Методы финишной обработки поверхностей деталей. Электрофизические и электрохимические методы обработки презентация
- Методы финишной обработки поверхностей деталей. Электрофизические и электрохимические методы обработки

Содержание
- 2. Классификация методов финишной обработки поверхностей деталей
- 3. Методы отделочной обработки деталей: Хонингование а) схема хонингования цилиндрического отверстия; б) микрорельеф обработанной поверхности в виде
- 4. Схемы хонингования: а – с двумя степенями свободы заготовки: D1 – главное движение; D2 – возвратно-поступательное
- 5. Доводка-притирка: а – схема; б – наружных цилиндров; в – внутренних цилиндров; г – плоских поверхностей;
- 6. Суперфиниширование Dr – главное движение резания (возвратно-поступательное перемещение абразивных брусков относительно заготовки); Dsкр – круговое движение
- 7. Суперфиниширование: а – схема: 1 – пружина; 2 – брусок; 3 – заготовка; 4 – жесткий
- 8. Полирование Dr – главное движение резания (вращательное движение заготовки); Dsкр – круговое движение подачи (возвратно-вращательное движение
- 9. Классификация электрофизических и электрохимических методов обработки
- 10. Электрофизические методы обработки Схема электроискрового станка Электроэрозионные методы обработки: 1 – электрод-инструмент; 2 – ванна; 3
- 11. Схемы электроискровой обработки а) прошивание отверстия с криволинейной осью; Dsкр – круговое движение подачи (вращательное движение
- 12. Схема электроимпульсной обработки Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно заготовки); 1 – электродвигатель;
- 13. Схема электроконтактной обработки Dr – главное движение обработки (вращательное движение электрода-инструмента относительно поверхности заготовки); Dsпр –
- 14. Электрохимическая обработка Схема электрохимического полирования 1 – ванна; 2 – обрабатываемая заготовка; 3 – пластина-электрод; 4
- 15. Схема электрохимической размерной обработки Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно заготовки); 1 –
- 16. Электроабразивная и электроалмазная обработка Схема электроабразивного шлифования Dr – главное движение резания (вращение шлифовального круга); Dsп
- 17. Схема анодно-механической обработки Dr – главное движение резания (вращение инструмента – диски, проволока); Dsв – движение
- 19. Скачать презентацию
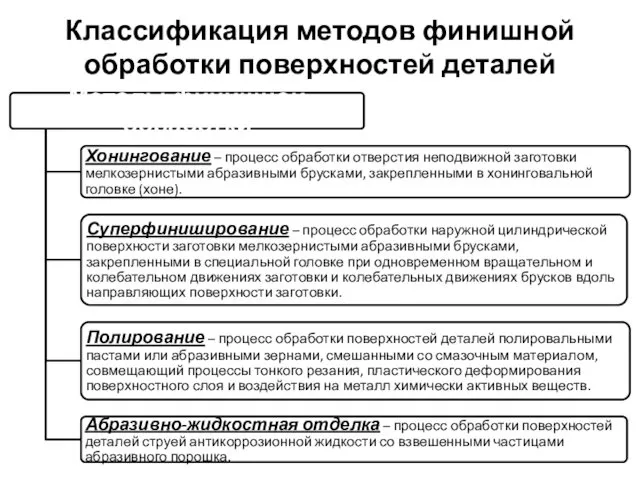
Классификация методов финишной обработки поверхностей деталей
Классификация методов финишной обработки поверхностей деталей

Методы отделочной обработки деталей:
Хонингование
а) схема хонингования цилиндрического отверстия; б) микрорельеф обработанной
Методы отделочной обработки деталей:
Хонингование
а) схема хонингования цилиндрического отверстия; б) микрорельеф обработанной
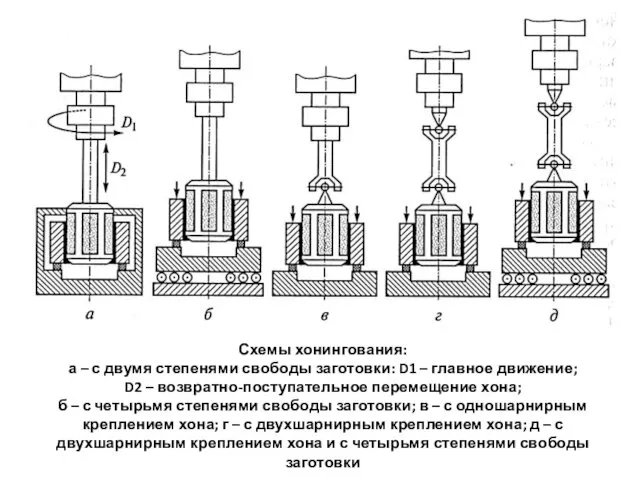
Схемы хонингования:
а – с двумя степенями свободы заготовки: D1 – главное
Схемы хонингования:
а – с двумя степенями свободы заготовки: D1 – главное
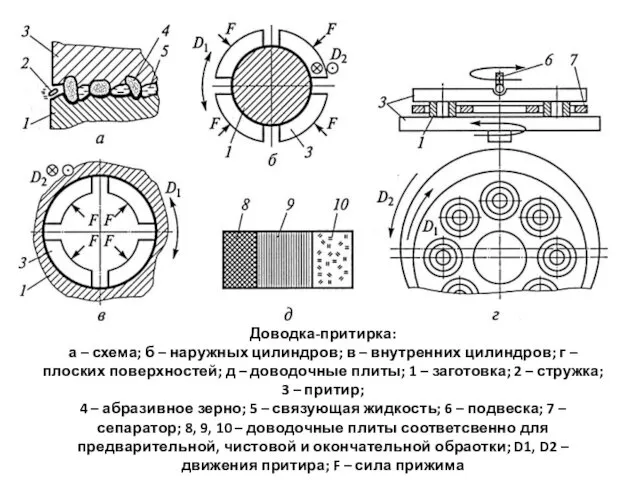
Доводка-притирка:
а – схема; б – наружных цилиндров; в – внутренних цилиндров;
Доводка-притирка:
а – схема; б – наружных цилиндров; в – внутренних цилиндров;
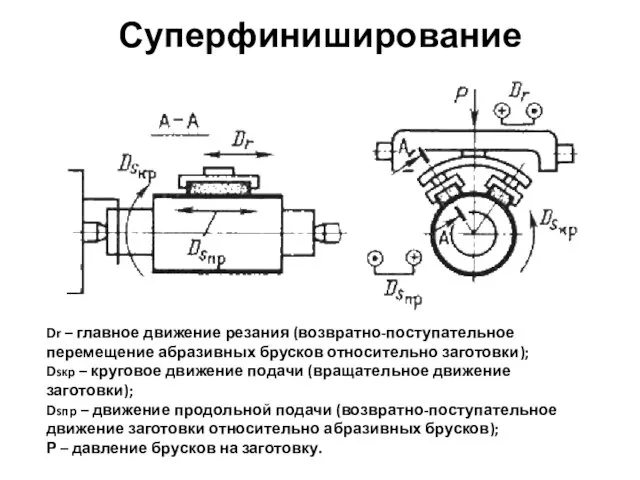
Суперфиниширование
Dr – главное движение резания (возвратно-поступательное перемещение абразивных брусков относительно заготовки);
Dsкр
Суперфиниширование
Dr – главное движение резания (возвратно-поступательное перемещение абразивных брусков относительно заготовки);
Dsкр
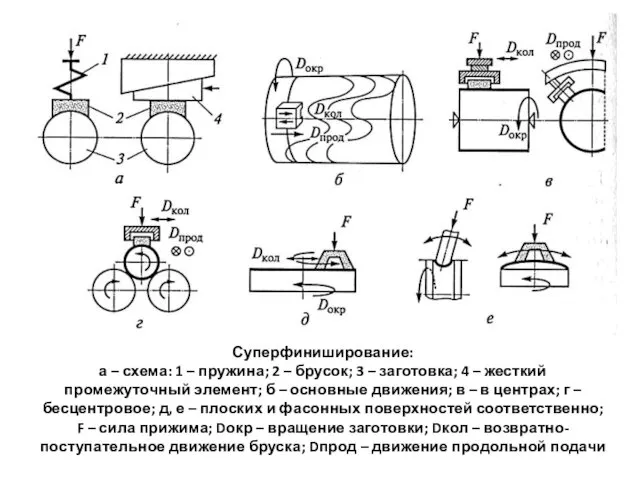
Суперфиниширование:
а – схема: 1 – пружина; 2 – брусок; 3 –
Суперфиниширование:
а – схема: 1 – пружина; 2 – брусок; 3 –
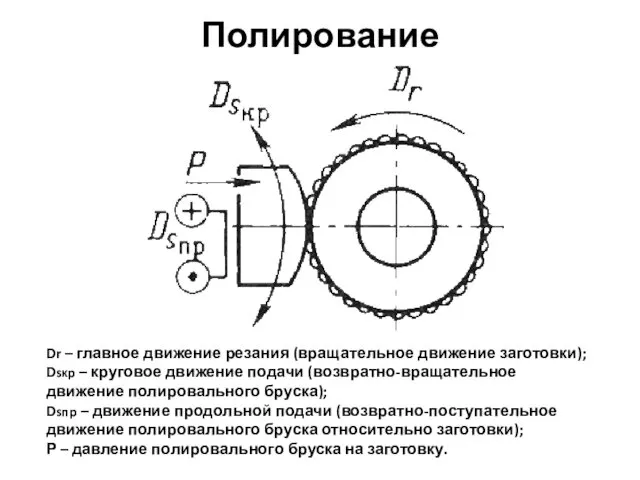
Полирование
Dr – главное движение резания (вращательное движение заготовки);
Dsкр – круговое движение
Полирование
Dr – главное движение резания (вращательное движение заготовки);
Dsкр – круговое движение

Классификация электрофизических и электрохимических методов обработки
Классификация электрофизических и электрохимических методов обработки

Электрофизические методы обработки
Схема электроискрового станка
Электроэрозионные методы обработки:
1 – электрод-инструмент;
2 – ванна;
3
Электрофизические методы обработки
Схема электроискрового станка
Электроэрозионные методы обработки:
1 – электрод-инструмент;
2 – ванна;
3

Схемы электроискровой обработки
а) прошивание отверстия с криволинейной осью;
Dsкр – круговое движение
Схемы электроискровой обработки
а) прошивание отверстия с криволинейной осью;
Dsкр – круговое движение

Схема электроимпульсной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно
Схема электроимпульсной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента относительно

Схема электроконтактной обработки
Dr – главное движение обработки (вращательное движение электрода-инструмента относительно
Схема электроконтактной обработки
Dr – главное движение обработки (вращательное движение электрода-инструмента относительно

Электрохимическая обработка
Схема электрохимического полирования
1 – ванна;
2 – обрабатываемая заготовка;
3 – пластина-электрод;
4
Электрохимическая обработка
Схема электрохимического полирования
1 – ванна;
2 – обрабатываемая заготовка;
3 – пластина-электрод;
4

Схема электрохимической размерной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента
Схема электрохимической размерной обработки
Dsв – движение вертикальной подачи (поступательное перемещение электрода-инструмента

Электроабразивная и электроалмазная обработка
Схема электроабразивного шлифования
Dr – главное движение резания (вращение
Электроабразивная и электроалмазная обработка
Схема электроабразивного шлифования
Dr – главное движение резания (вращение
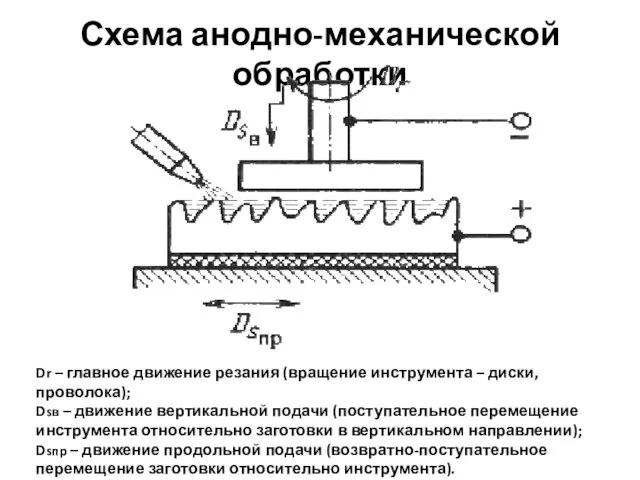
Схема анодно-механической обработки
Dr – главное движение резания (вращение инструмента – диски,
Схема анодно-механической обработки
Dr – главное движение резания (вращение инструмента – диски,
 Електричні апарати. Тестові запитання
Електричні апарати. Тестові запитання Анализ сигналов
Анализ сигналов Коллоидно-химические свойства и методы определения дисперсности НДС. Лекция 3
Коллоидно-химические свойства и методы определения дисперсности НДС. Лекция 3 Презентация к методической разработке Проектная и исследовательская деятельность на уроках физики
Презентация к методической разработке Проектная и исследовательская деятельность на уроках физики Получение, передача и использование переменного электрического тока
Получение, передача и использование переменного электрического тока Приближенные методики расчета зданий с системой сейсмоизоляции на сейсмические воздействия
Приближенные методики расчета зданий с системой сейсмоизоляции на сейсмические воздействия Применение простых механизмов
Применение простых механизмов Научные открытия Ньютона в астрономии
Научные открытия Ньютона в астрономии Агрегатные состояния вещества: твердые тела, жидкости, газы
Агрегатные состояния вещества: твердые тела, жидкости, газы Тепловой насос. Принцип его действия
Тепловой насос. Принцип его действия Особенности технологических процессов ремонта тележек локомотива, рессорного подвешивания. Лекция №8
Особенности технологических процессов ремонта тележек локомотива, рессорного подвешивания. Лекция №8 Небольшое небесное тело комета
Небольшое небесное тело комета Тягово-скоростные свойства КМ с гидродинамической передачей. Лекция 12
Тягово-скоростные свойства КМ с гидродинамической передачей. Лекция 12 презентацияВоздухоплавание
презентацияВоздухоплавание Превращение энергии в колебательном движении. Гармонические колебания
Превращение энергии в колебательном движении. Гармонические колебания Монтаж гидроагрегата. Монтаж гидротурбины
Монтаж гидроагрегата. Монтаж гидротурбины Равномерное и неравномерное движение, сложение скоростей
Равномерное и неравномерное движение, сложение скоростей Электроснабжение поселка городского типа Советский с разработкой вопроса определение сопротивления петли фаза-нуль
Электроснабжение поселка городского типа Советский с разработкой вопроса определение сопротивления петли фаза-нуль Fast and Simple Physics using Sequential Impulses
Fast and Simple Physics using Sequential Impulses Презентация по физике 9 класс Неравномерное движение
Презентация по физике 9 класс Неравномерное движение Атомная физика
Атомная физика Synthetic-Aperture Radar (SAR) Image Formation Processing
Synthetic-Aperture Radar (SAR) Image Formation Processing Термодинамические основы работы тепловых машин (теплотехника)
Термодинамические основы работы тепловых машин (теплотехника) Тоқ көздері. Бөгде күштер
Тоқ көздері. Бөгде күштер Использование электронных образовательных ресурсов на уроках физики и во внеурочной деятельности
Использование электронных образовательных ресурсов на уроках физики и во внеурочной деятельности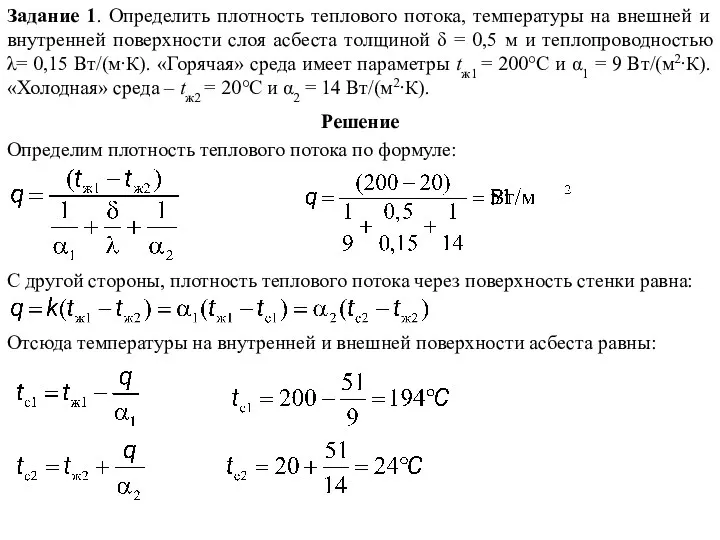 Теплопередача. Задачи
Теплопередача. Задачи Источники оптического импульсного когерентного излучения для информационных систем II. Полупроводниковые лазеры
Источники оптического импульсного когерентного излучения для информационных систем II. Полупроводниковые лазеры Влияние электромагнитных волн на организм человека
Влияние электромагнитных волн на организм человека