- Метрология. Шероховатость поверхности деталей

Содержание
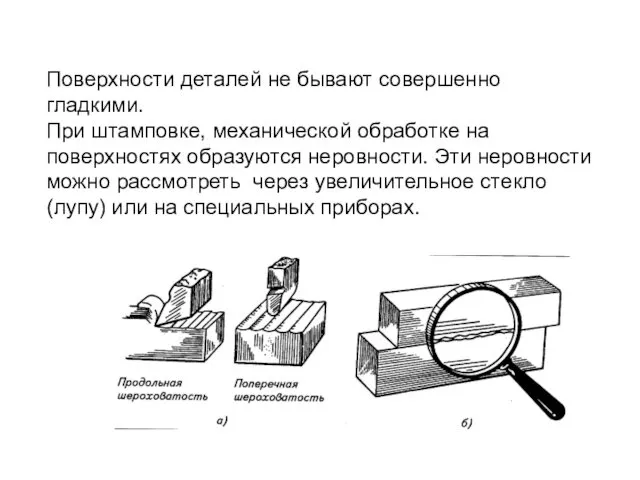
- 2. Поверхности деталей не бывают совершенно гладкими. При штамповке, механической обработке на поверхностях образуются неровности. Эти неровности
- 3. При обработке заготовок в результате воздействия режущих кромок инструмента на обрабатываемых поверхностях образуются микронеровности. Шероховатость поверхности
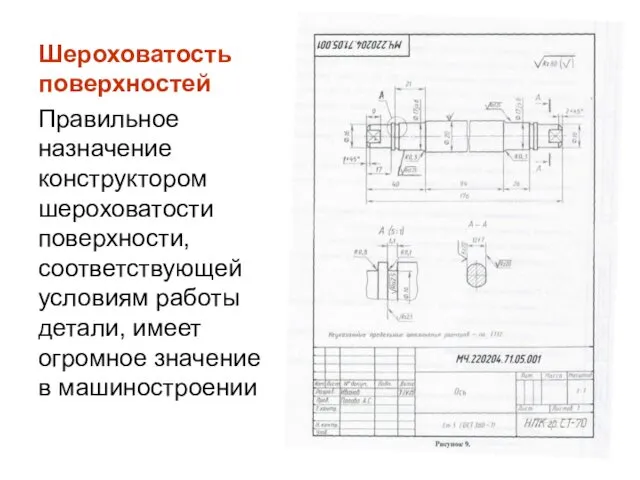
- 4. Шероховатость поверхностей Правильное назначение конструктором шероховатости поверхности, соответствующей условиям работы детали, имеет огромное значение в машиностроении
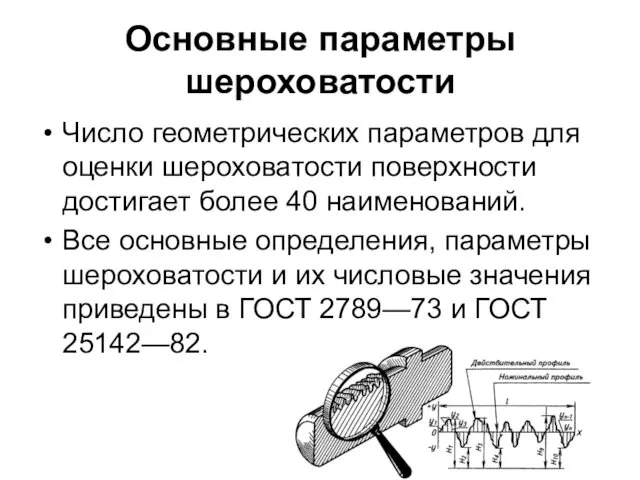
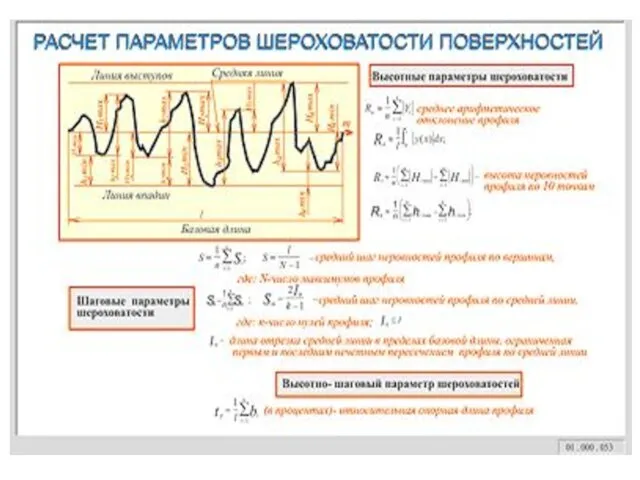
- 5. Основные параметры шероховатости Число геометрических параметров для оценки шероховатости поверхности достигает более 40 наименований. Все основные
- 6. Для практического нормирования в большинстве стран мира, как и в России, используют шесть параметров, которые делят
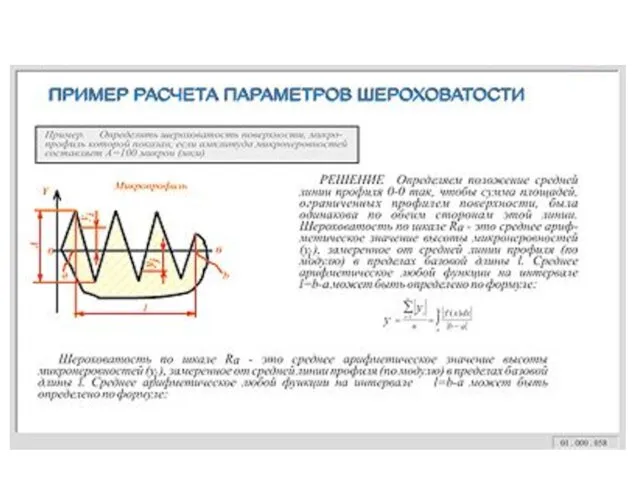
- 8. Среднее арифметическое отклонение профиля Rа Среднее арифметическое отклонение профиля Rа представляет собой среднее арифметическое абсолютных значений
- 9. Высота неровностей профиля по десяти точкам Rz Высота неровностей профиля по десяти точкам Rz - сумма
- 10. Наибольшая высота профиля Rmax — расстояние между линией выступов и линией впадин профиля в пределах базовой
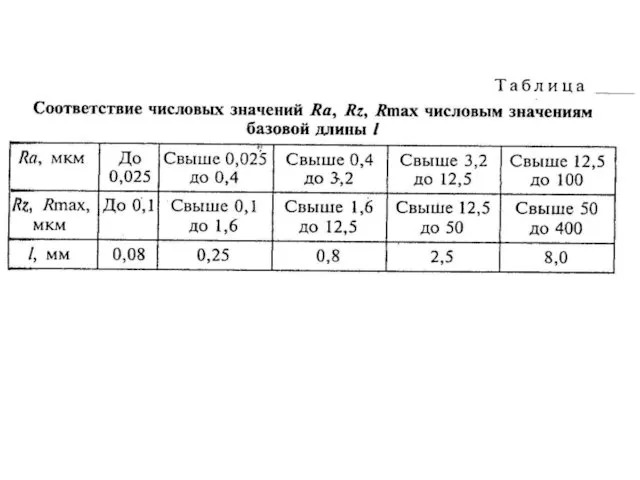
- 11. Числовые значения Ra и Rz выражаются в микрометрах. По своему физическому смыслу Ra характеризует высоту всех
- 12. Примерная шероховатость поверхностей, получаемая при обработке различными инструментами.
- 14. Значение параметров шероховатости (по ГОСТ 2879-83) Высотные параметры Ra, Rz класса шероховатости
- 18. Обозначение шероховатости поверхности и правила ее нанесения на чертежах определяет ГОСТ 2.309-73*.
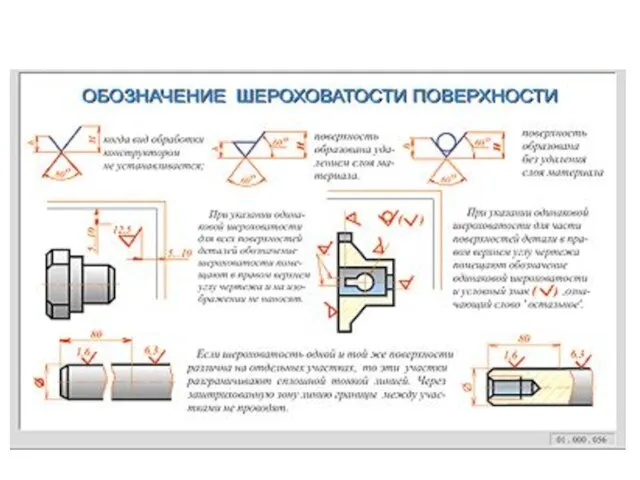
- 19. Для обозначения шероховатости используют следующие знаки. Применяется в случае, когда метод обработки поверхности чертежом не регламентирован.
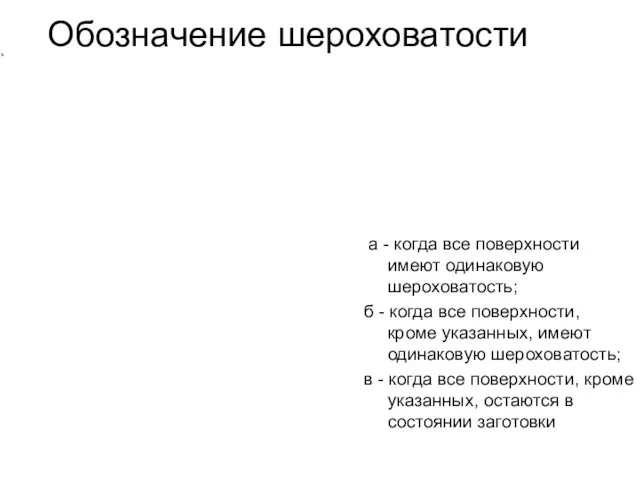
- 21. а - когда все поверхности имеют одинаковую шероховатость;
- 22. б - когда все поверхности, кроме указанных, имеют одинаковую шероховатость;
- 23. в - когда все поверхности, кроме указанных, остаются в состоянии заготовки
- 24. Обозначение шероховатости а - когда все поверхности имеют одинаковую шероховатость; б - когда все поверхности, кроме
- 27. Условный знак шероховатости наносится на линиях контура, на выносных линиях или на полках линий-выносок.
- 28. Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают в правом верхнем углу чертежа
- 29. В случае одинаковой шероховатости большей части поверхностей детали, в правом верхнем углу чертежа помещается: - обозначение
- 33. Скачать презентацию
Поверхности деталей не бывают совершенно гладкими.
При штамповке, механической обработке на
Поверхности деталей не бывают совершенно гладкими. При штамповке, механической обработке на
При обработке заготовок в результате воздействия режущих кромок инструмента на обрабатываемых
При обработке заготовок в результате воздействия режущих кромок инструмента на обрабатываемых
Шероховатость поверхностей
Правильное назначение конструктором шероховатости поверхности, соответствующей условиям работы детали, имеет
Шероховатость поверхностей
Правильное назначение конструктором шероховатости поверхности, соответствующей условиям работы детали, имеет
Основные параметры шероховатости
Число геометрических параметров для оценки шероховатости поверхности достигает более
Основные параметры шероховатости
Число геометрических параметров для оценки шероховатости поверхности достигает более
Для практического нормирования в большинстве стран мира, как и в России,
Для практического нормирования в большинстве стран мира, как и в России,
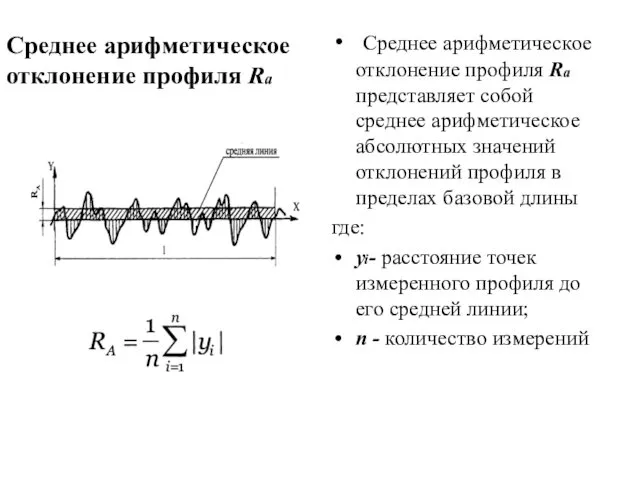
Среднее арифметическое отклонение профиля Rа
Среднее арифметическое отклонение профиля Rа представляет
Среднее арифметическое отклонение профиля Rа
Среднее арифметическое отклонение профиля Rа представляет
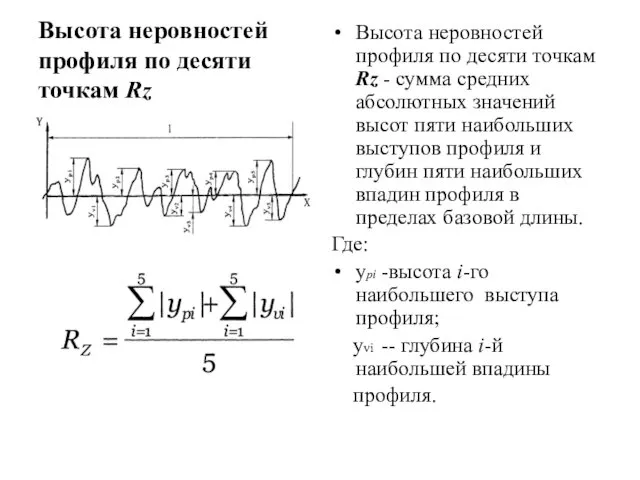
Высота неровностей профиля по десяти точкам Rz
Высота неровностей профиля по десяти
Высота неровностей профиля по десяти точкам Rz
Высота неровностей профиля по десяти
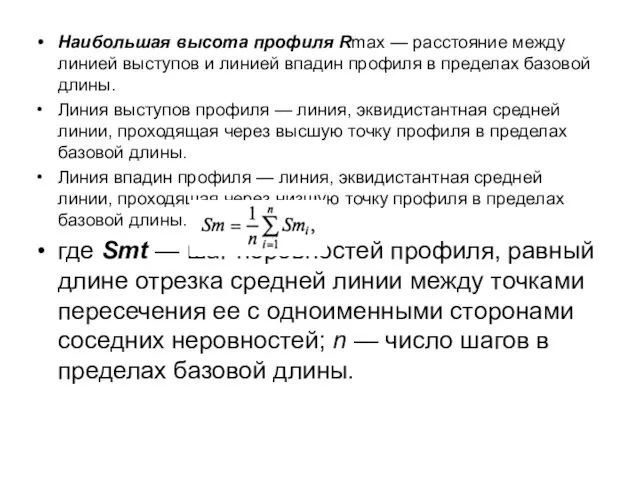
Наибольшая высота профиля Rmax — расстояние между линией выступов и линией
Наибольшая высота профиля Rmax — расстояние между линией выступов и линией
Числовые значения Ra и Rz выражаются в микрометрах. По своему физическому
Числовые значения Ra и Rz выражаются в микрометрах. По своему физическому
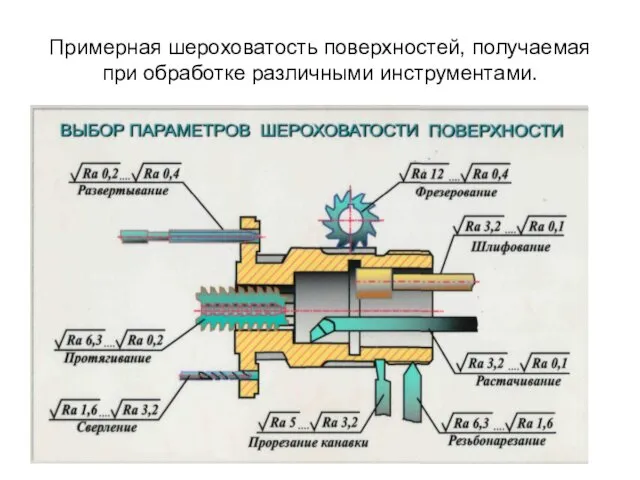
Примерная шероховатость поверхностей, получаемая при обработке различными инструментами.
Примерная шероховатость поверхностей, получаемая при обработке различными инструментами.

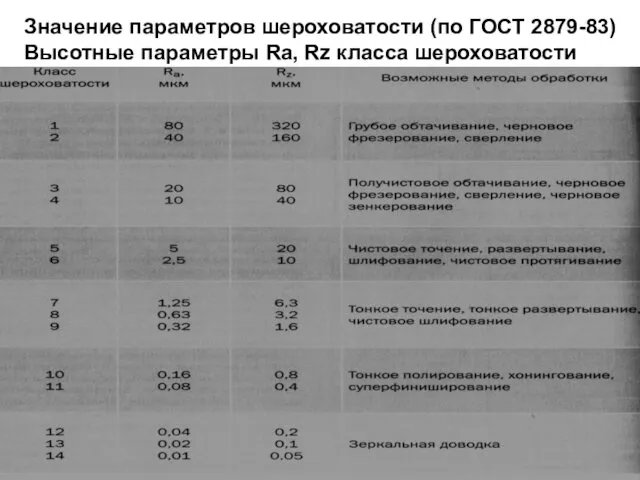
Значение параметров шероховатости (по ГОСТ 2879-83)
Высотные параметры Ra, Rz класса шероховатости
Значение параметров шероховатости (по ГОСТ 2879-83)
Высотные параметры Ra, Rz класса шероховатости
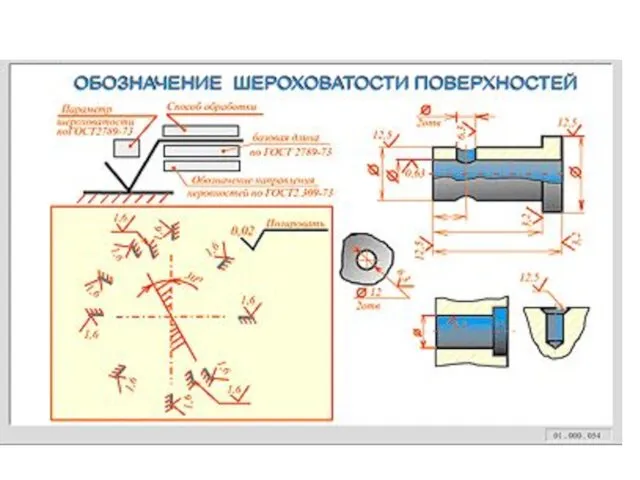
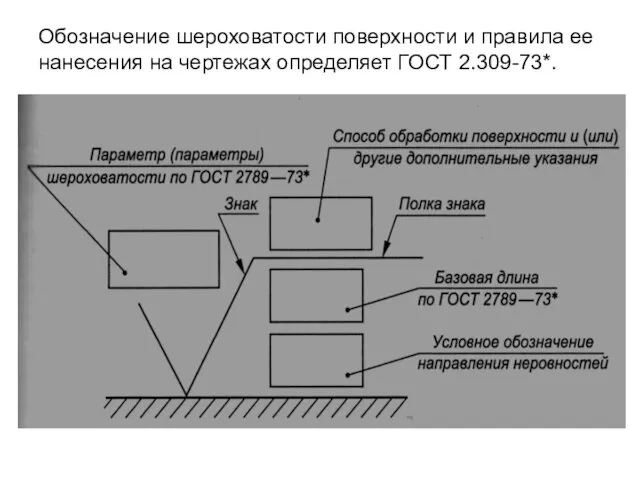
Обозначение шероховатости поверхности и правила ее нанесения на чертежах определяет ГОСТ
Обозначение шероховатости поверхности и правила ее нанесения на чертежах определяет ГОСТ
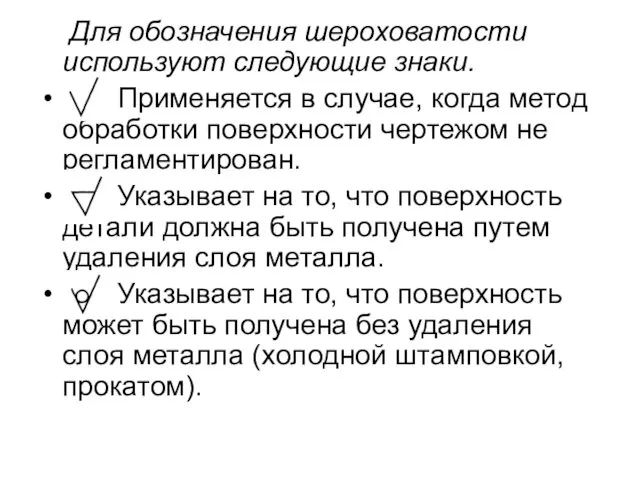
Для обозначения шероховатости используют следующие знаки.
Применяется в случае, когда
Для обозначения шероховатости используют следующие знаки.
Применяется в случае, когда
а - когда все поверхности имеют одинаковую шероховатость;
а - когда все поверхности имеют одинаковую шероховатость;
б - когда все поверхности, кроме указанных, имеют одинаковую шероховатость;
б - когда все поверхности, кроме указанных, имеют одинаковую шероховатость;
в - когда все поверхности, кроме указанных, остаются в состоянии заготовки
в - когда все поверхности, кроме указанных, остаются в состоянии заготовки
Обозначение шероховатости
а - когда все поверхности имеют одинаковую шероховатость;
б
Обозначение шероховатости
а - когда все поверхности имеют одинаковую шероховатость;
б

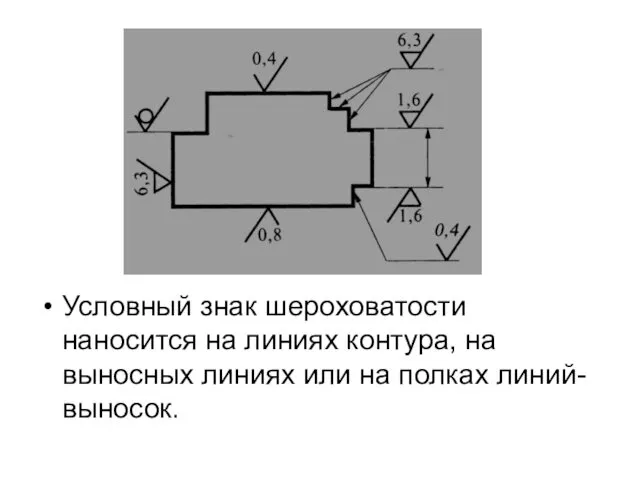
Условный знак шероховатости наносится на линиях контура, на выносных линиях или
Условный знак шероховатости наносится на линиях контура, на выносных линиях или

Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают
Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают
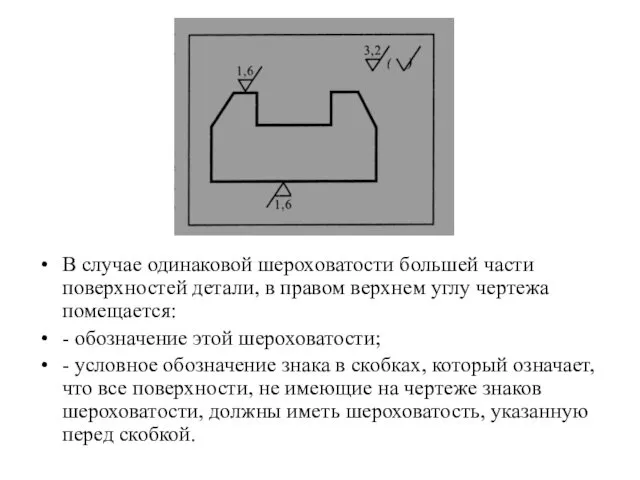
В случае одинаковой шероховатости большей части поверхностей детали, в правом верхнем
В случае одинаковой шероховатости большей части поверхностей детали, в правом верхнем

 Урок + презентация. Тема: Сила Ампера
Урок + презентация. Тема: Сила Ампера Тема: Взаємодія тіл. Виштовхувальна сила. Закон Архімеда
Тема: Взаємодія тіл. Виштовхувальна сила. Закон Архімеда Презентация к игре Звездный час для учащихся 7-8 классов
Презентация к игре Звездный час для учащихся 7-8 классов Презентация к уроку по физике в 8 классе по теме Испарение и конденсация Диск
Презентация к уроку по физике в 8 классе по теме Испарение и конденсация Диск Организация технического обслуживания и ремонта автомобиля ЗИЛ 4331
Организация технического обслуживания и ремонта автомобиля ЗИЛ 4331 Импульс. Законы изменения и сохранения импульса. Реактивное движение
Импульс. Законы изменения и сохранения импульса. Реактивное движение The main concepts of statics. A system of concurrent forces
The main concepts of statics. A system of concurrent forces Строение атмосферы
Строение атмосферы Презентация. Конвекция. 8 класс
Презентация. Конвекция. 8 класс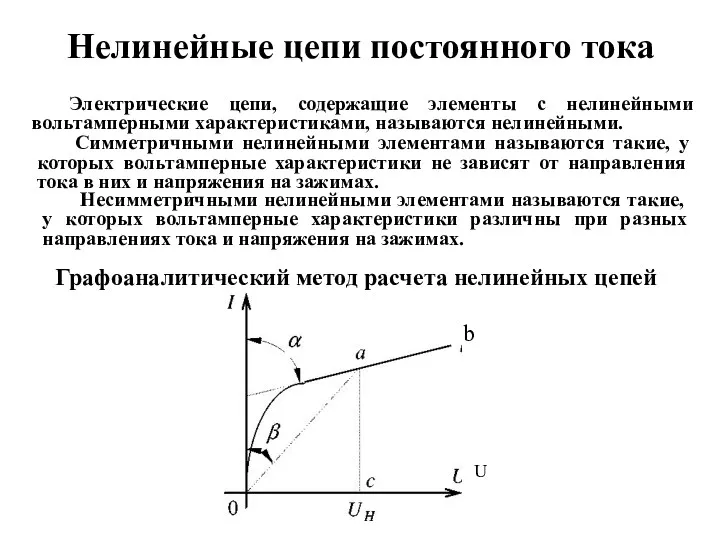 Нелинейные цепи постоянного тока
Нелинейные цепи постоянного тока Урок физики в 7 классе по теме Давление.Единицы давления
Урок физики в 7 классе по теме Давление.Единицы давления Работа и мощность электрического тока
Работа и мощность электрического тока Физико -математический конкурс
Физико -математический конкурс Электромагнитное поле
Электромагнитное поле Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. Расчет количества теплоты. 8 класс
Количество теплоты. Единицы количества теплоты. Удельная теплоемкость. Расчет количества теплоты. 8 класс Выступление Технология интерактивного обучения
Выступление Технология интерактивного обучения Решение для атома водорода
Решение для атома водорода Тепловые двигатели в военном деле
Тепловые двигатели в военном деле Оптикалық аспаптар. Көз
Оптикалық аспаптар. Көз Предохранительный клапан
Предохранительный клапан Источники электрического тока
Источники электрического тока Разработка технологического процесса ремонта одного из заданных контсруктивных элементов воздушного судна
Разработка технологического процесса ремонта одного из заданных контсруктивных элементов воздушного судна Напряжение шага
Напряжение шага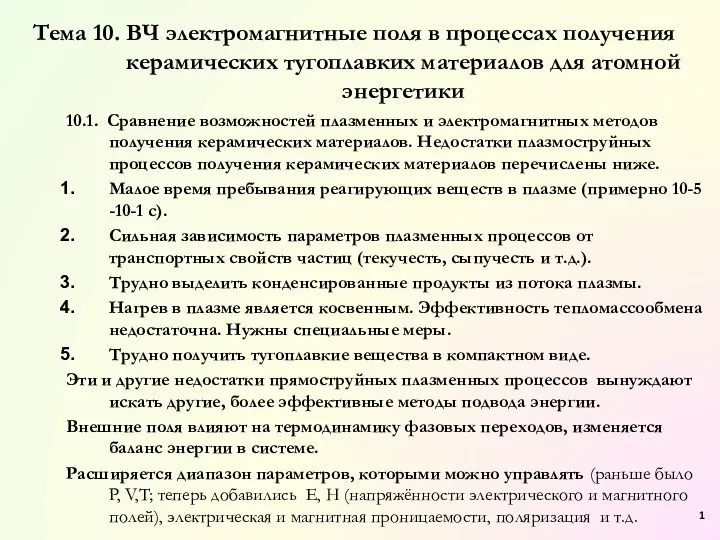 ВЧ электромагнитные поля в процессах получения керамических тугоплавких материалов для атомной энергетики. Тема 10
ВЧ электромагнитные поля в процессах получения керамических тугоплавких материалов для атомной энергетики. Тема 10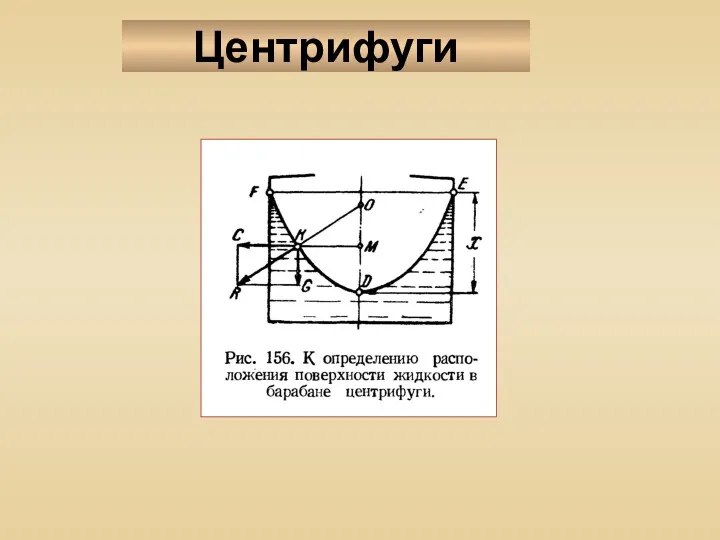 Центрифуги. Принципиальные схемы центрифуг
Центрифуги. Принципиальные схемы центрифуг Неравновесные носители заряда в полупроводниках
Неравновесные носители заряда в полупроводниках Устройство рулевого управления
Устройство рулевого управления Общая теория относительности. (Часть 4)
Общая теория относительности. (Часть 4)