- Неразьемные соединения

Содержание
- 2. ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ 2 В процессе изготовления машины некоторые ее детали соединяют между собой, при
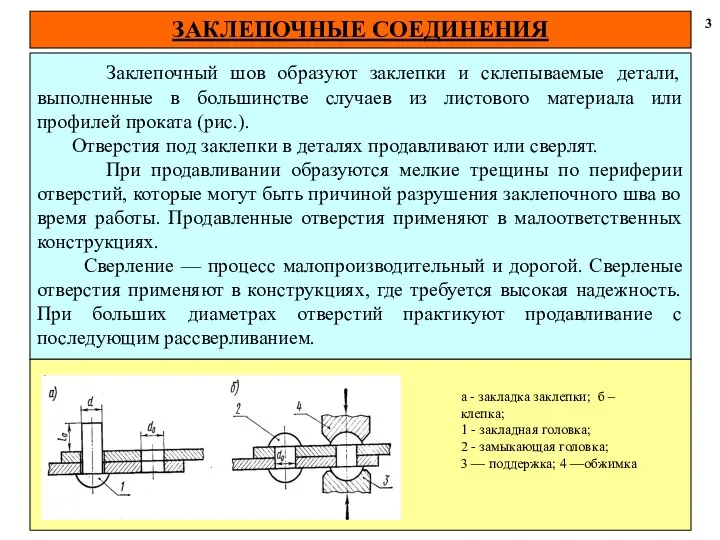
- 3. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ 3 Заклепочный шов образуют заклепки и склепываемые детали, выполненные в большинстве случаев из листового
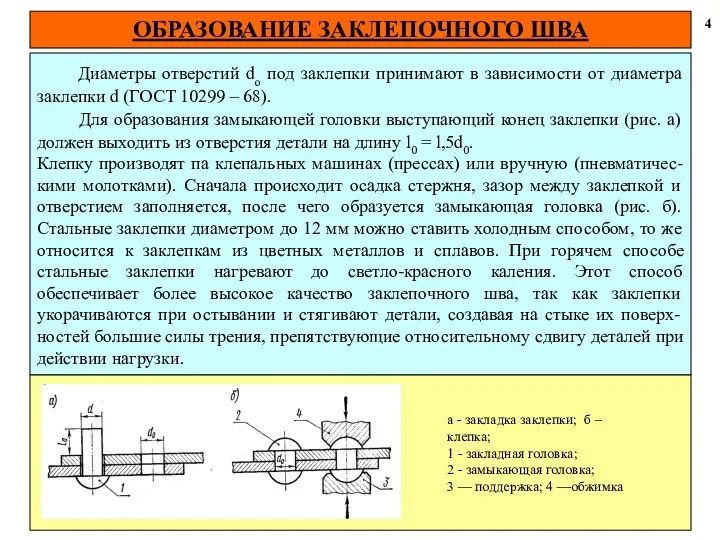
- 4. ОБРАЗОВАНИЕ ЗАКЛЕПОЧНОГО ШВА 4 Диаметры отверстий do под заклепки принимают в зависимости от диаметра заклепки d
- 5. ДОСТОИНСТВА, НЕДОСТАТКИ И ПРИМЕНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ 5 Достоинства: 1. Высокая надежность соединения. 2. Удобство и надежность
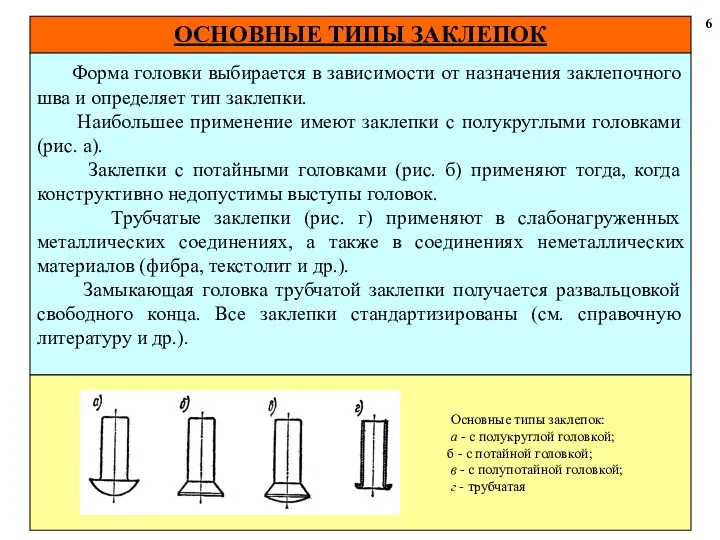
- 6. ОСНОВНЫЕ ТИПЫ ЗАКЛЕПОК 6 Форма головки выбирается в зависимости от назначения заклепочного шва и определяет тип
- 7. КЛАССИФИКАЦИЯ ЗАКЛЕПОЧНЫХ ШВОВ 7 В зависимости от назначения заклепочные швы бывают: прочные, обеспечивающие основной критерий работоспособности
- 8. Материалы склепываемых деталей и заклепок 8 Основными материалами склепываемых деталей являются мало-углеродистые стали Ст.0, Ст.2, Ст.3,
- 9. РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ 9 Прочность - основной критерий работоспособности прочных
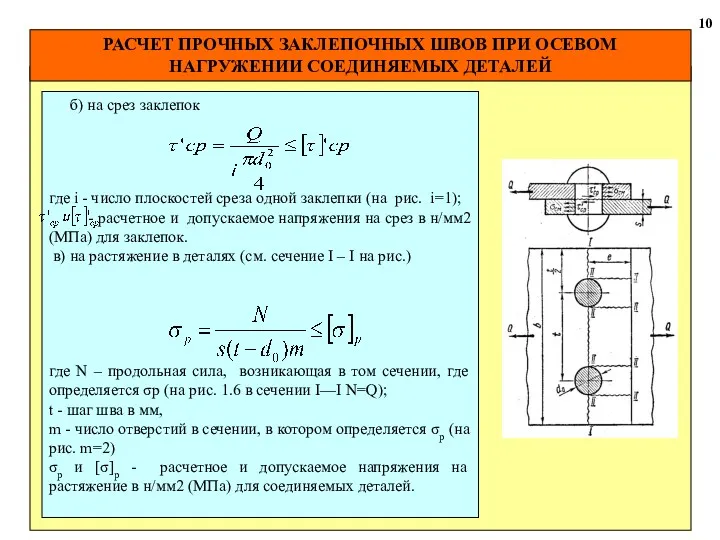
- 10. РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ 10 б) на срез заклепок где i
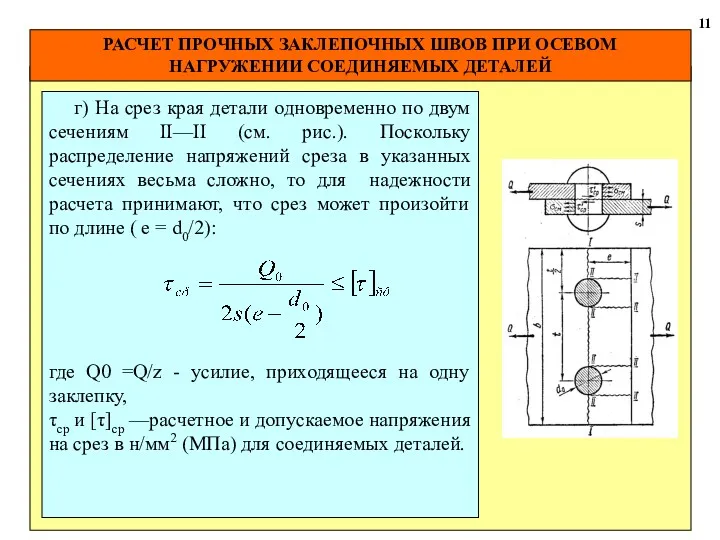
- 11. РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ 11 г) На срез края детали одновременно
- 12. РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ 11 На практике при расчете прочных заклепочных
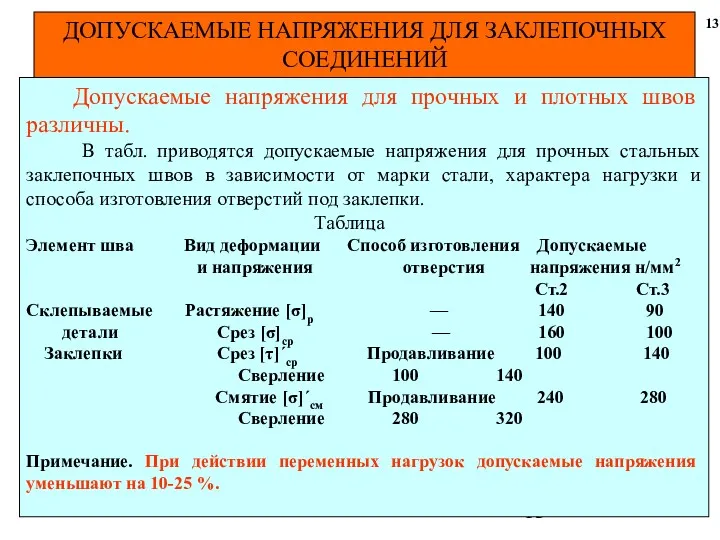
- 13. ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ 13 Допускаемые напряжения для прочных и плотных швов различны. В табл.
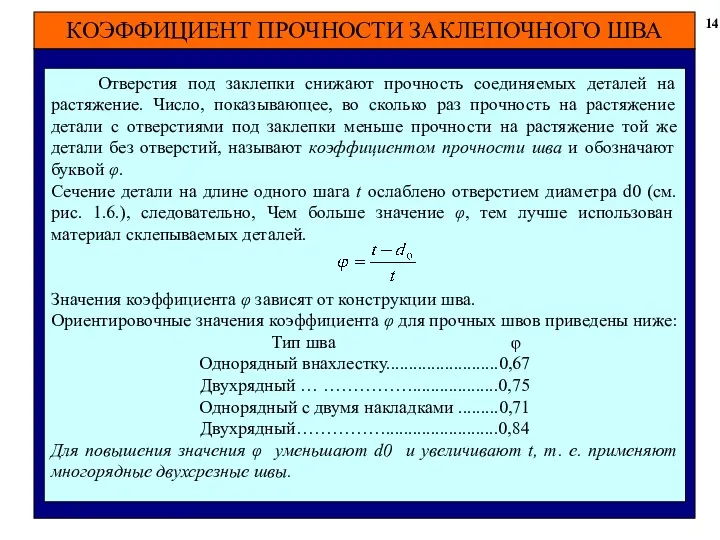
- 14. КОЭФФИЦИЕНТ ПРОЧНОСТИ ЗАКЛЕПОЧНОГО ШВА 14 Отверстия под заклепки снижают прочность соединяемых деталей на растяжение. Число, показывающее,
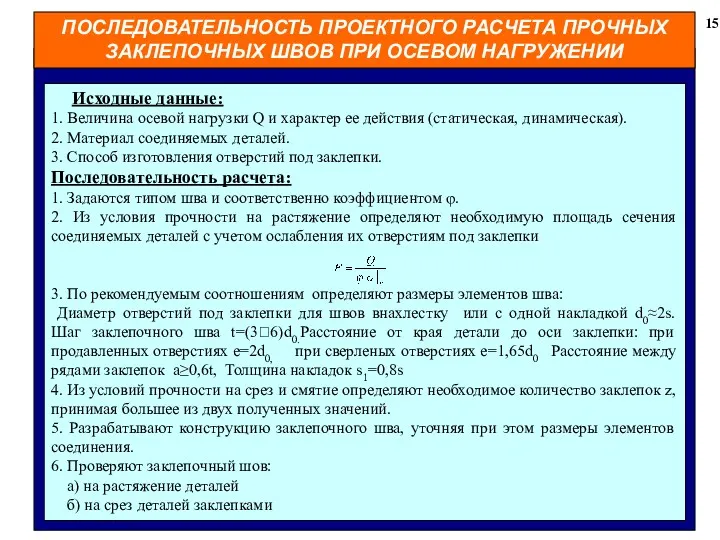
- 15. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ 15 Исходные данные: 1. Величина осевой нагрузки
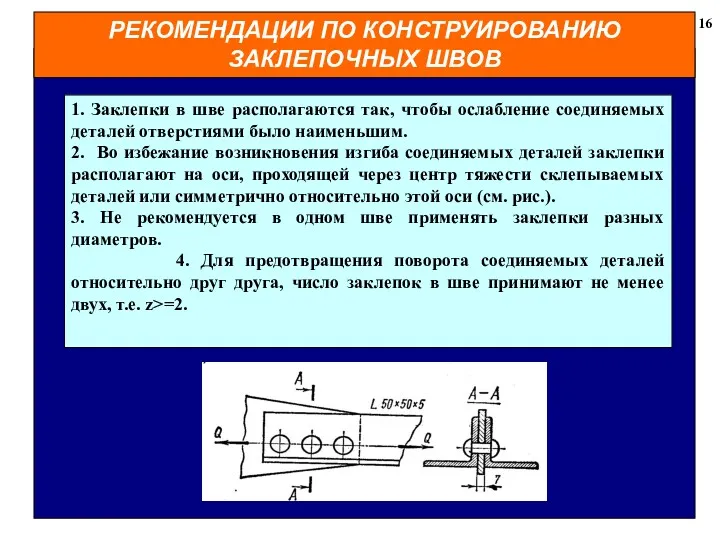
- 16. РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ ЗАКЛЕПОЧНЫХ ШВОВ 16 1. Заклепки в шве располагаются так, чтобы ослабление соединяемых деталей
- 17. СВАРНЫЕ СОЕДИНЕНИЯ 17 Сварные соединения в настоящее время представляют собой основной тип неразъемных соединений. Они образуются
- 18. ДОСТОИНСТВА, НЕДОСТАТКИ И ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ 18 Достоинства: 1. Невысокая стоимость соединения благодаря малой трудоемкости процесса
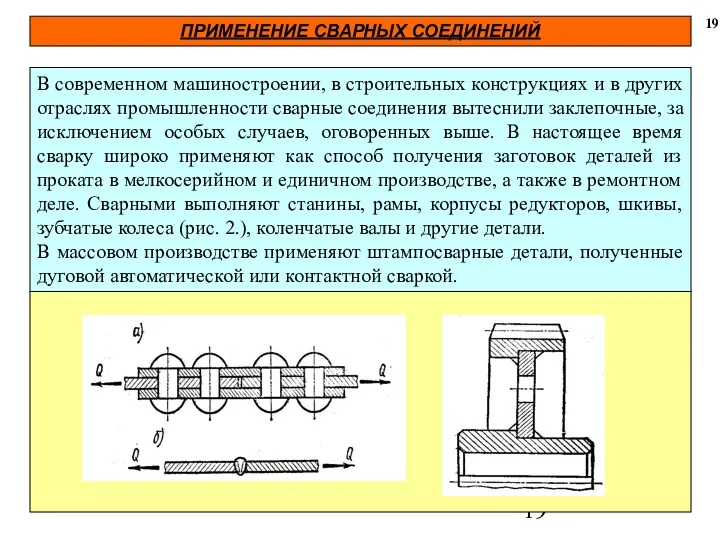
- 19. ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ 19 В современном машиностроении, в строительных конструкциях и в других отраслях промышленности сварные
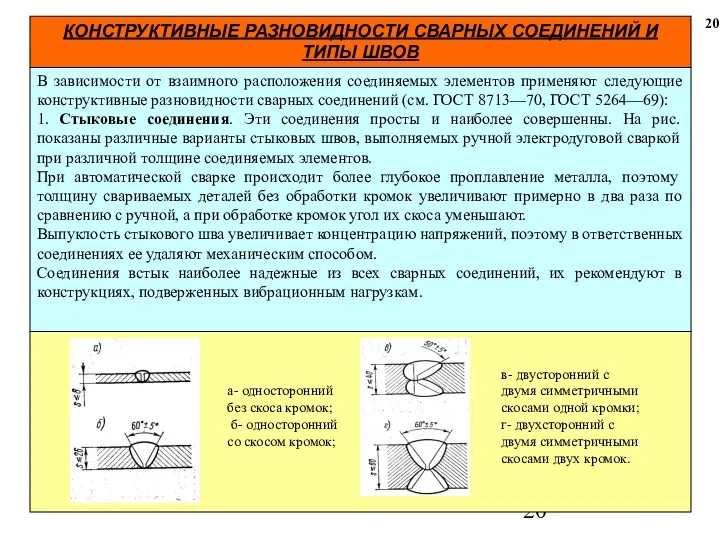
- 20. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ 20 В зависимости от взаимного расположения соединяемых элементов применяют
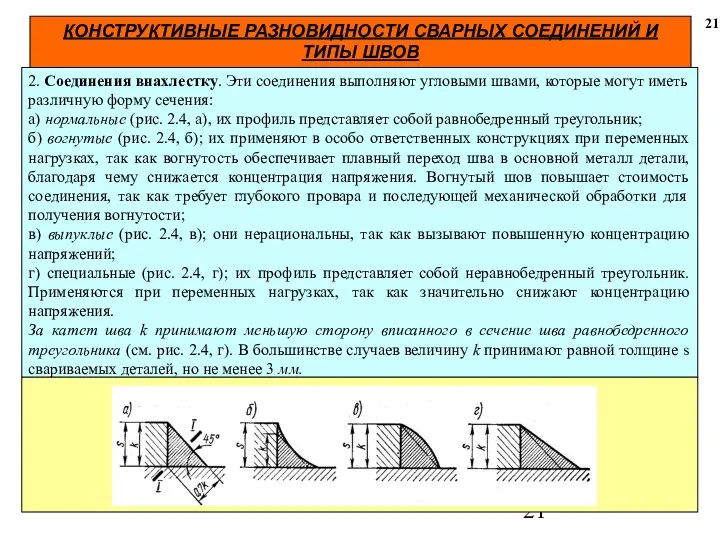
- 21. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ 21 2. Соединения внахлестку. Эти соединения выполняют угловыми швами,
- 22. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ 22 В зависимости от расположения относительно нагрузки угловые швы
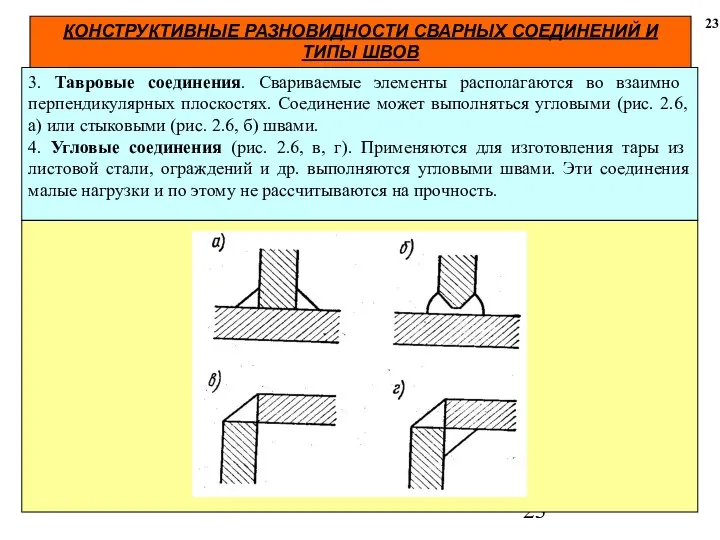
- 23. КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ 23 3. Тавровыe соединения. Свариваемые элементы располагаются во взаимно
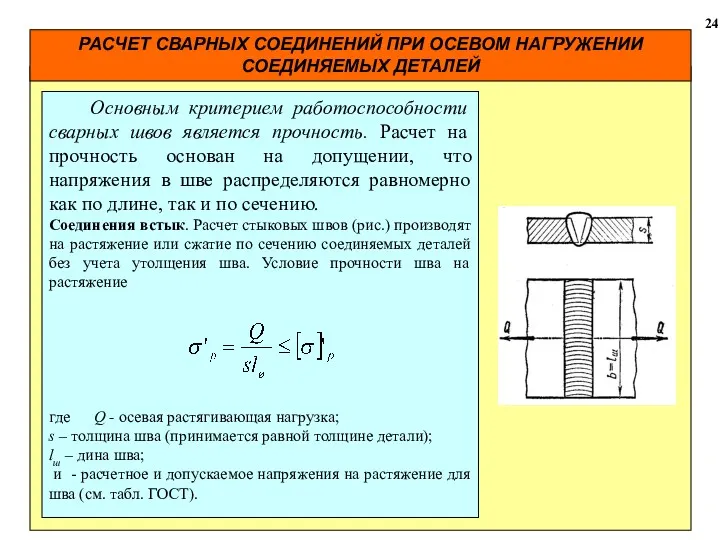
- 24. РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ 24 Основным критерием работоспособности сварных швов является прочность.
- 25. РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ 25 Соединения внахлестку угловыми швами. Расчет угловых швов
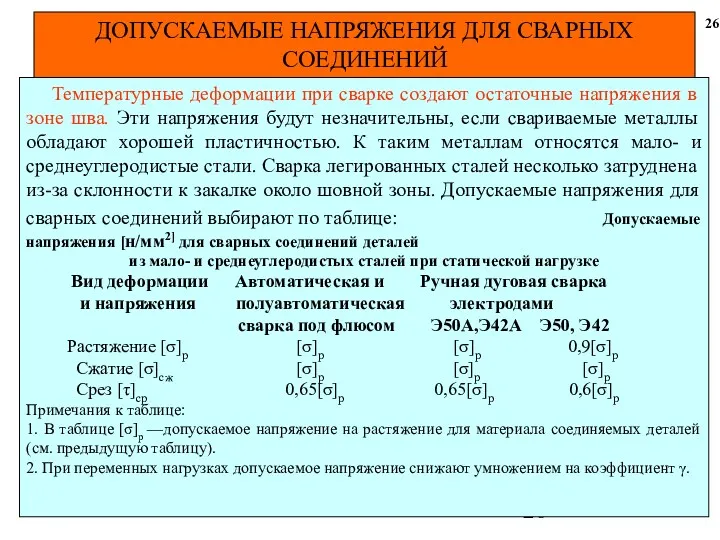
- 26. ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ СОЕДИНЕНИЙ 26 Температурные деформации при сварке создают остаточные напряжения в зоне шва.
- 27. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ 15 Исходные данные: 1. Величина осевой нагрузки Q
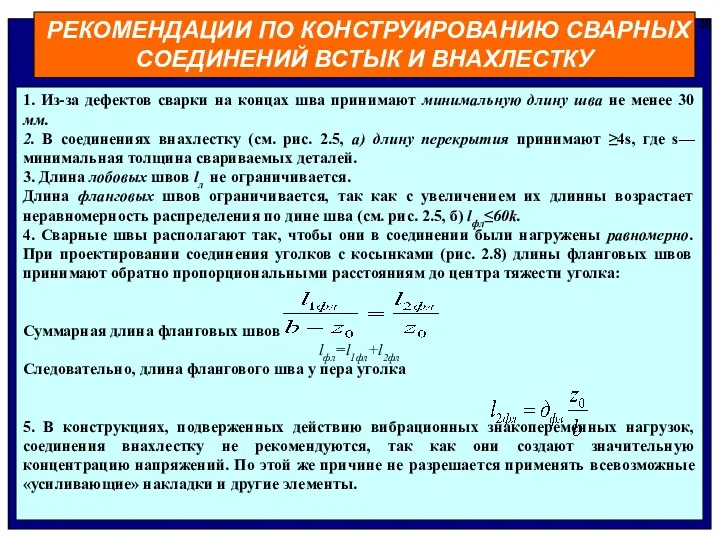
- 28. РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ СВАРНЫХ СОЕДИНЕНИЙ ВСТЫК И ВНАХЛЕСТКУ 28 1. Из-за дефектов сварки на концах шва
- 30. Скачать презентацию
ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ
2
В процессе изготовления машины некоторые ее
ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ
2
В процессе изготовления машины некоторые ее
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
3
Заклепочный шов образуют заклепки и склепываемые детали, выполненные
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
3
Заклепочный шов образуют заклепки и склепываемые детали, выполненные
ОБРАЗОВАНИЕ ЗАКЛЕПОЧНОГО ШВА
4
Диаметры отверстий do под заклепки принимают в
ОБРАЗОВАНИЕ ЗАКЛЕПОЧНОГО ШВА
4
Диаметры отверстий do под заклепки принимают в
ДОСТОИНСТВА, НЕДОСТАТКИ И ПРИМЕНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
5
Достоинства:
1. Высокая надежность соединения.
2. Удобство
ДОСТОИНСТВА, НЕДОСТАТКИ И ПРИМЕНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
5
Достоинства:
1. Высокая надежность соединения.
2. Удобство
ОСНОВНЫЕ ТИПЫ ЗАКЛЕПОК
6
Форма головки выбирается в зависимости от назначения
ОСНОВНЫЕ ТИПЫ ЗАКЛЕПОК
6
Форма головки выбирается в зависимости от назначения

КЛАССИФИКАЦИЯ ЗАКЛЕПОЧНЫХ ШВОВ
7
В зависимости от назначения заклепочные швы бывают:
прочные,
КЛАССИФИКАЦИЯ ЗАКЛЕПОЧНЫХ ШВОВ
7
В зависимости от назначения заклепочные швы бывают:
прочные,
Материалы склепываемых деталей и заклепок
8
Основными материалами склепываемых деталей являются
Материалы склепываемых деталей и заклепок
8
Основными материалами склепываемых деталей являются

РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
9
Прочность
РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
9
Прочность
РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
10
б)
РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
10
б)
РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
11
г)
РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
11
г)

РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
11
На
РАСЧЕТ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
11
На
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
13
Допускаемые напряжения для прочных и
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
13
Допускаемые напряжения для прочных и
КОЭФФИЦИЕНТ ПРОЧНОСТИ ЗАКЛЕПОЧНОГО ШВА
14
Отверстия под заклепки снижают прочность
КОЭФФИЦИЕНТ ПРОЧНОСТИ ЗАКЛЕПОЧНОГО ШВА
14
Отверстия под заклепки снижают прочность
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ
15
Исходные
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ ПРИ ОСЕВОМ НАГРУЖЕНИИ
15
Исходные
РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ ЗАКЛЕПОЧНЫХ ШВОВ
16
1. Заклепки в шве располагаются так,
РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ ЗАКЛЕПОЧНЫХ ШВОВ
16
1. Заклепки в шве располагаются так,
СВАРНЫЕ СОЕДИНЕНИЯ
17
Сварные соединения в настоящее время представляют собой основной
СВАРНЫЕ СОЕДИНЕНИЯ
17
Сварные соединения в настоящее время представляют собой основной
ДОСТОИНСТВА, НЕДОСТАТКИ И ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
18
Достоинства:
1. Невысокая стоимость соединения благодаря
ДОСТОИНСТВА, НЕДОСТАТКИ И ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
18
Достоинства:
1. Невысокая стоимость соединения благодаря
ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
19
В современном машиностроении, в строительных конструкциях и в
ПРИМЕНЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
19
В современном машиностроении, в строительных конструкциях и в
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
20
В зависимости от взаимного
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
20
В зависимости от взаимного
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
21
2. Соединения внахлестку. Эти
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
21
2. Соединения внахлестку. Эти

КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
22
В зависимости от расположения
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
22
В зависимости от расположения
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
23
3. Тавровыe соединения. Свариваемые
КОНСТРУКТИВНЫЕ РАЗНОВИДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ И ТИПЫ ШВОВ
23
3. Тавровыe соединения. Свариваемые
РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
24
Основным критерием
РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
24
Основным критерием

РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
25
Соединения внахлестку
РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ
25
Соединения внахлестку
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ СОЕДИНЕНИЙ
26
Температурные деформации при сварке
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ СОЕДИНЕНИЙ
26
Температурные деформации при сварке
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ
15
Исходные
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТНОГО РАСЧЕТА СВАРНЫХ СОЕДИНЕНИЙ ПРИ ОСЕВОМ НАГРУЖЕНИИ
15
Исходные
РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ СВАРНЫХ СОЕДИНЕНИЙ ВСТЫК И ВНАХЛЕСТКУ
28
1. Из-за
РЕКОМЕНДАЦИИ ПО КОНСТРУИРОВАНИЮ СВАРНЫХ СОЕДИНЕНИЙ ВСТЫК И ВНАХЛЕСТКУ
28
1. Из-за
 Виготовлення наглядового стенду з будови, технічного обслуговування та ремонту коробки змінних передач автомобіля ВАЗ-2101
Виготовлення наглядового стенду з будови, технічного обслуговування та ремонту коробки змінних передач автомобіля ВАЗ-2101 Свободное падение тел. Равноускоренное движение
Свободное падение тел. Равноускоренное движение Силы в природе (7 класс)
Силы в природе (7 класс) Лазер (оптический квантовый генератор)
Лазер (оптический квантовый генератор) Батарейки. Принцип и состав батарейки. Утилизация. Экобоксы и экотерминалы
Батарейки. Принцип и состав батарейки. Утилизация. Экобоксы и экотерминалы Резка тонколистового металла и проволоки
Резка тонколистового металла и проволоки Урок - презентация в 7 классе по физике по теме Плавание тел.
Урок - презентация в 7 классе по физике по теме Плавание тел. Основы синтеза линейных электрических цепей
Основы синтеза линейных электрических цепей Роль Генриха Герца в становлении теории электромагнитного поля
Роль Генриха Герца в становлении теории электромагнитного поля Механизмы нитепритягивателя челночных швейных машин
Механизмы нитепритягивателя челночных швейных машин Ремонт колёсных пар и буксовых узлов
Ремонт колёсных пар и буксовых узлов Сила трения покоя
Сила трения покоя Тасымалдау құбылысы. Нақты газдар
Тасымалдау құбылысы. Нақты газдар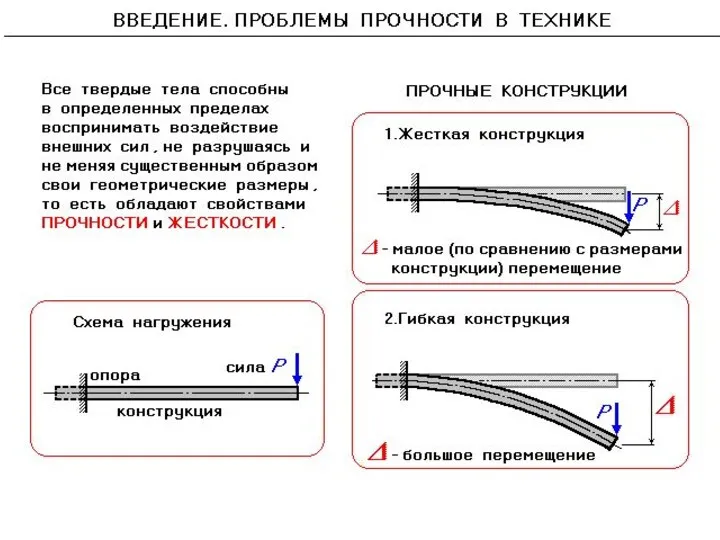 Введение. Проблемы прочности в технике
Введение. Проблемы прочности в технике Электромагнитная индукция. (Лекция 10)
Электромагнитная индукция. (Лекция 10) Импульсный сигнал
Импульсный сигнал Что такое сила? Вопросы для повторения
Что такое сила? Вопросы для повторения Наша группа работала над вопросом
Наша группа работала над вопросом Определение плотности куска мыла
Определение плотности куска мыла Тепловые явления. Дистанционный урок по физике в 10 классе
Тепловые явления. Дистанционный урок по физике в 10 классе Условные обозначения элементов цепи
Условные обозначения элементов цепи Электродинамика и распространение радиоволн. Лекция 5. Распространение ионосферных радиоволн
Электродинамика и распространение радиоволн. Лекция 5. Распространение ионосферных радиоволн Типы осветительных приборов
Типы осветительных приборов Изонить
Изонить Консолидация. Основные характеристики пористых тел
Консолидация. Основные характеристики пористых тел Динамика. Задачи
Динамика. Задачи Взаємодія тіл. Імпульс. Закон збереження імпульсу
Взаємодія тіл. Імпульс. Закон збереження імпульсу Техническая термодинамика
Техническая термодинамика