- Неразъемные соединения

Содержание
- 2. Неразъёмные соединения - соединения, повторная сборка и разборка которых невозможна без повреждения деталей. К ним относятся:
- 3. Соединения с натягом Соединение с натягом — технологическая операция получения соединения, которое получается при вставлении одной
- 4. Коротко о посадках
- 5. Неподвижное соединение двух деталей запрессовкой одной детали в другую, обеспечивающее прочное соединение без дополнительного крепления, называется
- 6. Условие прочности соединения при нагружении осевой силой Fa : k Fa где р – давление на
- 7. Сварные соединения Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при
- 8. В настоящее время различают более 150 видов и способов сварочных процессов. ГОСТ 19521-74 предусматривает классификацию сварки
- 9. Основным физическим признаком сварки является форма и вид энергии, используемой для получения сварного соединения. Форма энергии
- 10. http://www.gost-svarka.ru/klassifikaciya_svarka/teh_prizn_svarki.htm
- 11. Технологические признаки установлены для каждого вида сварки отдельно. К ним относятся: Дуговая сварка Диффузионная сварка Световая
- 13. Обозначение на чертежах 1 – место для вспомогательного знака шва (а) по замкнутой линии и (или)
- 14. Дефекты сварных соединений
- 15. Достоинства и недостатки сварных соединений Достоинства: простота конструкции сварного шва. возможность соединения деталей любых форм. герметичность
- 16. Паяные соединения Пайка - процесс соединения металлов посредством введённого между ними расплавленного связующего материала - припоя.
- 17. Существует большое число способов пайки. Способ пайки как правило указывают в технической документации. Припои подразделяют: По
- 19. Достоинства: возможность соединять детали не только из однородных, но и из разнородных материалов, повышенная технологичность: пайка
- 20. Заклёпочные соединения применяют для деталей из не свариваемых, а также не допускающих нагрева материалов. Заклёпочные соединения
- 22. Обозначение на чертежах Заклепка С8х20.38.МЗ.136 ГОСТ 10330-80 С — класс точности, 8 — диаметр 20 —
- 23. Достоинства: высокая надёжность соединения; удобство контроля качества клёпки; повышенная сопротивляемость ударным и вибрационным нагрузкам; возможность соединения
- 24. Склеивание – неразъёмное соединение, получаемое при помощи соединение деталей клеем. Склейка Клей БФ-10Т ГОСТ 22345-77
- 25. Сшивание и соединение при помощи металлических скоб Нить капроновая ГОСТ 17330-84
- 27. Скачать презентацию
 Презентация Основные положения МКТ (10 класс)
Презентация Основные положения МКТ (10 класс) Radiation safety training
Radiation safety training Техническое диагностирование автомобильной техники
Техническое диагностирование автомобильной техники Естественное и искусственное освещение
Естественное и искусственное освещение Механизация процесса окрашивания деревянных планок
Механизация процесса окрашивания деревянных планок Презентация к уроку по теме Способы изменения внутренней энергии(8 класс)
Презентация к уроку по теме Способы изменения внутренней энергии(8 класс) Графики плавления и отвердевания кристаллических тел
Графики плавления и отвердевания кристаллических тел Советский грузовой мотороллер Муравей
Советский грузовой мотороллер Муравей 090ee86581854a8e900ae9f90b8772bc
090ee86581854a8e900ae9f90b8772bc Влажный воздух. I закон термодинамики для потока. Истечение газов и паров
Влажный воздух. I закон термодинамики для потока. Истечение газов и паров Электрисеский ток. Сила тока.
Электрисеский ток. Сила тока. Детектирование нейтронов
Детектирование нейтронов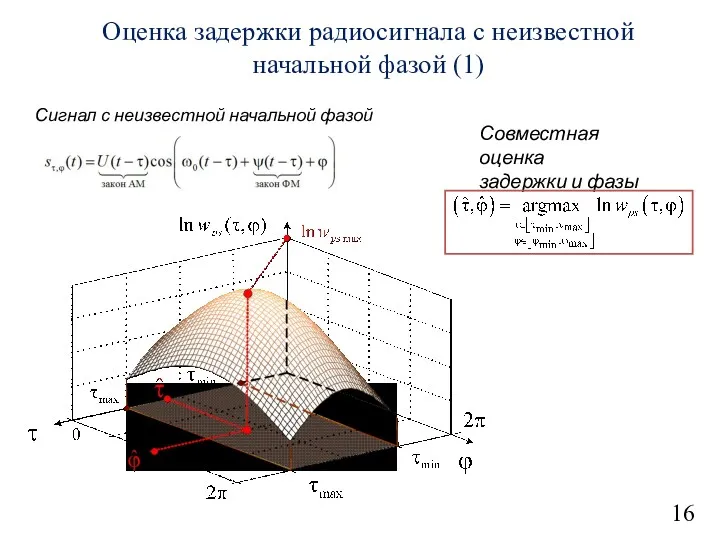 Оценка задержки радиосигнала с неизвестной начальной фазой
Оценка задержки радиосигнала с неизвестной начальной фазой Электростатика
Электростатика Определение элементного состава вещества методом рентгенофлуоресцентной спектроскопии
Определение элементного состава вещества методом рентгенофлуоресцентной спектроскопии Механическая работа. Мощность
Механическая работа. Мощность Охлаждение. Смесительные теплообменники
Охлаждение. Смесительные теплообменники Хроматография - физический метод разделения
Хроматография - физический метод разделения Коллоидно-химические свойства и методы определения дисперсности НДС. Лекция 3
Коллоидно-химические свойства и методы определения дисперсности НДС. Лекция 3 Лекция №2. Электромагнитное излучение в сплошной среде
Лекция №2. Электромагнитное излучение в сплошной среде Химическое равновесие и химическая кинетика
Химическое равновесие и химическая кинетика Проектирование участка диагностики и обслуживания ходовой части автомобиля
Проектирование участка диагностики и обслуживания ходовой части автомобиля Геометрическая оптика
Геометрическая оптика Лазер
Лазер Световые явления
Световые явления Гидравлический пресс
Гидравлический пресс Тепловые явления. Изменение агрегатных состояний вещества
Тепловые явления. Изменение агрегатных состояний вещества Основы молекулярной и статистической физики
Основы молекулярной и статистической физики