- История ультра звукового контроля

Содержание
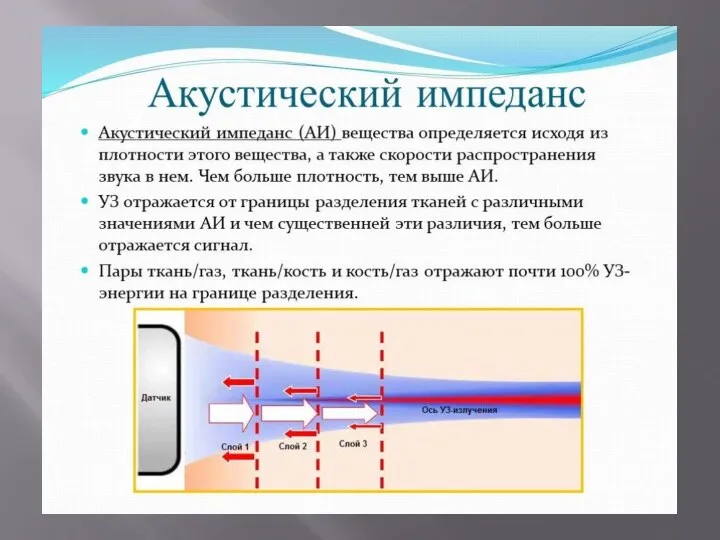
- 2. Ультразвуковой контроль основан на том, что ультразвуковые импульсы могут распространяться в исследуемом образце, границы и внутренние
- 3. Различным включениям в структуре металла свойственна определенная величина акустического сопротивления. Зачастую в этих включениях содержится воздух,
- 4. Выявленный дефект
- 5. ГЕНЕРАЦИЮ и излучение ультразвука осуществляет специальный резонатор посредством преобразования электрических колебаний в акустические. Он же вводит
- 6. Он позволяет решать различные задачи, для каждой из которых предназначается соответствующее оборудование. Данный метод сегодня представлен
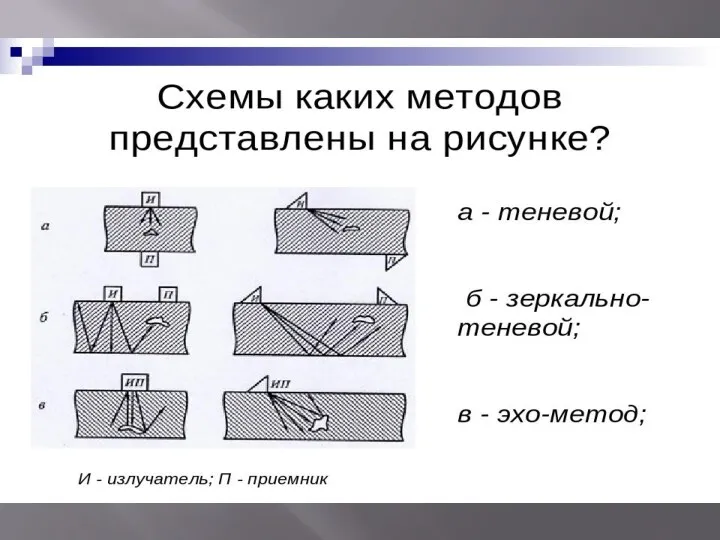
- 8. Ультразвуковой контроль металлических образцов может быть проведен пятью основными способами: теневым методом, эхо-методом, зеркально-теневым методом, зеркальным
- 10. С внедрением сложного компьютеризированного оборудования и, в частности, эффективных фазированных решеток излучателей стало возможным получение трехмерных
- 12. Скачать презентацию
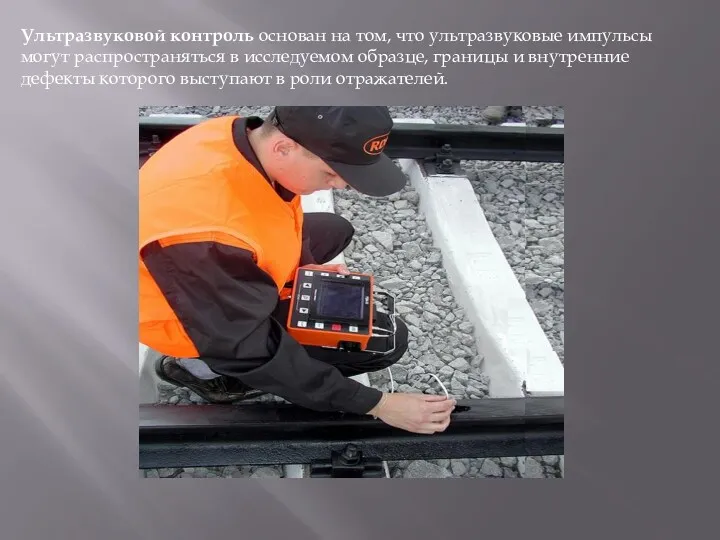
Ультразвуковой контроль основан на том, что ультразвуковые импульсы могут распространяться в исследуемом
Ультразвуковой контроль основан на том, что ультразвуковые импульсы могут распространяться в исследуемом
Различным включениям в структуре металла свойственна определенная величина акустического сопротивления. Зачастую
Различным включениям в структуре металла свойственна определенная величина акустического сопротивления. Зачастую

Выявленный дефект
Выявленный дефект
ГЕНЕРАЦИЮ и излучение ультразвука осуществляет специальный резонатор посредством преобразования электрических колебаний
ГЕНЕРАЦИЮ и излучение ультразвука осуществляет специальный резонатор посредством преобразования электрических колебаний
Он позволяет решать различные задачи, для каждой из которых предназначается соответствующее
Он позволяет решать различные задачи, для каждой из которых предназначается соответствующее

Ультразвуковой контроль металлических образцов может быть проведен пятью основными способами: теневым методом,
Ультразвуковой контроль металлических образцов может быть проведен пятью основными способами: теневым методом,
С внедрением сложного компьютеризированного оборудования и, в частности, эффективных фазированных решеток
С внедрением сложного компьютеризированного оборудования и, в частности, эффективных фазированных решеток
 Учёные России
Учёные России Молекулярна фізика і термодинаміка
Молекулярна фізика і термодинаміка Квантовомеханическая модель атома водорода
Квантовомеханическая модель атома водорода Законы взаимодействия и движения тел. Своя игра
Законы взаимодействия и движения тел. Своя игра Понятие и принципы построения математической модели физических систем
Понятие и принципы построения математической модели физических систем Радиолокация. Телевидение. Развитие средств связи
Радиолокация. Телевидение. Развитие средств связи Водородная бомба
Водородная бомба Сверхпроводимость материалов
Сверхпроводимость материалов Свеча на воде (задача)
Свеча на воде (задача) Тормозная система ВАЗ 2115
Тормозная система ВАЗ 2115 Полупроводниковые диоды
Полупроводниковые диоды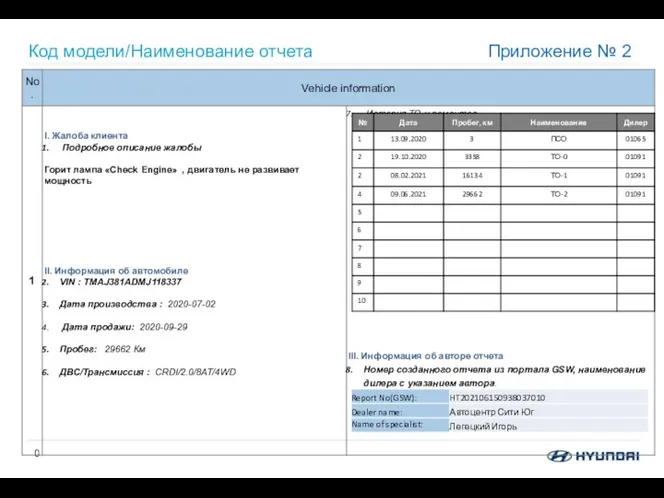 Код модели. Приложение №2
Код модели. Приложение №2 Хвильова оптика
Хвильова оптика Тушение люминесценции
Тушение люминесценции Кинематические схемы
Кинематические схемы Сложение сил. Равнодействующая сила
Сложение сил. Равнодействующая сила Каучук. Резеңке. Шыны.Өнеркәсіптік шыны
Каучук. Резеңке. Шыны.Өнеркәсіптік шыны Механический мерительный инструмент с преобразователями
Механический мерительный инструмент с преобразователями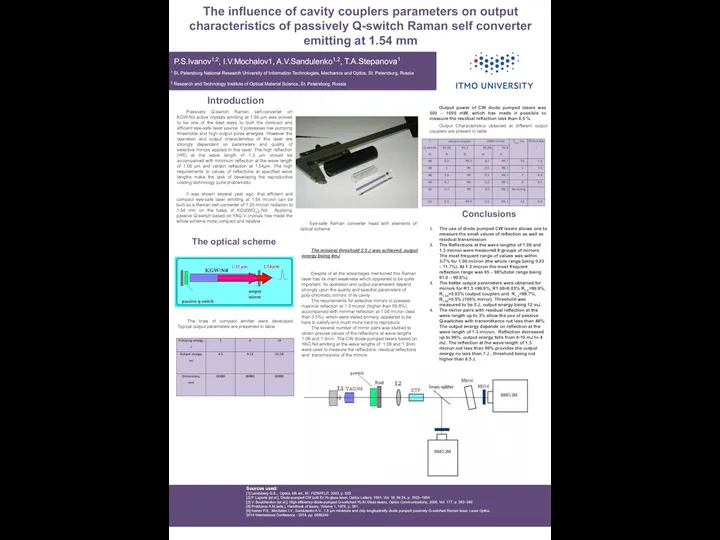 AdvPh mirrors
AdvPh mirrors Історія рекордів швидкості на човнах. (Тип проекту – повідомлення)
Історія рекордів швидкості на човнах. (Тип проекту – повідомлення) Магнит өрісінің тогы бар өткізгішке әрекеті. Электрқозғалтқыш. Электр өлшеуіш аспаптар
Магнит өрісінің тогы бар өткізгішке әрекеті. Электрқозғалтқыш. Электр өлшеуіш аспаптар Рух тіла під дією сили тяжіння
Рух тіла під дією сили тяжіння Электростатика
Электростатика Сопротивление в цепи переменного тока. (11 класс)
Сопротивление в цепи переменного тока. (11 класс) Electrode processes
Electrode processes Статические свойства атомных ядер. Ядерные модели
Статические свойства атомных ядер. Ядерные модели Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. Расчет количества теплоты. 8 класс
Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. Расчет количества теплоты. 8 класс Проект. Монтаж, ремонт и наладка модернизации САУ агрегатного станка для расточки моноблочной стрелы
Проект. Монтаж, ремонт и наладка модернизации САУ агрегатного станка для расточки моноблочной стрелы