Особенности технологических процессов ремонта тележек локомотива, рессорного подвешивания. Лекция №8 презентация
- Особенности технологических процессов ремонта тележек локомотива, рессорного подвешивания. Лекция №8

Содержание
- 2. Ремонт тележек локомотивов. Профилактические работы по проверке состояния экипажной части, смазыванию, измерению зазоров и др. выполняют
- 3. Ремонт тележек локомотивов. Для выкатки тележек тепловоз устанавливают на стойло, оборудованное электрифицированными консольными домкратами. Консоли домкратов
- 4. Ремонт тележек локомотивов. Наиболее характерные повреждения рам тележек: трещины в сварных швах, шкворневых балках , корпусах
- 5. Ремонт тележек локомотивов. Рамы в сборе челюстной (а) и бесчелюстной тележек: 1-рама челюстной тележки; 2,6-кронштейны подвески
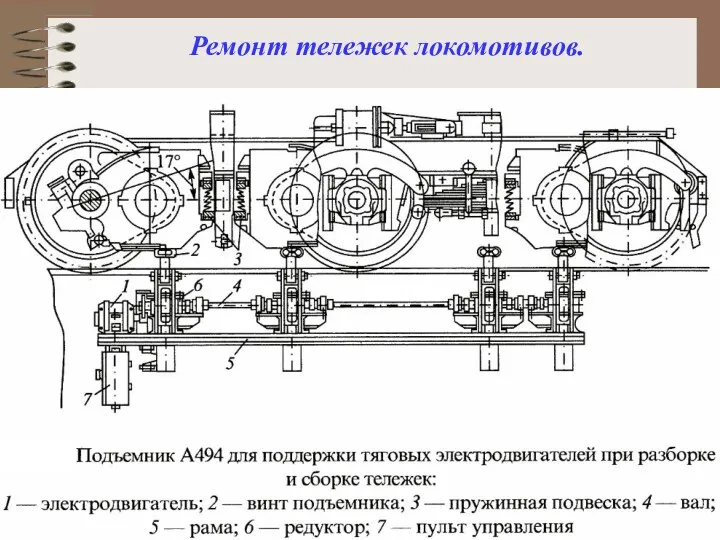
- 6. Ремонт тележек локомотивов.
- 7. Ремонт тележек локомотивов.
- 8. Ремонт тележек локомотивов.
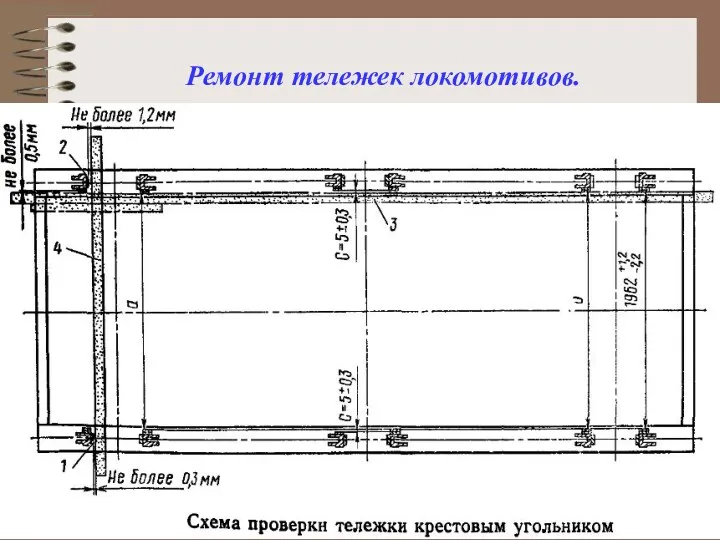
- 9. Ремонт тележек локомотивов. Наиболее благоприятные условия для локомотива с точки зрения износа бандажей создаются в том
- 10. Ремонт тележек локомотивов.
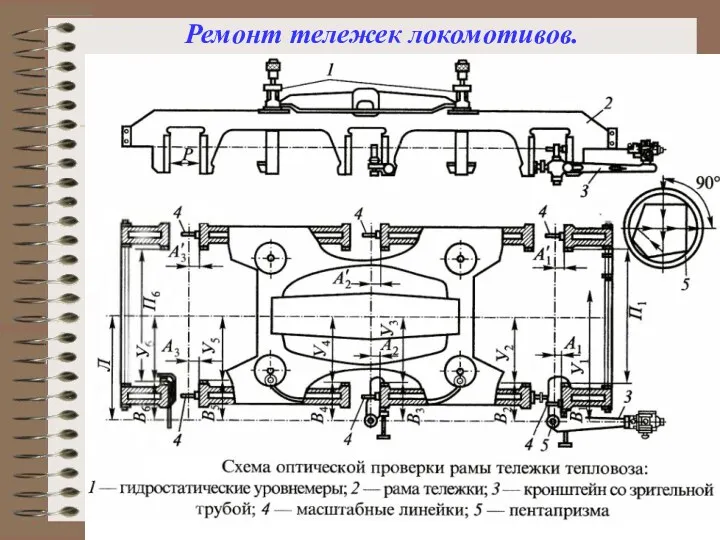
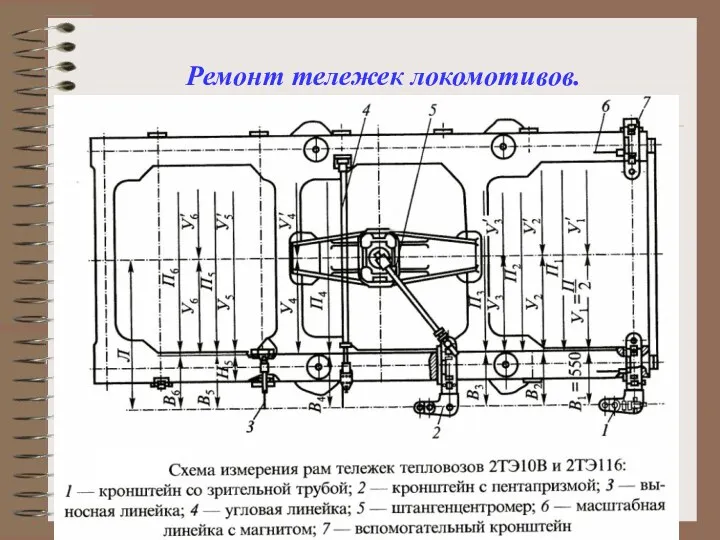
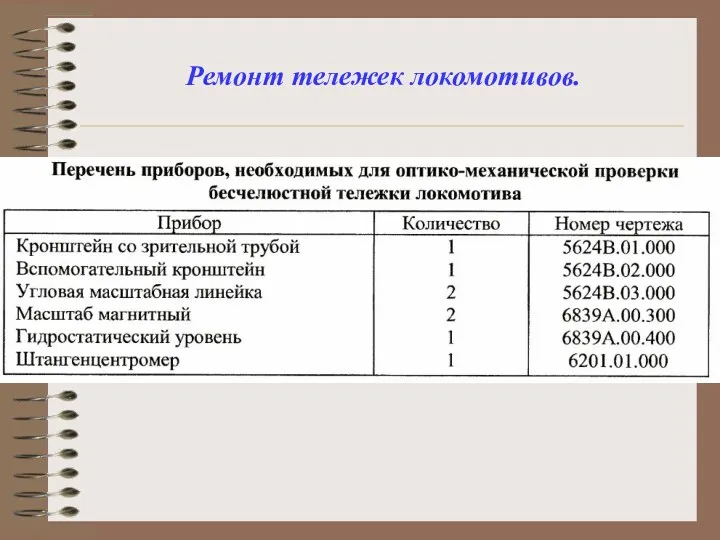
- 11. Ремонт тележек локомотивов. Наиболее точные результаты дает оптический метод. Для проверки рамы оптическим методом ее устанавливают
- 12. Ремонт тележек локомотивов.
- 13. Ремонт тележек локомотивов.
- 14. Ремонт тележек локомотивов.
- 15. Ремонт тележек локомотивов. Затем в гнездо кронштейна (или вспомогательного кронштейна ) устанавливают пентопризму , с помощью
- 16. Ремонт тележек локомотивов. У рамы бесчелюстной тележки проверяют положение кронштейнов крепления буксовых поводков, кронштейнов и опорных
- 17. Ремонт тележек локомотивов.
- 18. Ремонт тележек локомотивов.
- 19. Ремонт тележек локомотивов.
- 20. Ремонт тележек локомотивов.
- 21. Ремонт тележек локомотивов.
- 22. Ремонт тележек локомотивов.
- 23. Ремонт тележек локомотивов.
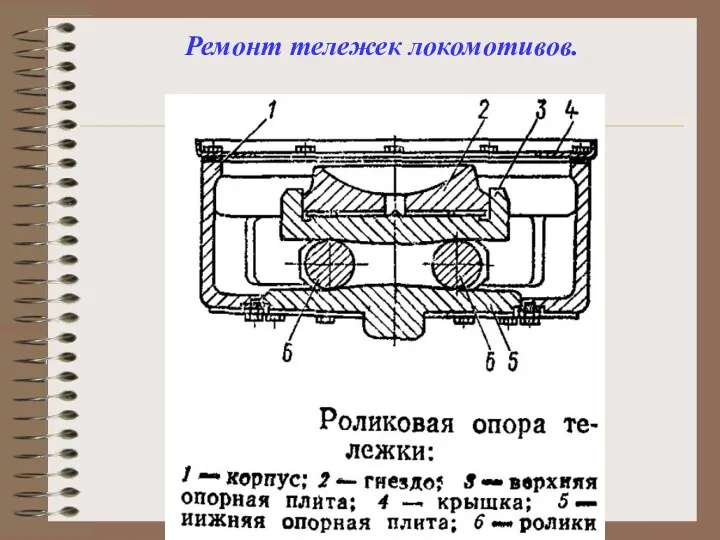
- 24. Ремонт тележек локомотивов. Если при осмотре роликовых опор рамы тележки обнаруживают трещины в верхней или нижней
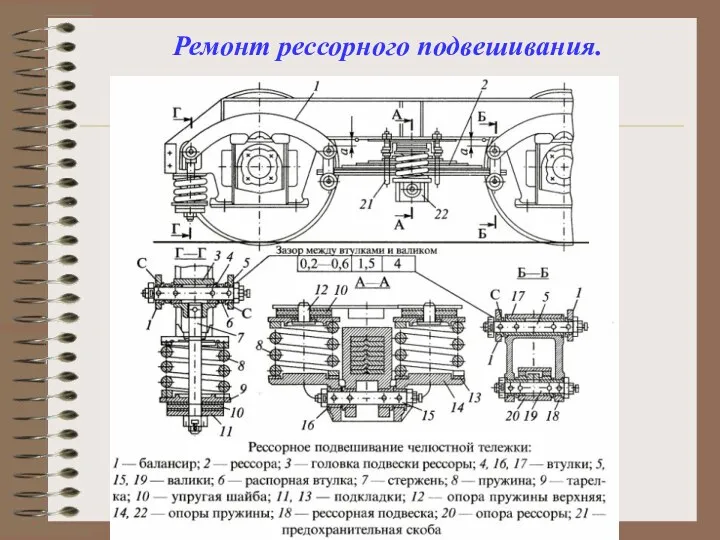
- 25. Ремонт рессорного подвешивания. Осмотр деталей рессорного подвешивания без разборки производится при технических обслуживаниях и текущих ремонтах
- 26. Ремонт рессорного подвешивания.
- 27. Ремонт рессорного подвешивания. Износ отверстий балансиров устраняют расточкой с увеличением диаметра против чертежного размера на 2
- 28. Ремонт рессорного подвешивания.
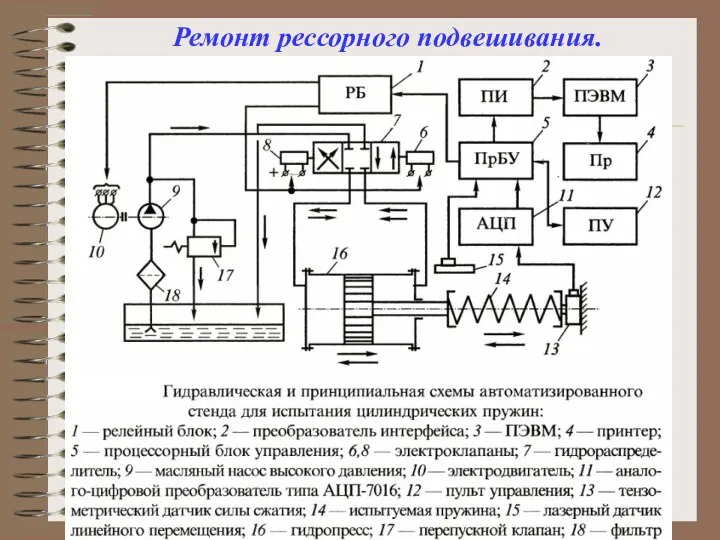
- 29. Ремонт рессорного подвешивания. Годные рессоры испытывают под нагрузкой на остаточную деформацию (осадку) под пробной статической нагрузкой
- 30. Ремонт рессорного подвешивания.
- 31. Ремонт рессорного подвешивания.
- 32. Ремонт рессорного подвешивания.
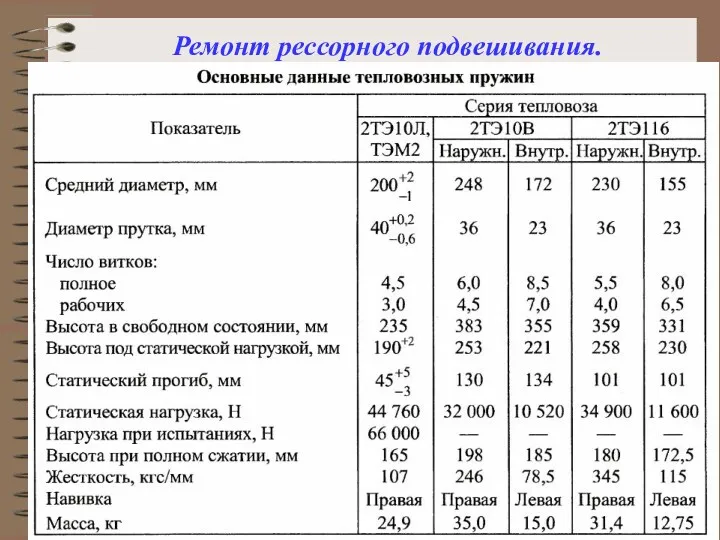
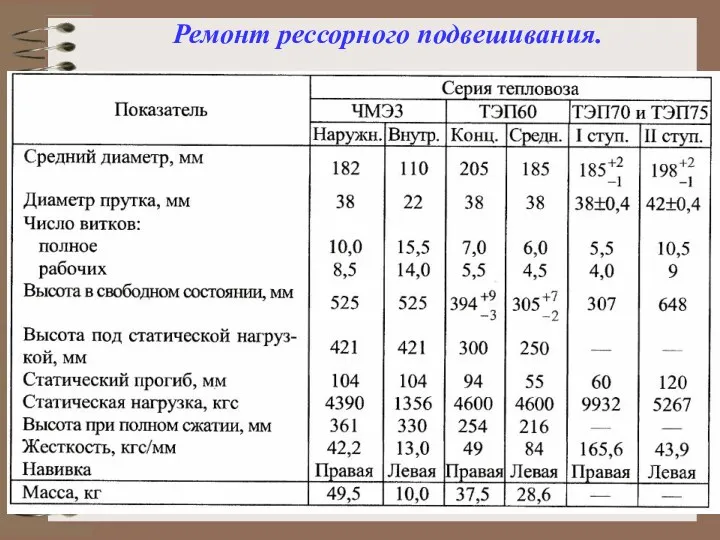
- 33. Ремонт рессорного подвешивания. Для получения правильной развески по осям тепловоза пружинные комплекты формируют с учетом жесткости
- 34. Ремонт рессорного подвешивания.
- 35. Ремонт рессорного подвешивания. Распределение нагрузок по осям тепловоза при проверке его развески регулируют регулировочными прокладками, установленными
- 36. Сборка КМБ и тележки. Сборка колесно-моторного блока и тележки Перед началом сборки колесно-моторного блока подбирают и
- 37. Сборка КМБ и тележки. Для сборки колесно-моторного блока тяговой электродвигатель устанавливают на подставке постелями моторно-осевых подшипников
- 39. Скачать презентацию
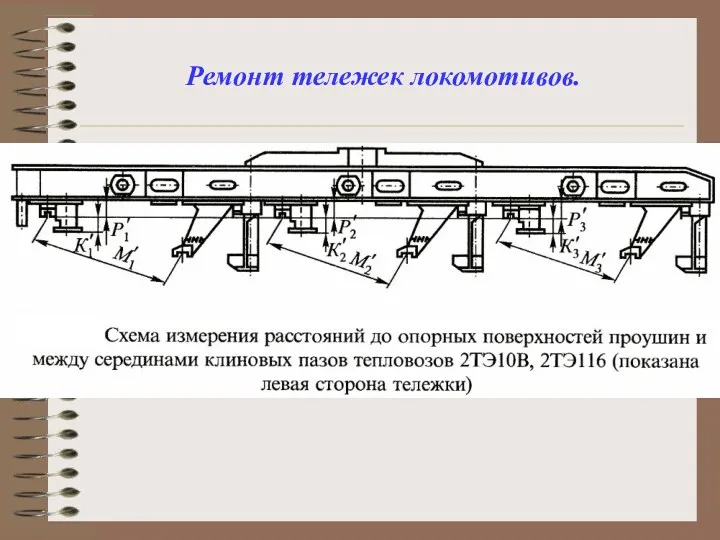
Ремонт тележек локомотивов.
Профилактические работы по проверке состояния экипажной части, смазыванию, измерению
Ремонт тележек локомотивов.
Профилактические работы по проверке состояния экипажной части, смазыванию, измерению
Ремонт тележек локомотивов.
Для выкатки тележек тепловоз устанавливают на стойло, оборудованное электрифицированными
Ремонт тележек локомотивов.
Для выкатки тележек тепловоз устанавливают на стойло, оборудованное электрифицированными
Ремонт тележек локомотивов.
Наиболее характерные повреждения рам тележек:
трещины в сварных швах,
Ремонт тележек локомотивов.
Наиболее характерные повреждения рам тележек:
трещины в сварных швах,

Ремонт тележек локомотивов.
Рамы в сборе челюстной (а) и бесчелюстной тележек:
1-рама челюстной
Ремонт тележек локомотивов.
Рамы в сборе челюстной (а) и бесчелюстной тележек:
1-рама челюстной
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Наиболее благоприятные условия для локомотива с точки зрения износа
Ремонт тележек локомотивов.
Наиболее благоприятные условия для локомотива с точки зрения износа
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Наиболее точные результаты дает оптический метод.
Для проверки рамы
Ремонт тележек локомотивов.
Наиболее точные результаты дает оптический метод.
Для проверки рамы
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Затем в гнездо кронштейна (или вспомогательного кронштейна ) устанавливают
Ремонт тележек локомотивов.
Затем в гнездо кронштейна (или вспомогательного кронштейна ) устанавливают
Ремонт тележек локомотивов.
У рамы бесчелюстной тележки проверяют положение кронштейнов крепления буксовых
Ремонт тележек локомотивов.
У рамы бесчелюстной тележки проверяют положение кронштейнов крепления буксовых

Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.

Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.

Ремонт тележек локомотивов.
Ремонт тележек локомотивов.

Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Ремонт тележек локомотивов.
Если при осмотре роликовых опор рамы тележки обнаруживают трещины
Ремонт тележек локомотивов.
Если при осмотре роликовых опор рамы тележки обнаруживают трещины
Ремонт рессорного подвешивания.
Осмотр деталей рессорного подвешивания без разборки производится при технических
Ремонт рессорного подвешивания.
Осмотр деталей рессорного подвешивания без разборки производится при технических
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Износ отверстий балансиров устраняют расточкой с увеличением диаметра против
Ремонт рессорного подвешивания.
Износ отверстий балансиров устраняют расточкой с увеличением диаметра против
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Годные рессоры испытывают под нагрузкой на остаточную деформацию (осадку)
Ремонт рессорного подвешивания.
Годные рессоры испытывают под нагрузкой на остаточную деформацию (осадку)
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Для получения правильной развески по осям тепловоза пружинные комплекты
Ремонт рессорного подвешивания.
Для получения правильной развески по осям тепловоза пружинные комплекты
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Ремонт рессорного подвешивания.
Распределение нагрузок по осям тепловоза при проверке его развески
Ремонт рессорного подвешивания.
Распределение нагрузок по осям тепловоза при проверке его развески
Сборка КМБ и тележки.
Сборка колесно-моторного блока и тележки
Перед началом сборки колесно-моторного
Сборка КМБ и тележки.
Сборка колесно-моторного блока и тележки
Перед началом сборки колесно-моторного
Сборка КМБ и тележки.
Для сборки колесно-моторного блока тяговой электродвигатель устанавливают на
Сборка КМБ и тележки.
Для сборки колесно-моторного блока тяговой электродвигатель устанавливают на
 Закон Кулона. Единица электрического заряда. 10 класс
Закон Кулона. Единица электрического заряда. 10 класс Электромагнитные колебания
Электромагнитные колебания Открытый урок по физике в 8 классе по теме Испарение и конденсация
Открытый урок по физике в 8 классе по теме Испарение и конденсация Механическое движение. Взаимодействие тел. Подготовка к контрольной работе
Механическое движение. Взаимодействие тел. Подготовка к контрольной работе Механические колебания
Механические колебания Технология обработки металлов
Технология обработки металлов Взаимное притяжение и отталкивание молекул 7 класс
Взаимное притяжение и отталкивание молекул 7 класс Іштен жану двигательдерінде газды қолдану жолдары. Жай-күй, мәселелері және бағыттары
Іштен жану двигательдерінде газды қолдану жолдары. Жай-күй, мәселелері және бағыттары BRAIN-RING ФИЗИКИ
BRAIN-RING ФИЗИКИ Теплопроводность. Основные положения теории теплопроводности. (Тема 4. Лекции 14,15)
Теплопроводность. Основные положения теории теплопроводности. (Тема 4. Лекции 14,15) Ионные двигатели
Ионные двигатели Презентация по физике в 7 классе передача давления жидкостям и газам. Закон Паскаля
Презентация по физике в 7 классе передача давления жидкостям и газам. Закон Паскаля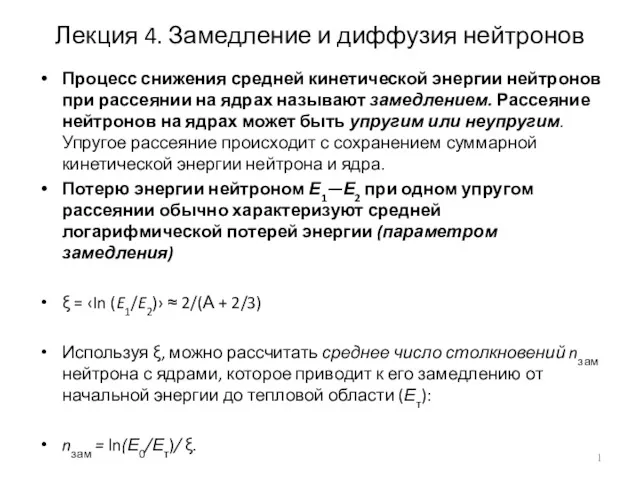 Замедление и диффузия нейтронов
Замедление и диффузия нейтронов Лампочка. Принцип работы лампы накаливания
Лампочка. Принцип работы лампы накаливания Технология ТО и ремонта. Трансмиссия
Технология ТО и ремонта. Трансмиссия Атомның күрделі құрылысын айғақтайтын құбылыстар
Атомның күрделі құрылысын айғақтайтын құбылыстар Кінетичні явища у напівпровідниках
Кінетичні явища у напівпровідниках Электромагнитная индукция
Электромагнитная индукция Lake ice climatology
Lake ice climatology Cистема полного привода xDrive - BMW
Cистема полного привода xDrive - BMW Презетанция Ток в вакууме
Презетанция Ток в вакууме Адсорбция из растворов на разных поверхностях раздела фаз
Адсорбция из растворов на разных поверхностях раздела фаз Looping pendulum
Looping pendulum Степень нагретости тела - температура
Степень нагретости тела - температура Ограничение перенапряжений. Лекция № 4
Ограничение перенапряжений. Лекция № 4 Рентгендік құрылымдық талдау
Рентгендік құрылымдық талдау Физические величины. 10 класс
Физические величины. 10 класс Свободные затухающие и вынужденные колебания
Свободные затухающие и вынужденные колебания