- Консолидация. Основные характеристики пористых тел

Содержание
- 2. Основные характеристики пористых тел
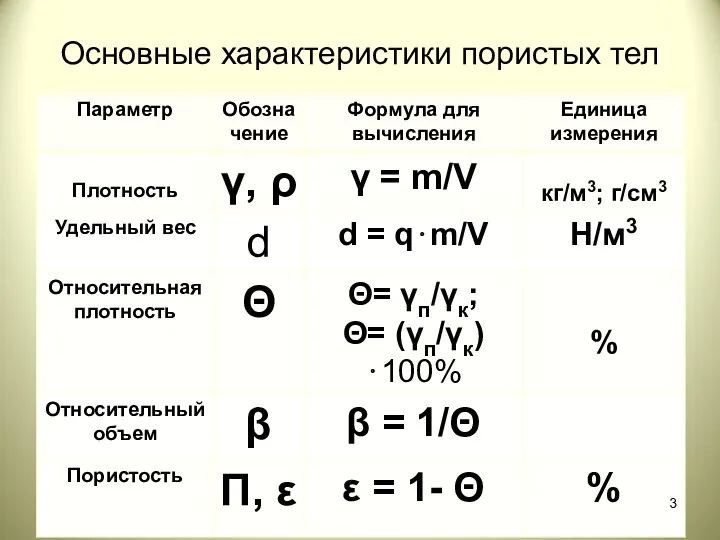
- 3. Основные характеристики пористых тел
- 4. Виды пористости открытая закрытая
- 5. Виды пористости Изолированная Сообщающаяся
- 6. Виды пористости
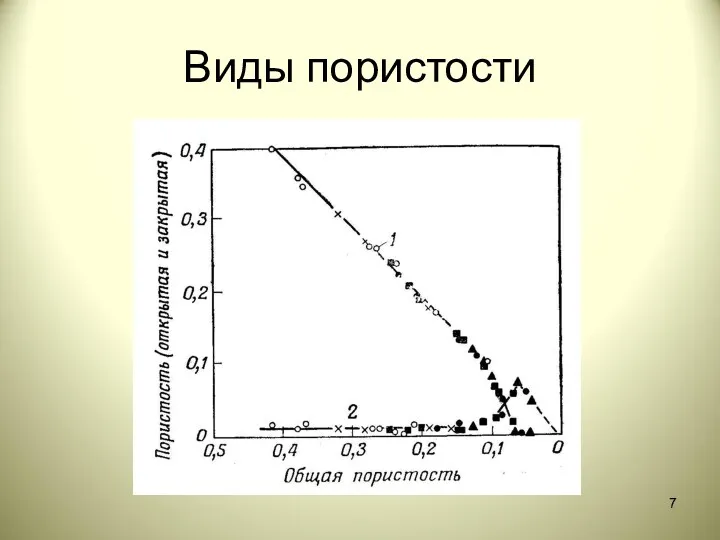
- 7. Виды пористости
- 8. Формование представляет собой процесс получения заготовок или изделий с заданными размерами, формой и пористостью различными методами
- 9. Методы формования С приложением давления; Прерывистые; С постепенным повышением давления (статические) С мгновенным повышением (динамические); Непрерывные;
- 10. Основы формования порошков Холодное прессование металлических порошков в прессформах
- 11. Засыпка порошка в прессформу
- 12. Идеализированный процесс уплотнения порошковых материалов
- 13. Уплотнение железного порошка а - позиция заполнения порошком матрицы; б - окончание первой стадии уплотнения; в
- 14. Уплотняемость прессовок различных металлов
- 15. Уравнения М.Ю. Бальшина dp/p = - m/β ⋅dβ (1) Где: p – текущее давление прессования, β
- 16. Логарифмические диаграммы прессования
- 17. Уплотняемость и формуемость порошка Уплотняемость порошка определяется как его способность приобретать определенную плотность при прессовании. Формуемость
- 18. Прессование в жестких прессформах
- 19. Схема одностороннего прессования
- 20. Внешнее и внутреннее трение а) – Мо, гидростат; б) – Fe, пресс-форма
- 21. Распределение напряжений в заготовке при одностороннем прессовании и изменение плотности по высоте заготовки
- 22. Скорость прессования не должна быть слишком высока, т.к. при этом может происходить захват заготовкой воздуха, не
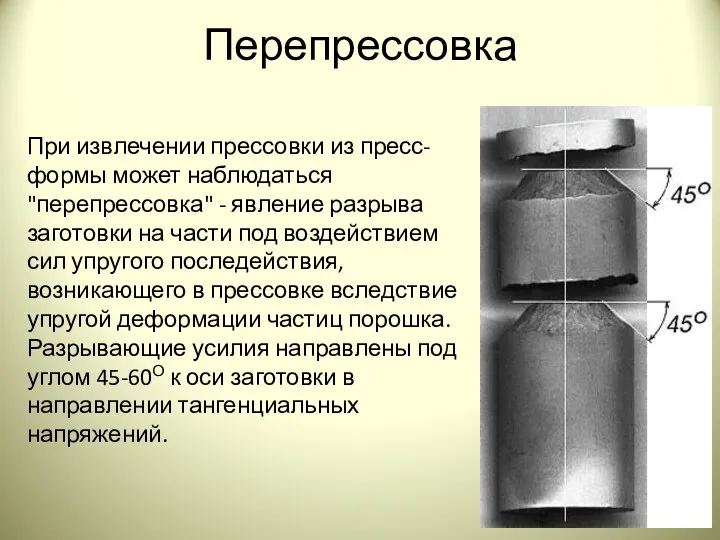
- 23. Перепрессовка При извлечении прессовки из пресс-формы может наблюдаться "перепрессовка" - явление разрыва заготовки на части под
- 24. Зависимость пористости от давления прессования порошка стали Х18Н10 1 – со смазкой; 2 – без смазки
- 25. Смазки Уменьшают внешнее и внутренне трение; Уменьшают усилие прессования; Уменьшают неравноплотность по высоте. Но, выделяясь в
- 26. Смазки Инертные: индустриальные масла, парафин, дисульфид молибдена – MoS2; Поверхностно-активные: олеиновая кислота – CH3(CH2)7CH=CH(CH2)7COOH Нанесение на
- 27. Прессуемость порошков в зависимости от способа прессования и дисперсности частиц
- 28. Изменение коэффициентов внешнего (f) и внутреннего трения (μ) от параметров прессования
- 29. Факторы, определяющие величину потерь на трение при прессовании Величина коэффициента внешнего трения (наличие смазки); Отношение высоты
- 30. Стойкость прессформ
- 31. Схема двустороннего прессования
- 32. Схема двустороннего прессования
- 33. Боковое давление Важная характеристика при расчете прессформ; Чем пластичнее металл, тем выше боковое давление;
- 34. Боковое давление
- 36. Скачать презентацию
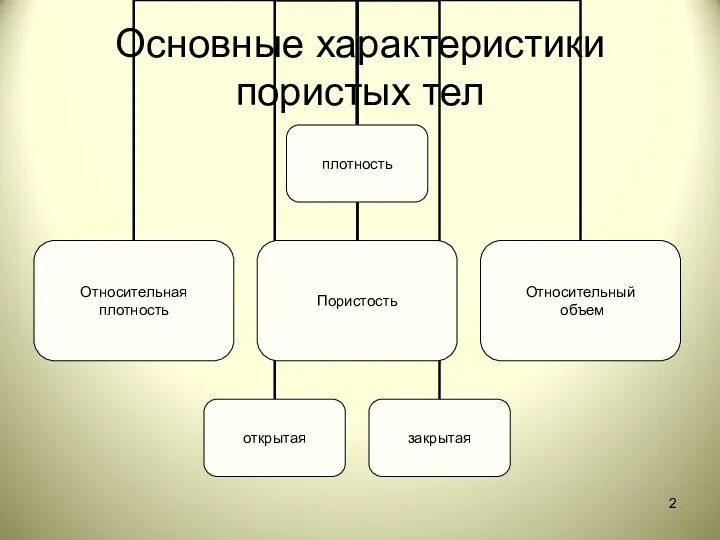
Основные характеристики пористых тел
Основные характеристики пористых тел
Основные характеристики пористых тел
Основные характеристики пористых тел

Виды пористости
открытая
закрытая
Виды пористости
открытая
закрытая

Виды пористости
Изолированная
Сообщающаяся
Виды пористости
Изолированная
Сообщающаяся

Виды пористости
Виды пористости
Виды пористости
Виды пористости
Формование
представляет собой процесс получения заготовок или изделий с заданными размерами, формой
Формование представляет собой процесс получения заготовок или изделий с заданными размерами, формой
Методы формования
С приложением давления;
Прерывистые;
С постепенным повышением давления (статические)
С мгновенным повышением (динамические);
Непрерывные;
Без
Методы формования
С приложением давления;
Прерывистые;
С постепенным повышением давления (статические)
С мгновенным повышением (динамические);
Непрерывные;
Без
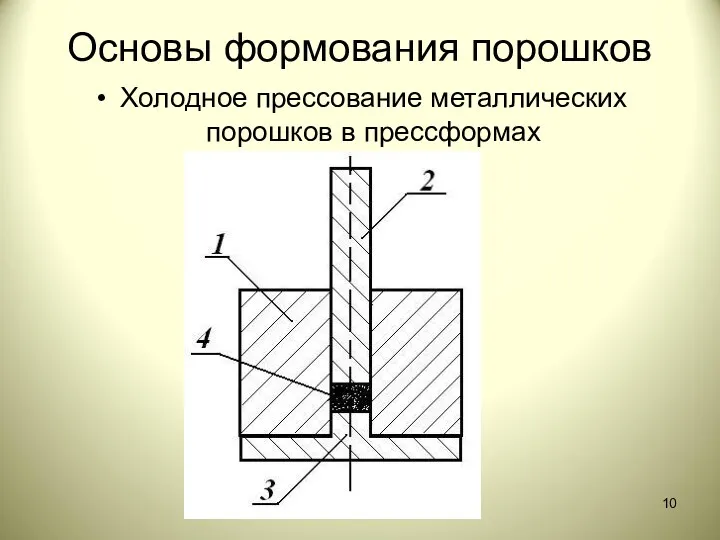
Основы формования порошков
Холодное прессование металлических порошков в прессформах
Основы формования порошков
Холодное прессование металлических порошков в прессформах
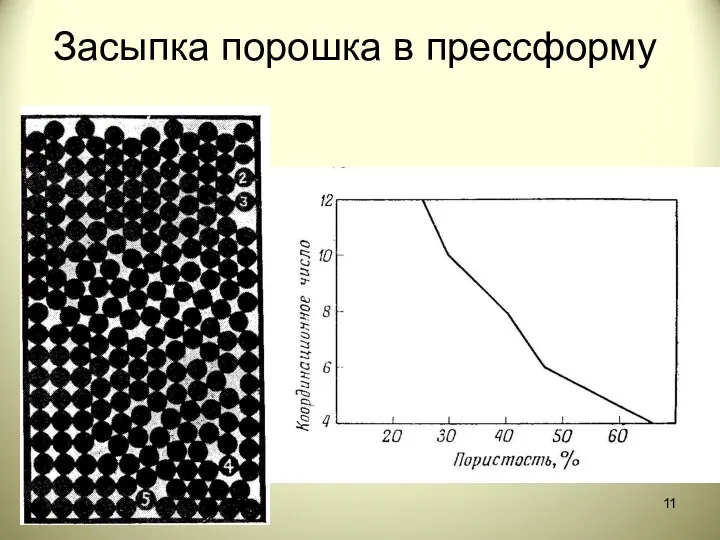
Засыпка порошка в прессформу
Засыпка порошка в прессформу
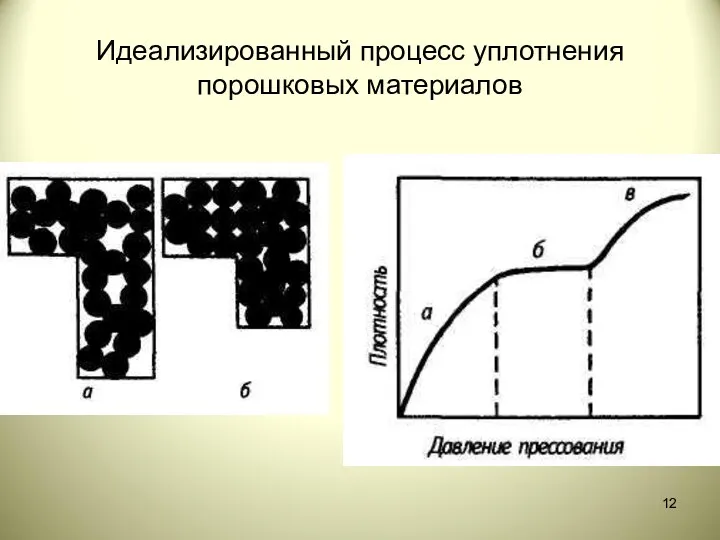
Идеализированный процесс уплотнения порошковых материалов
Идеализированный процесс уплотнения порошковых материалов
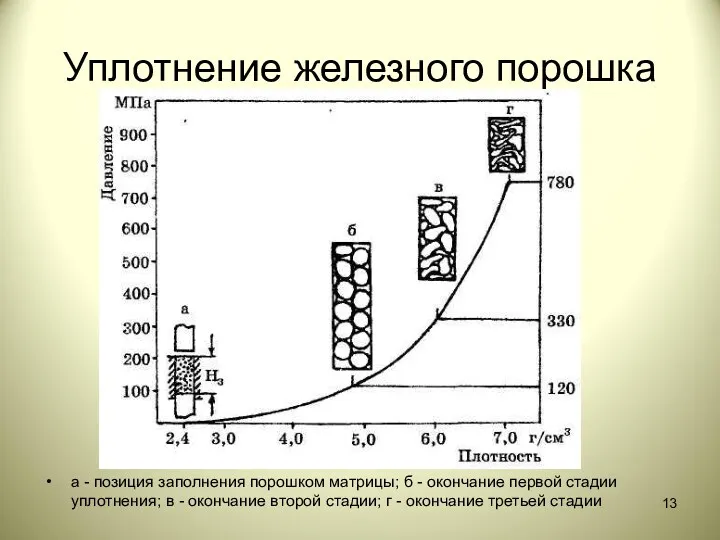
Уплотнение железного порошка
а - позиция заполнения порошком матрицы; б -
Уплотнение железного порошка
а - позиция заполнения порошком матрицы; б -
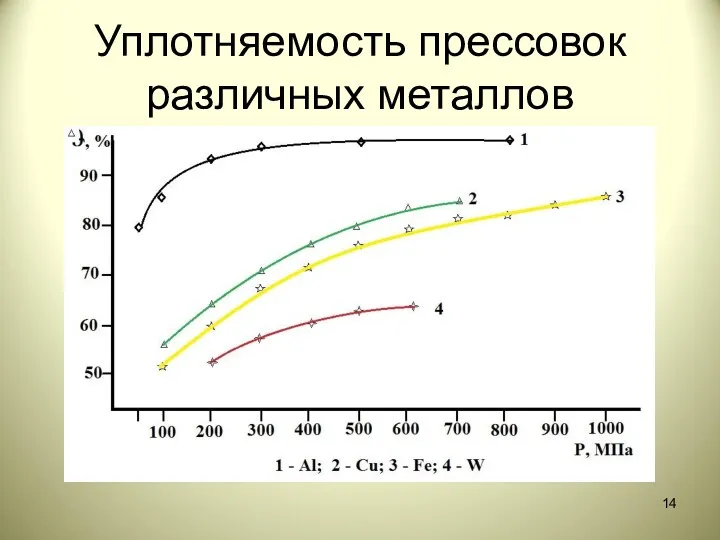
Уплотняемость прессовок различных металлов
Уплотняемость прессовок различных металлов
Уравнения М.Ю. Бальшина
dp/p = - m/β ⋅dβ (1)
Где: p – текущее давление
Уравнения М.Ю. Бальшина
dp/p = - m/β ⋅dβ (1)
Где: p – текущее давление
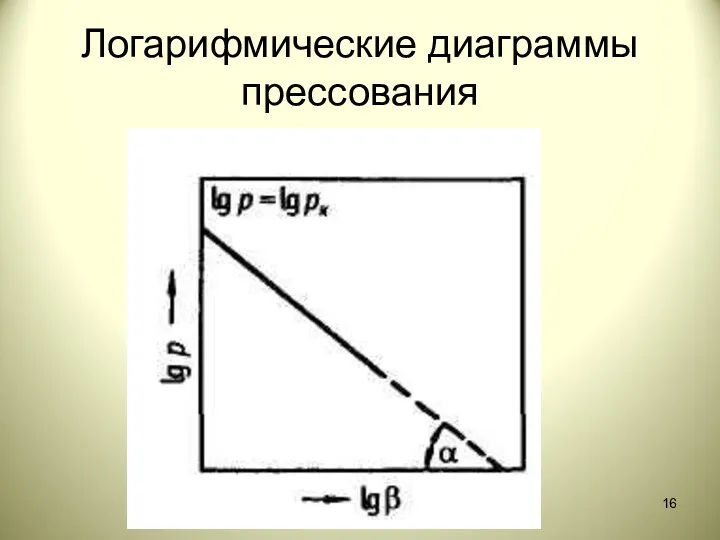
Логарифмические диаграммы прессования
Логарифмические диаграммы прессования
Уплотняемость и формуемость порошка
Уплотняемость порошка определяется как его способность приобретать определенную
Уплотняемость и формуемость порошка
Уплотняемость порошка определяется как его способность приобретать определенную
Прессование в жестких прессформах
Прессование в жестких прессформах

Схема одностороннего прессования
Схема одностороннего прессования
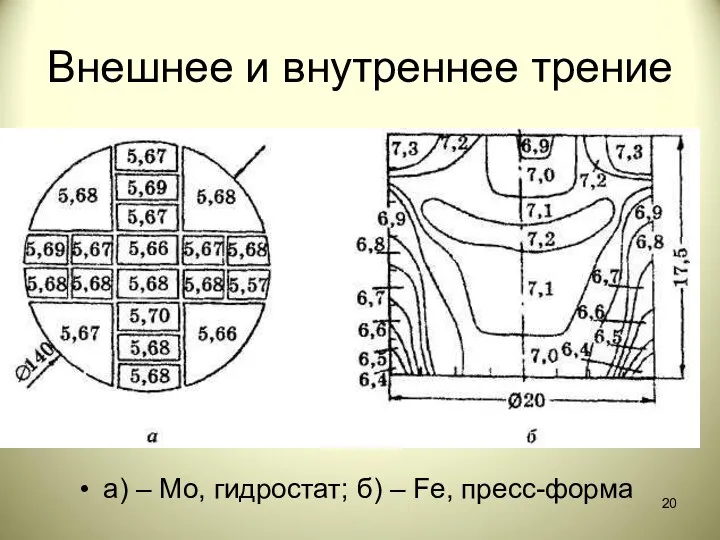
Внешнее и внутреннее трение
а) – Мо, гидростат; б) – Fe, пресс-форма
Внешнее и внутреннее трение
а) – Мо, гидростат; б) – Fe, пресс-форма
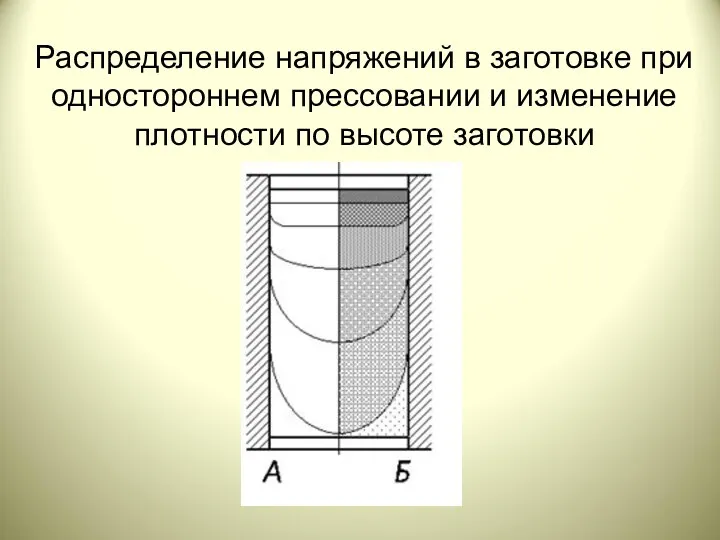
Распределение напряжений в заготовке при одностороннем прессовании и изменение плотности по
Распределение напряжений в заготовке при одностороннем прессовании и изменение плотности по
Скорость прессования не должна быть слишком высока, т.к. при этом может
Скорость прессования не должна быть слишком высока, т.к. при этом может
Перепрессовка
При извлечении прессовки из пресс-формы может наблюдаться "перепрессовка" - явление разрыва
Перепрессовка
При извлечении прессовки из пресс-формы может наблюдаться "перепрессовка" - явление разрыва
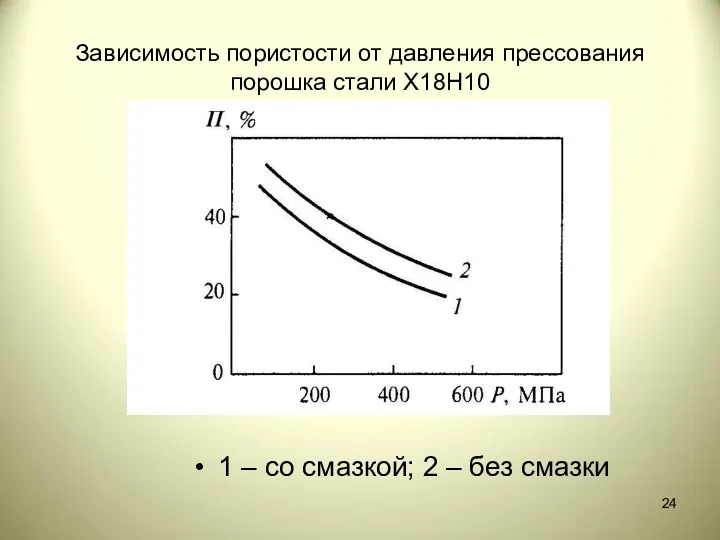
Зависимость пористости от давления прессования порошка стали Х18Н10
1 – со смазкой;
Зависимость пористости от давления прессования порошка стали Х18Н10
1 – со смазкой;
Смазки
Уменьшают внешнее и внутренне трение;
Уменьшают усилие прессования;
Уменьшают неравноплотность по высоте.
Но,
Смазки
Уменьшают внешнее и внутренне трение;
Уменьшают усилие прессования;
Уменьшают неравноплотность по высоте.
Но,
Смазки
Инертные: индустриальные масла, парафин, дисульфид молибдена – MoS2;
Поверхностно-активные: олеиновая кислота –
Смазки
Инертные: индустриальные масла, парафин, дисульфид молибдена – MoS2;
Поверхностно-активные: олеиновая кислота –
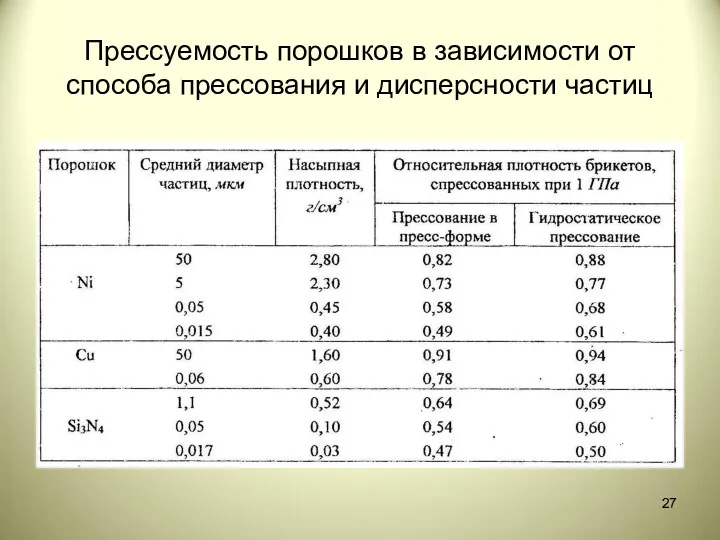
Прессуемость порошков в зависимости от способа прессования и дисперсности частиц
Прессуемость порошков в зависимости от способа прессования и дисперсности частиц
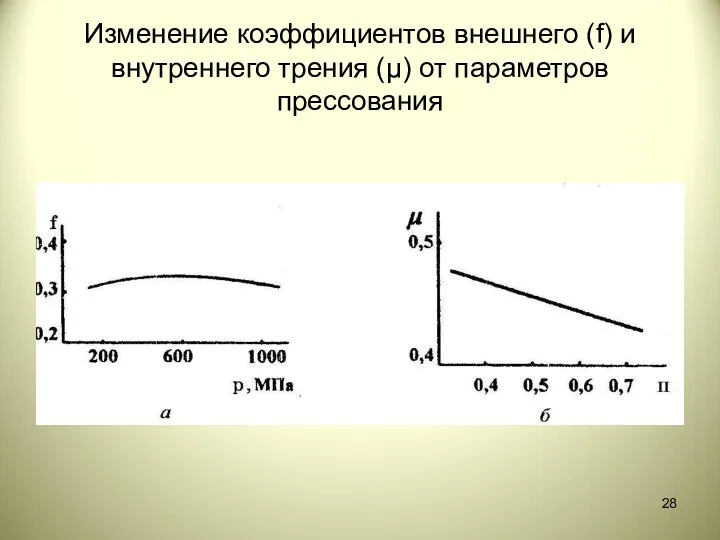
Изменение коэффициентов внешнего (f) и внутреннего трения (μ) от параметров прессования
Изменение коэффициентов внешнего (f) и внутреннего трения (μ) от параметров прессования
Факторы, определяющие величину потерь на трение при прессовании
Величина коэффициента внешнего трения
Факторы, определяющие величину потерь на трение при прессовании
Величина коэффициента внешнего трения
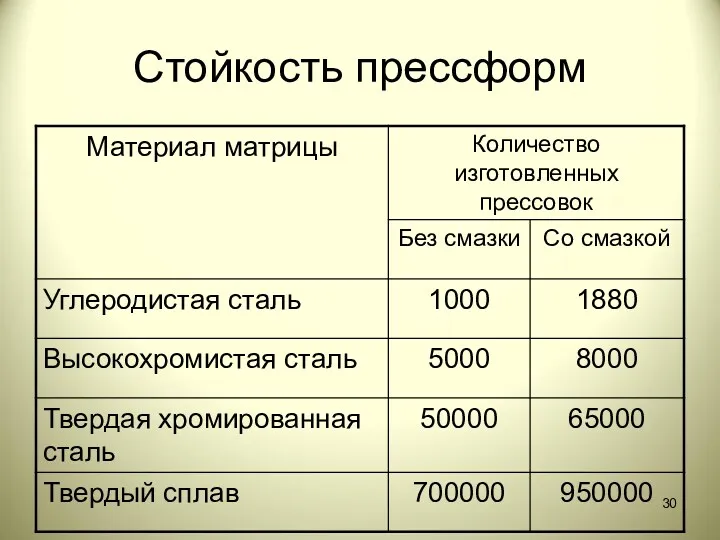
Стойкость прессформ
Стойкость прессформ

Схема двустороннего прессования
Схема двустороннего прессования
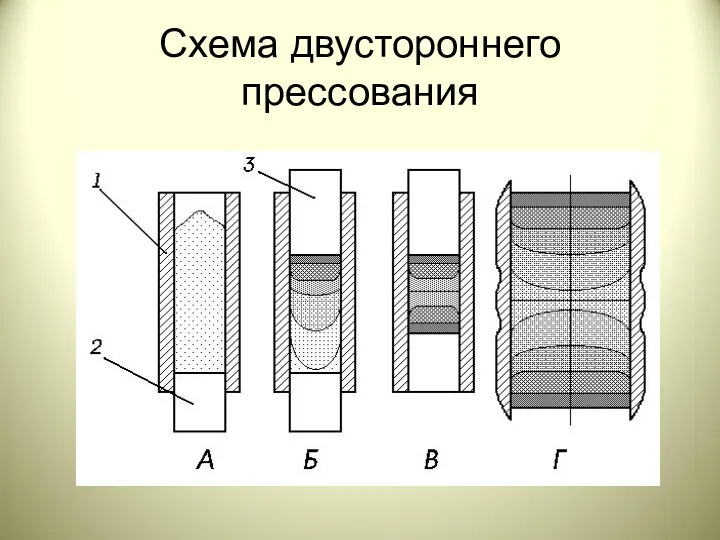
Схема двустороннего прессования
Схема двустороннего прессования
Боковое давление
Важная характеристика при расчете прессформ;
Чем пластичнее металл, тем выше боковое
Боковое давление
Важная характеристика при расчете прессформ;
Чем пластичнее металл, тем выше боковое
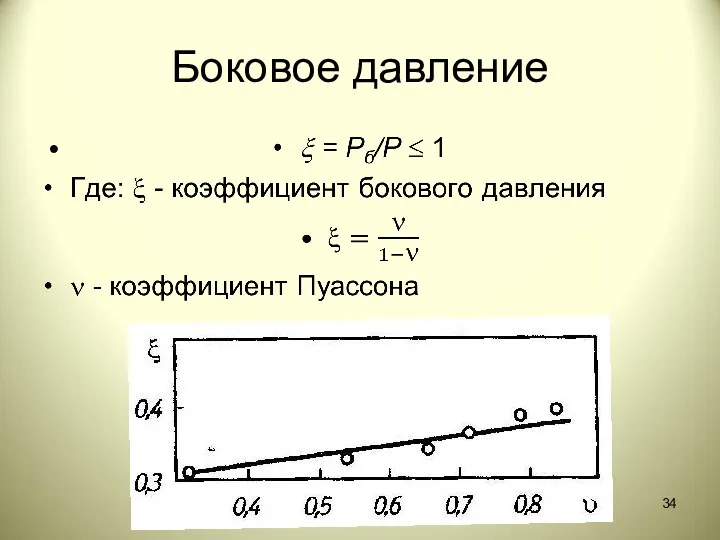
Боковое давление
Боковое давление
 Перемещение при прямолинейном движении
Перемещение при прямолинейном движении Invent yourself
Invent yourself Техническое обслуживание и текущий ремонт электрооборудования автомобилей
Техническое обслуживание и текущий ремонт электрооборудования автомобилей Проектно-исследовательская работа Воздушный змей
Проектно-исследовательская работа Воздушный змей Реактивное движение
Реактивное движение Переменный электрический ток
Переменный электрический ток Определение стоимости и расхода электроэнергии
Определение стоимости и расхода электроэнергии 8. Плоскопараллельное движение твердого тела (плоское)
8. Плоскопараллельное движение твердого тела (плоское) Энергия связи. Дефект масс. Решение задач
Энергия связи. Дефект масс. Решение задач Лазеры. Лазерное излучение
Лазеры. Лазерное излучение Анализ сложной линейной электрической цепи постоянного тока
Анализ сложной линейной электрической цепи постоянного тока Детали машин и подъемное оборудование. Цепные передачи
Детали машин и подъемное оборудование. Цепные передачи Использование технологии развития критического мышления на уроках математики и физики
Использование технологии развития критического мышления на уроках математики и физики Фізика в житті сучасної людини (Der Physik im Leben des modernen Menschen)
Фізика в житті сучасної людини (Der Physik im Leben des modernen Menschen) Организация работ по диагностированию, техническому обслуживанию ремонту ходовой части ВАЗ 2109
Организация работ по диагностированию, техническому обслуживанию ремонту ходовой части ВАЗ 2109 Решение задач по теме Движение и взаимодействие тел. 7 класс
Решение задач по теме Движение и взаимодействие тел. 7 класс Презентация к уроку Магнитное поле 9 класс
Презентация к уроку Магнитное поле 9 класс Электронная презентация Изопроцессы в идеальном газе
Электронная презентация Изопроцессы в идеальном газе Автоматические трансмиссии
Автоматические трансмиссии Солнечная батарея и ее использование
Солнечная батарея и ее использование Слесарлық өңдеулерді дайындайтын операциялар
Слесарлық өңдеулерді дайындайтын операциялар Силы в природе
Силы в природе Кинематические характеристики движения точки
Кинематические характеристики движения точки Акустические методы контроля
Акустические методы контроля Урок Распространение света в однородной среде
Урок Распространение света в однородной среде Механическое движение. Задача на расчет средней скорости
Механическое движение. Задача на расчет средней скорости Тепловое излучение. Природа и свойства теплового излучения
Тепловое излучение. Природа и свойства теплового излучения Неисправности кривошипно-шатунного механизма и газораспределительного механизма
Неисправности кривошипно-шатунного механизма и газораспределительного механизма