- Лазерные технологии

Содержание
- 2. Основные физические процессы лазерной обработки
- 3. Закон Бугера-Ламберта I( x)= I0exp(–ax), где: I(x) – интенсивность лазерного излучения, проникшего в материал на глубину
- 4. При лазерной обработке могут происходить следующие эффекты: испарение обрабатываемого материала, абляция вещества самого материала или загрязняющих
- 5. Испарение материала, сопровождающееся образованием жидкой фазы 1- фаза линейного роста отверстия со временем; 2- фаза замедления
- 6. Расположение фокуса фокусирующей линзы Наименьший теоретически возможный диаметр лазерного луча на поверхности материала (d), можно рассчитать
- 7. Энергетический баланс излучения, падающего на поглощающую среду Q=P1+P2+P3+P4, где: P1 – энергия, идущая на отражение и
- 8. Особенности лазерного излучения Разность фаз в двух точках плоскости, перпендикулярной направлению распространения, сохраняется постоянной 1. Когерентность
- 9. Особенности лазерного излучения Все лучи в пучке почти параллельны друг другу 2. Коллимитированность
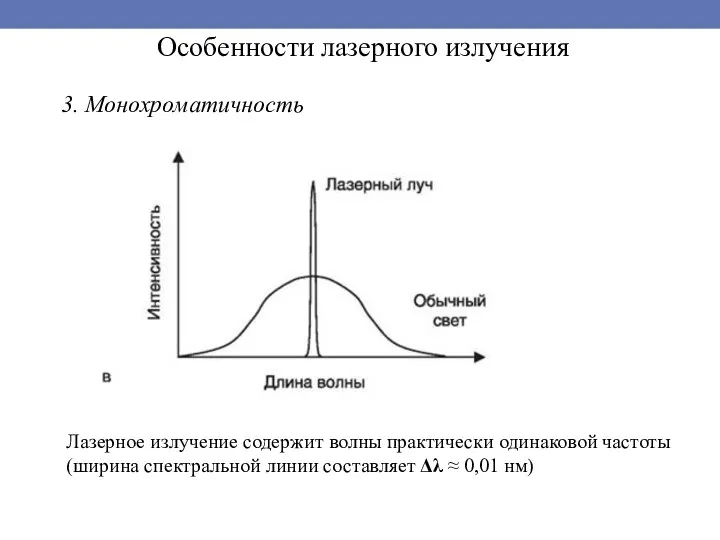
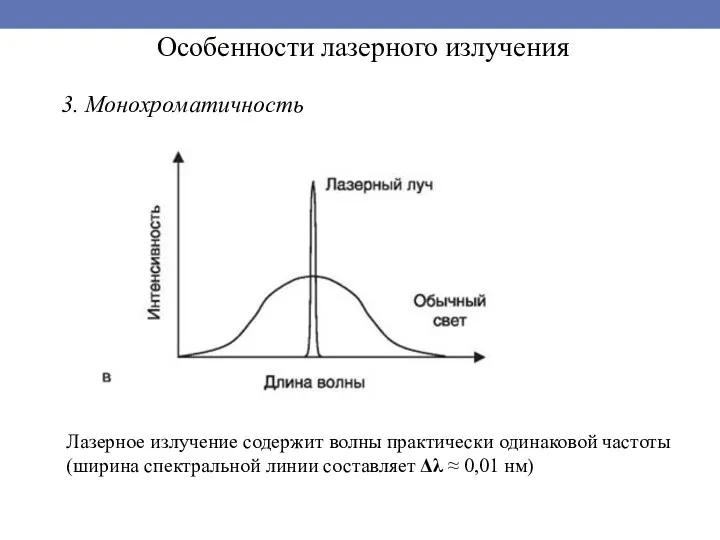
- 10. Особенности лазерного излучения Лазерное излучение содержит волны практически одинаковой частоты (ширина спектральной линии составляет Δλ ≈
- 11. Особенности лазерного излучения Лазерное излучение содержит волны практически одинаковой частоты (ширина спектральной линии составляет Δλ ≈
- 12. 4. Высокая мощность. До 105 Вт в непрерывном режиме. Мощность импульсных лазеров на несколько порядков выше.
- 13. Параметры лазеров, требуемые для обработки материалов – мощность излучения Р ; – длина волны λ ;
- 14. Зависимость коэффициента поглощения лазерного излучения от длины волны для различных материалов А – стекло; В –
- 15. Функциональная схема лазерной установки для обработки материалов 1 – лазерный излучатель; 2 – блок питания лазера;
- 16. Возможности лазерного гравирования и маркирования Глубина маркирования – до 0,5 мм, гравирования – до 3,5 мм
- 17. Преимущества лазерного гравирования бесконтактность – отсутствуют износ и повреждения изделия; практически полное отсутствие нагрева гравируемого изделия
- 18. Получение цветных пленок на поверхности металлов Виды пленок: оксидные, нитридные Схема возникновения эффекта цветности пленки в
- 19. Оптическая схема лазерной установки для создания цветных пленок на поверхности металлов
- 20. Гравирование тональных изображений на древесине Процессы, протекающие в древесине при температурном воздействии: 1 – зона исходного
- 21. Распределение температурных полей в зоне воздействия лазерного луча 1 – пятно обугливания, 2 – линия обугливания
- 22. Поглощенная плотность энергии
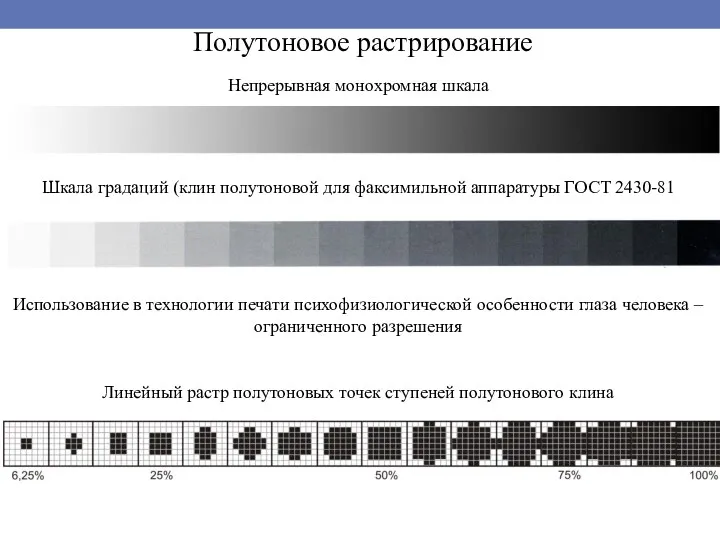
- 23. Полутоновое растрирование Непрерывная монохромная шкала Шкала градаций (клин полутоновой для факсимильной аппаратуры ГОСТ 2430-81 Использование в
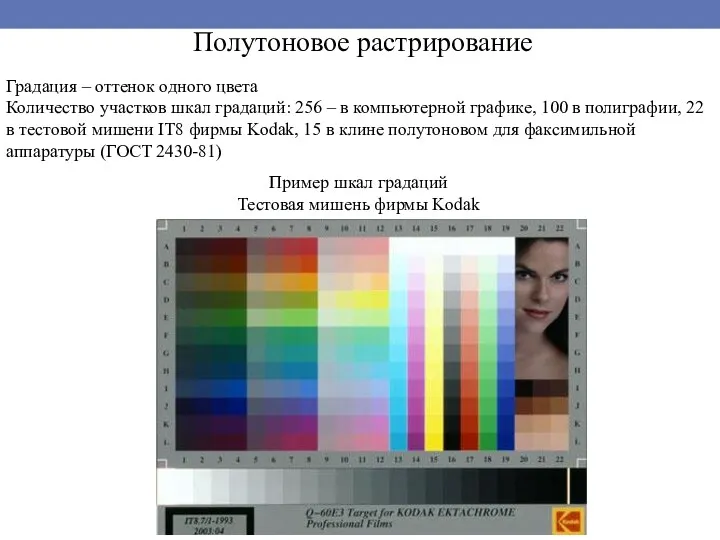
- 24. Полутоновое растрирование Градация – оттенок одного цвета Количество участков шкал градаций: 256 – в компьютерной графике,
- 25. Полутоновое растрирование
- 26. Полутоновое растрирование Влияние линиатуры растра на качество изображения
- 27. Влияние разрешения на тон Картина линейного растра при гравировании образцов из древесины бука при разных значениях
- 28. Влияние тона макета, импульсной мощности и скорости гравирования на тон Гравировки полутонового клина на древесине бука
- 29. Типовая зависимость насыщенности (процента) черного цвета гравировки от насыщенности (процента) черного цвета макета
- 30. Влияние размера изображения и свойств древесины на качество гравировки Размеры изображений: а, б – 60 х
- 31. Варианты достижения высокого качества гравировки 1. Опытным путем со случайным выбором режимов гравирования выбранного изображения на
- 32. Вариант 2. Выбор рационального режима гравирования без корректировки макета
- 33. Вариант 3. Выбор рационального режима гравирования с корректировкой макета (на примере искусственной кожи)
- 35. Скачать презентацию
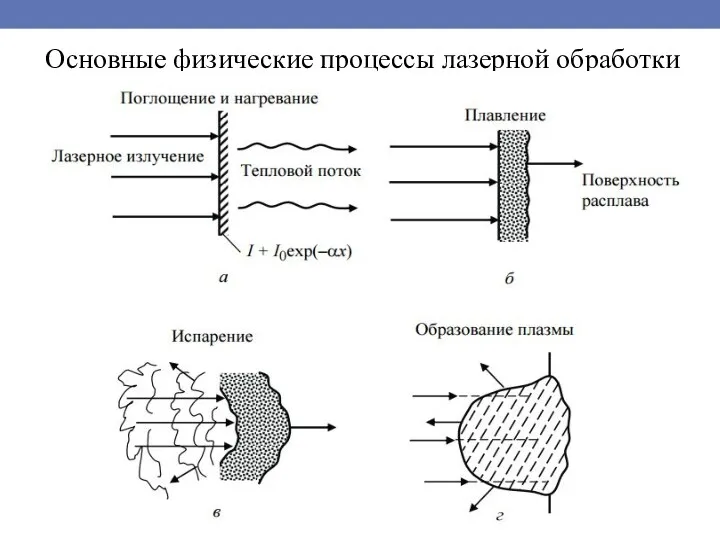
Основные физические процессы лазерной обработки
Основные физические процессы лазерной обработки
Закон Бугера-Ламберта
I( x)= I0exp(–ax), где:
I(x) – интенсивность лазерного излучения, проникшего
Закон Бугера-Ламберта
I( x)= I0exp(–ax), где:
I(x) – интенсивность лазерного излучения, проникшего
При лазерной обработке могут происходить следующие эффекты:
испарение обрабатываемого материала,
абляция вещества самого
При лазерной обработке могут происходить следующие эффекты:
испарение обрабатываемого материала,
абляция вещества самого
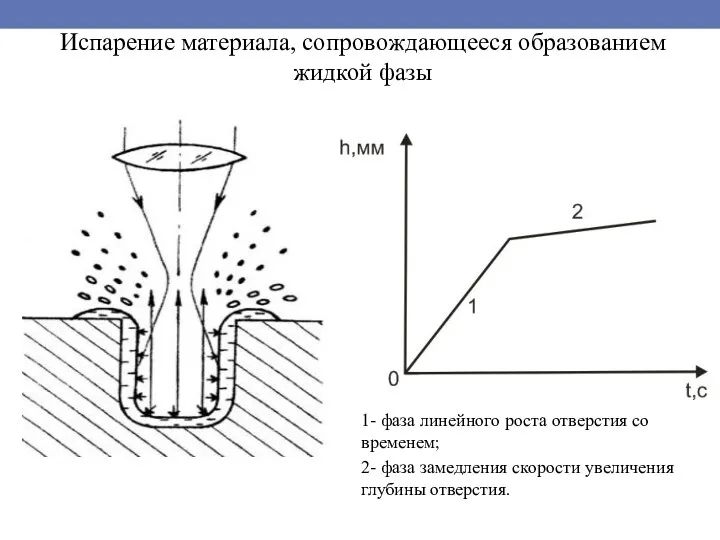
Испарение материала, сопровождающееся образованием
жидкой фазы
1- фаза линейного роста отверстия со
Испарение материала, сопровождающееся образованием
жидкой фазы
1- фаза линейного роста отверстия со
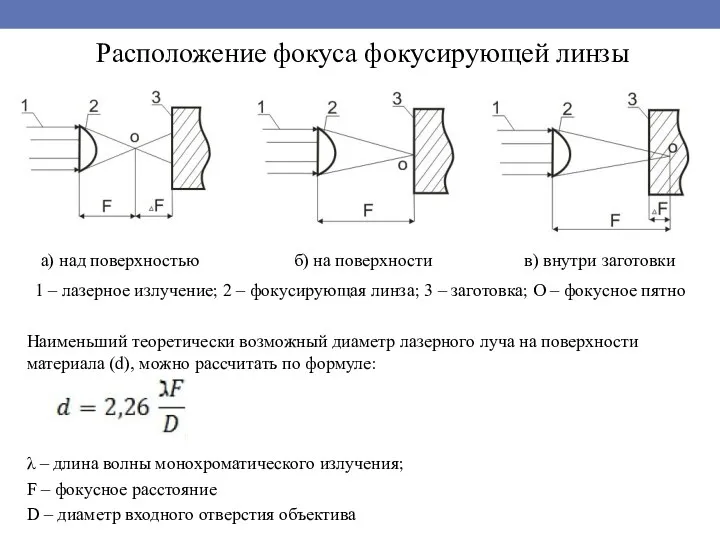
Расположение фокуса фокусирующей линзы
Наименьший теоретически возможный диаметр лазерного луча на поверхности
Расположение фокуса фокусирующей линзы
Наименьший теоретически возможный диаметр лазерного луча на поверхности
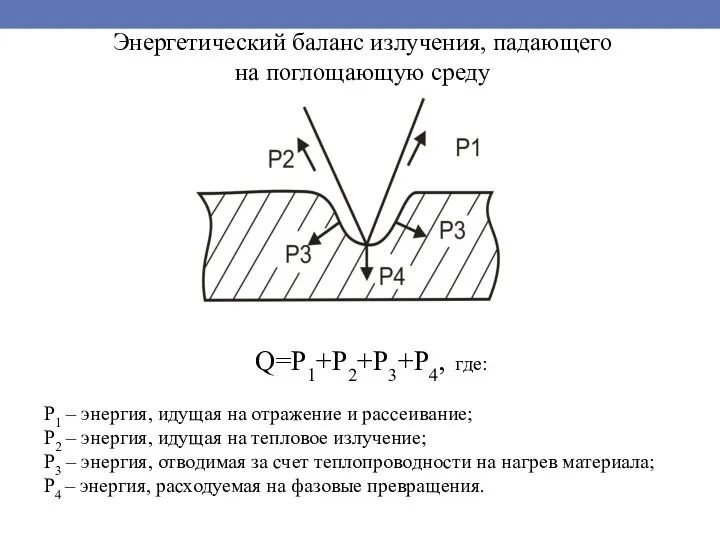
Энергетический баланс излучения, падающего
на поглощающую среду
Q=P1+P2+P3+P4, где:
P1 – энергия, идущая
Энергетический баланс излучения, падающего
на поглощающую среду
Q=P1+P2+P3+P4, где:
P1 – энергия, идущая
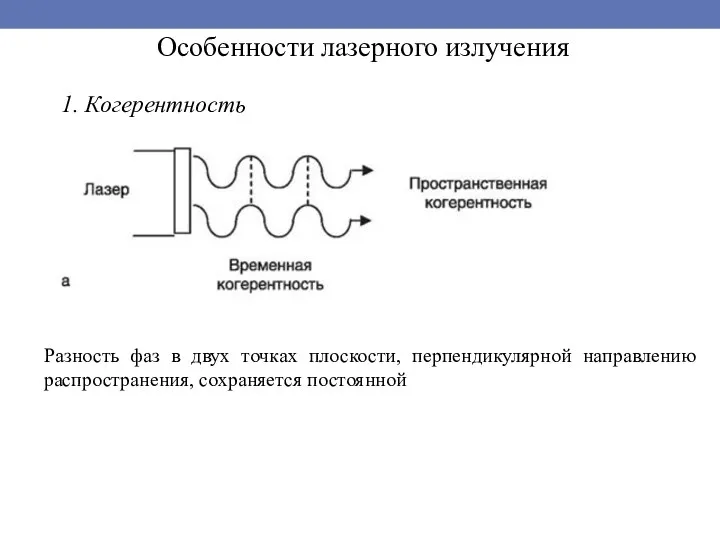
Особенности лазерного излучения
Разность фаз в двух точках плоскости, перпендикулярной направлению распространения,
Особенности лазерного излучения
Разность фаз в двух точках плоскости, перпендикулярной направлению распространения,
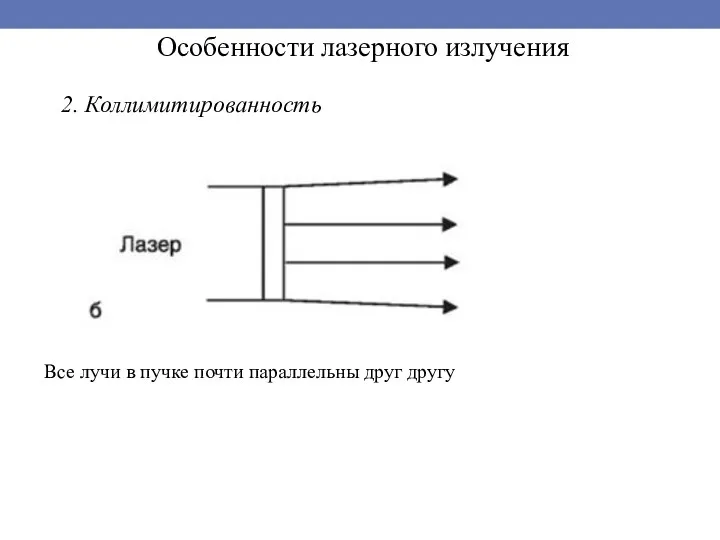
Особенности лазерного излучения
Все лучи в пучке почти параллельны друг другу
2.
Особенности лазерного излучения
Все лучи в пучке почти параллельны друг другу
2.
Особенности лазерного излучения
Лазерное излучение содержит волны практически одинаковой частоты (ширина спектральной
Особенности лазерного излучения
Лазерное излучение содержит волны практически одинаковой частоты (ширина спектральной
Особенности лазерного излучения
Лазерное излучение содержит волны практически одинаковой частоты (ширина спектральной
Особенности лазерного излучения
Лазерное излучение содержит волны практически одинаковой частоты (ширина спектральной
4. Высокая мощность.
До 105 Вт в непрерывном режиме. Мощность импульсных лазеров на несколько
4. Высокая мощность.
До 105 Вт в непрерывном режиме. Мощность импульсных лазеров на несколько
Параметры лазеров, требуемые для обработки материалов
– мощность излучения Р ;
–
Параметры лазеров, требуемые для обработки материалов
– мощность излучения Р ;
–
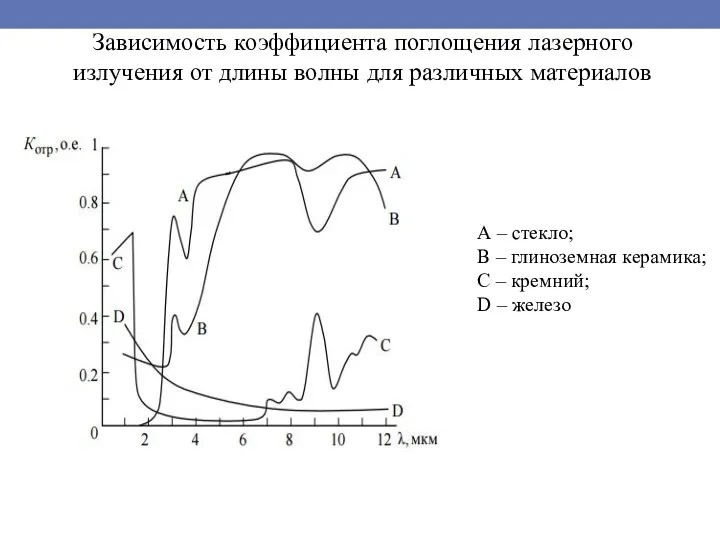
Зависимость коэффициента поглощения лазерного излучения от длины волны для различных материалов
А
Зависимость коэффициента поглощения лазерного излучения от длины волны для различных материалов
А

Функциональная схема лазерной установки
для обработки материалов
1 – лазерный излучатель;
2 –
Функциональная схема лазерной установки
для обработки материалов
1 – лазерный излучатель;
2 –
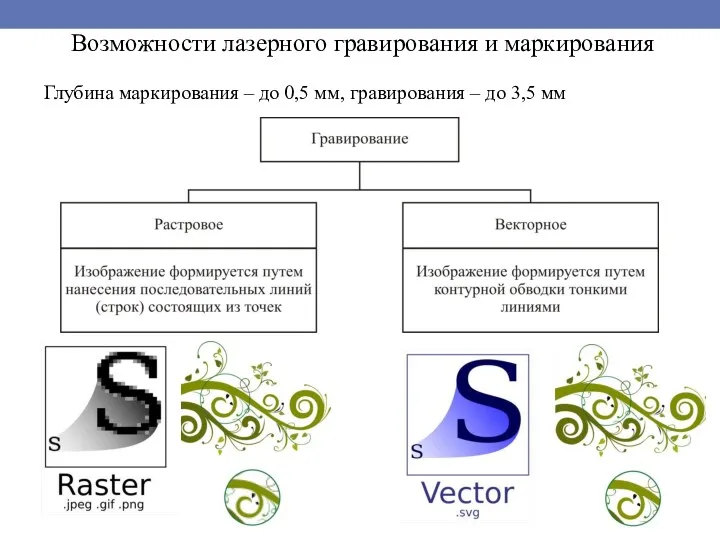
Возможности лазерного гравирования и маркирования
Глубина маркирования – до 0,5 мм, гравирования
Возможности лазерного гравирования и маркирования
Глубина маркирования – до 0,5 мм, гравирования
Преимущества лазерного гравирования
бесконтактность – отсутствуют износ и повреждения изделия;
практически полное отсутствие
Преимущества лазерного гравирования
бесконтактность – отсутствуют износ и повреждения изделия;
практически полное отсутствие

Получение цветных пленок на поверхности металлов
Виды пленок: оксидные, нитридные
Схема возникновения эффекта
Получение цветных пленок на поверхности металлов
Виды пленок: оксидные, нитридные
Схема возникновения эффекта

Оптическая схема лазерной установки для создания цветных пленок на поверхности металлов
Оптическая схема лазерной установки для создания цветных пленок на поверхности металлов
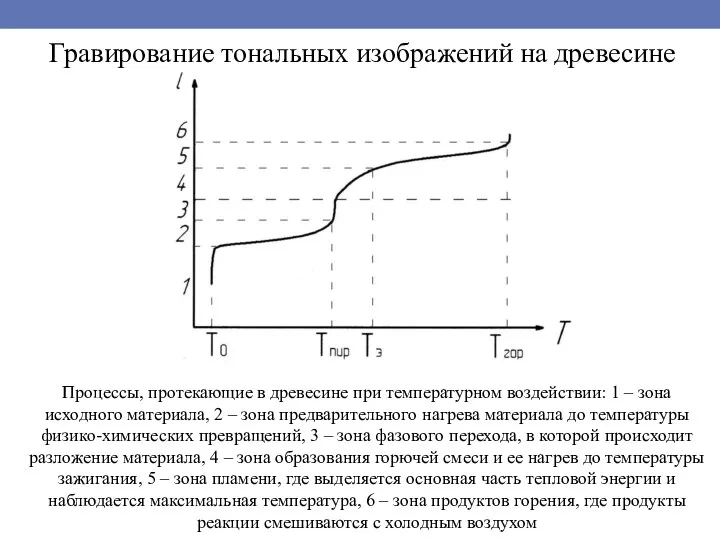
Гравирование тональных изображений на древесине
Процессы, протекающие в древесине при температурном воздействии:
Гравирование тональных изображений на древесине
Процессы, протекающие в древесине при температурном воздействии:
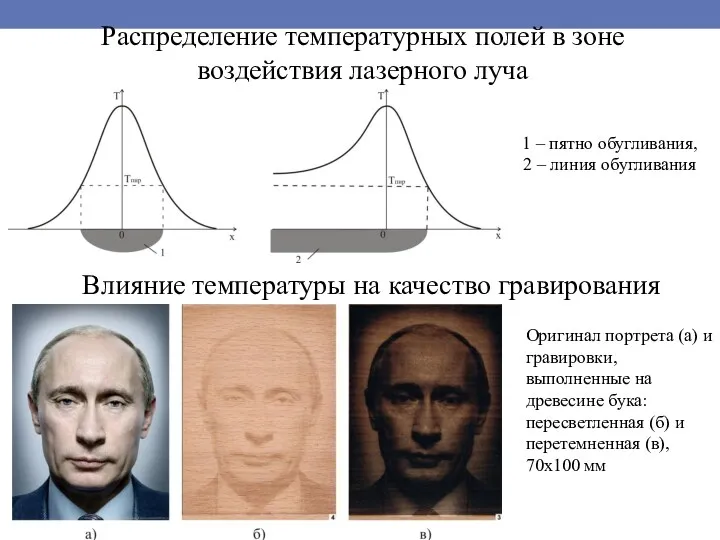
Распределение температурных полей в зоне воздействия лазерного луча
1 – пятно обугливания,
Распределение температурных полей в зоне воздействия лазерного луча
1 – пятно обугливания,
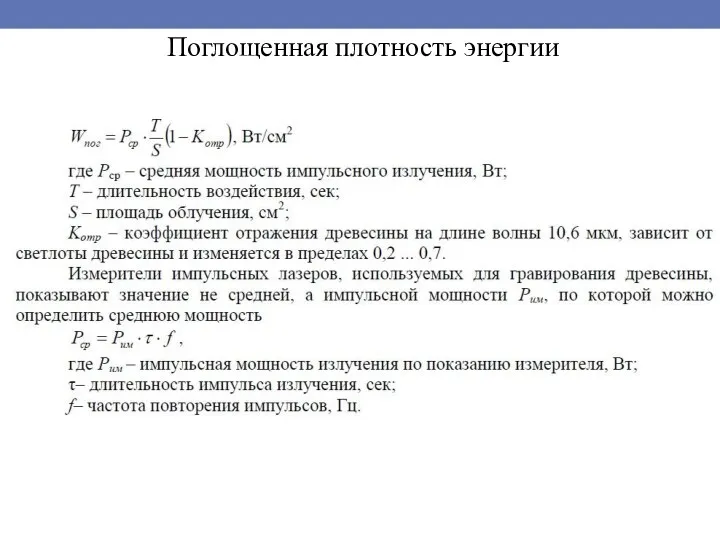
Поглощенная плотность энергии
Поглощенная плотность энергии
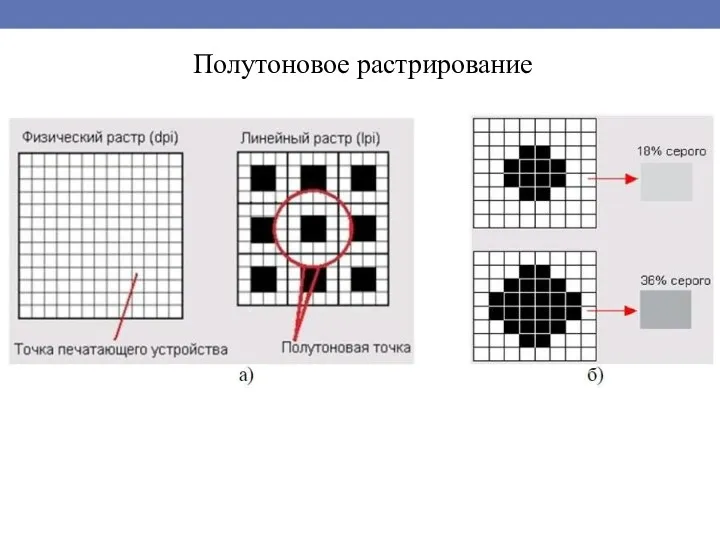
Полутоновое растрирование
Непрерывная монохромная шкала
Шкала градаций (клин полутоновой для факсимильной аппаратуры ГОСТ
Полутоновое растрирование
Непрерывная монохромная шкала
Шкала градаций (клин полутоновой для факсимильной аппаратуры ГОСТ
Полутоновое растрирование
Градация – оттенок одного цвета
Количество участков шкал градаций: 256 –
Полутоновое растрирование
Градация – оттенок одного цвета
Количество участков шкал градаций: 256 –
Полутоновое растрирование
Полутоновое растрирование
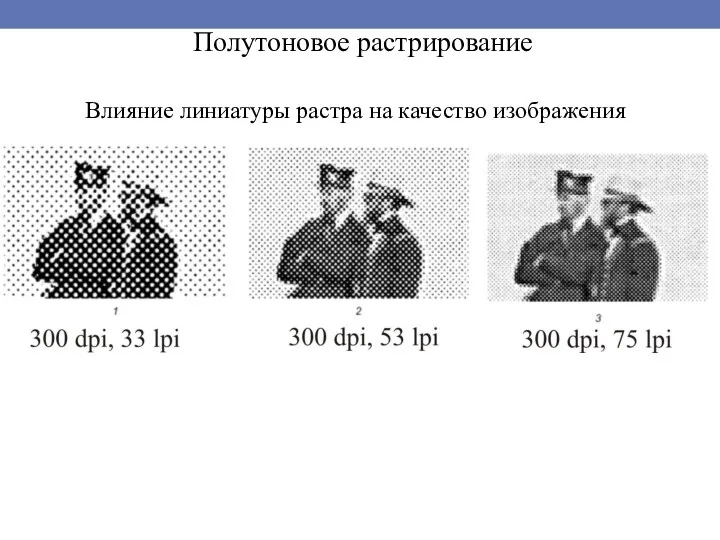
Полутоновое растрирование
Влияние линиатуры растра на качество изображения
Полутоновое растрирование
Влияние линиатуры растра на качество изображения
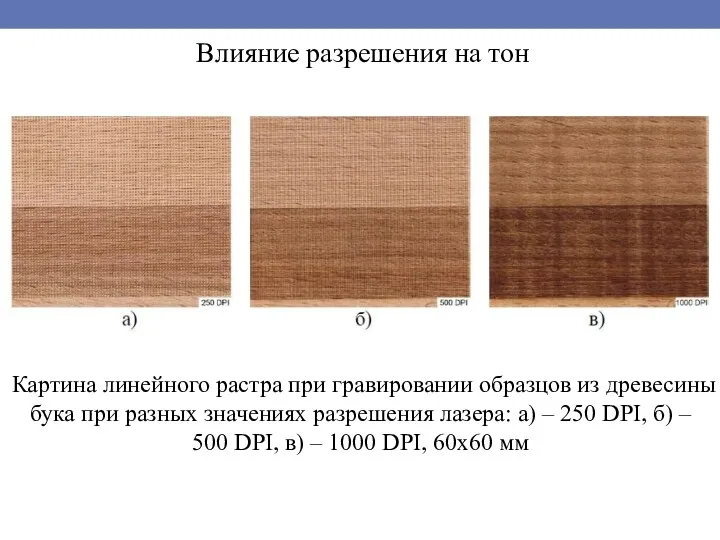
Влияние разрешения на тон
Картина линейного растра при гравировании образцов из древесины
Влияние разрешения на тон
Картина линейного растра при гравировании образцов из древесины
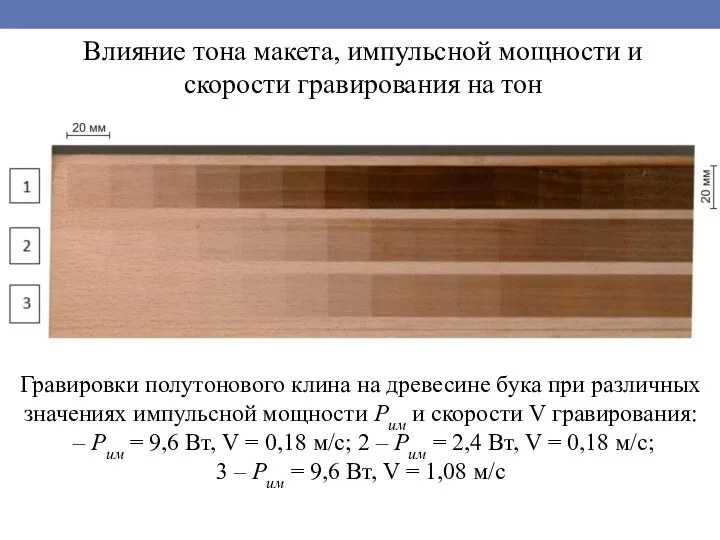
Влияние тона макета, импульсной мощности и скорости гравирования на тон
Гравировки полутонового
Влияние тона макета, импульсной мощности и скорости гравирования на тон
Гравировки полутонового
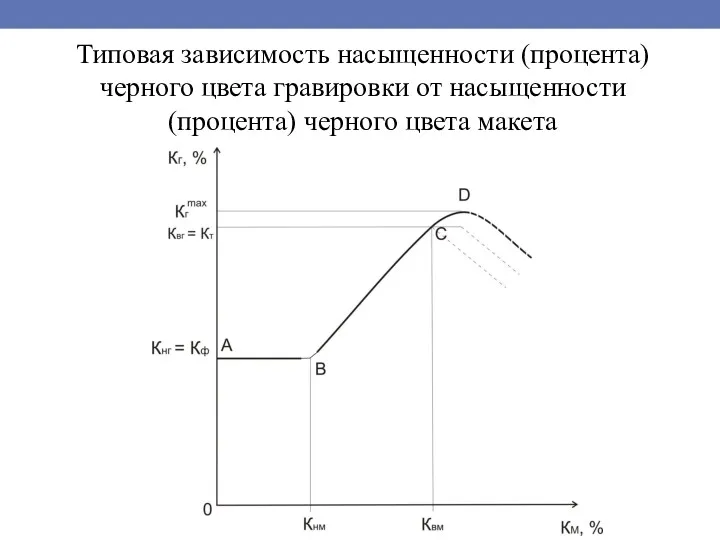
Типовая зависимость насыщенности (процента) черного цвета гравировки от насыщенности (процента) черного
Типовая зависимость насыщенности (процента) черного цвета гравировки от насыщенности (процента) черного
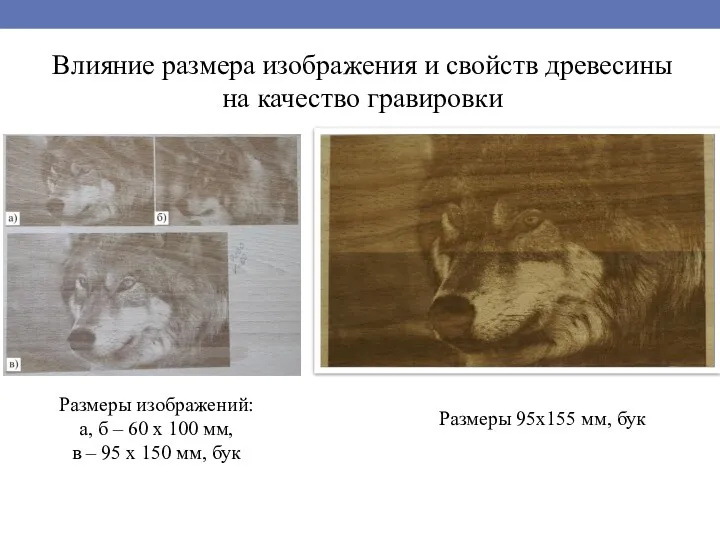
Влияние размера изображения и свойств древесины на качество гравировки
Размеры изображений:
а,
Влияние размера изображения и свойств древесины на качество гравировки
Размеры изображений:
а,
Варианты достижения высокого качества гравировки
1. Опытным путем со случайным выбором режимов
Варианты достижения высокого качества гравировки
1. Опытным путем со случайным выбором режимов
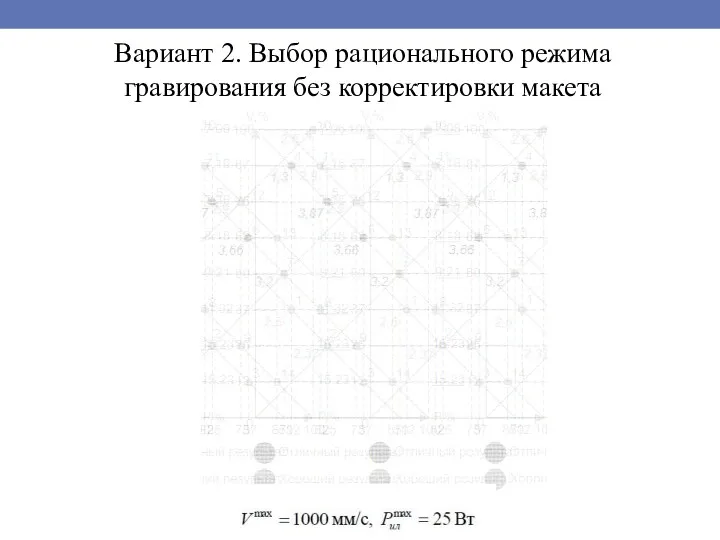
Вариант 2. Выбор рационального режима гравирования без корректировки макета
Вариант 2. Выбор рационального режима гравирования без корректировки макета
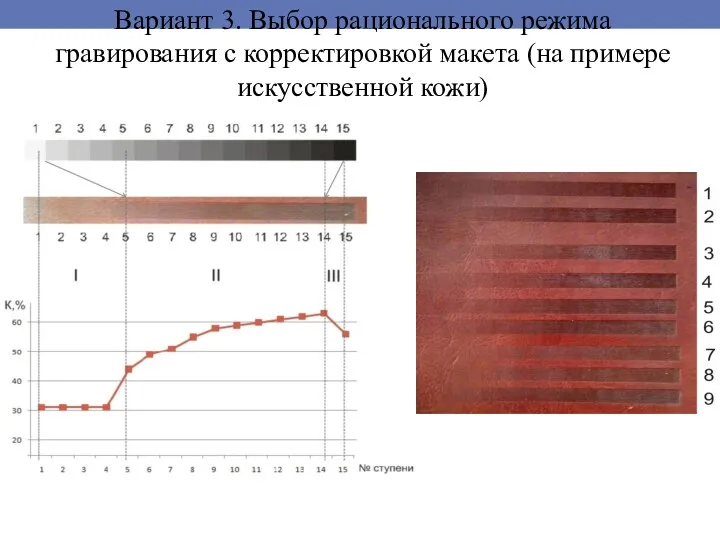
Вариант 3. Выбор рационального режима гравирования с корректировкой макета (на примере
Вариант 3. Выбор рационального режима гравирования с корректировкой макета (на примере
 Редуктор конический одноступенчатый горизонтальный
Редуктор конический одноступенчатый горизонтальный Магнит өрісі. Магнит индукция векторы
Магнит өрісі. Магнит индукция векторы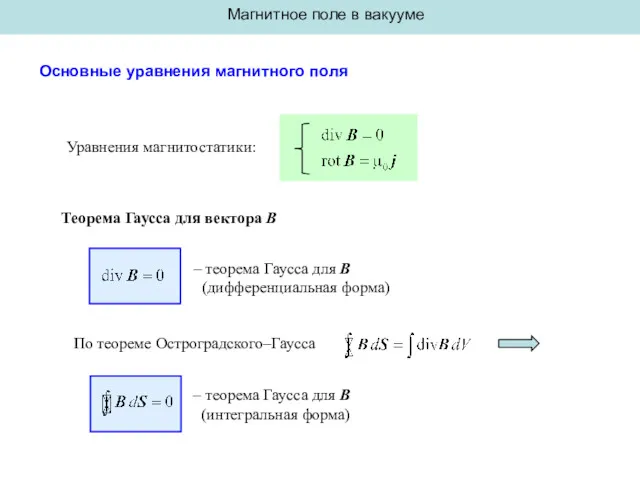 Магнитное поле в вакууме
Магнитное поле в вакууме Детали машин. Выполнение рабочих чертежей
Детали машин. Выполнение рабочих чертежей Измерение времени. (2 класс)
Измерение времени. (2 класс) Трансформатор және генератор
Трансформатор және генератор Динамика материальной точки
Динамика материальной точки Физика. Словарь терминов
Физика. Словарь терминов Маломощные радиостанции КВ диапазона. Тактико-технические данные радиостанции Р-130М. (Тема 4.1)
Маломощные радиостанции КВ диапазона. Тактико-технические данные радиостанции Р-130М. (Тема 4.1) Термоядерная реакция
Термоядерная реакция Атом. Состав атомного ядра
Атом. Состав атомного ядра Автоколебания. Природа автоколебаний
Автоколебания. Природа автоколебаний Урок - викторина Что? Где? Когда? для 11 класса по теме Оптические явления
Урок - викторина Что? Где? Когда? для 11 класса по теме Оптические явления Электростатика. Электрические взаимодействия (часть 2)
Электростатика. Электрические взаимодействия (часть 2) Организация ТО и ремонта автомобиля Iveco Deily 50C15V
Организация ТО и ремонта автомобиля Iveco Deily 50C15V Что такое сила? Вопросы для повторения
Что такое сила? Вопросы для повторения Кривошипно-шатунный механизм
Кривошипно-шатунный механизм Электромагнитные волны
Электромагнитные волны The Volkswagen Käfer Convertible Police
The Volkswagen Käfer Convertible Police Своя игра по физике - 7
Своя игра по физике - 7 Реактивное движение
Реактивное движение Турбонаддув. Турбированный бензиновый двигатель
Турбонаддув. Турбированный бензиновый двигатель Викторина по физике для 8 класса по теме Оптика
Викторина по физике для 8 класса по теме Оптика Фаза бөлімінің шекарасындағы гетерогенді жүйенің термодинамикалық сипаттамасы. Дәріс 2
Фаза бөлімінің шекарасындағы гетерогенді жүйенің термодинамикалық сипаттамасы. Дәріс 2 графики плавления и кристаллизации
графики плавления и кристаллизации Строительная механика. Кинематический анализ сооружений. Часть I
Строительная механика. Кинематический анализ сооружений. Часть I Волновая оптика. Интерференция и дифракция
Волновая оптика. Интерференция и дифракция Тепломассообмен. Конвекция
Тепломассообмен. Конвекция