- Элионная технология в микро- и наноиндустрии

Содержание
- 2. Характеристика и особенности травления с применением газового разряда
- 3. Классификация процессов вакуум-плазменного травления Плазму низкого давления широко используют для травления топологических элементов микронных размеров при
- 4. Классификация процессов вакуум-плазменного травления Селективность - это отношение скоростей травления двух различных материалов, например Si и
- 5. Профили структур в случае изотропного и анизотропного травления
- 6. Классификация процессов вакуум-плазменного травления
- 7. Классификация процессов вакуум-плазменного травления Ионное травление (ИТ), процесс при котором для удаления поверхностных слоев материала используется
- 8. Ионное травление
- 9. Классификация процессов вакуум-плазменного травления Плазмохимическое травление (ПХТ), процесс при котором удаление поверхностных слоев материала идет за
- 10. Плазмохимическое травление
- 11. Классификация процессов вакуум-плазменного травления Ионно-химическое травление (ИХТ), процесс при котором для удаления поверхностных слоев материала используется
- 12. Преимущества процессов вакуум-плазменного травления ИТ применяется для: - очистки поверхностей различных, материалов от загрязнений и адсорбированных
- 13. Преимущества процессов вакуум-плазменного травления ИТ применяется для: - фрезерования поверхностей пластин ортоферритов и гранатов, используемых при
- 14. Преимущества процессов вакуум-плазменного травления Наиболее важное применение ИТ связано с получением заданных конфигураций элементов в слоях
- 15. Преимущества процессов вакуум-плазменного травления Недостатки ЖХТ: - необходимость подбора специального травителя для каждого материала (состав травителей
- 16. Преимущества процессов вакуум-плазменного травления Ионное травление позволяет применять этот процесс для травления любых материалов: металлов, полупроводников,
- 17. Недостатки процесса ИТ малая скорость травления рабочих слоев; - эффект задубливания ФР масок после ИТ, что
- 18. Преимущества процесса ПХТ В основе ПХТ лежат химические реакции между атомами или молекулами обрабатываемых материалов и
- 19. Преимущества процесса ПХТ ПХТ применяется для: - удаления ФР масок с поверхности рабочих материалов, после их
- 20. Преимущества процесса ПХТ ПХТ позволяет: - отказаться от применения сложных и дорогостоящих травителей; - уменьшить боковое
- 21. Ионно-лучевое травление Удаление поверхностных слоев при ионно-лучевом травлении (ИЛТ) осуществляется в результате физического распыления зависит от
- 22. Ионно-лучевое травление К основным процессам взаимодействия относятся: - упругие взаимодействия с потерей энергий и импульсов; -
- 23. Ионно-лучевое травление Процессы ИЛТ реализуются с помощью автономных ионных источников, в качестве которых могут быть использованы
- 24. Ионно-лучевое травление 1 – термокатод; 2 – место ввода рабочего газа; 3 – экран катода; 4
- 25. Ионно-лучевое травление В МИИ эмитированные катодом первичные электроны, ускоряющиеся в области катодного падения потенциала, движутся в
- 26. Ионно-лучевое травление Для прецизионного травления микроструктур необходима хорошая коллимация ионного пучка. Но однородное магнитное поле, направленное
- 27. Ионно-лучевое травление Характер распределения магнитного поля (а-г) и плотности ионного тока (д-ж) в МИИ: а -
- 28. Ионно-лучевое травление В различных вариантах использования расходящегося поля удается сформировать область плазмы по всей площади экстрагирующей
- 29. Ионно-лучевое травление ИОС предназначена: -для одновременной экстракции ионов с границы плазмы, -первичной фокусировки ионного потока большого
- 30. Ионно-лучевое травление На выходе ионного потока из ИОС необходима нейтрализация его объемного заряда, наличие которого вызывает
- 31. Ионно-лучевое травление Важной характеристикой плазмы является стабильность ее параметров во времени. Для обеспечения стабильности параметров необходимо
- 32. Ионно-лучевое травление МИИ имеют ряд преимуществ перед другими ионными источниками, применяемыми в ионной технологии, поскольку они
- 33. Ионно-лучевое травление Недостатки МИИ: - наличие термокатода ограничивает применение этого источника для формирования ионных пучков в
- 34. Ионно-лучевое травление Скорость ИЛТ зависит от: - коэффициента распыления, зависящего от вида подвергаемого обработке материала; -
- 35. Ионно-лучевое травление Разрешение процесса ИЛТ при переносе рисунка с маски на создаваемую структуру в значительной мере
- 36. Ионно-лучевое травление В МИИ, которые наиболее часто применяются для реализации ИЛТ, равномерность травления в первую очередь
- 37. Ионно-лучевое травление К числу достоинств ИЛТ относятся: - высокое разрешение процессов, которое в настоящее время ограничено
- 38. Ионно-лучевое травление К числу недостатков ИЛТ относятся: - низкая селективность травления материала относительно маски (особенно органической);
- 39. Ионно-лучевое травление В настоящее время ИЛТ применяется для изготовления приборов на основе пермаллоя, ортоферритов, гранатов, ниобата
- 40. Плазменное травление В основе плазменного травления (ПТ) лежат активируемые излучением плазмы, электронами и ионами гетерогенные химические
- 41. Плазменное травление Активирующее воздействие электронов и ионов зависит от энергии, с которой они бомбардируют поверхность обрабатываемого
- 42. Плазменное травление Таким образом, разность потенциалов между плазмой и обрабатываемой поверхностью не может обеспечить заряженным частицам
- 43. Плазменное травление Процессы ПТ реализуются как в цилиндрических реакторах с расположением подложек в кассетах в объеме
- 44. Объёмные (а, б) Планарные (в-е) Реакторы на базе СВЧ- и магнетронного разрядов (ж, з)
- 45. Плазменное травление Реакторы объемного типа, выполненные в виде цилиндра, в которых плазма возбуждается с помощью расположенного
- 46. Плазменное травление В реакторах объемного типа нет возможности применять принудительное охлаждение подложек, не обеспечивается требуемая равномерность
- 47. Плазменное травление Значительно большую равномерность травления обеспечивают реакторы планарного типа (в, е). В планарном реакторе с
- 48. Плазменное травление Анизотропия травления достигается за счет снижения давления. Но при близко расположенных электродах затруднено стабильное
- 49. Плазменное травление GХАЧ — скорость генерации ХАЧ; kтр — константа скорости травления; τХАЧ — время жизни
- 50. Плазменное травление и не зависит от площади травления материала. В этом случае снабжение ХАЧ происходит в
- 51. Плазменное травление Зависимость скорости ПТ от операционных параметров процесса
- 52. Плазменное травление Температура материала, подвергаемого ПТ, влияет на скорость травления. Так, при ПТ: вольфрам в смесях
- 53. Плазменное травление Зависимость скорости ПТ от температуры
- 54. Плазменное травление Зависимость скорости ПТ от мощности разряда и давления в реакторе
- 55. Плазменное травление Зависимость скорости ПТ от расхода рабочего газа Увеличение расхода рабочего газа Qр.г вначале способствует
- 56. Плазменное травление Зависимость от состава рабочей смеси В смесях, содержащих аргон, SF6:Аr=1:4 vтр достигает 80 %
- 57. Плазменное травление Зависимость от состава рабочей смеси Особенно сильное влияние оказывает добавка кислорода в плазму ССl4
- 58. Плазменное травление На скорость ПТ в планарных реакторах оказывают влияние: - подача напряжения смещения на обрабатываемые
- 59. Плазменное травление Селективность ПТ Максимальная селективность ПТ s может быть получена: при минимальной интенсивности ионной бомбардировки,
- 60. Плазменное травление Селективность ПТ Значительного увеличения селективности можно добиться, добавляя к рабочим газам кислород, который уменьшает
- 61. Плазменное травление Характерный для ПТ диапазон рабочих давлений (5·101… 5·102 Па). При использовании НЧ-разряда снижение частоты
- 62. Плазменное травление Важную роль для равномерности ПТ играет значение и направление потока газа в планарном реакторе.
- 63. Плазменное травление Изотропное ПТ широко используется в тех случаях, когда не требуется высокое разрешение: для снятия
- 64. Радикальное травление В основе радикального травления (РТ) лежат гетерогенные химические реакции, происходящие на границе двух фаз
- 65. Радикальное травление Стадии РТ: - доставка молекул рабочего газа в зону плазмы газового разряда; - превращение
- 66. Радикальное травление Основным механизмом образования ХАЧ в низкотемпературной плазме является диссоциация молекул рабочего газа под воздействием
- 67. Радикальное травление Скорость РТ при одних и тех же операционных параметрах процесса: мощности; давлении; расходе рабочего
- 68. Радикальное травление Когда лимитирующей стадией процесса РТ материала является стадия доставки ХАЧ к его поверхности, например
- 69. Радикальное травление Значения vтр в системе с использованием источника типа «Истра» в смеси 67 % СF4+ЗЗ
- 70. Радикальное травление Преимущества: - высокая равномерность травления, что особенно важно при обработке подложек диаметром более 100
- 71. Реактивное ионно-плазменное травление При проведении реактивно ионно-плазменного травления (РИПТ) обрабатываемые образцы находятся в контакте с плазмой
- 72. Реактивное ионно-плазменное травление Физический и химический процессы при РИПТ складываются неаддитивно Количество материала, удаленного при одновременном
- 73. Реактивное ионно-плазменное травление Скорость РИПТ vтр зависит от: - уровня ВЧ-мощности (а), - вида рабочего газа
- 74. Реактивное ионно-плазменное травление
- 75. Реактивное ионно-плазменное травление Степень ионизации, а следовательно, и скорость травления могут быть существенно повышены при использовании
- 76. Реактивное ионно-плазменное травление Высокая анизотропия позволяет использовать РИПТ в качестве универсального процесса травления Si3N4, поликремния, фосфорсиликатного
- 77. Радиационно-стимулированное травление Для осуществления гетерогенных процессов травления материала необходимыми стадиями являются: - доставка газовых молекул или
- 78. фотонно-стимулированное радикальное травление (а), фотонно-стимулированное газовое травление (б, в), электронно-стимулированное газовое травление (г), электронно-стимулированное радикальное травление
- 79. Фотонно-стимулированное травление Реализация ФСТ и очистки материалов связана с воздействием излучения: - на газовую фазу с
- 80. Фотонно-стимулированное травление Скорость ФСТ в том случае, когда излучение падает перпендикулярно поверхности обрабатываемого материала, всегда выше,
- 81. Фотонно-стимулированное травление Достоинства процессов ФСТ : - возможность одновременного экспонирования и проявления органических масок; - уменьшение
- 82. Электронно-стимулированное травление Зависимости скорости (а) и показателя анизотропии (б) ЭСТ кремния марки КЭФ-1 и КДБ-15 в
- 83. Электронно-стимулированное травление В процессе ЭСТ материалов можно эффективно и в широких пределах управлять скоростью и селективностью
- 84. Ионно-стимулированное травление В процессе ИСТ в ионный источник подается инертный газ из атомов которого формируется пучок
- 85. Ионно-стимулированное травление Одновременно повышается селективность травления материалов. Вклад химической составляющей в скорость травления зависит также от
- 86. Ионно-стимулированное травление Скорость травления ИСТ материала при установившейся температуре его поверхности будет зависеть от: - вида,
- 87. Ионно-стимулированное травление Селективность травления материалов в процессе ИСТ значительно выше, чем при ИЛТ, и достигают 5-20
- 88. ИОННО-ПЛАЗМЕННОЕ ОСАЖДЕНИЕ СЛОЕВ
- 89. Методы ионного и ионно-плазменного нанесения тонких пленок: - ионно-плазменное, основанное на применении электрического разряда в атмосфере
- 90. Типы плёнок В технологии полупроводниковых интегральных схем (ИС) в зависимости от назначения требуется формировать пленки следующих
- 91. Типы плёнок 2. Металлизирующее покрытие затвора Должны иметь: - более высокую проводимость, чем сильнолегированный поликремний; -
- 92. Структура полевого транзистора с изолированным затвором со встроенным каналом n-типа
- 93. Типы плёнок 4. Диэлектрические материалы для защиты и пассивации кристалла Должны иметь: - низкие собственные механические
- 94. Ионно-плазменное нанесение Ионно-плазменное нанесение включает в себя процессы создания пленок в вакууме на полупроводниковых и диэлектрических
- 95. Ионно-плазменное нанесение Одним из важнейших отличий ионно-плазменного нанесения от термовакуумного является высокая энергия распыленных частиц 3…5
- 96. Ионно-плазменное нанесение Преимущества: - возможность получения пленок тугоплавких и неплавящихся материалов, поскольку процесс распыления не требует
- 97. Ионно-плазменное нанесение Процесс ионно-плазменного нанесения тонких пленок является комплексным и состоит из нескольких этапов, основными из
- 98. Ионно-плазменное нанесение Основным параметром процесса ионно-плазменного нанесения является скорость осаждения: vр - скорость распыления материала; -
- 99. Ионно-плазменное нанесение Скорость распыления vр, в свою очередь, является сложной функцией энергии и распределения по энергиям
- 100. Ионно-плазменное нанесение Эффективность протекания процесса ионно-плазменного нанесения определяется всеми тремя параметрами: - распылением (скорость распыления vр);
- 101. Ионно-лучевое нанесение При ионно-лучевом нанесении распыляемая мишень и подложка находятся вне плазмы. Распыление мишени осуществляется пучком
- 102. Ионно-лучевое нанесение Преимущества: - низкое рабочее давление (10-3 - 10-2 Па); - отсутствие электрического и магнитного
- 103. Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок Получение пленок различных соединений (например, окислов или нитридов) при
- 104. Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок Существует некоторое критическое давление реактивного газа, при котором образование
- 105. Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок Падение скорости ионно-плазменного распыления при увеличении парциального давления реактивного
- 106. Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок Критическое давление кислорода ркр, необходимое для образования оксида, определяется
- 107. Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок При ионно-плазменном распылении соединения может происходить нарушение его стехиометрии.
- 108. Ионное осаждение пленок Ионное осаждение – процесс осаждения пленок в вакууме, при котором конденсация материала на
- 109. Ионное осаждение пленок Метод позволяет изменять в широких пределах такие параметры ионного потока, как: - энергия
- 110. Плазменно-дуговое напыление Плазменно-дуговое напыление используется в электронной промышленности при изготовлении покрытий : - эмиссионных, - антиэмиссионных,
- 111. Плазменно-дуговое напыление Напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую поверхность при помощи потока
- 112. Стимулированное плазмой осаждение тонких слоев диоксида кремния Три эффекта воздействия плазмы низкого давления на процессы осаждения
- 113. Стимулированное плазмой осаждение тонких слоев диоксида кремния 2. Термодинамический эффект. В интенсивном плазменном разряде с плотностью
- 114. Стимулированное плазмой осаждение тонких слоев диоксида кремния 3. Эффект воздействия плазмы на структуру материала. При осаждении
- 115. Стимулированное плазмой осаждение тонких слоев диоксида кремния В качестве исходных реагентов при получении диоксида кремния обычно
- 116. Стимулированное плазмой осаждение тонких слоев диоксида кремния Схема устройства с плоско-параллельными электродами для плазмохимического осаждения пленок
- 117. Стимулированное плазмой осаждение тонких слоев диоксида кремния Основными факторами, влияющими на скорость осаждения и равномерность пленки,
- 118. Стимулированное плазмой осаждение тонких слоев диоксида кремния Влияние ВЧ-мощности на скорость осаждения диоксида кремния в разряде
- 119. Стимулированное плазмой осаждение тонких слоев диоксида кремния В оксидных пленках, осажденных в плазме, содержится также 5-10%
- 120. Плазмохимическое осаждение пленок нитридов Для осаждения нитрида кремния Si3N4 в тлеющем ВЧ-разряде обычно используются те же
- 121. Плазмохимическое осаждение пленок нитридов Благодаря низкой энергии диссоциации NH3, составом осаждаемых слоев можно управлять в широком
- 122. Плазмохимическое осаждение пленок нитридов Плазмохимический нитрид кремния содержит большое количество водорода (10-40 %), образующего связи Si-H
- 123. Плазмохимическое осаждение пленок нитридов Хотя пленки нитрида кремния достаточно проницаемы для Na+ и других примесей, они
- 124. Ионно-плазменное нанесение тонких пленок нитрида алюминия Применение тонких слоев нитрида алюминия для пассивации и маскирования поверхности
- 125. Ионно-плазменное нанесение тонких пленок нитрида алюминия Среди вакуумных методов наибольший интерес представляет способ планарного ВЧ-магнетронного распыления,
- 126. Ионно-плазменное нанесение тонких пленок нитрида алюминия Схема ВЧ-магнетронной распылительной установки с двумя противоположно-расположенными мишенями: 1- подложкодержатель
- 127. Ионно-плазменное нанесение тонких пленок Преимущества: Ионно-плазменные методы позволяют получить чрезвычайно однородные по толщине зеркально-гладкие слои и
- 128. Ионное внедрение Метод ионного внедрения позволяет вводить контролируемые количества примесей в поверхностный слой полупроводника. В этом
- 129. Ионное внедрение Важными технологическими параметрами являются: R – полный пробег ионов в твердом теле Rp –
- 130. Ионное внедрение Распределение пробегов в аморфном теле приближенно соответствует гауссовой кривой со средним проецированным пробегом Rр
- 131. Ионное внедрение В процессе внедрения ионы останавливаются, занимая нерегулярные положения в кристаллической решетке, вследствие ядерных столкновений
- 132. Ионное внедрение Даже небольшие дозы легирования существенно влияют на электрические свойства полупроводников – значительно уменьшают время
- 133. Ионное внедрение После отжига ионно-легированных слоев или в процессе отжига образуются многочисленные дефекты, главным образом дислокации
- 134. Ионное внедрение Для локального введения примеси в твердое тело применяют контактное или проекционное маскирование. При контактном
- 135. Ионное внедрение Если при легировании через пассивирующие пленки масса легирующего иона равна массе атома пленки, то
- 136. Ионное внедрение Очень важным эффектом (почти всегда сопутствует процессу ионного легирования) является диффузия - термическая, -
- 137. Ионное внедрение Отжиг в окислительной среде, проводят при 900 - 1100°С, толщина оксидной пленки обычно 10
- 138. Применение ионного легирования в планарной технологии Планарная технология состоит из следующих операций: - диффузии донорных и
- 139. Применение ионного легирования в планарной технологии а – окисление; б – диффузия сквозь окна в окисле;
- 140. Применение ионного легирования в планарной технологии Оксидные и нитридные слои получают обычно при средних температурах: -
- 141. Применение ионного легирования в планарной технологии При разработке технологии изготовления приборов особое внимание нужно обращать на
- 142. Применение ионного легирования в планарной технологии В рамках планарной технологии ионное внедрение может применяться при легировании
- 143. Оборудование для ионного легирования Ионный источник состоит из устройств для получения заданных ионов (собственно ионный источник)
- 144. Оборудование для ионного легирования Ионные источники должны: - генерировать однородный высокоинтенсивный ионный пучок со стабильными во
- 145. Оборудование для ионного легирования Все требования обеспечить в одном источнике невозможно. Используют различные типы для работы
- 146. Оборудование для ионного легирования Ионные источники с горячим катодом – прямого (а, в) и косвенного (б)
- 147. Оборудование для ионного легирования Схема ионного источника с горячим катодом: 1-ввод газа, 2-катод, 3-ввод охлаждающей жидкости,
- 148. Оборудование для ионного легирования Эмиттером в источнике с горячим катодом является вольфрамовый накаливаемый катод, укрепленный на
- 149. Оборудование для ионного легирования Схема источника с холодным катодом и разрядом Пеннинга: 1-катод, 2-антикатод, 3-система экстракции,
- 150. Оборудование для ионного легирования Цилиндрический кольцевой анод в источнике Пеннинга размещен между параллельно расположенными катодом и
- 151. Система ионно-пучкового транспорта Установки ионного легирования включают в себя устройства, предназначенные для транспортировки ионного пучка от
- 152. Устройства сепарирования Устройства сепарирования масс предназначены для формирования изотопно чистого ионного пучка, т. е. для очистки
- 153. Устройства сепарирования Различают три метода сепарирования ионов: 1) по массам – с отклонением изотопно чистого легирующего
- 154. Устройства сепарирования Принцип сепарации в масс-сепарации с секторным магнитом Угол секторного магнита θ в может быть
- 155. Устройства сепарирования Принцип работы ЕхВ – сепаратора Ионно-оптические устройства с взаимно перпендикулярными электрическим и магнитным полями.
- 156. Устройства сканирования В устройстве ионного легирования применяют три вида устройств сканирования ионного пучка по поверхности обрабатываемой
- 157. Устройства сканирования Схемы механического (а) и смешанного (б) сканирования Механическое сканирование осуществляется каруселью (или другим механизмом).
- 158. Устройства сканирования Электростатическое сканирование применимо в широком диапазоне энергий ионов. Этот метод обеспечивает высокую однородность легирования
- 159. Приемные камеры Приемные камеры предназначены для размещения легируемых полупроводниковых пластин, управления и контроля процессами их смены
- 160. Литография Технология осаждения тонких пленок позволяет с высокой точностью, например до 10 нм, выдерживать размер прибора
- 161. Литография Рисунок формируется экспонированием соответствующих участков тонкого слоя резистивного материала, нанесенного на пластину: светом, рентгеновским излучением,
- 162. Литография
- 163. Оптическая литография Процесс оптической литографии начинается с проектирования топологии рисунка с последующим фотоуменьшением его линейных размеров.
- 164. Оптическая литография. Контактная печать Контактная печать является самым первым методом формирования рисунка на полупроводниковых пластинах. При
- 165. Оптическая литография. Контактная печать
- 166. Оптическая литография. Контактная печать Основной недостаток контактной печати состоит в изнашивании фотошаблона при его многократном использовании.
- 167. Оптическая литография. Контактная печать Разрешающая способность метода контактной печати может быть повышена, если для экспонирования резиста
- 168. Оптическая литография. Бесконтактная печать Пространственное разделение фотошаблона и подложки существенно уменьшает количество дефектов, возникающих из-за контакта.
- 169. Оптическая литография. Бесконтактная печать
- 170. Оптическая литография. Проекционная печать Метод проекционной печати заключается в проецировании изображения фотошаблона на пластину, покрытую фоторезистом,
- 171. Оптическая литография. Проекционная печать Недостатки метода Глубина резкости оптической системы должна превышать ± 10 мкм, т.
- 172. Оптическая литография. Проекционная печать Рассеяние света на оптических элементах из стекла приводит к необходимости применения позитивных
- 173. Оптическая литография. Проекционная система с пошаговым перемещением
- 174. Голографическая литография В голографической литографии экспонируемая подложка помещается в область, где интерферируют два лазерных луча, создающих
- 175. Голографическая литография Принцип использования голографической литографической литографии для изготовления решеток (экспонирование)
- 176. Электронно-лучевая литография Применение электронно-лучевой литографии (ЭЛЛ) позволяет решить технические проблемы: повышение разрешающей способности и экономические проблемы:
- 177. Электронно-лучевая литография Применение электронно-лучевой литографии для изготовления микроэлектронных приборов сводится к созданию: -маскирующего рельефа резиста на
- 178. Рентгеновская литография Основу рентгеновской литографии составляют принципы контактной или бесконтактной печати при использовании для экспонирования низкоэнергетического
- 179. Рентгеновская литография Минимально допустимая величина литографического разрешения системы: Δ = s (d/D) s - ширина зазора
- 180. Источники рентгеновского излучения Рентгеновское излучение возникает при торможении в материале мишени падающих электронов. Максимальная энергия рентгеновского
- 181. Источники рентгеновского излучения Для пучка электронов диаметром 1 мм, падающего на алюминиевую мишень с водяным охлаждением,
- 182. Источники рентгеновского излучения Для создания источников рентгеновских лучей с наибольшей интенсивностью используются вращающиеся аноды с водяным
- 183. Шаблоны рентгеновской литографии Основная проблема состоит в изготовлении тонких, но прочных подложек, прозрачных к рентгеновскому излучению.
- 184. Шаблоны рентгеновской литографии Рисунок на пленке, поглощающий рентгеновское излучение, получается с помощью ионно-лучевого травления, распыления или
- 186. Скачать презентацию

Характеристика и особенности травления с применением газового разряда
Характеристика и особенности травления с применением газового разряда

Классификация процессов вакуум-плазменного травления
Плазму низкого давления широко используют для травления топологических
Классификация процессов вакуум-плазменного травления
Плазму низкого давления широко используют для травления топологических

Классификация процессов вакуум-плазменного травления
Селективность - это отношение скоростей травления двух различных
Классификация процессов вакуум-плазменного травления
Селективность - это отношение скоростей травления двух различных

Профили структур в случае изотропного и анизотропного травления
Профили структур в случае изотропного и анизотропного травления

Классификация процессов вакуум-плазменного травления
Классификация процессов вакуум-плазменного травления

Классификация процессов вакуум-плазменного травления
Ионное травление (ИТ), процесс при котором для удаления
Классификация процессов вакуум-плазменного травления
Ионное травление (ИТ), процесс при котором для удаления

Ионное травление
Ионное травление

Классификация процессов вакуум-плазменного травления
Плазмохимическое травление (ПХТ), процесс при котором удаление поверхностных
Классификация процессов вакуум-плазменного травления
Плазмохимическое травление (ПХТ), процесс при котором удаление поверхностных

Плазмохимическое травление
Плазмохимическое травление

Классификация процессов вакуум-плазменного травления
Ионно-химическое травление (ИХТ), процесс при котором для удаления
Классификация процессов вакуум-плазменного травления
Ионно-химическое травление (ИХТ), процесс при котором для удаления

Преимущества процессов вакуум-плазменного травления
ИТ применяется для:
- очистки поверхностей различных, материалов от
Преимущества процессов вакуум-плазменного травления
ИТ применяется для: - очистки поверхностей различных, материалов от

Преимущества процессов вакуум-плазменного травления
ИТ применяется для:
- фрезерования поверхностей пластин ортоферритов и
Преимущества процессов вакуум-плазменного травления
ИТ применяется для: - фрезерования поверхностей пластин ортоферритов и

Преимущества процессов вакуум-плазменного травления
Наиболее важное применение ИТ связано с получением заданных
Преимущества процессов вакуум-плазменного травления
Наиболее важное применение ИТ связано с получением заданных

Преимущества процессов вакуум-плазменного травления
Недостатки ЖХТ:
- необходимость подбора специального травителя для каждого
Преимущества процессов вакуум-плазменного травления
Недостатки ЖХТ: - необходимость подбора специального травителя для каждого

Преимущества процессов вакуум-плазменного травления
Ионное травление позволяет применять этот процесс для травления
Преимущества процессов вакуум-плазменного травления
Ионное травление позволяет применять этот процесс для травления

Недостатки процесса ИТ
малая скорость травления рабочих слоев;
- эффект задубливания ФР масок
Недостатки процесса ИТ
малая скорость травления рабочих слоев; - эффект задубливания ФР масок

Преимущества процесса ПХТ
В основе ПХТ лежат химические реакции между атомами или
Преимущества процесса ПХТ
В основе ПХТ лежат химические реакции между атомами или

Преимущества процесса ПХТ
ПХТ применяется для:
- удаления ФР масок с поверхности рабочих
Преимущества процесса ПХТ
ПХТ применяется для: - удаления ФР масок с поверхности рабочих

Преимущества процесса ПХТ
ПХТ позволяет:
- отказаться от применения сложных и дорогостоящих травителей;
-
Преимущества процесса ПХТ
ПХТ позволяет:
- отказаться от применения сложных и дорогостоящих травителей;
-

Ионно-лучевое травление
Удаление поверхностных слоев при ионно-лучевом травлении (ИЛТ) осуществляется в результате
Ионно-лучевое травление
Удаление поверхностных слоев при ионно-лучевом травлении (ИЛТ) осуществляется в результате

Ионно-лучевое травление
К основным процессам взаимодействия относятся:
- упругие взаимодействия с потерей энергий
Ионно-лучевое травление
К основным процессам взаимодействия относятся: - упругие взаимодействия с потерей энергий

Ионно-лучевое травление
Процессы ИЛТ реализуются с помощью автономных ионных источников, в качестве
Ионно-лучевое травление
Процессы ИЛТ реализуются с помощью автономных ионных источников, в качестве

Ионно-лучевое травление
1 – термокатод; 2 – место ввода рабочего газа; 3
Ионно-лучевое травление
1 – термокатод; 2 – место ввода рабочего газа; 3

Ионно-лучевое травление
В МИИ эмитированные катодом первичные электроны, ускоряющиеся в области катодного
Ионно-лучевое травление
В МИИ эмитированные катодом первичные электроны, ускоряющиеся в области катодного

Ионно-лучевое травление
Для прецизионного травления микроструктур необходима хорошая коллимация ионного пучка.
Но однородное
Ионно-лучевое травление
Для прецизионного травления микроструктур необходима хорошая коллимация ионного пучка. Но однородное

Ионно-лучевое травление
Характер распределения магнитного поля (а-г) и плотности ионного тока (д-ж)
Ионно-лучевое травление
Характер распределения магнитного поля (а-г) и плотности ионного тока (д-ж)

Ионно-лучевое травление
В различных вариантах использования расходящегося поля удается сформировать область плазмы
Ионно-лучевое травление
В различных вариантах использования расходящегося поля удается сформировать область плазмы

Ионно-лучевое травление
ИОС предназначена:
-для одновременной экстракции ионов с границы плазмы,
-первичной фокусировки ионного
Ионно-лучевое травление
ИОС предназначена:
-для одновременной экстракции ионов с границы плазмы,
-первичной фокусировки ионного

Ионно-лучевое травление
На выходе ионного потока из ИОС необходима нейтрализация его объемного
Ионно-лучевое травление
На выходе ионного потока из ИОС необходима нейтрализация его объемного

Ионно-лучевое травление
Важной характеристикой плазмы является стабильность ее параметров во времени.
Для обеспечения
Ионно-лучевое травление
Важной характеристикой плазмы является стабильность ее параметров во времени. Для обеспечения

Ионно-лучевое травление
МИИ имеют ряд преимуществ перед другими ионными источниками, применяемыми в
Ионно-лучевое травление
МИИ имеют ряд преимуществ перед другими ионными источниками, применяемыми в

Ионно-лучевое травление
Недостатки МИИ:
- наличие термокатода ограничивает применение этого источника для формирования
Ионно-лучевое травление
Недостатки МИИ: - наличие термокатода ограничивает применение этого источника для формирования

Ионно-лучевое травление
Скорость ИЛТ зависит от:
- коэффициента распыления, зависящего от вида подвергаемого
Ионно-лучевое травление
Скорость ИЛТ зависит от: - коэффициента распыления, зависящего от вида подвергаемого

Ионно-лучевое травление
Разрешение процесса ИЛТ при переносе рисунка с маски на создаваемую
Ионно-лучевое травление
Разрешение процесса ИЛТ при переносе рисунка с маски на создаваемую

Ионно-лучевое травление
В МИИ, которые наиболее часто применяются для реализации ИЛТ, равномерность
Ионно-лучевое травление
В МИИ, которые наиболее часто применяются для реализации ИЛТ, равномерность

Ионно-лучевое травление
К числу достоинств ИЛТ относятся:
- высокое разрешение процессов, которое в
Ионно-лучевое травление
К числу достоинств ИЛТ относятся: - высокое разрешение процессов, которое в

Ионно-лучевое травление
К числу недостатков ИЛТ относятся:
- низкая селективность травления материала относительно
Ионно-лучевое травление
К числу недостатков ИЛТ относятся: - низкая селективность травления материала относительно

Ионно-лучевое травление
В настоящее время ИЛТ применяется для изготовления приборов на основе
Ионно-лучевое травление
В настоящее время ИЛТ применяется для изготовления приборов на основе

Плазменное травление
В основе плазменного травления (ПТ) лежат активируемые излучением плазмы, электронами
Плазменное травление
В основе плазменного травления (ПТ) лежат активируемые излучением плазмы, электронами

Плазменное травление
Активирующее воздействие электронов и ионов зависит от энергии, с которой
Плазменное травление
Активирующее воздействие электронов и ионов зависит от энергии, с которой

Плазменное травление
Таким образом, разность потенциалов между плазмой и обрабатываемой поверхностью не
Плазменное травление
Таким образом, разность потенциалов между плазмой и обрабатываемой поверхностью не

Плазменное травление
Процессы ПТ реализуются как в цилиндрических реакторах с расположением подложек
Плазменное травление
Процессы ПТ реализуются как в цилиндрических реакторах с расположением подложек

Объёмные (а, б)
Планарные (в-е)
Реакторы на базе СВЧ- и магнетронного разрядов (ж,
Объёмные (а, б) Планарные (в-е) Реакторы на базе СВЧ- и магнетронного разрядов (ж,

Плазменное травление
Реакторы объемного типа, выполненные в виде цилиндра, в которых плазма
Плазменное травление
Реакторы объемного типа, выполненные в виде цилиндра, в которых плазма

Плазменное травление
В реакторах объемного типа нет возможности применять принудительное охлаждение подложек,
Плазменное травление
В реакторах объемного типа нет возможности применять принудительное охлаждение подложек,

Плазменное травление
Значительно большую равномерность травления обеспечивают реакторы планарного типа (в, е).
В
Плазменное травление
Значительно большую равномерность травления обеспечивают реакторы планарного типа (в, е). В

Плазменное травление
Анизотропия травления достигается за счет снижения давления. Но при близко
Плазменное травление
Анизотропия травления достигается за счет снижения давления. Но при близко

Плазменное травление
GХАЧ — скорость генерации ХАЧ;
kтр — константа скорости травления;
τХАЧ —
Плазменное травление
GХАЧ — скорость генерации ХАЧ; kтр — константа скорости травления; τХАЧ —

Плазменное травление
и не зависит от площади травления материала.
В этом случае снабжение
Плазменное травление
и не зависит от площади травления материала. В этом случае снабжение

Плазменное травление
Зависимость скорости ПТ от операционных параметров процесса
Плазменное травление
Зависимость скорости ПТ от операционных параметров процесса

Плазменное травление
Температура материала, подвергаемого ПТ, влияет на скорость травления.
Так, при ПТ:
вольфрам
Плазменное травление
Температура материала, подвергаемого ПТ, влияет на скорость травления.
Так, при ПТ:
вольфрам

Плазменное травление
Зависимость скорости ПТ от температуры
Плазменное травление
Зависимость скорости ПТ от температуры

Плазменное травление
Зависимость скорости ПТ от мощности разряда и давления в реакторе
Плазменное травление
Зависимость скорости ПТ от мощности разряда и давления в реакторе

Плазменное травление
Зависимость скорости ПТ от расхода рабочего газа
Увеличение расхода рабочего газа
Плазменное травление
Зависимость скорости ПТ от расхода рабочего газа
Увеличение расхода рабочего газа

Плазменное травление
Зависимость от состава рабочей смеси
В смесях, содержащих аргон, SF6:Аr=1:4
vтр достигает
Плазменное травление
Зависимость от состава рабочей смеси
В смесях, содержащих аргон, SF6:Аr=1:4
vтр достигает

Плазменное травление
Зависимость от состава рабочей смеси
Особенно сильное влияние оказывает добавка кислорода
Плазменное травление
Зависимость от состава рабочей смеси
Особенно сильное влияние оказывает добавка кислорода

Плазменное травление
На скорость ПТ в планарных реакторах оказывают влияние:
- подача напряжения
Плазменное травление
На скорость ПТ в планарных реакторах оказывают влияние: - подача напряжения

Плазменное травление
Селективность ПТ
Максимальная селективность ПТ s может быть получена:
при минимальной интенсивности
Плазменное травление
Селективность ПТ
Максимальная селективность ПТ s может быть получена:
при минимальной интенсивности

Плазменное травление
Селективность ПТ
Значительного увеличения селективности можно добиться, добавляя к рабочим газам
Плазменное травление
Селективность ПТ
Значительного увеличения селективности можно добиться, добавляя к рабочим газам

Плазменное травление
Характерный для ПТ диапазон рабочих давлений (5·101… 5·102 Па).
При использовании
Плазменное травление
Характерный для ПТ диапазон рабочих давлений (5·101… 5·102 Па). При использовании

Плазменное травление
Важную роль для равномерности ПТ играет значение и направление потока
Плазменное травление
Важную роль для равномерности ПТ играет значение и направление потока

Плазменное травление
Изотропное ПТ широко используется в тех случаях, когда не требуется
Плазменное травление
Изотропное ПТ широко используется в тех случаях, когда не требуется

Радикальное травление
В основе радикального травления (РТ) лежат гетерогенные химические реакции, происходящие
Радикальное травление
В основе радикального травления (РТ) лежат гетерогенные химические реакции, происходящие

Радикальное травление
Стадии РТ:
- доставка молекул рабочего газа в зону плазмы газового
Радикальное травление
Стадии РТ: - доставка молекул рабочего газа в зону плазмы газового

Радикальное травление
Основным механизмом образования ХАЧ в низкотемпературной плазме является диссоциация молекул
Радикальное травление
Основным механизмом образования ХАЧ в низкотемпературной плазме является диссоциация молекул

Радикальное травление
Скорость РТ при одних и тех же операционных параметрах процесса:
мощности;
давлении;
расходе
Радикальное травление
Скорость РТ при одних и тех же операционных параметрах процесса:
мощности;
давлении;
расходе

Радикальное травление
Когда лимитирующей стадией процесса РТ материала является стадия доставки ХАЧ
Радикальное травление
Когда лимитирующей стадией процесса РТ материала является стадия доставки ХАЧ

Радикальное травление
Значения vтр в системе с использованием источника типа «Истра» в
Радикальное травление
Значения vтр в системе с использованием источника типа «Истра» в

Радикальное травление
Преимущества:
- высокая равномерность травления, что особенно важно при обработке подложек
Радикальное травление
Преимущества: - высокая равномерность травления, что особенно важно при обработке подложек

Реактивное ионно-плазменное травление
При проведении реактивно ионно-плазменного травления (РИПТ) обрабатываемые образцы находятся
Реактивное ионно-плазменное травление
При проведении реактивно ионно-плазменного травления (РИПТ) обрабатываемые образцы находятся

Реактивное ионно-плазменное травление
Физический и химический процессы при РИПТ складываются неаддитивно
Количество материала,
Реактивное ионно-плазменное травление
Физический и химический процессы при РИПТ складываются неаддитивно
Количество материала,

Реактивное ионно-плазменное травление
Скорость РИПТ vтр зависит от:
- уровня ВЧ-мощности (а),
- вида
Реактивное ионно-плазменное травление
Скорость РИПТ vтр зависит от: - уровня ВЧ-мощности (а), - вида

Реактивное ионно-плазменное травление
Реактивное ионно-плазменное травление

Реактивное ионно-плазменное травление
Степень ионизации, а следовательно, и скорость травления могут быть
Реактивное ионно-плазменное травление
Степень ионизации, а следовательно, и скорость травления могут быть

Реактивное ионно-плазменное травление
Высокая анизотропия позволяет использовать РИПТ в качестве универсального процесса
Реактивное ионно-плазменное травление
Высокая анизотропия позволяет использовать РИПТ в качестве универсального процесса

Радиационно-стимулированное травление
Для осуществления гетерогенных процессов травления материала необходимыми стадиями являются:
- доставка
Радиационно-стимулированное травление
Для осуществления гетерогенных процессов травления материала необходимыми стадиями являются: - доставка

фотонно-стимулированное радикальное травление (а),
фотонно-стимулированное газовое травление (б, в),
электронно-стимулированное газовое травление (г),
электронно-стимулированное
фотонно-стимулированное радикальное травление (а), фотонно-стимулированное газовое травление (б, в), электронно-стимулированное газовое травление (г), электронно-стимулированное

Фотонно-стимулированное травление
Реализация ФСТ и очистки материалов связана с воздействием излучения:
- на
Фотонно-стимулированное травление
Реализация ФСТ и очистки материалов связана с воздействием излучения: - на

Фотонно-стимулированное травление
Скорость ФСТ в том случае, когда излучение падает перпендикулярно поверхности
Фотонно-стимулированное травление
Скорость ФСТ в том случае, когда излучение падает перпендикулярно поверхности

Фотонно-стимулированное травление
Достоинства процессов ФСТ :
- возможность одновременного экспонирования и проявления органических
Фотонно-стимулированное травление
Достоинства процессов ФСТ : - возможность одновременного экспонирования и проявления органических

Электронно-стимулированное травление
Зависимости скорости (а) и показателя анизотропии (б) ЭСТ кремния марки
Электронно-стимулированное травление
Зависимости скорости (а) и показателя анизотропии (б) ЭСТ кремния марки

Электронно-стимулированное травление
В процессе ЭСТ материалов можно эффективно и в широких пределах
Электронно-стимулированное травление
В процессе ЭСТ материалов можно эффективно и в широких пределах

Ионно-стимулированное травление
В процессе ИСТ в ионный источник подается инертный газ из
Ионно-стимулированное травление
В процессе ИСТ в ионный источник подается инертный газ из

Ионно-стимулированное травление
Одновременно повышается селективность травления материалов.
Вклад химической составляющей в скорость травления
Ионно-стимулированное травление
Одновременно повышается селективность травления материалов.
Вклад химической составляющей в скорость травления

Ионно-стимулированное травление
Скорость травления ИСТ материала при установившейся температуре его поверхности будет
Ионно-стимулированное травление
Скорость травления ИСТ материала при установившейся температуре его поверхности будет

Ионно-стимулированное травление
Селективность травления материалов в процессе ИСТ значительно выше, чем при
Ионно-стимулированное травление
Селективность травления материалов в процессе ИСТ значительно выше, чем при

ИОННО-ПЛАЗМЕННОЕ ОСАЖДЕНИЕ СЛОЕВ
ИОННО-ПЛАЗМЕННОЕ ОСАЖДЕНИЕ СЛОЕВ

Методы ионного и ионно-плазменного нанесения тонких пленок:
- ионно-плазменное, основанное на применении
Методы ионного и ионно-плазменного нанесения тонких пленок: - ионно-плазменное, основанное на применении

Типы плёнок
В технологии полупроводниковых интегральных схем (ИС) в зависимости от назначения
Типы плёнок
В технологии полупроводниковых интегральных схем (ИС) в зависимости от назначения

Типы плёнок
2. Металлизирующее покрытие затвора
Должны иметь:
- более высокую проводимость, чем сильнолегированный
Типы плёнок
2. Металлизирующее покрытие затвора Должны иметь: - более высокую проводимость, чем сильнолегированный

Структура полевого транзистора с изолированным затвором со встроенным каналом n-типа
Структура полевого транзистора с изолированным затвором со встроенным каналом n-типа

Типы плёнок
4. Диэлектрические материалы для защиты и пассивации кристалла
Должны иметь:
- низкие
Типы плёнок
4. Диэлектрические материалы для защиты и пассивации кристалла Должны иметь: - низкие

Ионно-плазменное нанесение
Ионно-плазменное нанесение включает в себя процессы создания пленок в вакууме
Ионно-плазменное нанесение
Ионно-плазменное нанесение включает в себя процессы создания пленок в вакууме

Ионно-плазменное нанесение
Одним из важнейших отличий ионно-плазменного нанесения от термовакуумного является
высокая энергия
Ионно-плазменное нанесение
Одним из важнейших отличий ионно-плазменного нанесения от термовакуумного является
высокая энергия

Ионно-плазменное нанесение
Преимущества:
- возможность получения пленок тугоплавких и неплавящихся
материалов, поскольку процесс распыления
Ионно-плазменное нанесение
Преимущества:
- возможность получения пленок тугоплавких и неплавящихся
материалов, поскольку процесс распыления

Ионно-плазменное нанесение
Процесс ионно-плазменного нанесения тонких пленок является комплексным и состоит из
Ионно-плазменное нанесение
Процесс ионно-плазменного нанесения тонких пленок является комплексным и состоит из

Ионно-плазменное нанесение
Основным параметром процесса ионно-плазменного нанесения
является скорость осаждения:
vр - скорость
Ионно-плазменное нанесение
Основным параметром процесса ионно-плазменного нанесения
является скорость осаждения:
vр - скорость

Ионно-плазменное нанесение
Скорость распыления vр, в свою очередь, является сложной функцией энергии
Ионно-плазменное нанесение
Скорость распыления vр, в свою очередь, является сложной функцией энергии

Ионно-плазменное нанесение
Эффективность протекания процесса ионно-плазменного нанесения определяется всеми тремя параметрами:
- распылением
Ионно-плазменное нанесение
Эффективность протекания процесса ионно-плазменного нанесения определяется всеми тремя параметрами: - распылением

Ионно-лучевое нанесение
При ионно-лучевом нанесении распыляемая мишень и подложка
находятся вне плазмы.
Распыление мишени
Ионно-лучевое нанесение
При ионно-лучевом нанесении распыляемая мишень и подложка
находятся вне плазмы.
Распыление мишени

Ионно-лучевое нанесение
Преимущества:
- низкое рабочее давление (10-3 - 10-2 Па);
- отсутствие электрического
Ионно-лучевое нанесение
Преимущества:
- низкое рабочее давление (10-3 - 10-2 Па);
- отсутствие электрического

Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Получение пленок различных соединений (например,
окислов
Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Получение пленок различных соединений (например,
окислов

Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Существует некоторое критическое давление реактивного
Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Существует некоторое критическое давление реактивного

Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Падение скорости ионно-плазменного распыления при
Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Падение скорости ионно-плазменного распыления при

Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Критическое давление кислорода ркр, необходимое
Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
Критическое давление кислорода ркр, необходимое

Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
При ионно-плазменном распылении соединения может
Реактивное ионно-лучевое и реактивное ионно-плазменное нанесение пленок
При ионно-плазменном распылении соединения может

Ионное осаждение пленок
Ионное осаждение – процесс осаждения пленок в вакууме, при
Ионное осаждение пленок
Ионное осаждение – процесс осаждения пленок в вакууме, при

Ионное осаждение пленок
Метод позволяет изменять в широких пределах такие параметры ионного
Ионное осаждение пленок
Метод позволяет изменять в широких пределах такие параметры ионного

Плазменно-дуговое напыление
Плазменно-дуговое напыление используется в электронной промышленности при изготовлении покрытий :
-
Плазменно-дуговое напыление
Плазменно-дуговое напыление используется в электронной промышленности при изготовлении покрытий :
-

Плазменно-дуговое напыление
Напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую
Плазменно-дуговое напыление
Напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Три эффекта воздействия плазмы низкого давления
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Три эффекта воздействия плазмы низкого давления

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
2. Термодинамический эффект.
В интенсивном плазменном разряде
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
2. Термодинамический эффект. В интенсивном плазменном разряде

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
3. Эффект воздействия плазмы на структуру
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
3. Эффект воздействия плазмы на структуру

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
В качестве исходных реагентов при получении
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
В качестве исходных реагентов при получении

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Схема устройства с плоско-параллельными электродами для
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Схема устройства с плоско-параллельными электродами для

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Основными факторами, влияющими на скорость осаждения
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Основными факторами, влияющими на скорость осаждения

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Влияние ВЧ-мощности на скорость осаждения диоксида
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
Влияние ВЧ-мощности на скорость осаждения диоксида

Стимулированное плазмой осаждение
тонких слоев диоксида кремния
В оксидных пленках, осажденных в плазме,
Стимулированное плазмой осаждение
тонких слоев диоксида кремния
В оксидных пленках, осажденных в плазме,

Плазмохимическое осаждение пленок нитридов
Для осаждения нитрида кремния Si3N4 в тлеющем ВЧ-разряде
Плазмохимическое осаждение пленок нитридов
Для осаждения нитрида кремния Si3N4 в тлеющем ВЧ-разряде

Плазмохимическое осаждение пленок нитридов
Благодаря низкой энергии диссоциации NH3, составом осаждаемых слоев
Плазмохимическое осаждение пленок нитридов
Благодаря низкой энергии диссоциации NH3, составом осаждаемых слоев

Плазмохимическое осаждение пленок нитридов
Плазмохимический нитрид кремния содержит большое количество водорода (10-40
Плазмохимическое осаждение пленок нитридов
Плазмохимический нитрид кремния содержит большое количество водорода (10-40

Плазмохимическое осаждение пленок нитридов
Хотя пленки нитрида кремния достаточно проницаемы для Na+
Плазмохимическое осаждение пленок нитридов
Хотя пленки нитрида кремния достаточно проницаемы для Na+

Ионно-плазменное нанесение тонких пленок нитрида алюминия
Применение тонких слоев нитрида алюминия для
Ионно-плазменное нанесение тонких пленок нитрида алюминия
Применение тонких слоев нитрида алюминия для

Ионно-плазменное нанесение тонких пленок нитрида алюминия
Среди вакуумных методов наибольший интерес представляет
Ионно-плазменное нанесение тонких пленок нитрида алюминия
Среди вакуумных методов наибольший интерес представляет

Ионно-плазменное нанесение тонких пленок нитрида алюминия
Схема ВЧ-магнетронной распылительной установки с двумя
Ионно-плазменное нанесение тонких пленок нитрида алюминия
Схема ВЧ-магнетронной распылительной установки с двумя

Ионно-плазменное нанесение тонких пленок
Преимущества:
Ионно-плазменные методы позволяют получить чрезвычайно однородные по толщине
Ионно-плазменное нанесение тонких пленок
Преимущества: Ионно-плазменные методы позволяют получить чрезвычайно однородные по толщине

Ионное внедрение
Метод ионного внедрения позволяет вводить контролируемые количества примесей в поверхностный
Ионное внедрение
Метод ионного внедрения позволяет вводить контролируемые количества примесей в поверхностный

Ионное внедрение
Важными технологическими параметрами являются:
R – полный пробег ионов в твердом
Ионное внедрение
Важными технологическими параметрами являются: R – полный пробег ионов в твердом

Ионное внедрение
Распределение пробегов в аморфном теле приближенно соответствует гауссовой кривой со
Ионное внедрение
Распределение пробегов в аморфном теле приближенно соответствует гауссовой кривой со

Ионное внедрение
В процессе внедрения ионы останавливаются, занимая нерегулярные положения в кристаллической
Ионное внедрение
В процессе внедрения ионы останавливаются, занимая нерегулярные положения в кристаллической

Ионное внедрение
Даже небольшие дозы легирования существенно влияют на электрические свойства полупроводников
Ионное внедрение
Даже небольшие дозы легирования существенно влияют на электрические свойства полупроводников

Ионное внедрение
После отжига ионно-легированных слоев или в процессе отжига образуются многочисленные
Ионное внедрение
После отжига ионно-легированных слоев или в процессе отжига образуются многочисленные

Ионное внедрение
Для локального введения примеси в твердое тело применяют контактное или
Ионное внедрение
Для локального введения примеси в твердое тело применяют контактное или

Ионное внедрение
Если при легировании через пассивирующие пленки масса легирующего иона равна
Ионное внедрение
Если при легировании через пассивирующие пленки масса легирующего иона равна

Ионное внедрение
Очень важным эффектом (почти всегда сопутствует процессу ионного легирования) является
Ионное внедрение
Очень важным эффектом (почти всегда сопутствует процессу ионного легирования) является

Ионное внедрение
Отжиг в окислительной среде, проводят при 900 - 1100°С, толщина
Ионное внедрение
Отжиг в окислительной среде, проводят при 900 - 1100°С, толщина

Применение ионного легирования в планарной технологии
Планарная технология состоит из следующих операций:
-
Применение ионного легирования в планарной технологии
Планарная технология состоит из следующих операций:
-

Применение ионного легирования в планарной технологии
а – окисление;
б – диффузия сквозь
Применение ионного легирования в планарной технологии
а – окисление; б – диффузия сквозь

Применение ионного легирования в планарной технологии
Оксидные и нитридные слои получают обычно
Применение ионного легирования в планарной технологии
Оксидные и нитридные слои получают обычно

Применение ионного легирования в планарной технологии
При разработке технологии изготовления приборов особое
Применение ионного легирования в планарной технологии
При разработке технологии изготовления приборов особое

Применение ионного легирования в планарной технологии
В рамках планарной технологии ионное внедрение
Применение ионного легирования в планарной технологии
В рамках планарной технологии ионное внедрение

Оборудование для ионного легирования
Ионный источник состоит из устройств для получения заданных
Оборудование для ионного легирования
Ионный источник состоит из устройств для получения заданных

Оборудование для ионного легирования
Ионные источники должны:
- генерировать однородный высокоинтенсивный ионный пучок
Оборудование для ионного легирования
Ионные источники должны: - генерировать однородный высокоинтенсивный ионный пучок

Оборудование для ионного легирования
Все требования обеспечить в одном источнике невозможно. Используют
Оборудование для ионного легирования
Все требования обеспечить в одном источнике невозможно. Используют

Оборудование для ионного легирования
Ионные источники с горячим катодом – прямого (а,
Оборудование для ионного легирования
Ионные источники с горячим катодом – прямого (а,

Оборудование для ионного легирования
Схема ионного источника с горячим катодом:
1-ввод газа,
2-катод,
3-ввод
Оборудование для ионного легирования
Схема ионного источника с горячим катодом:
1-ввод газа,
2-катод,
3-ввод

Оборудование для ионного легирования
Эмиттером в источнике с горячим катодом является вольфрамовый
Оборудование для ионного легирования
Эмиттером в источнике с горячим катодом является вольфрамовый

Оборудование для ионного легирования
Схема источника с холодным катодом и разрядом Пеннинга:
1-катод,
2-антикатод,
3-система
Оборудование для ионного легирования
Схема источника с холодным катодом и разрядом Пеннинга:
1-катод,
2-антикатод,
3-система

Оборудование для ионного легирования
Цилиндрический кольцевой анод в источнике Пеннинга размещен между
Оборудование для ионного легирования
Цилиндрический кольцевой анод в источнике Пеннинга размещен между

Система ионно-пучкового транспорта
Установки ионного легирования включают в себя устройства, предназначенные для
Система ионно-пучкового транспорта
Установки ионного легирования включают в себя устройства, предназначенные для

Устройства сепарирования
Устройства сепарирования масс предназначены для формирования изотопно чистого ионного пучка,
Устройства сепарирования
Устройства сепарирования масс предназначены для формирования изотопно чистого ионного пучка,

Устройства сепарирования
Различают три метода сепарирования ионов:
1) по массам – с отклонением
Устройства сепарирования
Различают три метода сепарирования ионов: 1) по массам – с отклонением

Устройства сепарирования
Принцип сепарации в масс-сепарации с секторным магнитом
Угол секторного магнита θ
Устройства сепарирования
Принцип сепарации в масс-сепарации с секторным магнитом Угол секторного магнита θ

Устройства сепарирования
Принцип работы ЕхВ – сепаратора
Ионно-оптические устройства с взаимно перпендикулярными
Устройства сепарирования
Принцип работы ЕхВ – сепаратора Ионно-оптические устройства с взаимно перпендикулярными

Устройства сканирования
В устройстве ионного легирования применяют три вида устройств сканирования ионного
Устройства сканирования
В устройстве ионного легирования применяют три вида устройств сканирования ионного

Устройства сканирования
Схемы механического (а) и смешанного (б) сканирования
Механическое сканирование осуществляется каруселью
Устройства сканирования
Схемы механического (а) и смешанного (б) сканирования
Механическое сканирование осуществляется каруселью

Устройства сканирования
Электростатическое сканирование применимо в широком диапазоне энергий ионов. Этот метод
Устройства сканирования
Электростатическое сканирование применимо в широком диапазоне энергий ионов. Этот метод

Приемные камеры
Приемные камеры предназначены для размещения легируемых полупроводниковых пластин, управления и
Приемные камеры
Приемные камеры предназначены для размещения легируемых полупроводниковых пластин, управления и

Литография
Технология осаждения тонких пленок позволяет с высокой точностью, например до 10
Литография
Технология осаждения тонких пленок позволяет с высокой точностью, например до 10

Литография
Рисунок формируется экспонированием соответствующих участков тонкого слоя резистивного материала, нанесенного на
Литография
Рисунок формируется экспонированием соответствующих участков тонкого слоя резистивного материала, нанесенного на

Литография
Литография

Оптическая литография
Процесс оптической литографии начинается с проектирования топологии рисунка с последующим
Оптическая литография
Процесс оптической литографии начинается с проектирования топологии рисунка с последующим

Оптическая литография. Контактная печать
Контактная печать является самым первым методом формирования рисунка
Оптическая литография. Контактная печать
Контактная печать является самым первым методом формирования рисунка

Оптическая литография. Контактная печать
Оптическая литография. Контактная печать

Оптическая литография. Контактная печать
Основной недостаток контактной печати состоит в изнашивании фотошаблона
Оптическая литография. Контактная печать
Основной недостаток контактной печати состоит в изнашивании фотошаблона

Оптическая литография. Контактная печать
Разрешающая способность метода контактной печати может быть повышена,
Оптическая литография. Контактная печать
Разрешающая способность метода контактной печати может быть повышена,

Оптическая литография. Бесконтактная печать
Пространственное разделение фотошаблона и подложки существенно уменьшает количество
Оптическая литография. Бесконтактная печать
Пространственное разделение фотошаблона и подложки существенно уменьшает количество

Оптическая литография. Бесконтактная печать
Оптическая литография. Бесконтактная печать

Оптическая литография. Проекционная печать
Метод проекционной печати заключается в проецировании изображения фотошаблона
Оптическая литография. Проекционная печать
Метод проекционной печати заключается в проецировании изображения фотошаблона

Оптическая литография. Проекционная печать
Недостатки метода
Глубина резкости оптической системы должна превышать ±
Оптическая литография. Проекционная печать
Недостатки метода
Глубина резкости оптической системы должна превышать ±

Оптическая литография. Проекционная печать
Рассеяние света на оптических элементах из стекла приводит
Оптическая литография. Проекционная печать
Рассеяние света на оптических элементах из стекла приводит

Оптическая литография.
Проекционная система с пошаговым перемещением
Оптическая литография.
Проекционная система с пошаговым перемещением

Голографическая литография
В голографической литографии экспонируемая подложка помещается в область, где интерферируют
Голографическая литография
В голографической литографии экспонируемая подложка помещается в область, где интерферируют

Голографическая литография
Принцип использования голографической литографической литографии для изготовления решеток (экспонирование)
Голографическая литография
Принцип использования голографической литографической литографии для изготовления решеток (экспонирование)

Электронно-лучевая литография
Применение электронно-лучевой литографии (ЭЛЛ) позволяет решить технические проблемы:
повышение разрешающей способности
и
Электронно-лучевая литография
Применение электронно-лучевой литографии (ЭЛЛ) позволяет решить технические проблемы:
повышение разрешающей способности
и

Электронно-лучевая литография
Применение электронно-лучевой литографии для изготовления микроэлектронных приборов сводится к созданию:
-маскирующего
Электронно-лучевая литография
Применение электронно-лучевой литографии для изготовления микроэлектронных приборов сводится к созданию:
-маскирующего

Рентгеновская литография
Основу рентгеновской литографии составляют принципы контактной или бесконтактной печати при
Рентгеновская литография
Основу рентгеновской литографии составляют принципы контактной или бесконтактной печати при

Рентгеновская литография
Минимально допустимая величина литографического разрешения системы:
Δ = s (d/D)
s
Рентгеновская литография
Минимально допустимая величина литографического разрешения системы: Δ = s (d/D) s

Источники рентгеновского излучения
Рентгеновское излучение возникает при торможении в материале мишени падающих
Источники рентгеновского излучения
Рентгеновское излучение возникает при торможении в материале мишени падающих

Источники рентгеновского излучения
Для пучка электронов диаметром 1 мм, падающего на алюминиевую
Источники рентгеновского излучения
Для пучка электронов диаметром 1 мм, падающего на алюминиевую

Источники рентгеновского излучения
Для создания источников рентгеновских лучей с наибольшей интенсивностью используются
Источники рентгеновского излучения
Для создания источников рентгеновских лучей с наибольшей интенсивностью используются

Шаблоны рентгеновской литографии
Основная проблема состоит в изготовлении тонких, но прочных подложек,
Шаблоны рентгеновской литографии
Основная проблема состоит в изготовлении тонких, но прочных подложек,

Шаблоны рентгеновской литографии
Рисунок на пленке, поглощающий рентгеновское излучение, получается с помощью
Шаблоны рентгеновской литографии
Рисунок на пленке, поглощающий рентгеновское излучение, получается с помощью
 Акустикалық резонанс
Акустикалық резонанс Презентация к уроку физики в 11 классе Модуль вектора магнитной индукции. Закон Ампера.
Презентация к уроку физики в 11 классе Модуль вектора магнитной индукции. Закон Ампера. Физика в профессии Слесарь по ремонту автомобилей
Физика в профессии Слесарь по ремонту автомобилей Световое давление
Световое давление Упругие волны. (Тема 5)
Упругие волны. (Тема 5) Устройство асинхронного двигателя с короткозамкнутым ротором
Устройство асинхронного двигателя с короткозамкнутым ротором Проверочная работа по разделу физики 11 класса Основы астрономии
Проверочная работа по разделу физики 11 класса Основы астрономии Кипение. Удельная теплота парообразования
Кипение. Удельная теплота парообразования Механические колебания
Механические колебания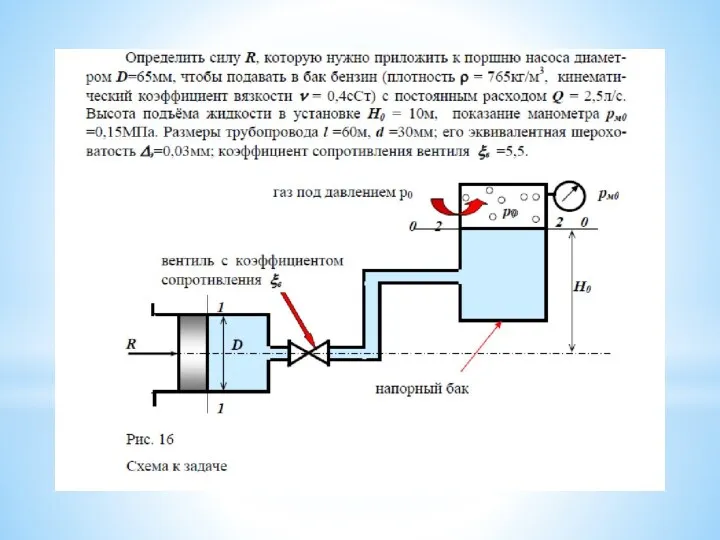 Сила R
Сила R Бұралған білік үшін беріктік шарты
Бұралған білік үшін беріктік шарты Кинематический анализ рычажных механизмов
Кинематический анализ рычажных механизмов Законы постоянного тока
Законы постоянного тока Урок-игра по волновой оптике
Урок-игра по волновой оптике Колебательное движение
Колебательное движение Физическая спартакиада. Игра-соревнование
Физическая спартакиада. Игра-соревнование МЕТОДИКА ИЗУЧЕНИЯ СВОЙСТВ ВЕЩЕСТВА В КУРСЕ ФИЗИКИ В СИСТЕМЕ СРЕДНЕГО ОБРАЗОВАНИЯ ПРИ РЕАЛИЗАЦИИ ФГОС
МЕТОДИКА ИЗУЧЕНИЯ СВОЙСТВ ВЕЩЕСТВА В КУРСЕ ФИЗИКИ В СИСТЕМЕ СРЕДНЕГО ОБРАЗОВАНИЯ ПРИ РЕАЛИЗАЦИИ ФГОС Тест по теме Тепловые явления 8 класс
Тест по теме Тепловые явления 8 класс Введение в физику низкоразмерных структур. Введение. Нанотехнология
Введение в физику низкоразмерных структур. Введение. Нанотехнология Типы оптических спектров. Спектральный анализ
Типы оптических спектров. Спектральный анализ Атомная энергетика. АЭС и ядерное оружие
Атомная энергетика. АЭС и ядерное оружие Развитие взглядов на природу света. Волновые и квантовые свойства света
Развитие взглядов на природу света. Волновые и квантовые свойства света Материальная точка. Система отсчета
Материальная точка. Система отсчета Определение плотности куска хозяйственного мыла. Домашняя лабораторная работа
Определение плотности куска хозяйственного мыла. Домашняя лабораторная работа Разработка комплекса ситуационных заданий по теме школьного курса физики Законы сохранения в механике на основе современных подходов к развитию интеллекта учащихся.
Разработка комплекса ситуационных заданий по теме школьного курса физики Законы сохранения в механике на основе современных подходов к развитию интеллекта учащихся. Зубчатые передачи
Зубчатые передачи Электростатика. Электродинамика
Электростатика. Электродинамика Равновесие в системе пар-жидкость. Перегонка
Равновесие в системе пар-жидкость. Перегонка