- Механизация процесса окрашивания деревянных планок

Содержание
- 2. Описание: В рамках кейса необходимо разработать концепцию многоместного механизированного приспособления, позволяющего производить окрашивание со всех сторон
- 3. Анализ существующих аналогов. Функциональность каждого из них отличается способностью обрабатывать поверхногсти: горизонтальные и вертикальные. Сначала изделие
- 4. АВТОМАТИЧЕСКАЯ ОКРАСОЧНАЯ КАМЕРА С ПОПЕРЕЧНО ПЕРЕМЕЩАЮЩЕЙСЯ РАСПЫЛИТЕЛЬНОЙ КАРЕТКОЙ ЛАРГО-1300/1 И ЛАРГО-1300/2 Предварительно очищенное изделие подается по
- 5. Перемещение заготовки внутри станка осуществляется посредством конвейерной ленты, стойкой к воздействию растворителей и другим агрессивным материалам.
- 6. Патенты. 1) Пневматическое распыление US888693A United States, 26 мая 1908, Валентин Бустинца
- 7. 2) Окрасочная камера Патент РФ 2161074, 27.12.2000 Башкиров В.Н., Сафин Р.Г., Фиров Г.М., Сивков Н.И., Ерофеев
- 8. 3) Переносной краскораспылитель Патент РФ 2491997, 10.09.2013 ТЕКОГУЛЬ Нурай (DE), АЛЬБРЕХТ Йёрг (DE), КРАМЕР Кристоф (DE)
- 10. Скачать презентацию
Описание:
В рамках кейса необходимо разработать концепцию многоместного механизированного приспособления, позволяющего производить
Описание:
В рамках кейса необходимо разработать концепцию многоместного механизированного приспособления, позволяющего производить
Анализ существующих аналогов.
Функциональность каждого из них отличается способностью обрабатывать поверхногсти: горизонтальные
Анализ существующих аналогов.
Функциональность каждого из них отличается способностью обрабатывать поверхногсти: горизонтальные
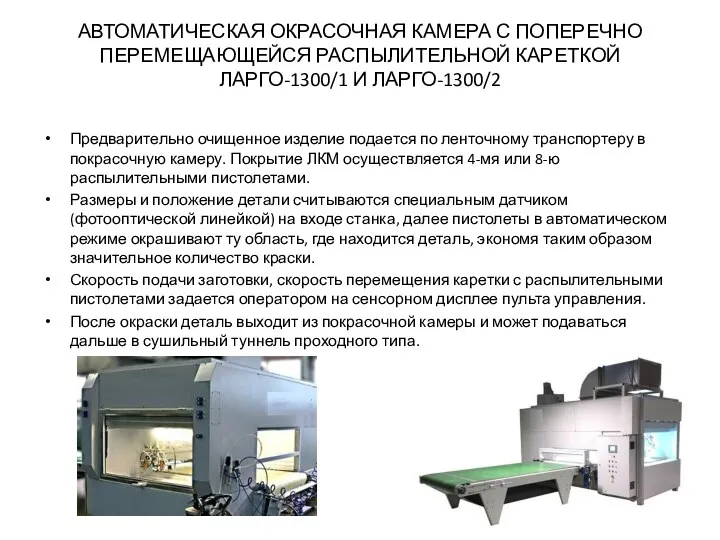
АВТОМАТИЧЕСКАЯ ОКРАСОЧНАЯ КАМЕРА С ПОПЕРЕЧНО ПЕРЕМЕЩАЮЩЕЙСЯ РАСПЫЛИТЕЛЬНОЙ КАРЕТКОЙ ЛАРГО-1300/1 И ЛАРГО-1300/2
Предварительно
АВТОМАТИЧЕСКАЯ ОКРАСОЧНАЯ КАМЕРА С ПОПЕРЕЧНО ПЕРЕМЕЩАЮЩЕЙСЯ РАСПЫЛИТЕЛЬНОЙ КАРЕТКОЙ ЛАРГО-1300/1 И ЛАРГО-1300/2
Предварительно
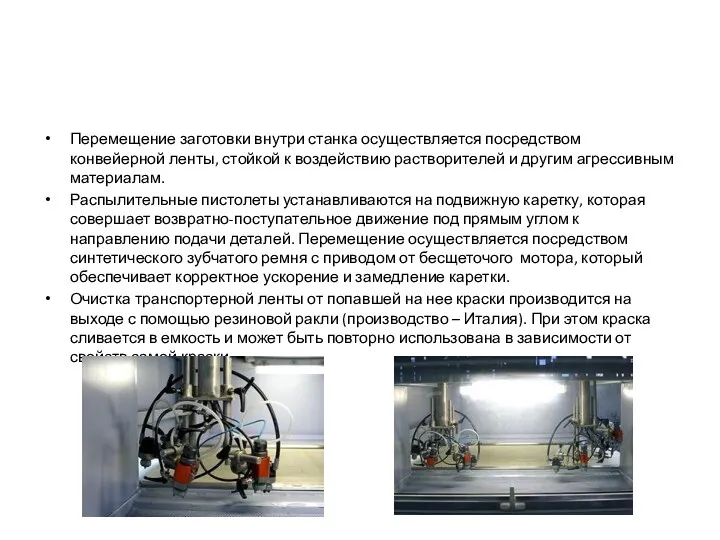
Перемещение заготовки внутри станка осуществляется посредством конвейерной ленты, стойкой к воздействию
Перемещение заготовки внутри станка осуществляется посредством конвейерной ленты, стойкой к воздействию
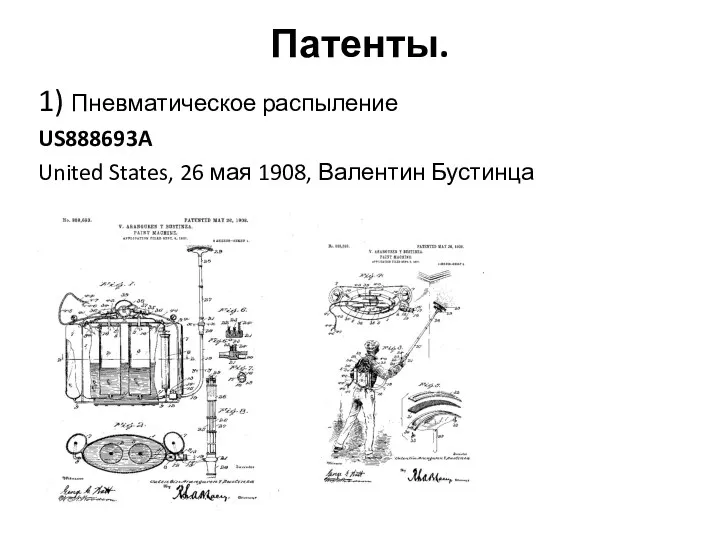
Патенты.
1) Пневматическое распыление
US888693A
United States, 26 мая 1908, Валентин Бустинца
Патенты.
1) Пневматическое распыление
US888693A
United States, 26 мая 1908, Валентин Бустинца
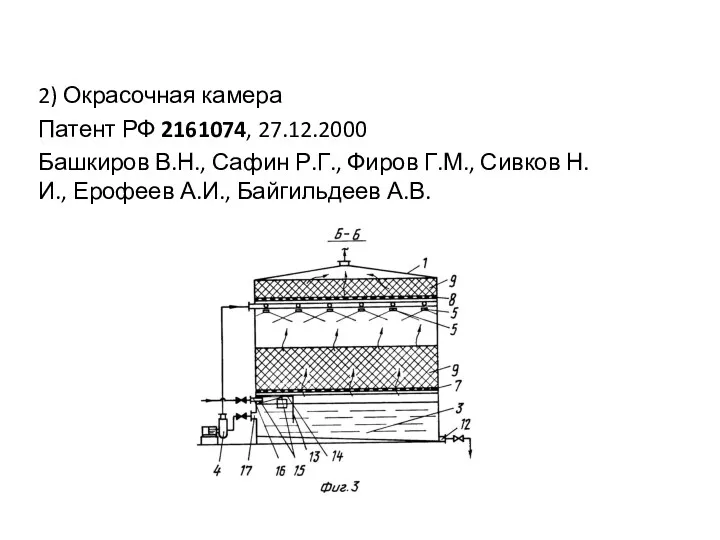
2) Окрасочная камера
Патент РФ 2161074, 27.12.2000
Башкиров В.Н., Сафин Р.Г., Фиров Г.М., Сивков Н.И., Ерофеев А.И., Байгильдеев
2) Окрасочная камера
Патент РФ 2161074, 27.12.2000
Башкиров В.Н., Сафин Р.Г., Фиров Г.М., Сивков Н.И., Ерофеев А.И., Байгильдеев
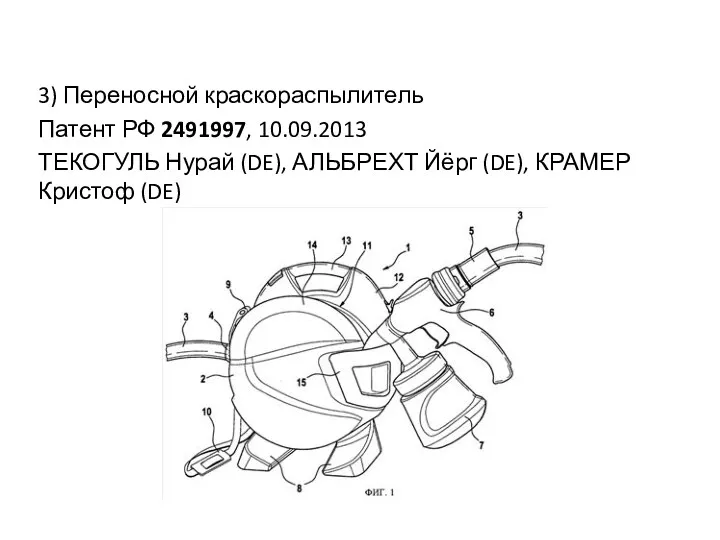
3) Переносной краскораспылитель
Патент РФ 2491997, 10.09.2013
ТЕКОГУЛЬ Нурай (DE), АЛЬБРЕХТ Йёрг (DE), КРАМЕР Кристоф
3) Переносной краскораспылитель
Патент РФ 2491997, 10.09.2013
ТЕКОГУЛЬ Нурай (DE), АЛЬБРЕХТ Йёрг (DE), КРАМЕР Кристоф
 Тесты. Внутренняя энергия
Тесты. Внутренняя энергия Оптика. Волновая оптика
Оптика. Волновая оптика Давление. Физика, 7 класс
Давление. Физика, 7 класс Диффузия
Диффузия Необслуживаемые автомобильные аккумуляторы
Необслуживаемые автомобильные аккумуляторы Технологічні процеси та обладнання для технічного обслуговування та поточного ремонту. Лекція №7
Технологічні процеси та обладнання для технічного обслуговування та поточного ремонту. Лекція №7 Как изобретали велосипед
Как изобретали велосипед Теоретические основы электротехники. Теория электромагнитного поля. Лекция 2
Теоретические основы электротехники. Теория электромагнитного поля. Лекция 2 Электронная презентация Изопроцессы в идеальном газе
Электронная презентация Изопроцессы в идеальном газе Электрический ток в полупроводниках
Электрический ток в полупроводниках Орын ауыстыруларды анықтау үшін мор әдісі
Орын ауыстыруларды анықтау үшін мор әдісі Планетарлық механизмдер
Планетарлық механизмдер Работа воздухораспределителя усл. № 292.001. Зарядка
Работа воздухораспределителя усл. № 292.001. Зарядка Машина Голдберга. Смета проекта
Машина Голдберга. Смета проекта Термодинамика. Химическая термодинамика
Термодинамика. Химическая термодинамика Детали машин. Механические передачи
Детали машин. Механические передачи Как сделать воздух проводником
Как сделать воздух проводником Элементы машиноведения. Составные части машин
Элементы машиноведения. Составные части машин Поверхностное натяжение жидкости. Поверхностная энергия. Коэффициент поверхностного натяжения
Поверхностное натяжение жидкости. Поверхностная энергия. Коэффициент поверхностного натяжения Презентация к уроку в 7 классе по теме Давление. Единицы давления
Презентация к уроку в 7 классе по теме Давление. Единицы давления Арматура и ее свойства. Робот для вязки арматуры (9 класс)
Арматура и ее свойства. Робот для вязки арматуры (9 класс) Дизельный двигатель
Дизельный двигатель Балочные системы. (Тема 1.4)
Балочные системы. (Тема 1.4) Эл. ток. Источники тока
Эл. ток. Источники тока Виды технического обслуживания пожарных автомобилей их назначение и периодичность проведения
Виды технического обслуживания пожарных автомобилей их назначение и периодичность проведения Философские проблемы науки и техники. Классическая механика. (Лекция 5)
Философские проблемы науки и техники. Классическая механика. (Лекция 5) Электромагнитные волны
Электромагнитные волны Методы описания движения жидкости. Понятия о линиях и трубках тока. Расход элементарной струйки и расход через поверхность
Методы описания движения жидкости. Понятия о линиях и трубках тока. Расход элементарной струйки и расход через поверхность