- Механическая обработка восстановленных деталей

Содержание
- 2. Вопрос 1. Обработка деталей с наплавленными и газотермическими покрытиями Выбор вида обработки зависит от твердости и
- 3. Перспективным является применение киборита – материал, стойкость 120…180 мин (для Т15К6 – 30 мин), скорость резания
- 4. Обработка деталей с газотермическим напылением. Обрабатываются точением, шлифованием, сверлением и хонингованием. Слесарная обработка: шабрение, анодно-механическая обработка,
- 5. , Шлифование: инструмент – шлифовальные круги: 1) из карбида кремния марки К3 (зернистость М25…М40, твердость СМ1…СТ1),
- 6. Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями. Чаще всего обработку выполняют шлифованием. Осажденное электролитически
- 7. Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой толщины покрытия. На пластмассовых покрытиях
- 8. Вопрос 3. Перспективные способы обработки восстановленных деталей. Абразивно-лезвийная обработка заключается в разупрочнении наплавленного металла. Источником нагрева
- 9. Рисунок 3 – Абразивно-лезвийная обработка LК – длина дуги контакта
- 10. Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ, при скорости резания Vр=8 м/мин,
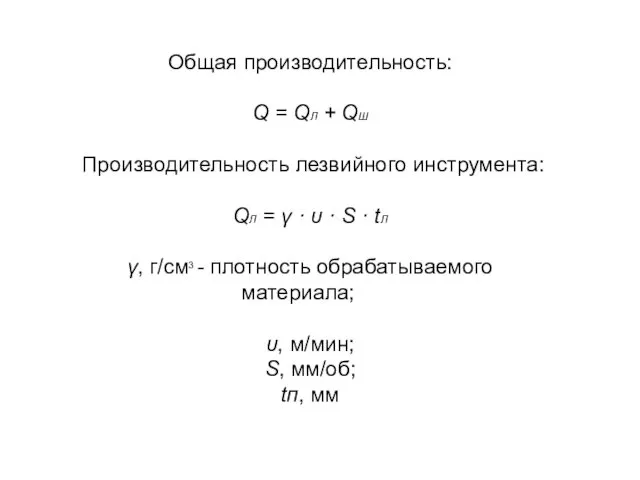
- 11. Общая производительность: Q = QЛ + QШ Производительность лезвийного инструмента: QЛ = γ · υ ·
- 12. tп, мм Производительность шлифования: QШ = γ · υд · S0 · tШ υд - скорость
- 13. Рисунок 4 – Электрохимическое шлифование При восстановлении деталей покрытых износостойкими материалами обработка лезвийным инструментом затруднена из-за
- 14. Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным полюсом источника постоянного тока 1.
- 16. Скачать презентацию

Вопрос 1. Обработка деталей с наплавленными и газотермическими покрытиями
Выбор вида обработки
Вопрос 1. Обработка деталей с наплавленными и газотермическими покрытиями
Выбор вида обработки
Перспективным является применение киборита – материал, стойкость 120…180 мин (для Т15К6
Перспективным является применение киборита – материал, стойкость 120…180 мин (для Т15К6
Обработка деталей с газотермическим напылением.
Обрабатываются точением, шлифованием, сверлением и хонингованием. Слесарная
Обработка деталей с газотермическим напылением.
Обрабатываются точением, шлифованием, сверлением и хонингованием. Слесарная
,
Шлифование: инструмент – шлифовальные круги:
1) из карбида кремния марки К3 (зернистость
,
Шлифование: инструмент – шлифовальные круги:
1) из карбида кремния марки К3 (зернистость
Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями.
Чаще всего обработку
Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями.
Чаще всего обработку
Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой
Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой
Вопрос 3. Перспективные способы обработки восстановленных деталей.
Абразивно-лезвийная обработка заключается в разупрочнении
Вопрос 3. Перспективные способы обработки восстановленных деталей.
Абразивно-лезвийная обработка заключается в разупрочнении
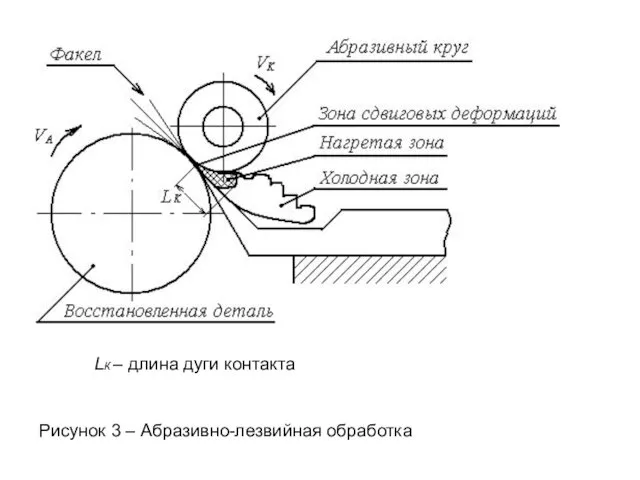
Рисунок 3 – Абразивно-лезвийная обработка
LК – длина дуги контакта
Рисунок 3 – Абразивно-лезвийная обработка
LК – длина дуги контакта

Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ,
Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ,
Общая производительность:
Q = QЛ + QШ
Производительность лезвийного инструмента:
QЛ = γ ·
Общая производительность:
Q = QЛ + QШ
Производительность лезвийного инструмента:
QЛ = γ ·
tп, мм
Производительность шлифования:
QШ = γ · υд · S0 · tШ
υд
tп, мм
Производительность шлифования:
QШ = γ · υд · S0 · tШ
υд
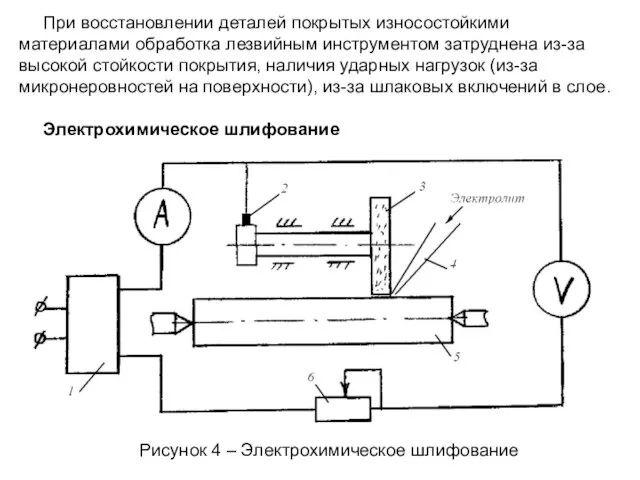
Рисунок 4 – Электрохимическое шлифование
При восстановлении деталей покрытых износостойкими материалами
Рисунок 4 – Электрохимическое шлифование
При восстановлении деталей покрытых износостойкими материалами
Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным
Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным
 игровые занятия по физике
игровые занятия по физике Фотоаппарат. История фотографии
Фотоаппарат. История фотографии Урок физики в 7-м классе на тему Плавание тел Урок физики в 7-м классе на тему Плавание тел
Урок физики в 7-м классе на тему Плавание тел Урок физики в 7-м классе на тему Плавание тел Потери в сверхпроводниках с сильным пиннингом. Криогенные и сверхпроводящие электроэнергетические устройства. Лекция 9
Потери в сверхпроводниках с сильным пиннингом. Криогенные и сверхпроводящие электроэнергетические устройства. Лекция 9 Твердая фаза и поровое пространство почв. Реология. Основа, модельные представления
Твердая фаза и поровое пространство почв. Реология. Основа, модельные представления Оптика - раздел физики
Оптика - раздел физики Плавание судов
Плавание судов Сообщающиеся сосуды. Решение задач. 7 класс
Сообщающиеся сосуды. Решение задач. 7 класс Действие жидкости и газа на погруженное в них тело
Действие жидкости и газа на погруженное в них тело Трехфазные цепи переменного тока
Трехфазные цепи переменного тока Электронные спектры поглощения различных классов органических соединений
Электронные спектры поглощения различных классов органических соединений Методика проведения урока-исследования по теме Термодинамика
Методика проведения урока-исследования по теме Термодинамика Поверхностное натяжение. Смачивание. Капиллярные явления
Поверхностное натяжение. Смачивание. Капиллярные явления Электродинамика
Электродинамика Презентация к уроку на тему Кристаллические тела и их применение
Презентация к уроку на тему Кристаллические тела и их применение Тема 3. Динамика материальной точки
Тема 3. Динамика материальной точки Музыкальные звуки и шумы
Музыкальные звуки и шумы Механические гармонические колебания. §1. Колебательное движение. Признаки и условия колебательного движения
Механические гармонические колебания. §1. Колебательное движение. Признаки и условия колебательного движения Электрический ток в различных средах
Электрический ток в различных средах Решение задач на гидравлические машины
Решение задач на гидравлические машины электромагнитная природа света
электромагнитная природа света Электр өрісінің графиктік бейнеленуі
Электр өрісінің графиктік бейнеленуі Нанотехнологии
Нанотехнологии Законы взаимодействия и движения тел. Своя игра
Законы взаимодействия и движения тел. Своя игра We are trying to make an overview of all developed sensors
We are trying to make an overview of all developed sensors Расчет токов короткого замыкания
Расчет токов короткого замыкания Режимы работы электродвигателей
Режимы работы электродвигателей Адгезия және сулану. Дәріс 6
Адгезия және сулану. Дәріс 6