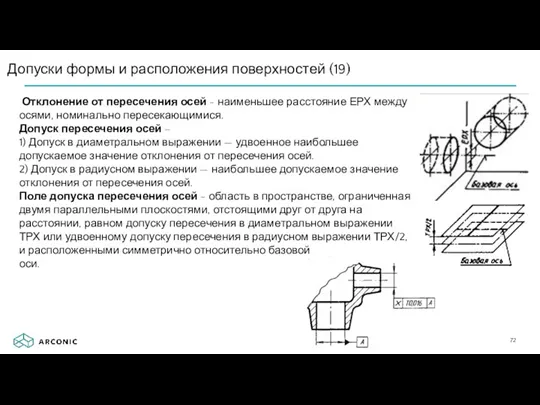
- 72. Допуски формы и расположения поверхностей (19) Отклонение от пересечения осей - наименьшее расстояние ЕРХ между осями,
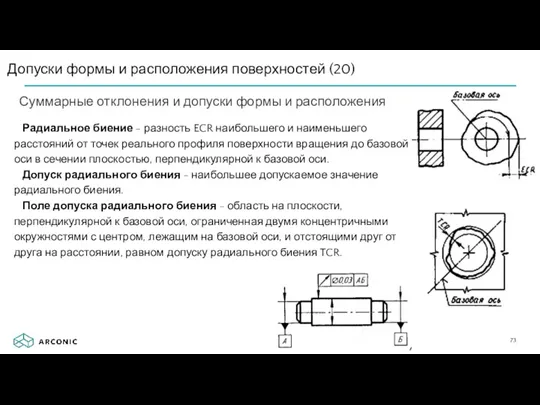
- 73. Допуски формы и расположения поверхностей (20) Суммарные отклонения и допуски формы и расположения Радиальное биение -
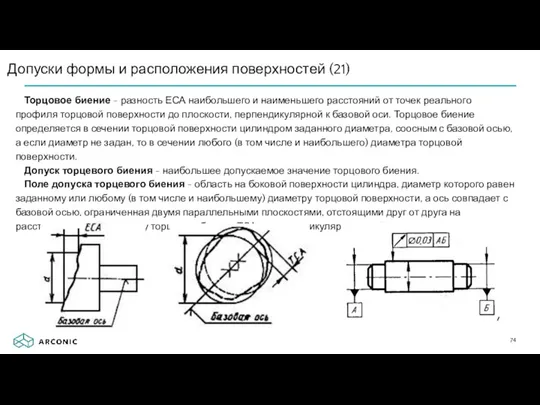
- 74. Допуски формы и расположения поверхностей (21) Торцовое биение - разность ЕСА наибольшего и наименьшего расстояний от
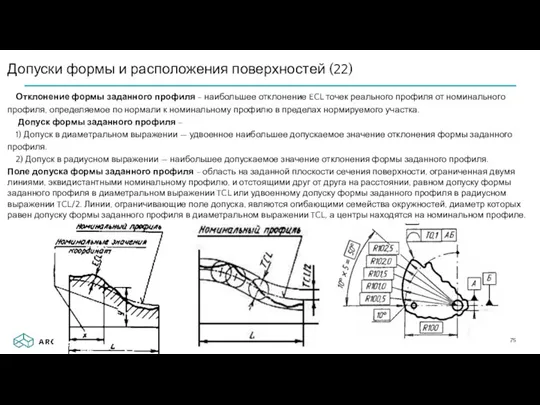
- 75. Допуски формы и расположения поверхностей (22) Отклонение формы заданного профиля - наибольшее отклонение ECL точек реального
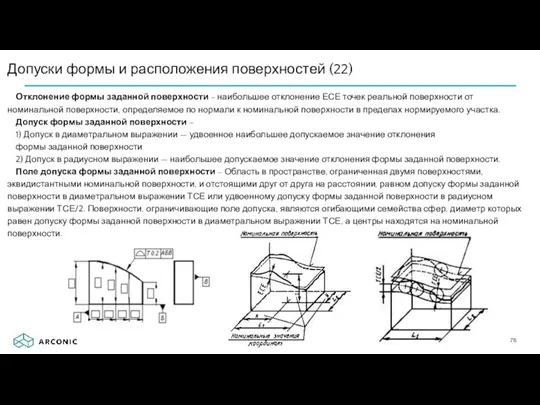
- 76. Допуски формы и расположения поверхностей (22) Отклонение формы заданной поверхности - наибольшее отклонение ЕСЕ точек реальной
- 77. Шероховатость поверхности (1) В процессе формообразования деталей на их поверхности появляется шероховатость – ряд чередующихся выступов
- 78. Шероховатость поверхности (2) Базой для отсчета отклонений профиля является средняя линия профиля. Средняя линия профиля -
- 79. Шероховатость поверхности (3) Количественная оценка шероховатости: Высотные параметры 1.1 Наибольшая высота неровностей профиля Rmax – расстояние
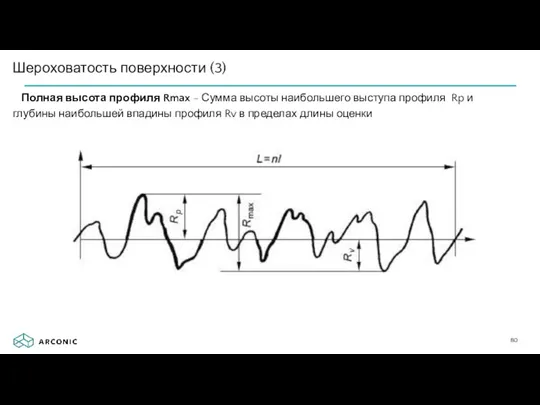
- 80. Шероховатость поверхности (3) Полная высота профиля Rmax - Сумма высоты наибольшего выступа профиля Rp и глубины
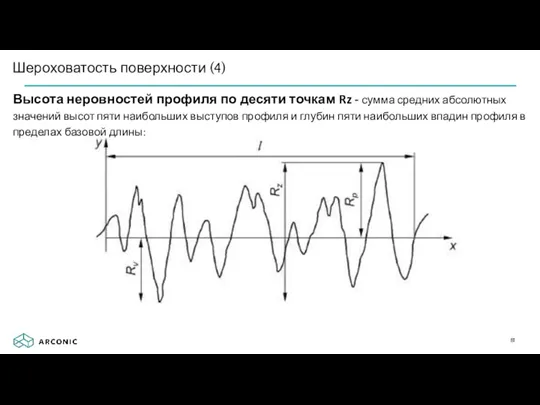
- 81. Шероховатость поверхности (4) Высота неровностей профиля по десяти точкам Rz - сумма средних абсолютных значений высот
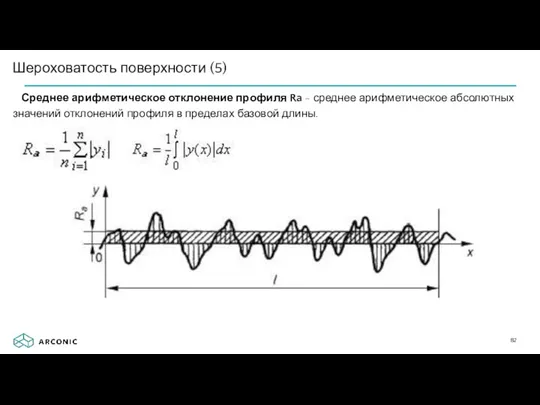
- 82. Шероховатость поверхности (5) Среднее арифметическое отклонение профиля Ra - среднее арифметическое абсолютных значений отклонений профиля в
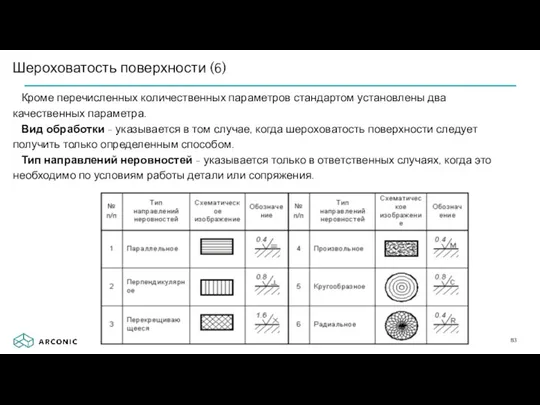
- 83. Шероховатость поверхности (6) Кроме перечисленных количественных параметров стандартом установлены два качественных параметра. Вид обработки - указывается
- 84. Шероховатость поверхности (7) Выбор параметров шероховатости поверхности производится в соответствии с ее функциональным назначением. Основным во
- 85. Шероховатость поверхности (8)
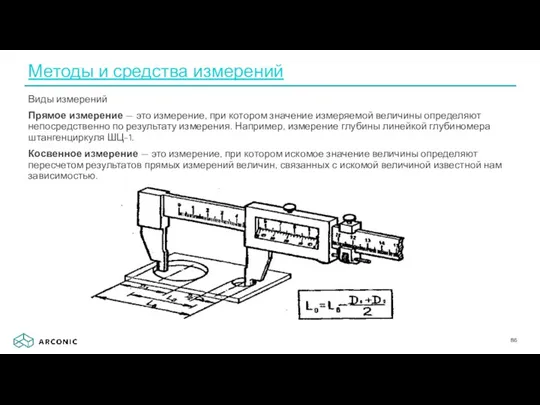
- 86. Виды измерений Прямое измерение — это измерение, при котором значение измеряемой величины определяют непосредственно по результату
- 87. Контактное измерение — это измерение, при котором воспринимающее устройство средства измерений имеет механический контакт с поверхностью
- 88. Метод непосредственной оценки — при этом методе величину измеряемого объекта определяют непосредственно по размерному устройству, имеющемуся
- 89. Средство измерений — техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящие и (или) хранящие
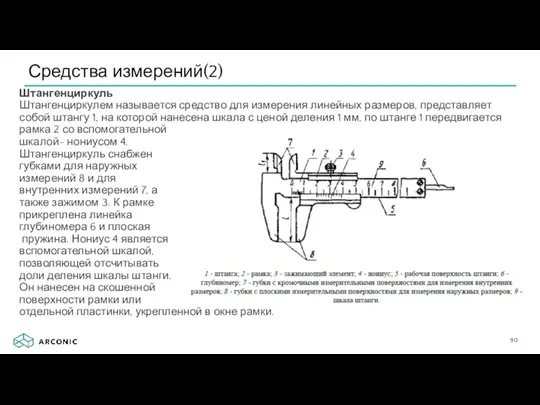
- 90. Штангенциркуль Штангенциркулем называется средство для измерения линейных размеров, представляет собой штангу 1, на которой нанесена шкала
- 91. Порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса: 1) Читают число целых миллиметров, для этого
- 92. Средства измерений(4)
- 93. Микрометр гладкий. Гладким микрометром называется средство для измерения наружных линейных размеров, основанием которого является скоба а
- 94. Средства измерений(6)
- 95. Индикатор часового типа. Индикатором часового типа называется измерительная головка, т.е. средство измерений, имеющее механическую передачу, которая
- 96. ВИДЫ ИЗДЕЛИЙ Изделие - предмет или совокупность предметов производства, подлежащих изготовлению на предприятии. Изделия в зависимости
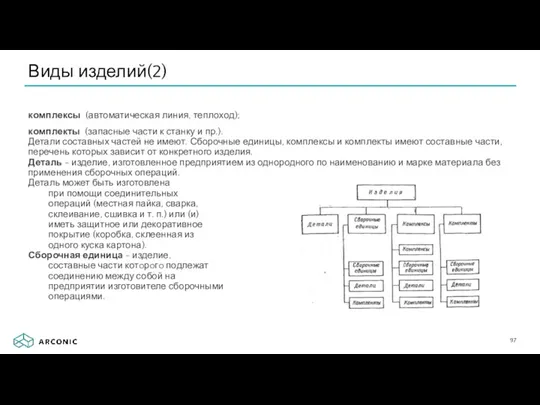
- 97. комплексы (автоматическая линия, теплоход); комплекты (запасные части к станку и пр.). Детали составных частей не имеют.
- 98. Комплекс - два и более специфицированных изделий взаимосвязанного назначения, не соединенных на предприятии-изготовителе сборочными операциями, но
- 99. Виды изделий(4) Комплект - два и более изделий, не соединенных на предприятии сборочными операциями и представляющих
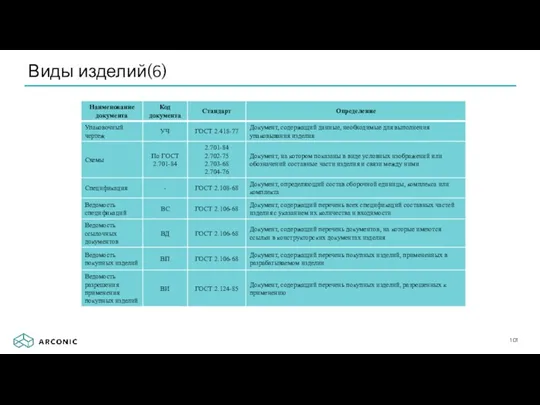
- 100. Номенклатура документов: Виды изделий(5)
- 101. Виды изделий(6)
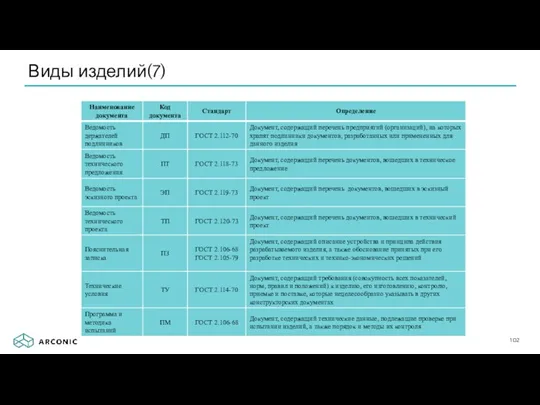
- 102. Виды изделий(7)
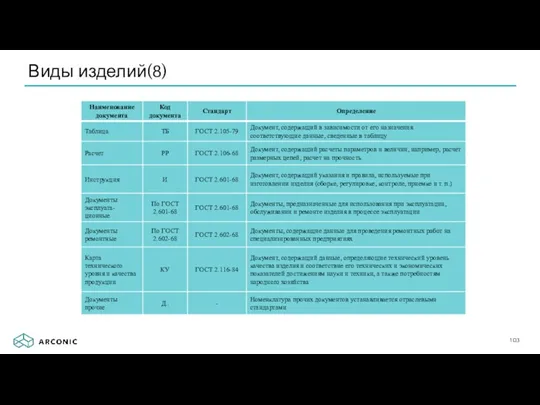
- 103. Виды изделий(8)
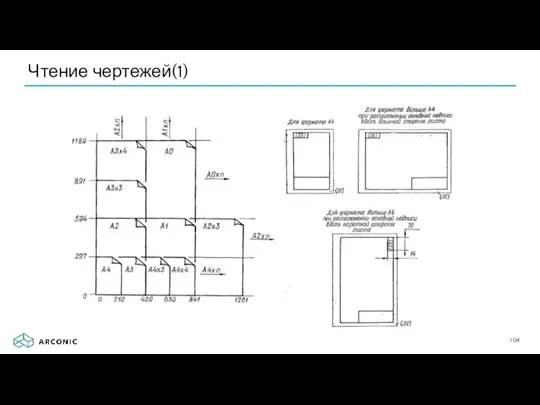
- 104. Чтение чертежей(1)
- 105. Чтение чертежей(2)
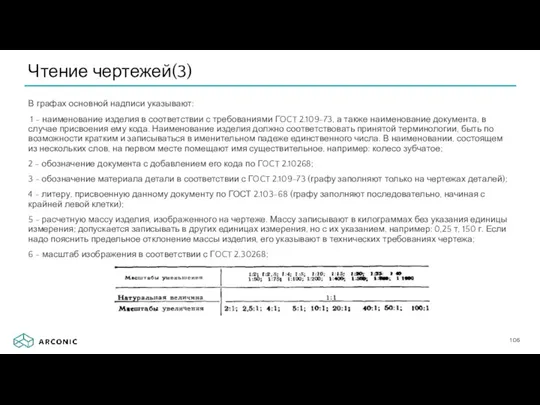
- 106. В графах основной надписи указывают: 1 - наименование изделия в соответствии с требованиями ГOCT 2.109-73, а
- 107. 7 - порядковый номер листа документа. На документах, состоящих из одного листа, графу не заполняют; 8-
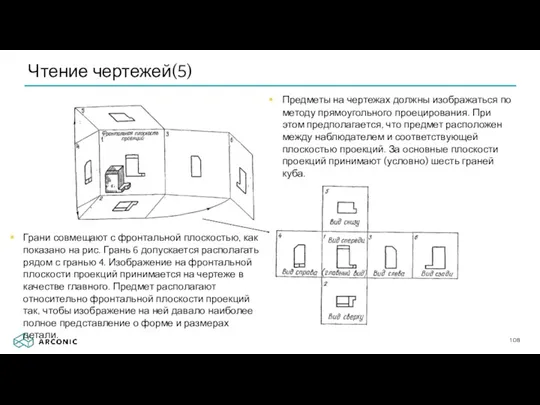
- 108. Чтение чертежей(5) Предметы на чертежах должны изображаться по методу прямоугольного проецирования. При этом предполагается, что предмет
- 109. Чтение чертежей(6) В зависимости от содержания изображения разделяют на виды, разрезы, сечения. Количество их должно быть
- 110. Вид - изображение обращенной к наблюдателю видимой части поверхности предмета. Названия видов на чертежах надписывать не
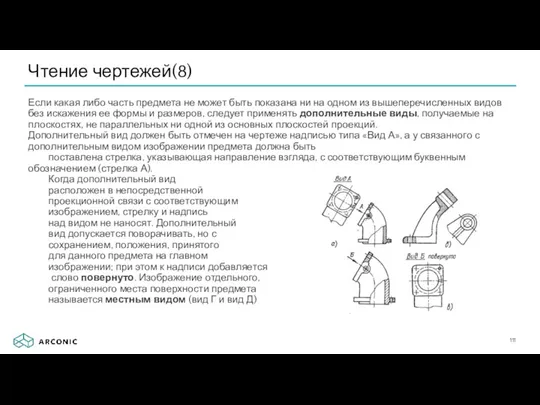
- 111. Чтение чертежей(8) Если какая либо часть предмета не может быть показана ни на одном из вышеперечисленных
- 112. Чтение чертежей(9) Разрезом называется изображение предмета, мысленно рассеченного одной или несколькими плоскостями, при этом мыслепное рассечение
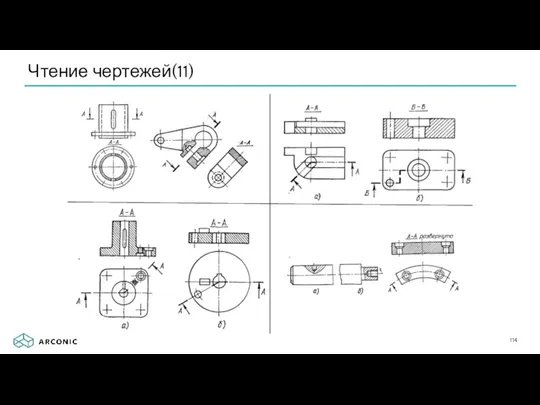
- 113. Чтение чертежей(10) Разрезы разделяются в зависимости от положения секущей плоскости относительно горизонтальной плоскости на горизонтальные, вертикальные
- 114. Чтение чертежей(11)
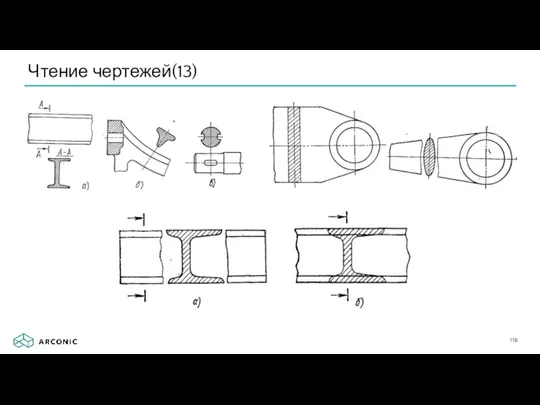
- 115. Чтение чертежей(12) Сечение - изображение фигуры, получающейся при мысленном рассечении предмета одной или несколькими плоскостями. На
- 116. Чтение чертежей(13)
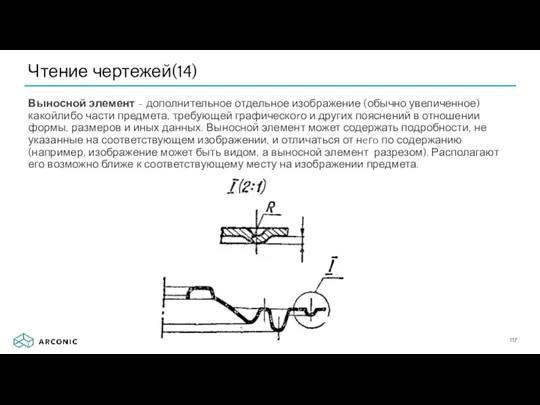
- 117. Чтение чертежей(14) Выносной элемент - дополнительное отдельное изображение (обычно увеличенное) какойлибо части предмета, требующей графическоrо и
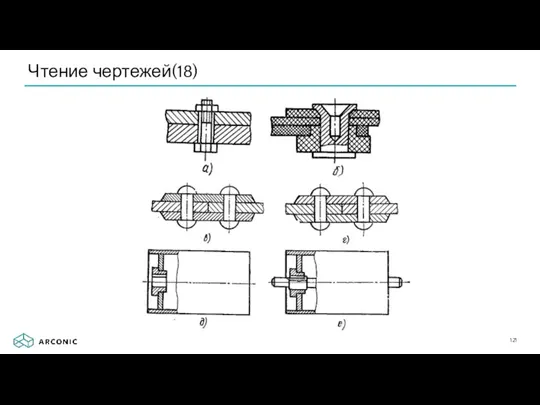
- 118. Чтение чертежей(15) Если вид, разрез или сечение представляют симметричную фигуру, допускается вычерчивать половину изображения или немного
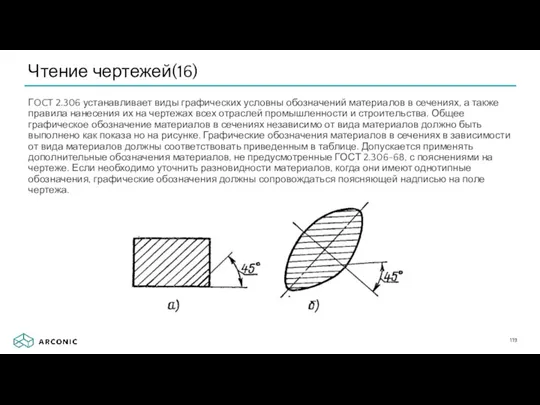
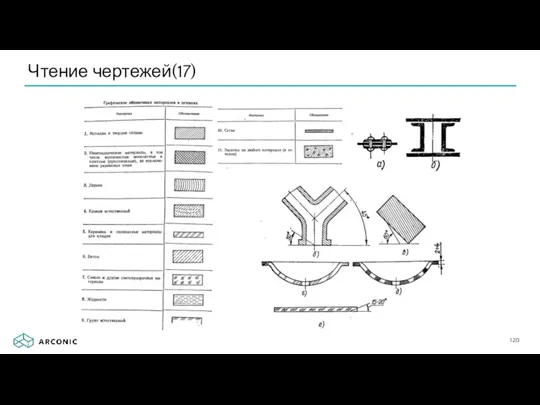
- 119. Чтение чертежей(16) ГOCT 2.306 устанавливает виды графических условны обозначений материалов в сечениях, а также правила нанесения
- 120. Чтение чертежей(17)
- 121. Чтение чертежей(18)
- 122. Чтение чертежей(19) Основанием для определения величины изображаемого изделия и eгo элементов служат размерные числа, нанесенные на
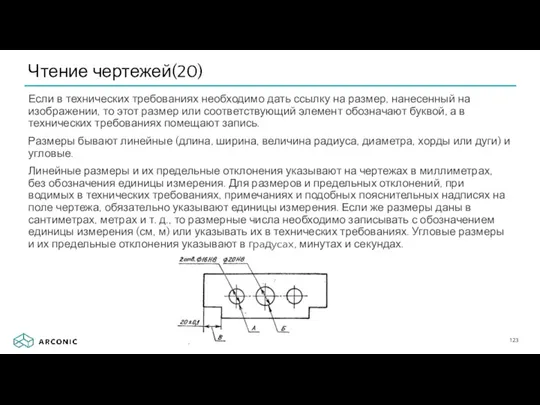
- 123. Чтение чертежей(20) Если в технических требованиях необходимо дать ссылку на размер, нанесенный на изображении, то этот
- 124. Чтение чертежей(21) Размеры на чертежах не допускается наносить в виде замкнутой цепи, за исключениемl случаев, когда
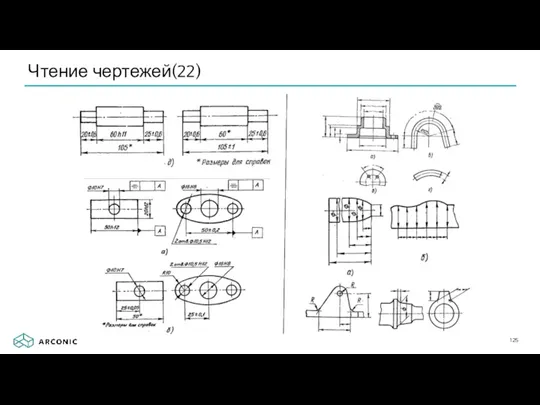
- 125. Чтение чертежей(22)
- 126. Чтение чертежей(23)
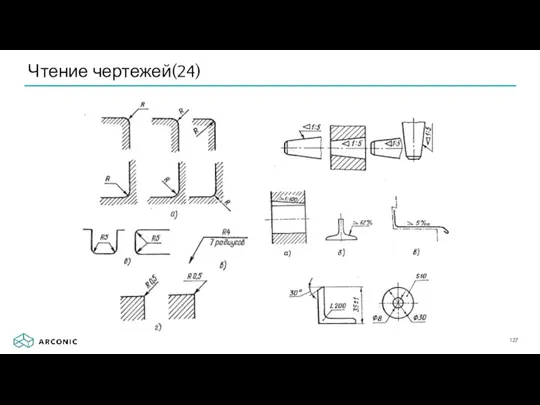
- 127. Чтение чертежей(24)
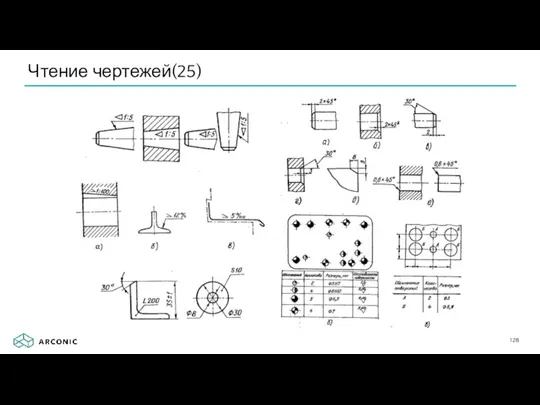
- 128. Чтение чертежей(25)
- 129. Чтение чертежей(26)
- 130. Чтение чертежей(27)
- 132. Скачать презентацию
Содержание :
Допуски и посадки гладких цилиндрических соединений
Принципы формирования посадок гладких цилиндрических
Содержание :
Допуски и посадки гладких цилиндрических соединений
Принципы формирования посадок гладких цилиндрических
Технологичность изделия можно рассматривать как соответствие его технологических характеристик (например трудоемкость
Технологичность изделия можно рассматривать как соответствие его технологических характеристик (например трудоемкость
Точность деталей по геометрическим параметрам есть совокупность понятий, подразделяющихся по следующим
Точность деталей по геометрическим параметрам есть совокупность понятий, подразделяющихся по следующим
Определения, принятые в ЕСДП (ГОСТ 25346-2013):
Вал : наружный размерный элемент детали.
Отверстие
Определения, принятые в ЕСДП (ГОСТ 25346-2013):
Вал : наружный размерный элемент детали.
Отверстие
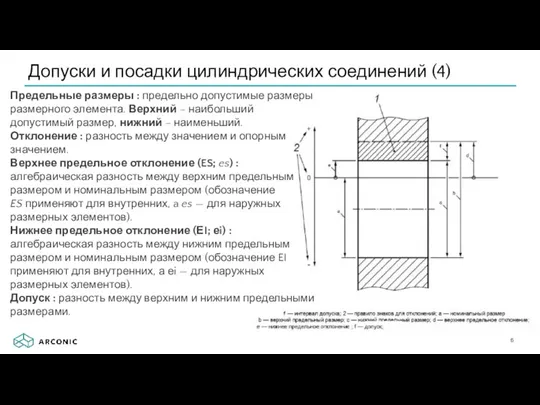
Предельные размеры : предельно допустимые размеры
размерного элемента. Верхний – наибольший
Предельные размеры : предельно допустимые размеры
размерного элемента. Верхний – наибольший
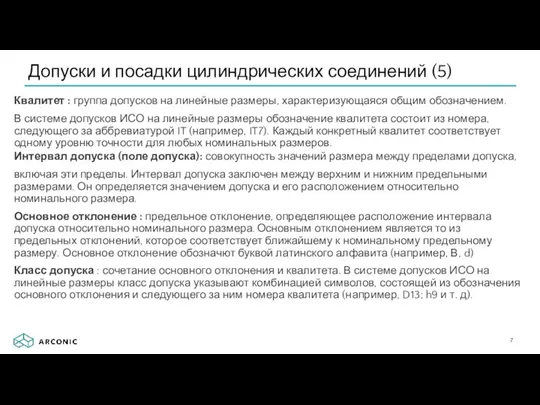
Квалитет : группа допусков на линейные размеры, характеризующаяся общим обозначением.
В системе
Квалитет : группа допусков на линейные размеры, характеризующаяся общим обозначением.
В системе
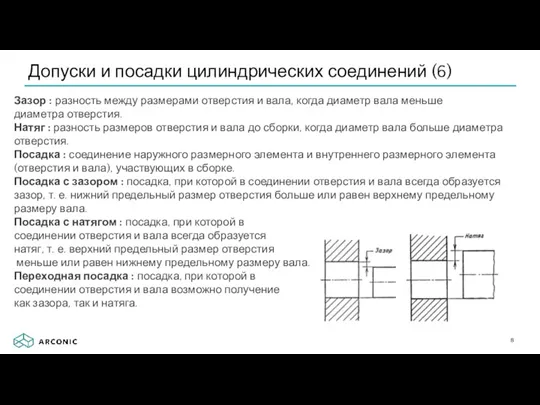
Зазор : разность между размерами отверстия и вала, когда диаметр вала
Зазор : разность между размерами отверстия и вала, когда диаметр вала
Допуски и посадки цилиндрических соединений (7)
Допуски и посадки цилиндрических соединений (7)

Допуски и посадки цилиндрических соединений (8)
Допуски и посадки цилиндрических соединений (8)
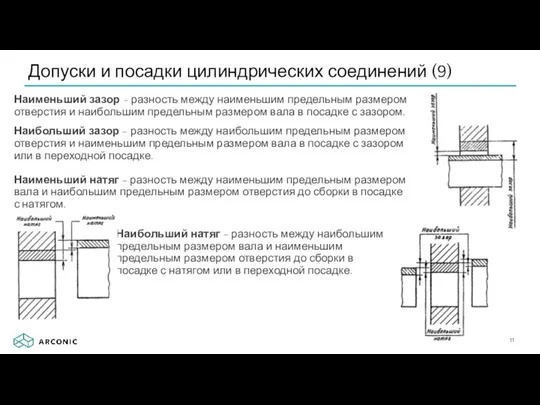
Наименьший зазор - разность между наименьшим предельным размером
отверстия и наибольшим предельным
Наименьший зазор - разность между наименьшим предельным размером
отверстия и наибольшим предельным
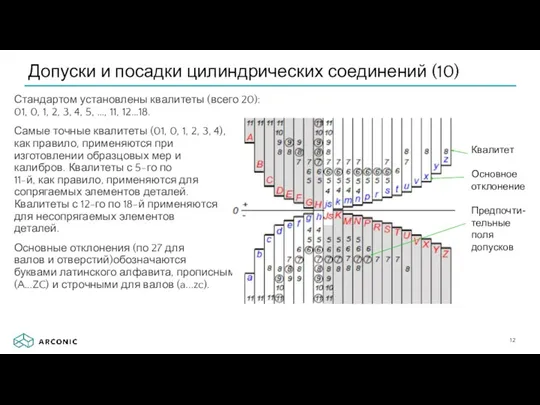
Стандартом установлены квалитеты (всего 20):
01, 0, 1, 2, 3, 4,
Стандартом установлены квалитеты (всего 20):
01, 0, 1, 2, 3, 4,
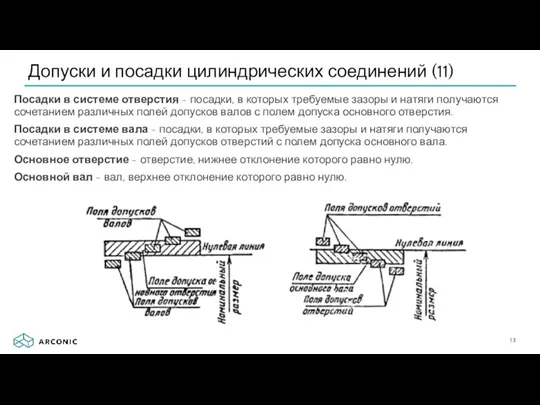
Посадки в системе отверстия - посадки, в которых требуемые зазоры и
Посадки в системе отверстия - посадки, в которых требуемые зазоры и
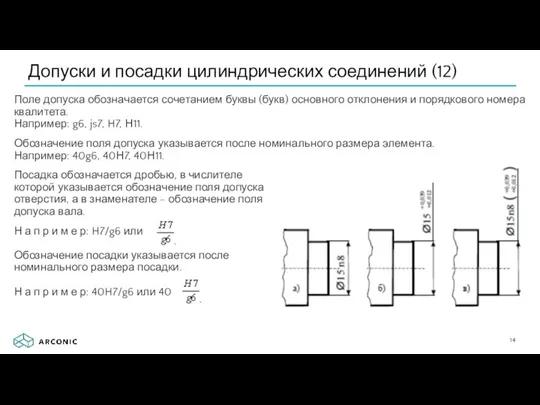
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера
Поле допуска обозначается сочетанием буквы (букв) основного отклонения и порядкового номера
Правила образования посадок
1. Можно применять любое сочетание полей допусков, установленных стандартом.
2.
Правила образования посадок
1. Можно применять любое сочетание полей допусков, установленных стандартом.
2.
Выбор посадок производится одним из трех методов.
1. Метод прецедентов, или аналогов.
Выбор посадок производится одним из трех методов.
1. Метод прецедентов, или аналогов.
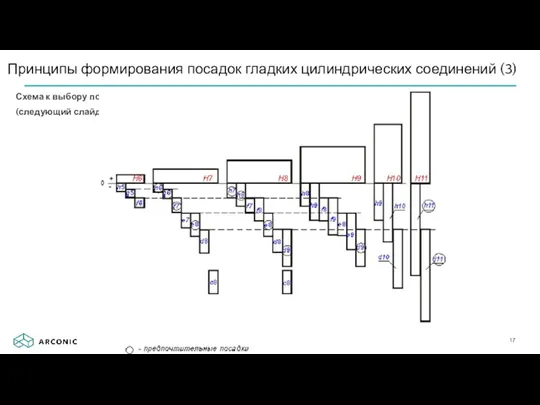
Схема к выбору посадок с зазором по рекомендациям
(следующий слайд)
Принципы формирования посадок
Схема к выбору посадок с зазором по рекомендациям
(следующий слайд)
Принципы формирования посадок
Рекомендации по выбору посадок с зазором.
Посадки с минимальным зазором Smin равным
Рекомендации по выбору посадок с зазором.
Посадки с минимальным зазором Smin равным
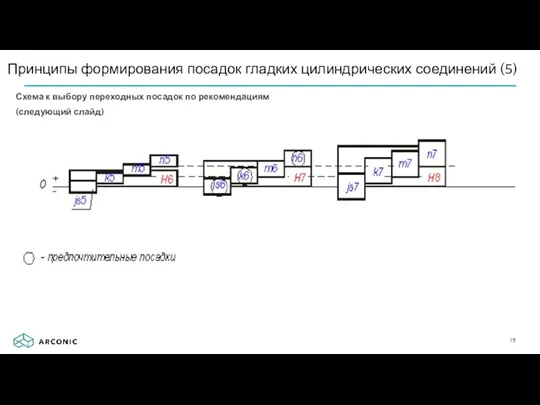
Схема к выбору переходных посадок по рекомендациям
(следующий слайд)
Принципы формирования посадок гладких
Схема к выбору переходных посадок по рекомендациям
(следующий слайд)
Принципы формирования посадок гладких
Рекомендации по выбору переходных посадок.
Переходные посадки в системе отверстия образуются сочетанием
Рекомендации по выбору переходных посадок.
Переходные посадки в системе отверстия образуются сочетанием
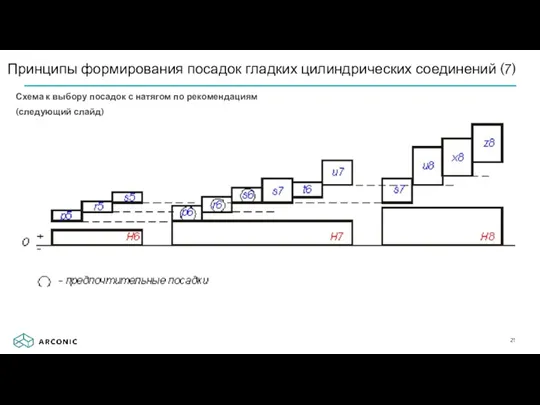
Схема к выбору посадок с натягом по рекомендациям
(следующий слайд)
Принципы формирования посадок
Схема к выбору посадок с натягом по рекомендациям
(следующий слайд)
Принципы формирования посадок
Рекомендации по выбору посадок с натягом.
Посадки с натягом в системе отверстия
Рекомендации по выбору посадок с натягом.
Посадки с натягом в системе отверстия
В качестве единицы измерения угла приняты: в градусной системе градус (°)
В качестве единицы измерения угла приняты: в градусной системе градус (°)
Допуском угла AT называется разность между наибольшим a max и наименьшим
Допуском угла AT называется разность между наибольшим a max и наименьшим
Основание конуса — круг, образованный пересечением конической
поверхности с плоскостью, перпендикулярной
Основание конуса — круг, образованный пересечением конической
поверхности с плоскостью, перпендикулярной
Нормальные конусности. По ГОСТ 8593—81 для машиностроения в качестве нормальных приняты
Нормальные конусности. По ГОСТ 8593—81 для машиностроения в качестве нормальных приняты
Посадка, полученная совмещением конструктивных элементов
Получается, например, доведением «встык» торцевых поверхностей. Здесь
Посадка, полученная совмещением конструктивных элементов
Получается, например, доведением «встык» торцевых поверхностей. Здесь
Посадка, полученная выполнением заданного базорасстояния Zpf между базовыми плоскостями соединенных конусов.
Посадка, полученная выполнением заданного базорасстояния Zpf между базовыми плоскостями соединенных конусов.
Посадка, полученная заданным осевым смещением Еa сопрягаемых конусов от их начального
Посадка, полученная заданным осевым смещением Еa сопрягаемых конусов от их начального
Посадки с фиксацией по заданному усилию запрессовки наружного конуса во внутренний.
Посадки с фиксацией по заданному усилию запрессовки наружного конуса во внутренний.
Обозначение гладких конических соединений на чертежах. Эти обозначения проставляют в соответствии
Обозначение гладких конических соединений на чертежах. Эти обозначения проставляют в соответствии
Шпоночное соединение – многоразмерное соединение трех деталей, предназначенное, главным образом, для
Шпоночное соединение – многоразмерное соединение трех деталей, предназначенное, главным образом, для
Допуски и посадки типовых соединений (2)
Допуски и посадки типовых соединений (2)
Соединение призматическими шпонками
Соединение сегментными шпонками
Допуски и посадки типовых соединений (3)
Соединение призматическими шпонками
Соединение сегментными шпонками
Допуски и посадки типовых соединений (3)
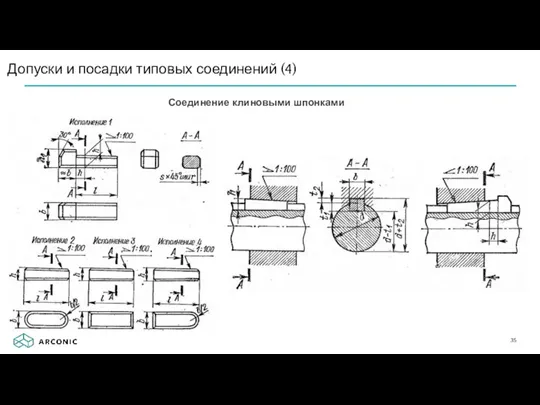
Соединение клиновыми шпонками
Допуски и посадки типовых соединений (4)
Соединение клиновыми шпонками
Допуски и посадки типовых соединений (4)
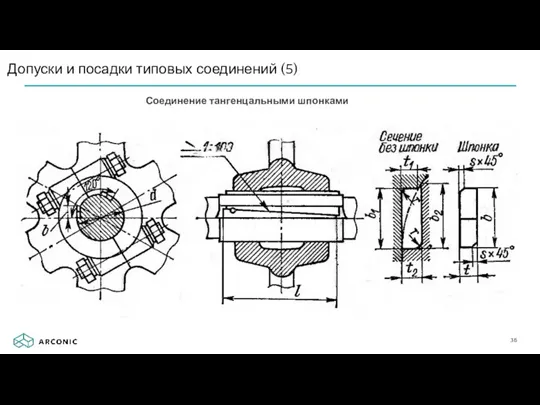
Соединение тангенцальными шпонками
Допуски и посадки типовых соединений (5)
Соединение тангенцальными шпонками
Допуски и посадки типовых соединений (5)
Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в
соединениях
Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в
соединениях
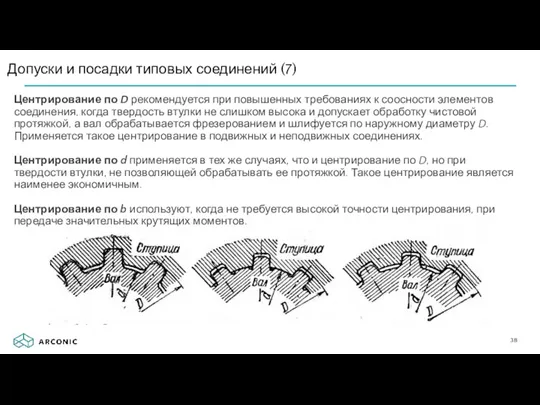
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов
соединения, когда
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов
соединения, когда
Допуски и посадки типовых соединений (8)
Допуски и посадки типовых соединений (8)

Допуски и посадки типовых соединений (9)
Допуски и посадки типовых соединений (9)
Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что
Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что
Допуски и посадки типовых соединений (11)
Допуски и посадки типовых соединений (11)
Допуски и посадки типовых соединений (12)
Допуски и посадки типовых соединений (12)
Допуски и посадки типовых соединений (13)
Допуски и посадки типовых соединений (13)
Резьбовые соединения
Параметры метрической резьбы.
Профиль метрической резьбы имеет
вид расположенных в
Резьбовые соединения
Параметры метрической резьбы.
Профиль метрической резьбы имеет
вид расположенных в
Допуски и посадки типовых соединений (15)
Допуски и посадки типовых соединений (15)
Шаг резьбы Р — это расстояние между соседними одноименными боковыми сторонами
Шаг резьбы Р — это расстояние между соседними одноименными боковыми сторонами
Структура построения допусков резьбы аналогична структуре допусков гладких цилиндрических соединений. В
Структура построения допусков резьбы аналогична структуре допусков гладких цилиндрических соединений. В
Допуски и посадки типовых соединений (19)
Допуски и посадки типовых соединений (19)
Основные отклонения и поля допусков диаметров резьбы откладываются от размеров номинального
Основные отклонения и поля допусков диаметров резьбы откладываются от размеров номинального
Для метрической крепежной резьбы предусмотрены три группы посадок: посадки с зазором
Для метрической крепежной резьбы предусмотрены три группы посадок: посадки с зазором
Поля допусков диаметров резьбы образуются из степеней точности (величин допусков) и
Поля допусков диаметров резьбы образуются из степеней точности (величин допусков) и
Развернутое обозначение резьбовых соединений на чертежах:
болт М24хРh3Р1,5-7g6h-18-LН
Читается так: резьба
Развернутое обозначение резьбовых соединений на чертежах:
болт М24хРh3Р1,5-7g6h-18-LН
Читается так: резьба
Точность геометрических параметров деталей характеризуется не только точностью размеров элементов, но
Точность геометрических параметров деталей характеризуется не только точностью размеров элементов, но
Реальная поверхность - поверхность, ограничивающая деталь и отделяющая ее от окружающей
Реальная поверхность - поверхность, ограничивающая деталь и отделяющая ее от окружающей
Допуски формы и расположения поверхностей (3)
Прилегающая плоскость - плоскость, соприкасающаяся с
Допуски формы и расположения поверхностей (3)
Прилегающая плоскость - плоскость, соприкасающаяся с
Допуски формы и расположения поверхностей (4)
База - элемент детали (или выполняющее
Допуски формы и расположения поверхностей (4)
База - элемент детали (или выполняющее
Допуски расположения или формы могут быть зависимыми или независимыми.
Зависимый допуск -
Допуски расположения или формы могут быть зависимыми или независимыми.
Зависимый допуск -
Допуски формы и расположения поверхностей (6)
Задан зависимый допуск прямолинейности оси отверстия
Допуски формы и расположения поверхностей (6)
Задан зависимый допуск прямолинейности оси отверстия
Допуски формы и расположения поверхностей (7)
Отклонения и допуски формы
Отклонение от
Допуски формы и расположения поверхностей (7)
Отклонения и допуски формы
Отклонение от
Допуски формы и расположения поверхностей (8)
Отклонение от прямолинейности оси (или линии)
Допуски формы и расположения поверхностей (8)
Отклонение от прямолинейности оси (или линии)
Допуски формы и расположения поверхностей (9)
Отклонение от плоскостности - наибольшее расстояние
Допуски формы и расположения поверхностей (9)
Отклонение от плоскостности - наибольшее расстояние
Допуски формы и расположения поверхностей (10)
Отклонение от круглости - наибольшее расстояние
Допуски формы и расположения поверхностей (10)
Отклонение от круглости - наибольшее расстояние
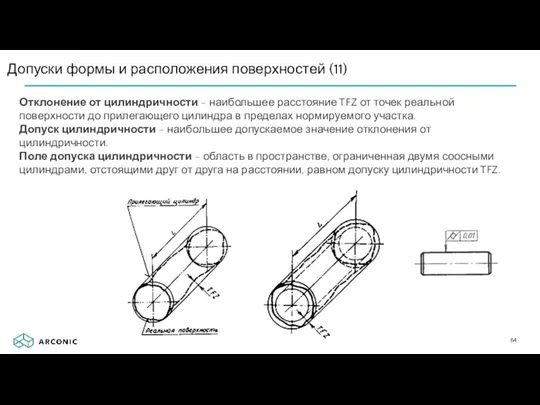
Допуски формы и расположения поверхностей (11)
Отклонение от цилиндричности - наибольшее расстояние
Допуски формы и расположения поверхностей (11)
Отклонение от цилиндричности - наибольшее расстояние
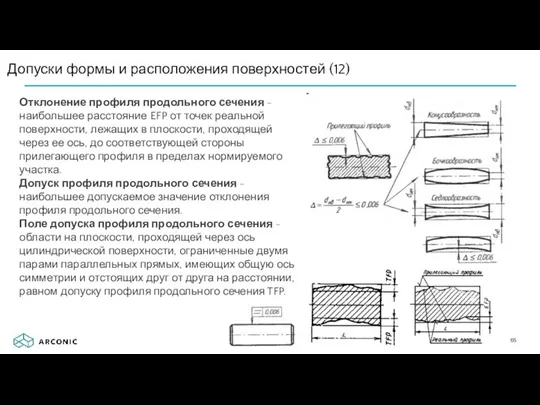
Допуски формы и расположения поверхностей (12)
Отклонение профиля продольного сечения - наибольшее
Допуски формы и расположения поверхностей (12)
Отклонение профиля продольного сечения - наибольшее
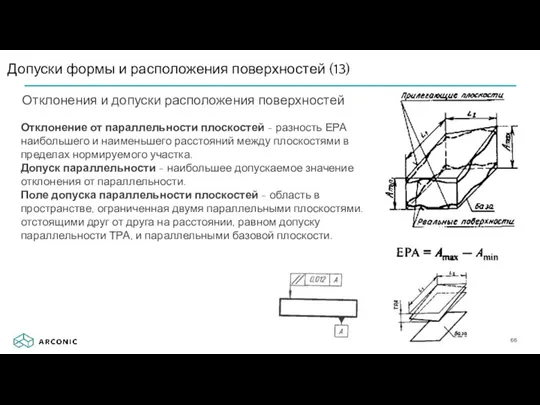
Допуски формы и расположения поверхностей (13)
Отклонение от параллельности плоскостей - разность
Допуски формы и расположения поверхностей (13)
Отклонение от параллельности плоскостей - разность

Допуски формы и расположения поверхностей (14)
Отклонение от перпендикулярности плоскостей - отклонение
Допуски формы и расположения поверхностей (14)
Отклонение от перпендикулярности плоскостей - отклонение
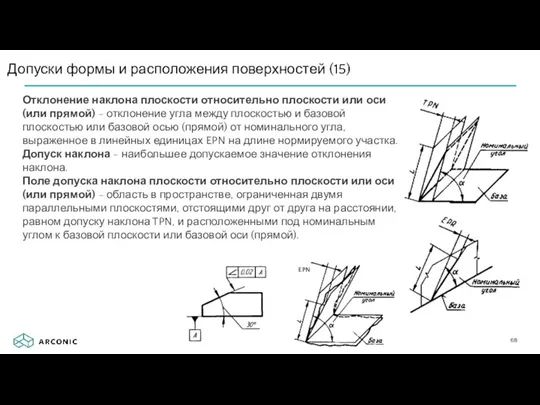
Отклонение наклона плоскости относительно плоскости или оси (или прямой) - отклонение
Отклонение наклона плоскости относительно плоскости или оси (или прямой) - отклонение
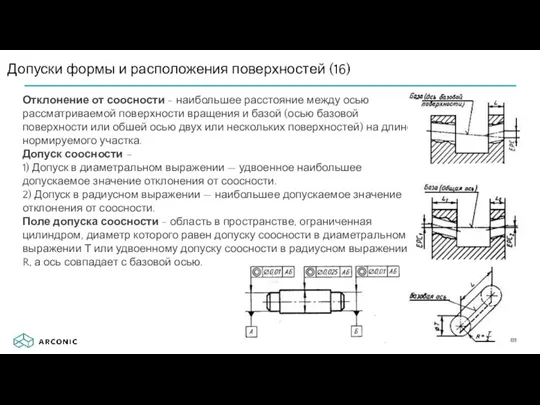
Отклонение от соосности - наибольшее расстояние между осью рассматриваемой поверхности вращения
Отклонение от соосности - наибольшее расстояние между осью рассматриваемой поверхности вращения

Отклонение от симметричности - наибольшее расстояние между плоскостью симметрии (осью) рассматриваемого
Отклонение от симметричности - наибольшее расстояние между плоскостью симметрии (осью) рассматриваемого
Допуски формы и расположения поверхностей (18)
Позиционное отклонение - наибольшее расстояние ЕРР
Допуски формы и расположения поверхностей (18)
Позиционное отклонение - наибольшее расстояние ЕРР
Допуски формы и расположения поверхностей (19)
Отклонение от пересечения осей -
Допуски формы и расположения поверхностей (19)
Отклонение от пересечения осей -
Допуски формы и расположения поверхностей (20)
Суммарные отклонения и допуски формы
Допуски формы и расположения поверхностей (20)
Суммарные отклонения и допуски формы
Допуски формы и расположения поверхностей (21)
Торцовое биение - разность ЕСА наибольшего
Допуски формы и расположения поверхностей (21)
Торцовое биение - разность ЕСА наибольшего
Допуски формы и расположения поверхностей (22)
Отклонение формы заданного профиля - наибольшее
Допуски формы и расположения поверхностей (22)
Отклонение формы заданного профиля - наибольшее
Допуски формы и расположения поверхностей (22)
Отклонение формы заданной поверхности - наибольшее
Допуски формы и расположения поверхностей (22)
Отклонение формы заданной поверхности - наибольшее
Шероховатость поверхности (1)
В процессе формообразования деталей на их поверхности появляется шероховатость
Шероховатость поверхности (1)
В процессе формообразования деталей на их поверхности появляется шероховатость
Шероховатость поверхности (2)
Базой для отсчета отклонений профиля является средняя линия профиля.
Средняя
Шероховатость поверхности (2)
Базой для отсчета отклонений профиля является средняя линия профиля.
Средняя
Шероховатость поверхности (3)
Количественная оценка шероховатости:
Высотные параметры
1.1 Наибольшая высота неровностей профиля Rmax
Шероховатость поверхности (3)
Количественная оценка шероховатости:
Высотные параметры
1.1 Наибольшая высота неровностей профиля Rmax
Шероховатость поверхности (3)
Полная высота профиля Rmax - Сумма высоты наибольшего выступа
Шероховатость поверхности (3)
Полная высота профиля Rmax - Сумма высоты наибольшего выступа
Шероховатость поверхности (4)
Высота неровностей профиля по десяти точкам Rz - сумма
Шероховатость поверхности (4)
Высота неровностей профиля по десяти точкам Rz - сумма
Шероховатость поверхности (5)
Среднее арифметическое отклонение профиля Ra - среднее арифметическое абсолютных
Шероховатость поверхности (5)
Среднее арифметическое отклонение профиля Ra - среднее арифметическое абсолютных
Шероховатость поверхности (6)
Кроме перечисленных количественных параметров стандартом установлены два качественных параметра.
Вид
Шероховатость поверхности (6)
Кроме перечисленных количественных параметров стандартом установлены два качественных параметра.
Вид
Шероховатость поверхности (7)
Выбор параметров шероховатости поверхности производится в соответствии с ее
Шероховатость поверхности (7)
Выбор параметров шероховатости поверхности производится в соответствии с ее
Шероховатость поверхности (8)
Шероховатость поверхности (8)
Виды измерений
Прямое измерение — это измерение, при котором значение измеряемой величины
Виды измерений
Прямое измерение — это измерение, при котором значение измеряемой величины
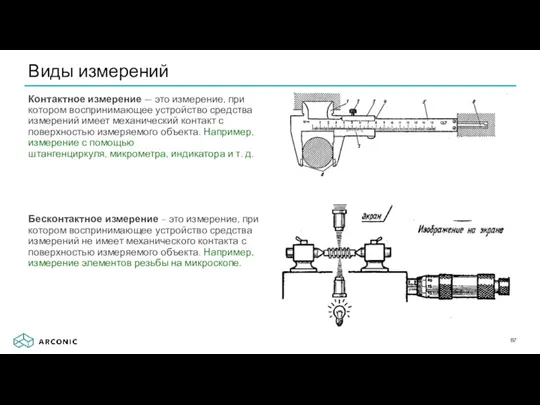
Контактное измерение — это измерение, при
котором воспринимающее устройство средства
измерений
Контактное измерение — это измерение, при
котором воспринимающее устройство средства
измерений

Метод непосредственной оценки — при этом методе величину измеряемого объекта определяют
Метод непосредственной оценки — при этом методе величину измеряемого объекта определяют
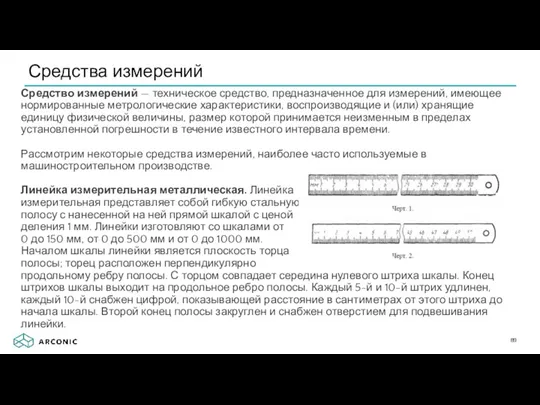
Средство измерений — техническое средство, предназначенное для измерений, имеющее нормированные метрологические
Средство измерений — техническое средство, предназначенное для измерений, имеющее нормированные метрологические
Штангенциркуль
Штангенциркулем называется средство для измерения линейных размеров, представляет собой штангу 1,
Штангенциркуль
Штангенциркулем называется средство для измерения линейных размеров, представляет собой штангу 1,
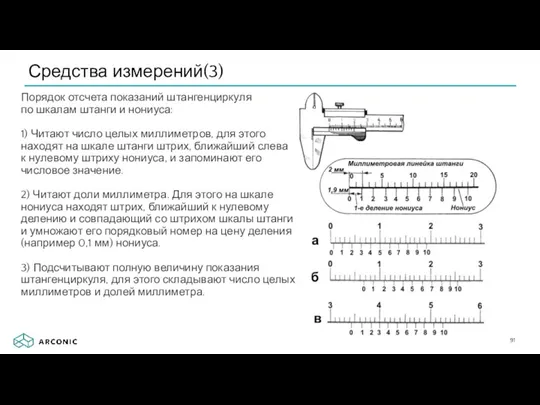
Порядок отсчета показаний штангенциркуля
по шкалам штанги и нониуса:
1) Читают число
Порядок отсчета показаний штангенциркуля
по шкалам штанги и нониуса:
1) Читают число

Средства измерений(4)
Средства измерений(4)
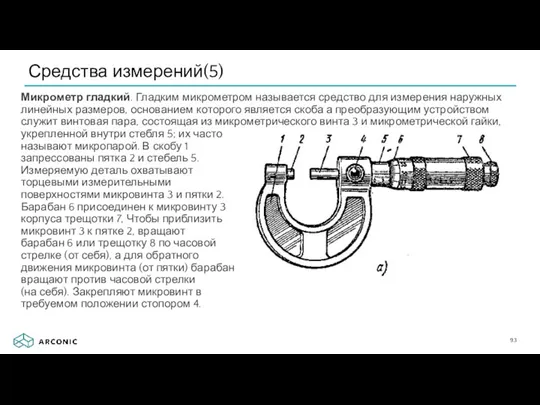
Микрометр гладкий. Гладким микрометром называется средство для измерения наружных линейных размеров,
Микрометр гладкий. Гладким микрометром называется средство для измерения наружных линейных размеров,
Средства измерений(6)
Средства измерений(6)
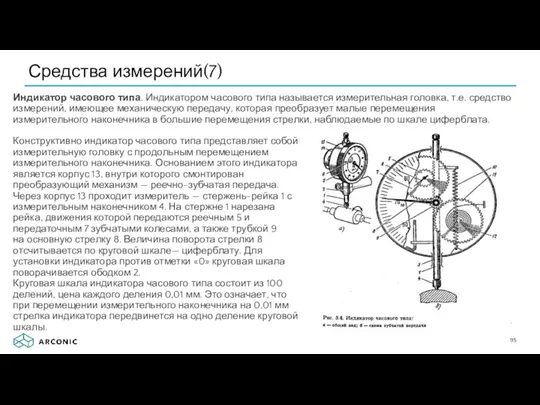
Индикатор часового типа. Индикатором часового типа называется измерительная головка, т.е. средство
Индикатор часового типа. Индикатором часового типа называется измерительная головка, т.е. средство
ВИДЫ ИЗДЕЛИЙ
Изделие - предмет или совокупность предметов производства, подлежащих изготовлению на
ВИДЫ ИЗДЕЛИЙ
Изделие - предмет или совокупность предметов производства, подлежащих изготовлению на
комплексы (автоматическая линия, теплоход);
комплекты (запасные части к станку и пр.).
комплексы (автоматическая линия, теплоход);
комплекты (запасные части к станку и пр.).

Комплекс - два и более специфицированных изделий взаимосвязанного назначения, не соединенных
Комплекс - два и более специфицированных изделий взаимосвязанного назначения, не соединенных
Виды изделий(4)
Комплект - два и более изделий, не соединенных на предприятии
Виды изделий(4)
Комплект - два и более изделий, не соединенных на предприятии
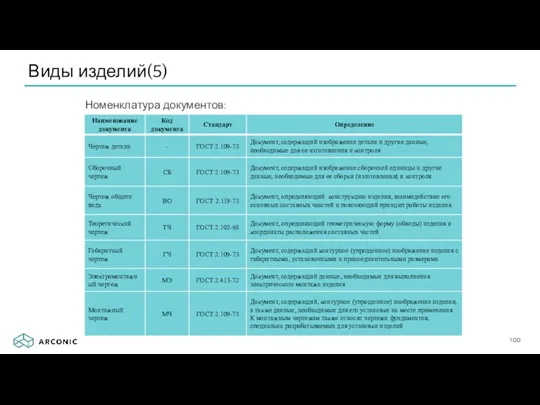
Номенклатура документов:
Виды изделий(5)
Номенклатура документов:
Виды изделий(5)
Виды изделий(6)
Виды изделий(6)
Виды изделий(7)
Виды изделий(7)
Виды изделий(8)
Виды изделий(8)
Чтение чертежей(1)
Чтение чертежей(1)
Чтение чертежей(2)
Чтение чертежей(2)
В графах основной надписи указывают:
1 - наименование изделия в соответствии
В графах основной надписи указывают:
1 - наименование изделия в соответствии
7 - порядковый номер листа документа. На документах, состоящих из одного
7 - порядковый номер листа документа. На документах, состоящих из одного
Чтение чертежей(5)
Предметы на чертежах должны изображаться по методу прямоугольного проецирования. При
Чтение чертежей(5)
Предметы на чертежах должны изображаться по методу прямоугольного проецирования. При

Чтение чертежей(6)
В зависимости от содержания изображения разделяют на виды, разрезы, сечения.
Чтение чертежей(6)
В зависимости от содержания изображения разделяют на виды, разрезы, сечения.
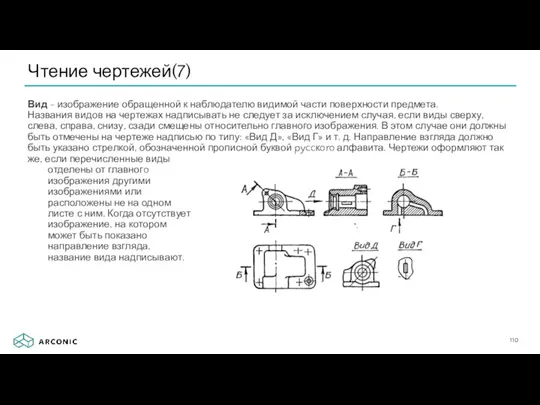
Вид - изображение обращенной к наблюдателю видимой части поверхности предмета.
Названия
Вид - изображение обращенной к наблюдателю видимой части поверхности предмета.
Названия
Чтение чертежей(8)
Если какая либо часть предмета не может быть показана ни
Чтение чертежей(8)
Если какая либо часть предмета не может быть показана ни

Чтение чертежей(9)
Разрезом называется изображение предмета, мысленно рассеченного одной или несколькими плоскостями,
Чтение чертежей(9)
Разрезом называется изображение предмета, мысленно рассеченного одной или несколькими плоскостями,
Чтение чертежей(10)
Разрезы разделяются в зависимости от положения секущей плоскости относительно горизонтальной
Чтение чертежей(10)
Разрезы разделяются в зависимости от положения секущей плоскости относительно горизонтальной
Чтение чертежей(11)
Чтение чертежей(11)
Чтение чертежей(12)
Сечение - изображение фигуры, получающейся при мысленном рассечении предмета одной
Чтение чертежей(12)
Сечение - изображение фигуры, получающейся при мысленном рассечении предмета одной
Чтение чертежей(13)
Чтение чертежей(13)
Чтение чертежей(14)
Выносной элемент - дополнительное отдельное изображение (обычно увеличенное) какойлибо части
Чтение чертежей(14)
Выносной элемент - дополнительное отдельное изображение (обычно увеличенное) какойлибо части

Чтение чертежей(15)
Если вид, разрез или сечение представляют симметричную фигуру, допускается вычерчивать
Чтение чертежей(15)
Если вид, разрез или сечение представляют симметричную фигуру, допускается вычерчивать
Чтение чертежей(16)
ГOCT 2.306 устанавливает виды графических условны обозначений материалов в сечениях,
Чтение чертежей(16)
ГOCT 2.306 устанавливает виды графических условны обозначений материалов в сечениях,
Чтение чертежей(17)
Чтение чертежей(17)
Чтение чертежей(18)
Чтение чертежей(18)
Чтение чертежей(19)
Основанием для определения величины изображаемого изделия и eгo элементов служат
Чтение чертежей(19)
Основанием для определения величины изображаемого изделия и eгo элементов служат
Чтение чертежей(20)
Если в технических требованиях необходимо дать ссылку на размер, нанесенный
Чтение чертежей(20)
Если в технических требованиях необходимо дать ссылку на размер, нанесенный
Чтение чертежей(21)
Размеры на чертежах не допускается наносить в виде замкнутой цепи,
Чтение чертежей(21)
Размеры на чертежах не допускается наносить в виде замкнутой цепи,
Чтение чертежей(22)
Чтение чертежей(22)

Чтение чертежей(23)
Чтение чертежей(23)
Чтение чертежей(24)
Чтение чертежей(24)
Чтение чертежей(25)
Чтение чертежей(25)
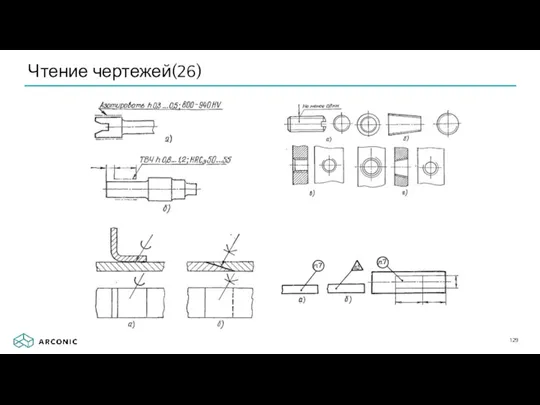
Чтение чертежей(26)
Чтение чертежей(26)
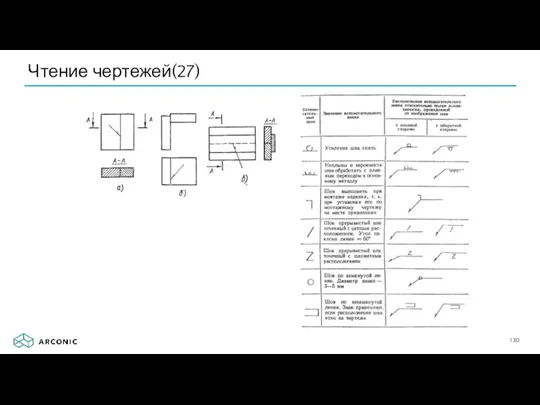
Чтение чертежей(27)
Чтение чертежей(27)
 Көкөністерді жуу машиналары
Көкөністерді жуу машиналары Дифракция света. Дифракция Фраунгофера
Дифракция света. Дифракция Фраунгофера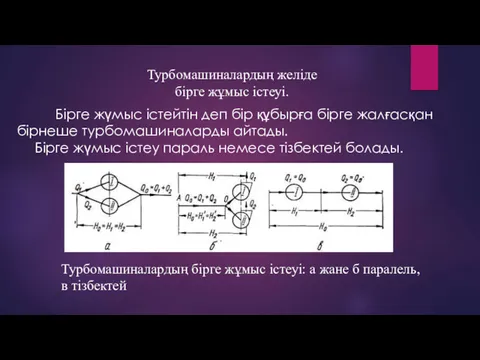 Турбомашиналардың желіде бірге жұмыс істеуі. Турбомашиналардың паралель жұмыс істеуі бір
Турбомашиналардың желіде бірге жұмыс істеуі. Турбомашиналардың паралель жұмыс істеуі бір В мире оптических иллюзий
В мире оптических иллюзий Организация подготовки к ГИА по физике в 9 классе
Организация подготовки к ГИА по физике в 9 классе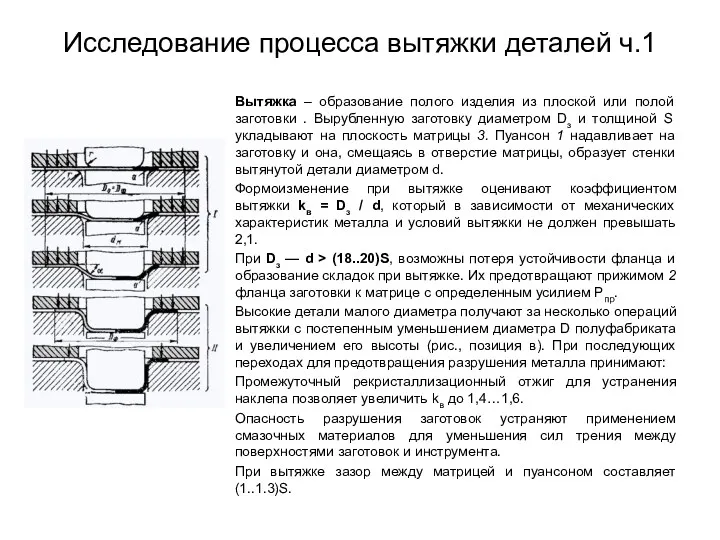 Исследование процесса вытяжки деталей ч.1
Исследование процесса вытяжки деталей ч.1 Анализ технико-экономической эффективности КПГУ на базе паротурбинной установки ПТ-135/165-130/15
Анализ технико-экономической эффективности КПГУ на базе паротурбинной установки ПТ-135/165-130/15 Ядерный реактор
Ядерный реактор Электроемкость. Конденсаторы
Электроемкость. Конденсаторы Центр масс твердого тела. Импульс твердого тела
Центр масс твердого тела. Импульс твердого тела Тепловое движение. Температура
Тепловое движение. Температура Дисперсия света
Дисперсия света Исследование прочностных характеристик сердечников крестовин стрелочных переводов после упрочняющей обработки
Исследование прочностных характеристик сердечников крестовин стрелочных переводов после упрочняющей обработки Внесок українських вчених у розвиток науки. Історія фізики
Внесок українських вчених у розвиток науки. Історія фізики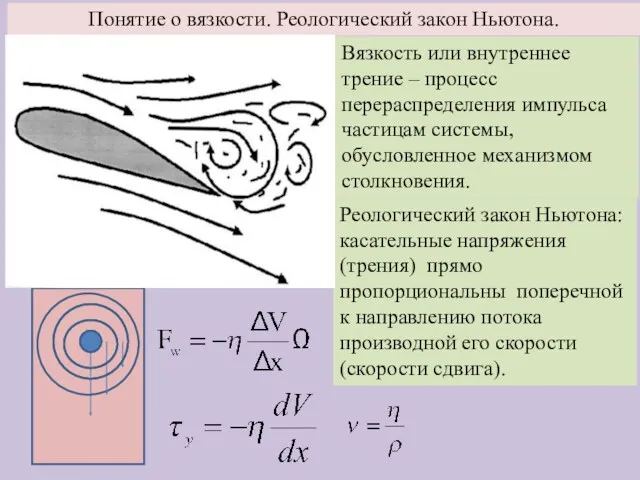 Понятие о вязкости. Реологический закон Ньютона
Понятие о вязкости. Реологический закон Ньютона Тесты. Механика
Тесты. Механика Шпоночные соединения
Шпоночные соединения Свойства волн
Свойства волн Методическая разработка урока Диффузия 7 класс, презентация
Методическая разработка урока Диффузия 7 класс, презентация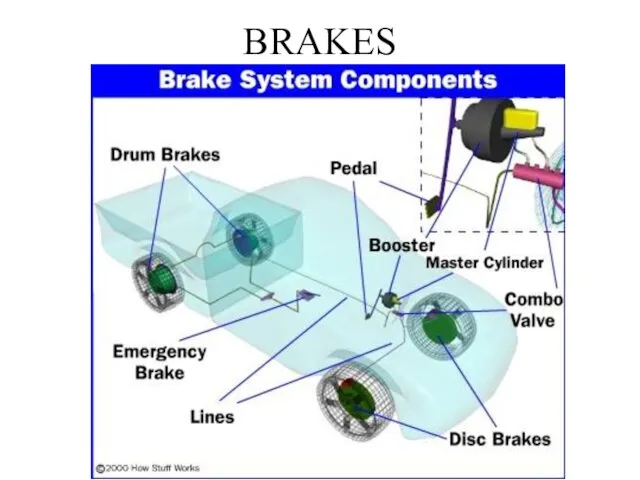 Brakes. Brake System Components
Brakes. Brake System Components Введение. Основные термины, понятия и определения теории механизмов и машин
Введение. Основные термины, понятия и определения теории механизмов и машин Презентация Формирование учебно-познавательной компетенции учащихся второй ступени обучения через создание проблемных ситуаций на уроках физики.
Презентация Формирование учебно-познавательной компетенции учащихся второй ступени обучения через создание проблемных ситуаций на уроках физики. Динамика, обобщение темы
Динамика, обобщение темы Функціональні матеріали для високоенергетичної електроніки
Функціональні матеріали для високоенергетичної електроніки Сильный взрыв в воздухе
Сильный взрыв в воздухе Небесное и земное в звуках и красках
Небесное и земное в звуках и красках Розв'язування задач з теми Сили в природі
Розв'язування задач з теми Сили в природі Роль Генриха Герца в становлении теории электромагнитного поля
Роль Генриха Герца в становлении теории электромагнитного поля