- Ремонт колёсных пар и буксовых узлов

Содержание
- 2. Правила управления программой Для выбора темы в содержании нажатием левой кнопки мыши указать необходимый раздел. При
- 3. Содержание Урок 1. Неисправности колёсных пар Урок 2. Ремонт колёсных пар Урок 3. Неисправности и ремонт
- 4. Неисправности колёсных пар Урок 1
- 5. Содержание урока Неисправности колесных пар Неисправности осей Неисправности цельнокатаных колес Дефекты поверхности катания цельнокатаных колес Абсолютный
- 6. Неисправности колесных пар В процессе эксплуатации элементы колесных пар (колеса и оси) подвергаются естественному изнашиванию. Кроме
- 8. Разность диаметров колес запрессованных на одну ось не должна превышать 1 мм. Овальность и эксцентричность колес
- 9. Ослабление или сдвиг ступицы колеса на оси Ослабление или сдвиг ступицы колеса на оси происходит из-за
- 10. Ослабление или сдвиг ступицы колеса на оси Признаком ослабления колеса на оси является разрыв краски по
- 11. Неисправности колесных пар К эксплуатации не допускаются колесные пары, у которых обнаружены сдвиг или ослабление ступицы
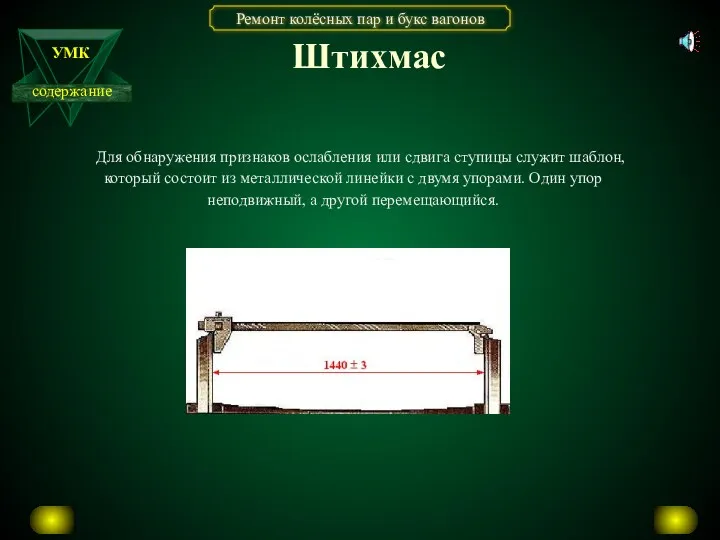
- 12. Штихмас Для обнаружения признаков ослабления или сдвига ступицы служит шаблон, который состоит из металлической линейки с
- 13. Неисправности осей Изгиб оси может возникнуть из-за неправильной выгрузки колесных пар при транспортировке, а также при
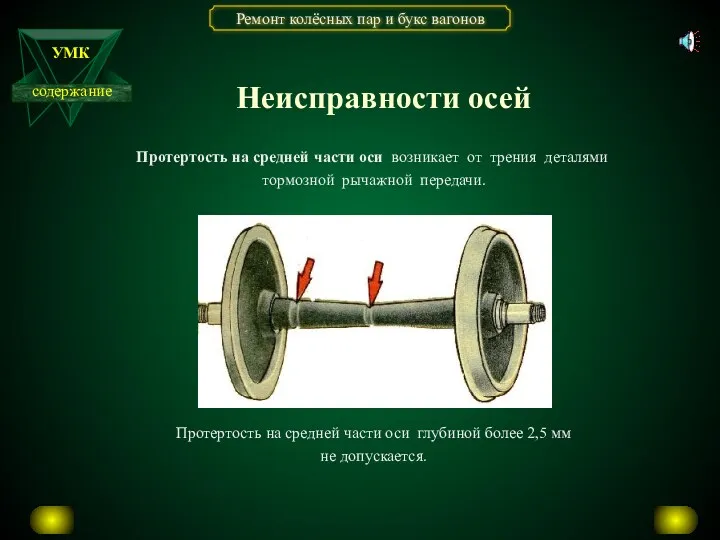
- 14. Неисправности осей Протертость на средней части оси глубиной более 2,5 мм не допускается. Протертость на средней
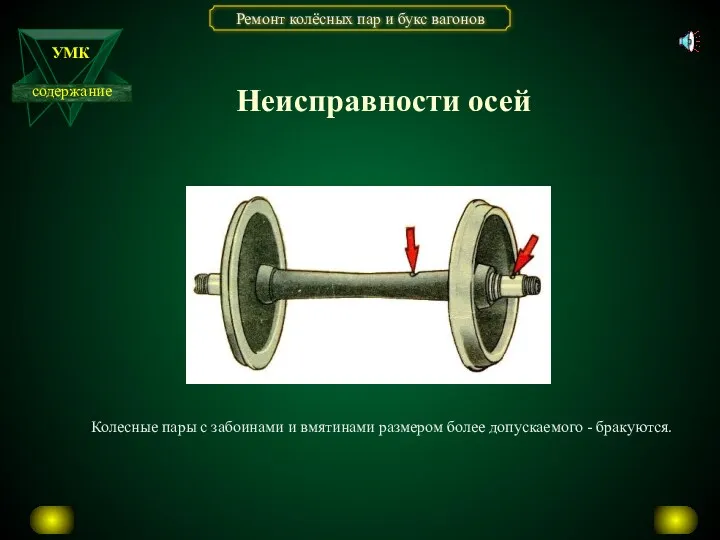
- 15. Неисправности осей Колесные пары с забоинами и вмятинами размером более допускаемого - бракуются.
- 16. Неисправности осей Наклеп (намины) на шейке от кольца роликового подшипника Сварочные ожоги (следы контакта с электродом
- 17. Неисправности осей Трещины на цилиндрических поверхностях шеек 1, на предподступичных частях 2 и галтелях. Трещины в
- 18. Неисправности осей Излом оси из-за развития трещин: 1- в шейке; 2- в предподступичной части; 3- в
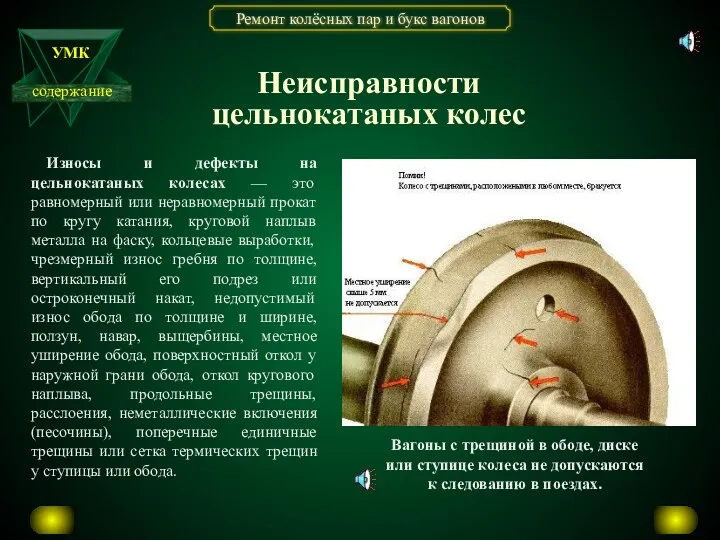
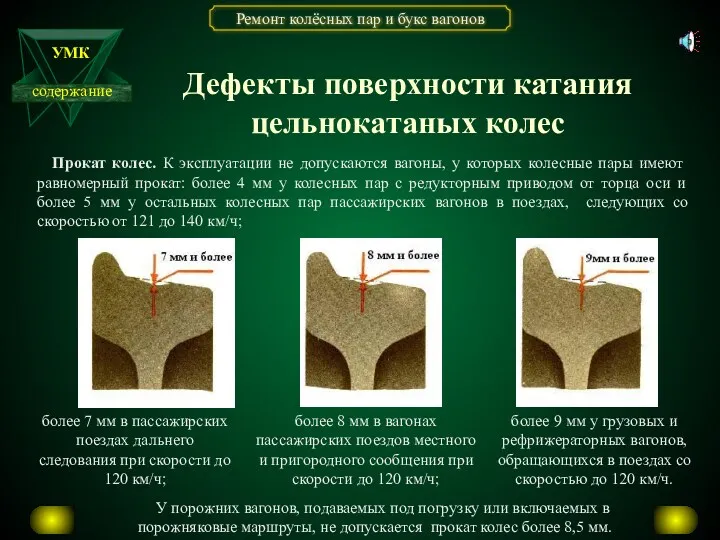
- 19. Износы и дефекты на цельнокатаных колесах — это равномерный или неравномерный прокат по кругу катания, круговой
- 20. На поверхности ободов колес могут появиться также продольные и поперечные трещины. О наличии про- дольной трещины
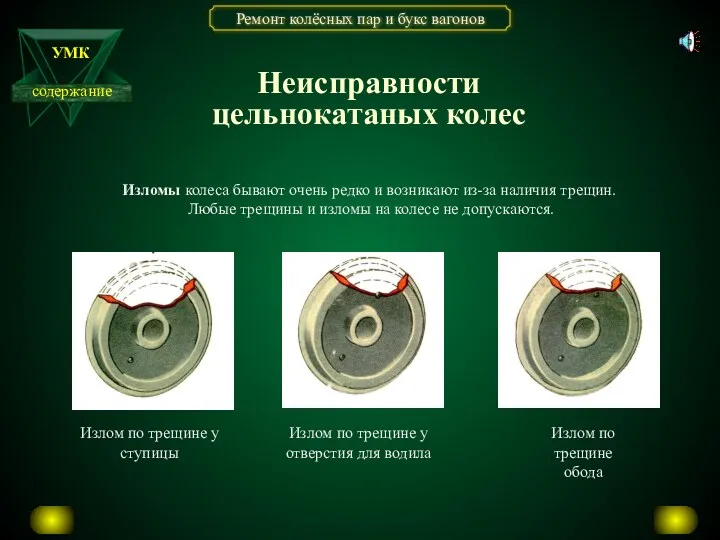
- 21. Трещины в диске, около ступицы, у отверстия для водила, у обода Трещины в ступице Неисправности цельнокатаных
- 22. Излом по трещине у ступицы Излом по трещине у отверстия для водила Излом по трещине обода
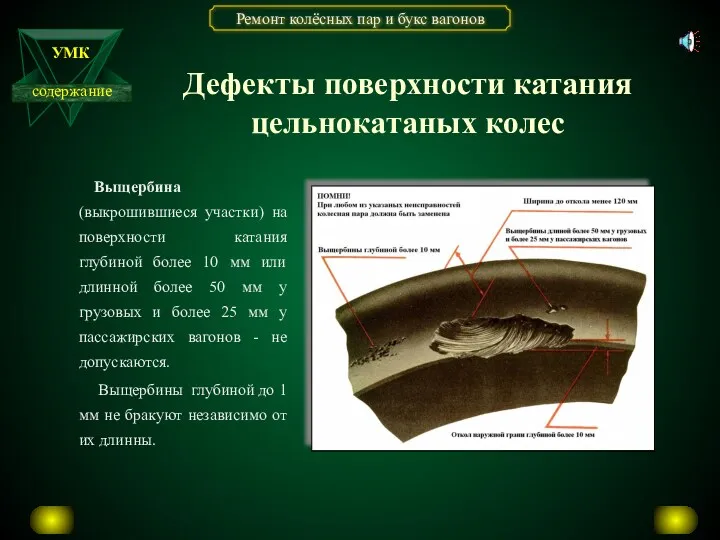
- 23. Дефекты поверхности катания цельнокатаных колес Поверхностный откол у наружной грани обода более допускаемых размеров Откол кругового
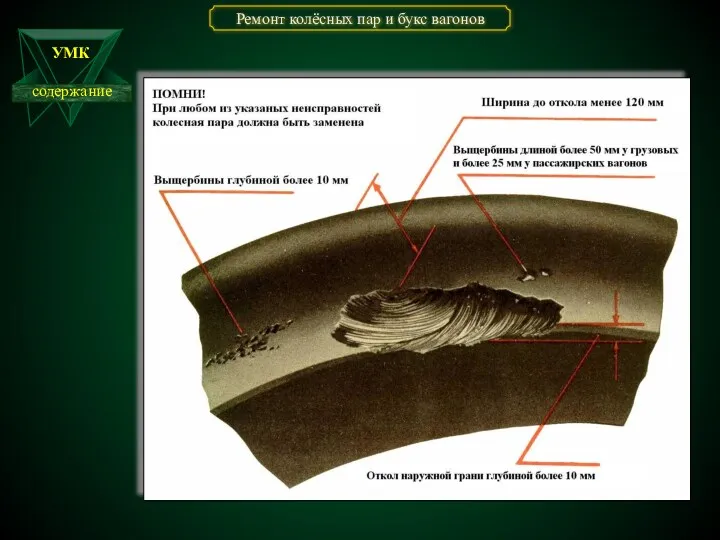
- 24. Выщербина (выкрошившиеся участки) на поверхности катания глубиной более 10 мм или длинной более 50 мм у
- 26. Выщербины по светлым пятнам, ползунам, «наварам» Выщербины по условным трещинам Выщербины по сетке термотрещин Дефекты поверхности
- 27. Кольцевые выработки более допускаемых размеров Кольцевая выработка на поверхности катания у основания гребня h глубиной более
- 28. У порожних вагонов, подаваемых под погрузку или включаемых в порожняковые маршруты, не допускается прокат колес более
- 29. К признакам неравномерного проката колес относятся: 1 - местное уширение обода, сужение или смятие фаски; 2
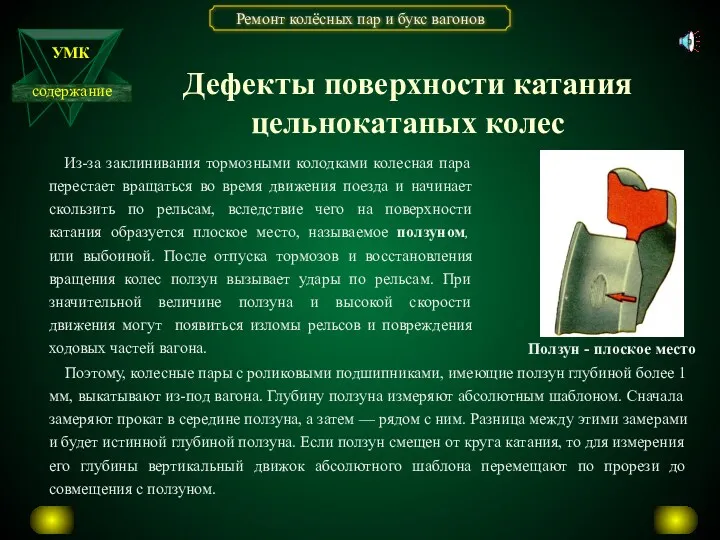
- 30. Из-за заклинивания тормозными колодками колесная пара перестает вращаться во время движения поезда и начинает скользить по
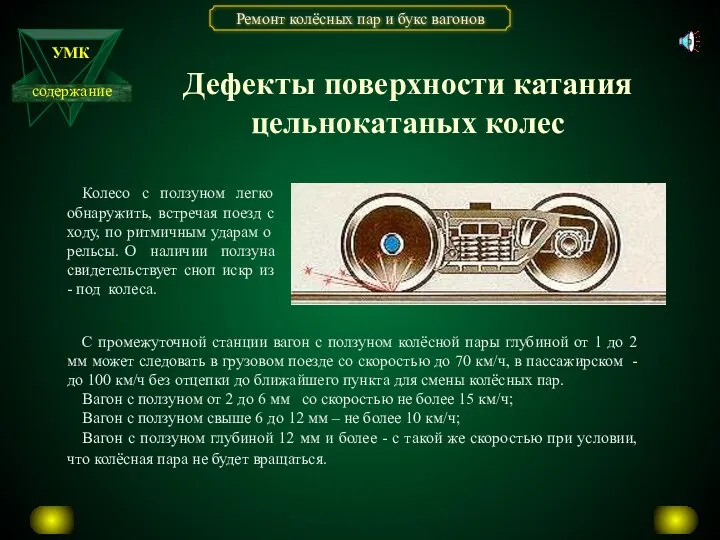
- 31. Колесо с ползуном легко обнаружить, встречая поезд с ходу, по ритмичным ударам о рельсы. О наличии
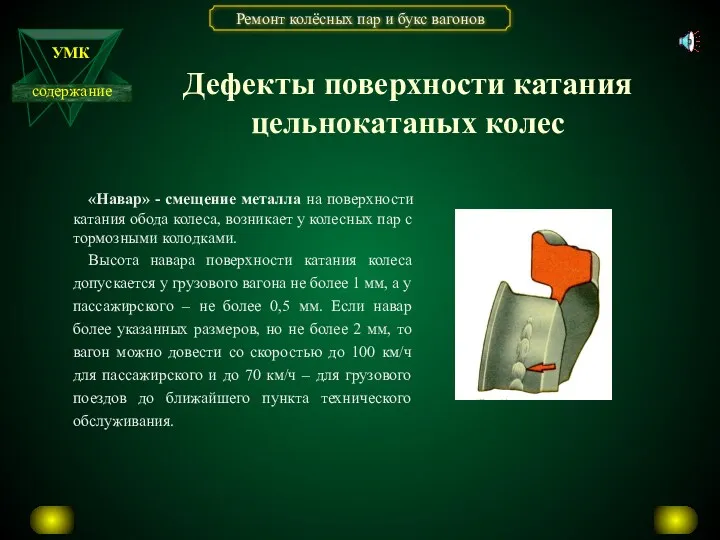
- 32. «Навар» - смещение металла на поверхности катания обода колеса, возникает у колесных пар с тормозными колодками.
- 33. Толщина гребня колеса у грузовых, рефрижераторных и пассажирских вагонов: при скорости движения до 120 км/ч допускается
- 34. Прокат, ползун, навар и толщину гребня измеряют абсолютным шаблоном. Для определения толщины гребня движок 8, установленный
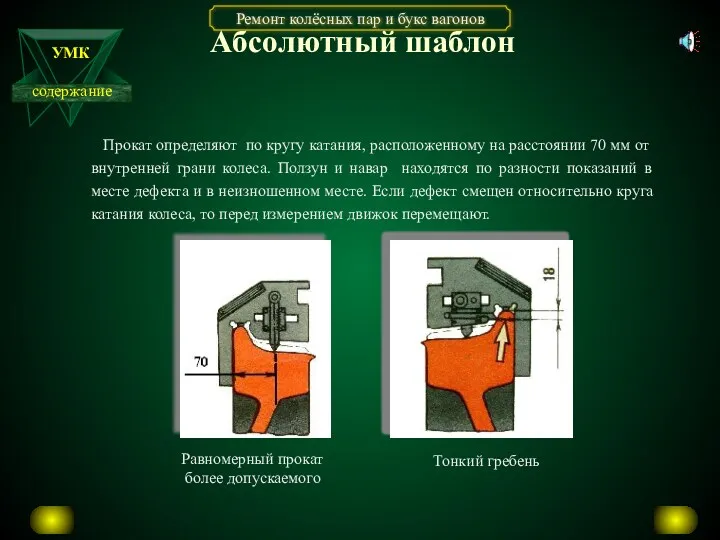
- 35. Абсолютный шаблон Прокат определяют по кругу катания, расположенному на расстоянии 70 мм от внутренней грани колеса.
- 36. Абсолютный шаблон Прокат, ползун, навар и толщину гребня измеряют абсолютным шаблоном.
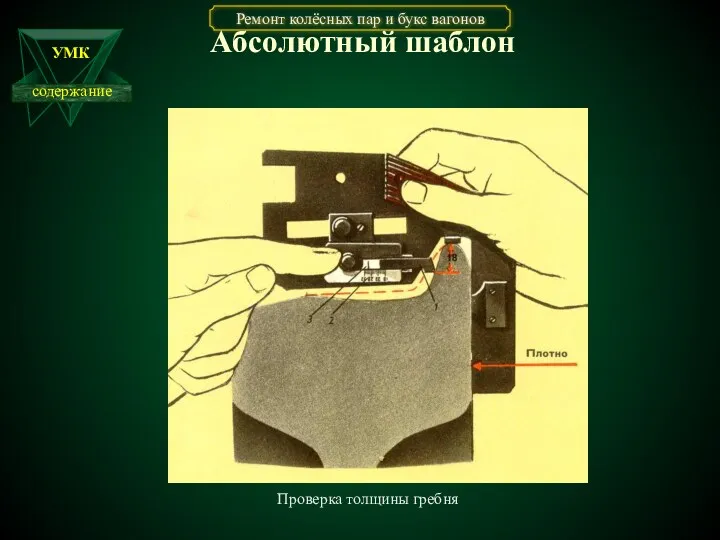
- 37. Абсолютный шаблон Проверка толщины гребня
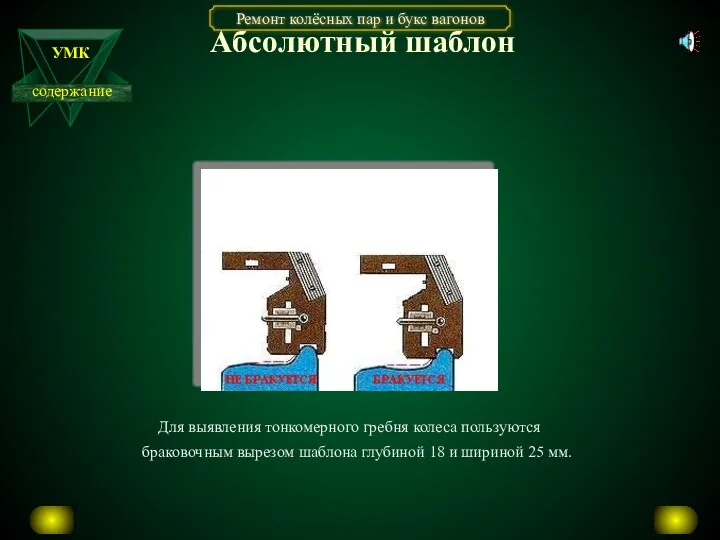
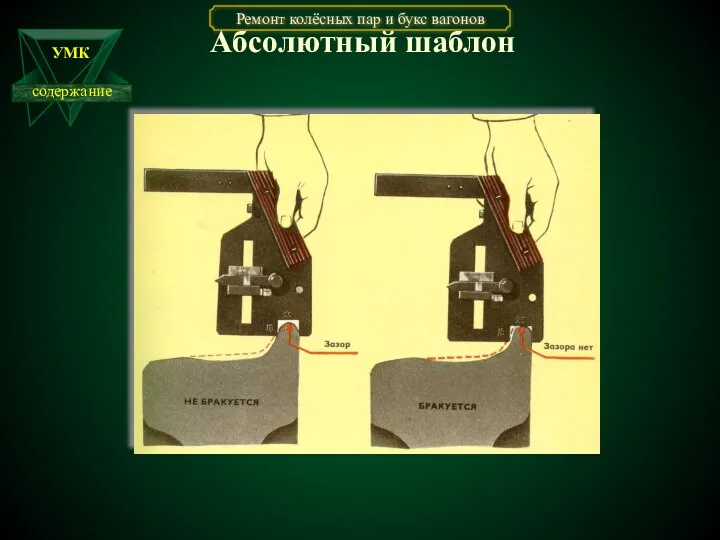
- 38. Абсолютный шаблон Для выявления тонкомерного гребня колеса пользуются браковочным вырезом шаблона глубиной 18 и шириной 25
- 39. Абсолютный шаблон
- 40. При неправильной сборке буксового узла, наличии на пути следования поезда кривых участков одного направления и других
- 41. Вертикальный подрез. Для измерения вертикального подреза ножку 1 шаблона прижимают к внутренней грани обода колеса. Движок
- 42. Дефекты поверхности катания цельнокатаных колес
- 43. При наличии вертикального подреза гребня на другом колесе у этой колёсной пары может быть ступенчатый прокат.
- 44. Толщину обода колеса измеряют толщиномером. Ножку 9 движка надо установить по кругу катания, чтобы риска 8
- 45. Колёсную пару бракуют, если имеются местное уширение обода колеса более 5 мм и ширина обода менее
- 46. Ремонт колёсных пар Урок 2
- 47. Содержание урока Ремонт колесных пар Осмотр колесных пар под вагонами Обыкновенное освидетельствование Полное освидетельствование Ремонт колесных
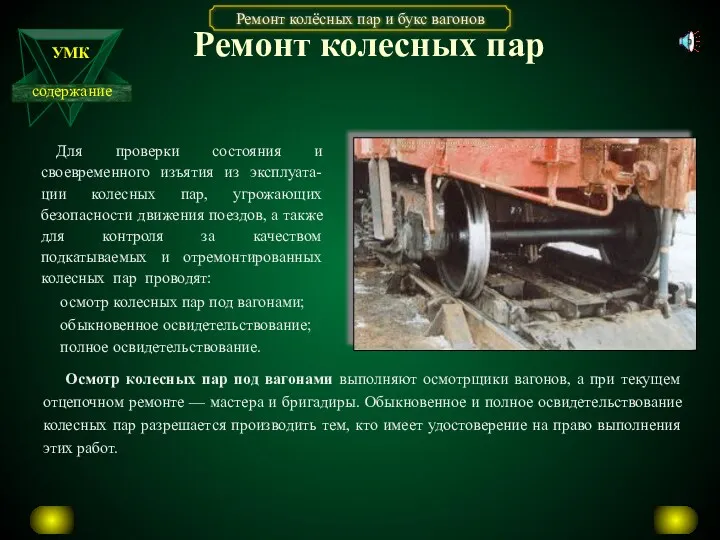
- 48. Ремонт колесных пар Для проверки состояния и своевременного изъятия из эксплуата-ции колесных пар, угрожающих безопасности движения
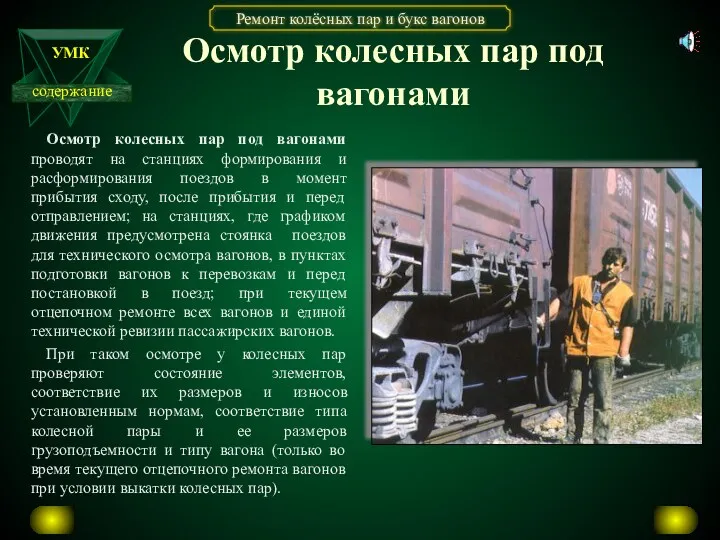
- 50. Осмотр колесных пар под вагонами Осмотр колесных пар под вагонами проводят на станциях формирования и расформирования
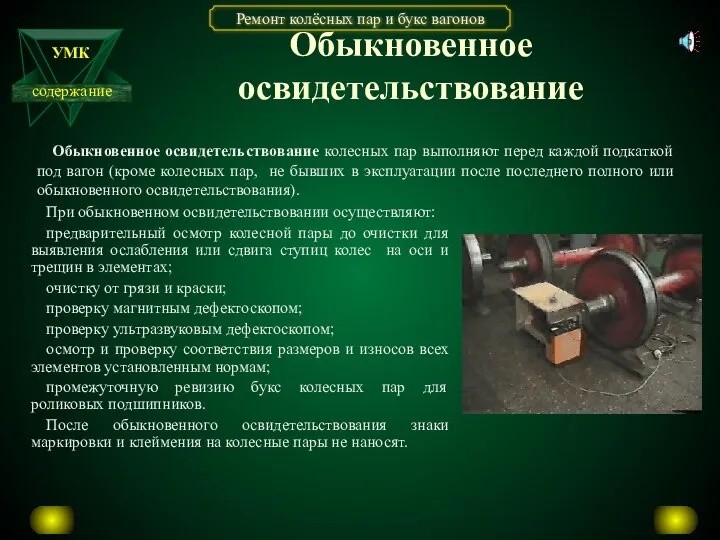
- 52. Обыкновенное освидетельствование При обыкновенном освидетельствовании осуществляют: предварительный осмотр колесной пары до очистки для выявления ослабления или
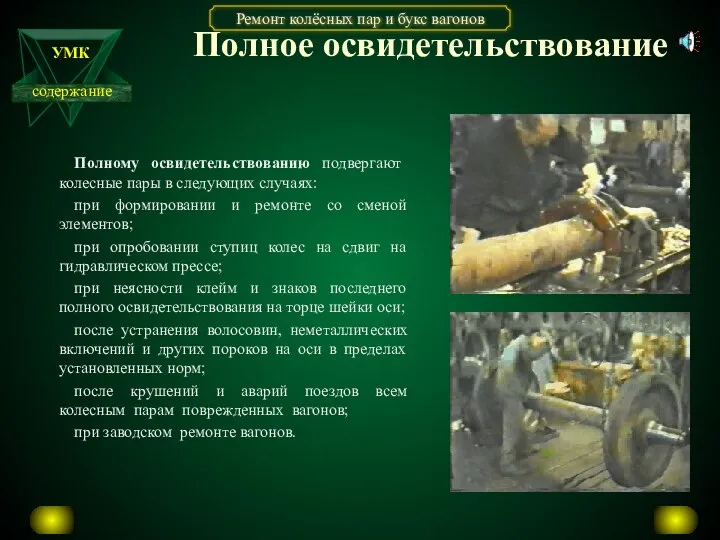
- 53. Полное освидетельствование Полному освидетельствованию подвергают колесные пары в следующих случаях: при формировании и ремонте со сменой
- 54. Полное освидетельствование Кроме того, колесные пары для роликовых подшипников проходят полное освидетельствование: через две обточки по
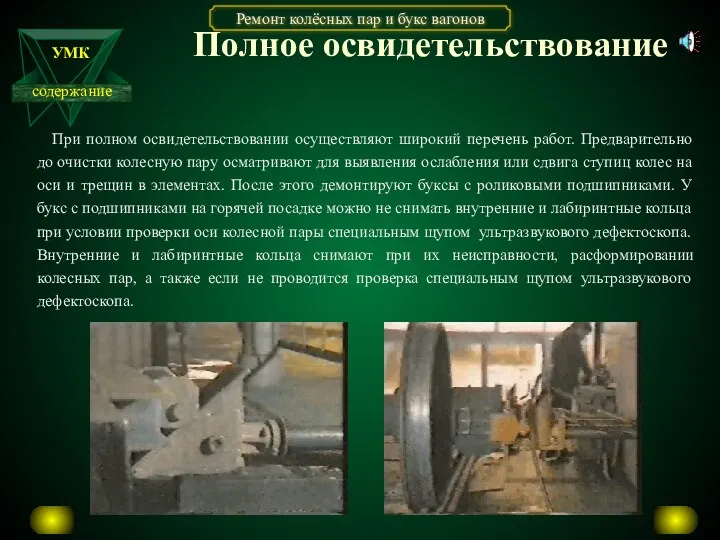
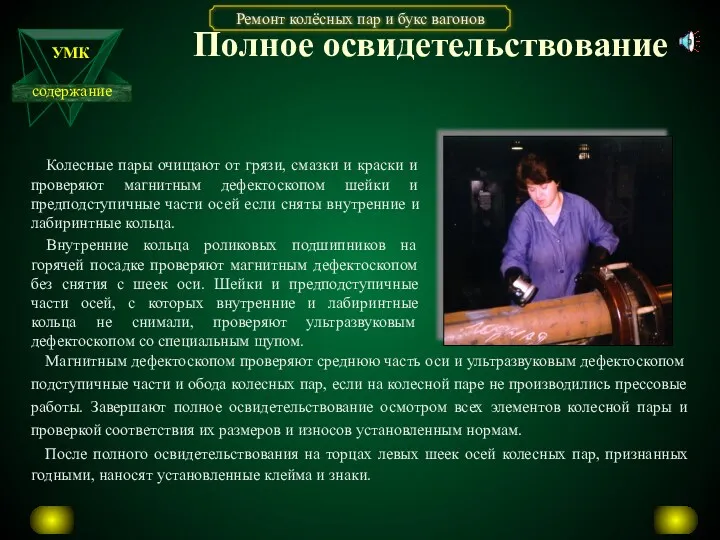
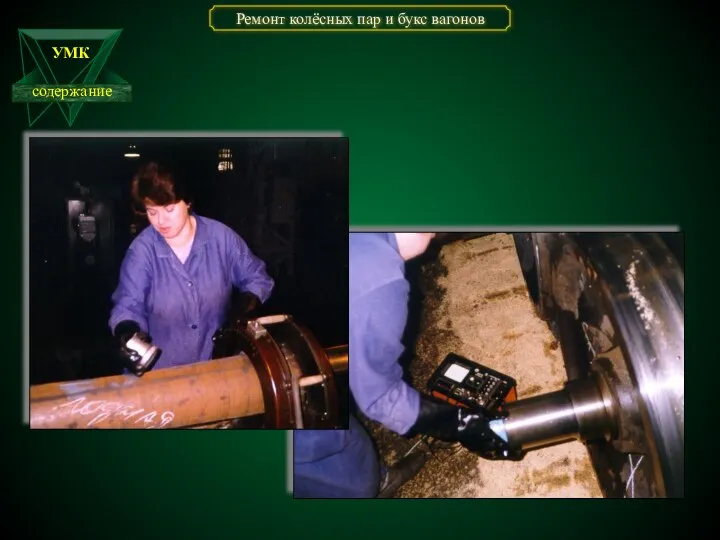
- 55. Полное освидетельствование При полном освидетельствовании осуществляют широкий перечень работ. Предварительно до очистки колесную пару осматривают для
- 56. Полное освидетельствование Колесные пары очищают от грязи, смазки и краски и проверяют магнитным дефектоскопом шейки и
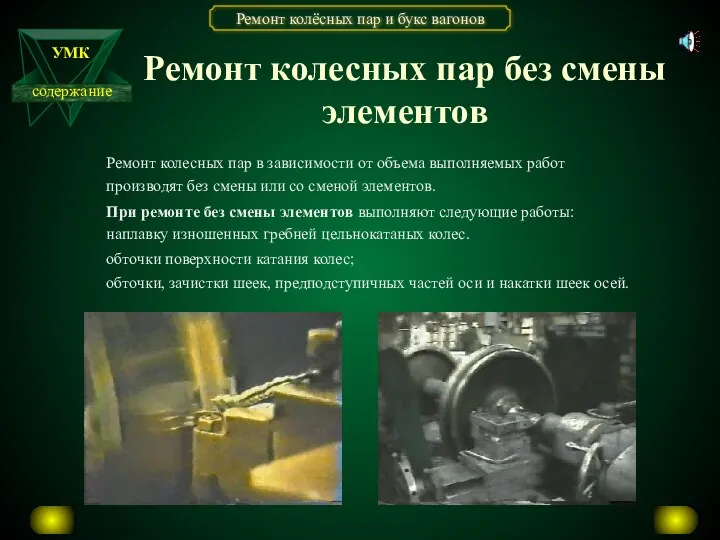
- 58. Ремонт колесных пар без смены элементов Ремонт колесных пар в зависимости от объема выполняемых работ производят
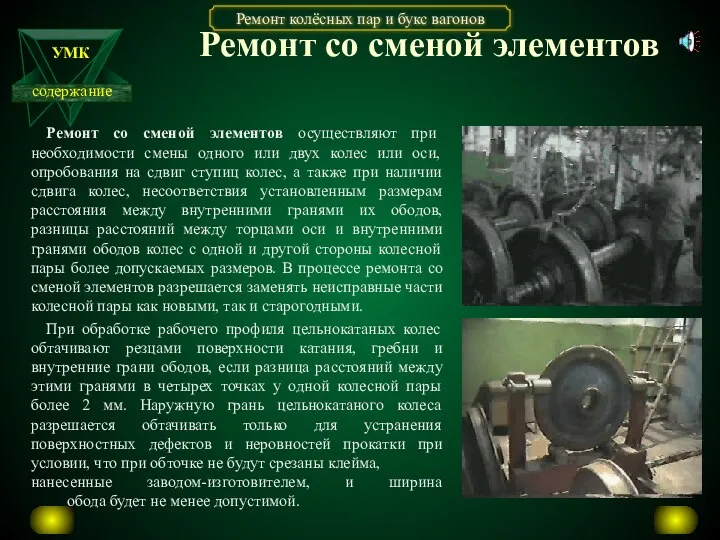
- 59. Ремонт со сменой элементов Ремонт со сменой элементов осуществляют при необходимости смены одного или двух колес
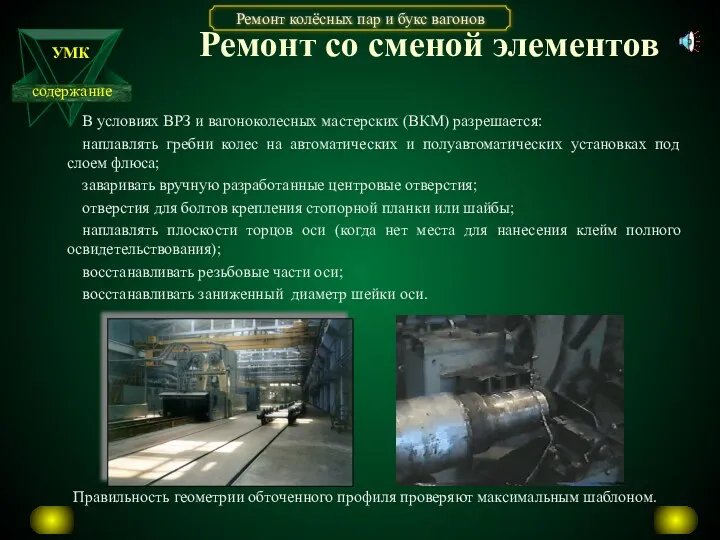
- 60. Ремонт со сменой элементов В условиях ВРЗ и вагоноколесных мастерских (ВКМ) разрешается: наплавлять гребни колес на
- 62. Ремонт со сменой элементов Колеса подлежат замене при тонком ободе, отколах обода и гребня, трещинах на
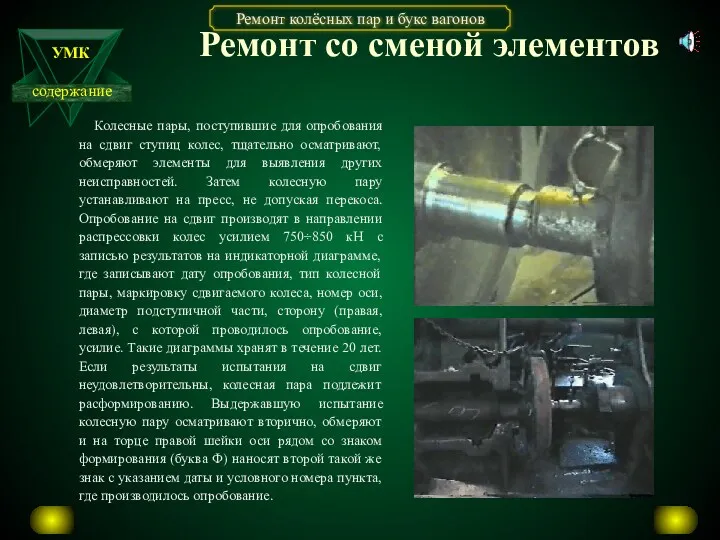
- 65. Ремонт со сменой элементов Колесные пары, поступившие для опробования на сдвиг ступиц колес, тщательно осматривают, обмеряют
- 66. Требования техники безопасности при ремонте колесных пар При ремонте колесных пар необходимо соблюдать требования техники безопасности.
- 67. Неисправности и ремонт буксовых узлов Урок 3
- 68. Содержание урока Буксовые узлы Неисправности буксовых узлов Нагрев буксового узла Ревизия буксовых узлов Монтаж буксового узла
- 69. Буксовый узел с роликовыми подшипниками современного грузового вагона имеет: корпус 1, в котором размещены два подшипника
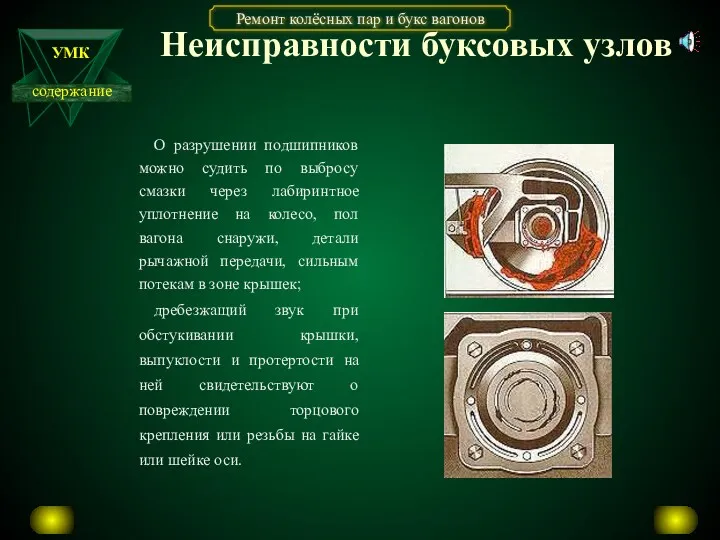
- 70. Неисправности буксовых узлов О разрушении подшипников можно судить по выбросу смазки через лабиринтное уплотнение на колесо,
- 71. Наклон корпуса буксы относительно шейки оси или касания его с краем боковой рамы тележки — признак
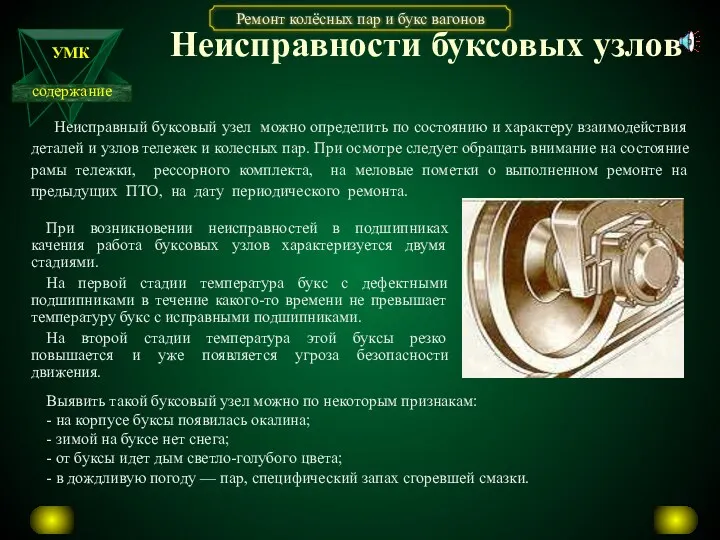
- 72. Для безопасной эксплуатации букс с подшипниками качения необходимо постоянно контролировать состояние букс в поездах для своевременного
- 73. Неисправности буксовых узлов Неисправный буксовый узел можно определить по состоянию и характеру взаимодействия деталей и узлов
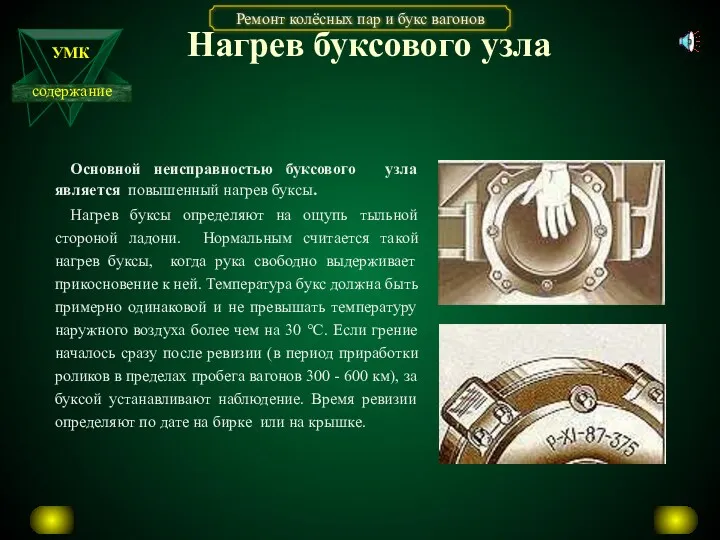
- 74. Нагрев буксового узла Основной неисправностью буксового узла является повышенный нагрев буксы. Нагрев буксы определяют на ощупь
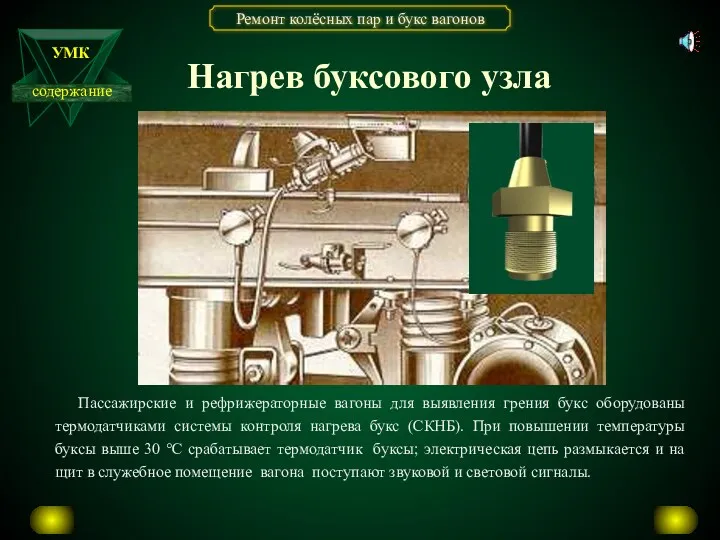
- 75. Нагрев буксового узла Пассажирские и рефрижераторные вагоны для выявления грения букс оборудованы термодатчиками системы контроля нагрева
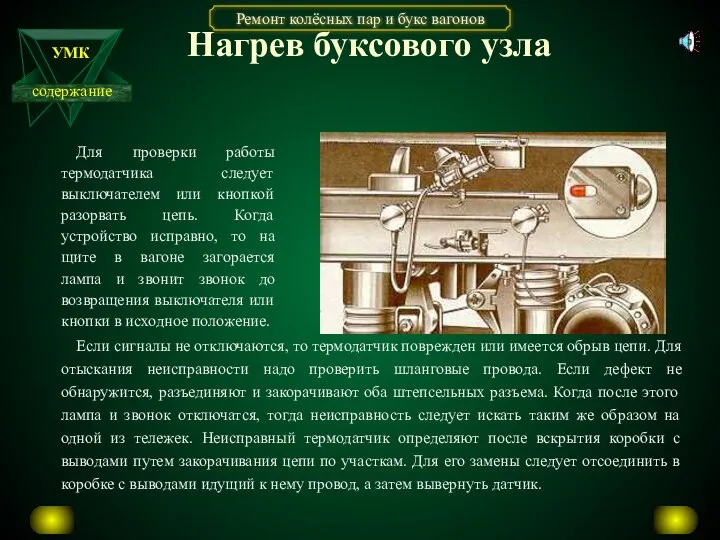
- 76. Нагрев буксового узла Если сигналы не отключаются, то термодатчик поврежден или имеется обрыв цепи. Для отыскания
- 77. Нагрев буксового узла Для своевременного получения сигнала о чрезмерном нагреве букс в грузовых поездах, а также
- 78. Ревизия букс Для содержания букс с роликовыми подшипниками в исправном состоянии и своевременного выявления возможных дефектов
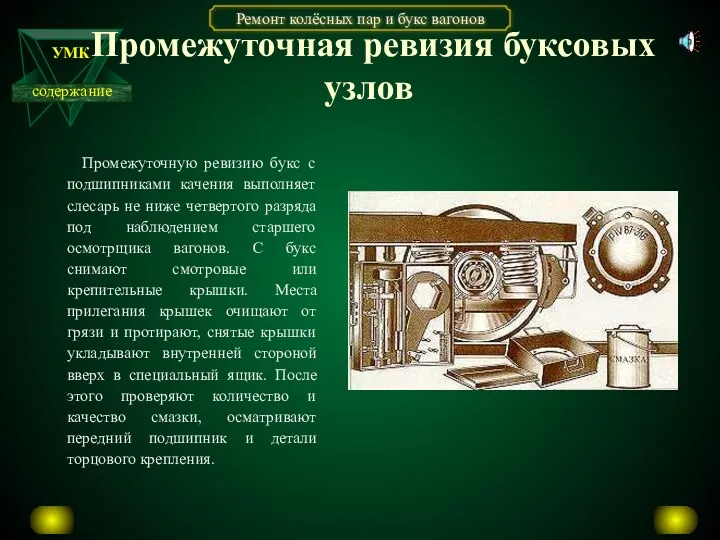
- 79. Промежуточная ревизия буксовых узлов Промежуточную ревизию букс с подшипниками качения выполняет слесарь не ниже четвертого разряда
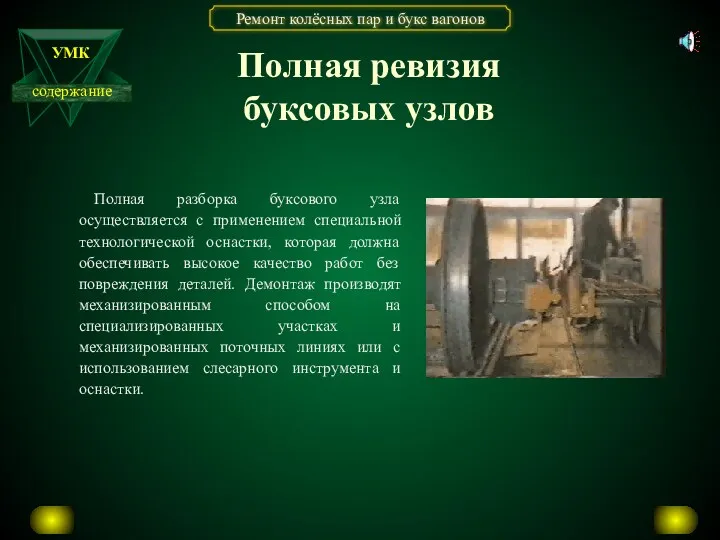
- 80. Полная ревизия буксовых узлов Полная разборка буксового узла осуществляется с применением специальной технологической оснастки, которая должна
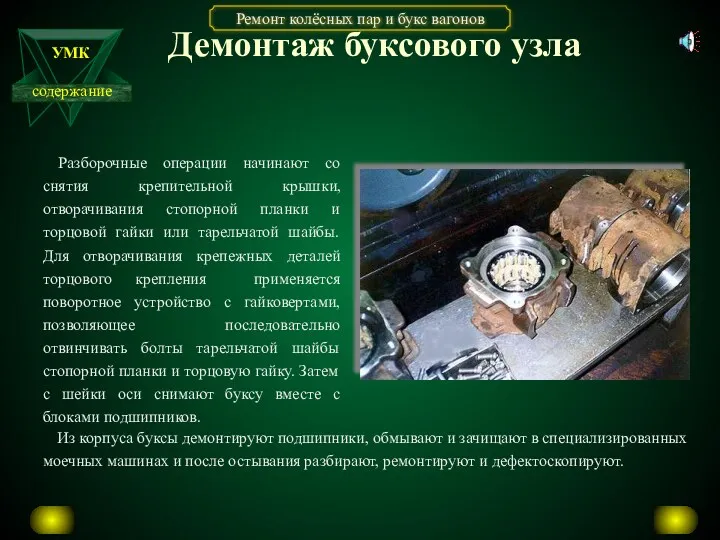
- 81. Демонтаж буксового узла Разборочные операции начинают со снятия крепительной крышки, отворачивания стопорной планки и торцовой гайки
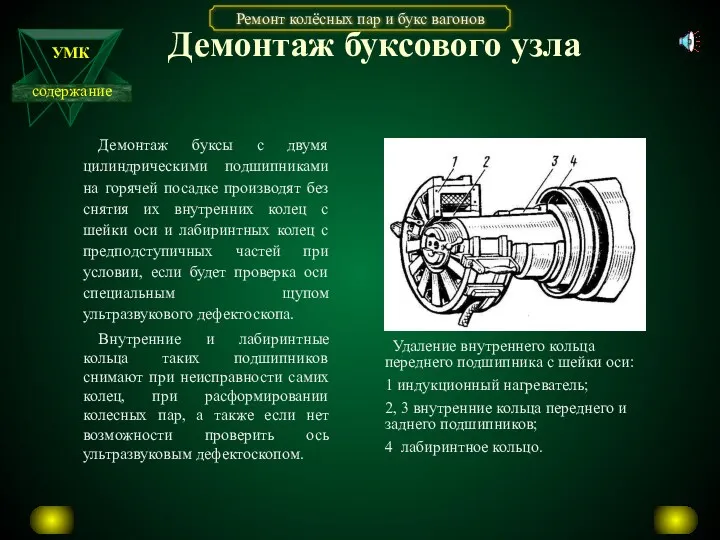
- 83. Демонтаж буксового узла Демонтаж буксы с двумя цилиндрическими подшипниками на горячей посадке производят без снятия их
- 84. Ремонт буксового узла После демонтажа все детали буксовых узлов промывают, осматривают и ремонтируют, а колесные пары
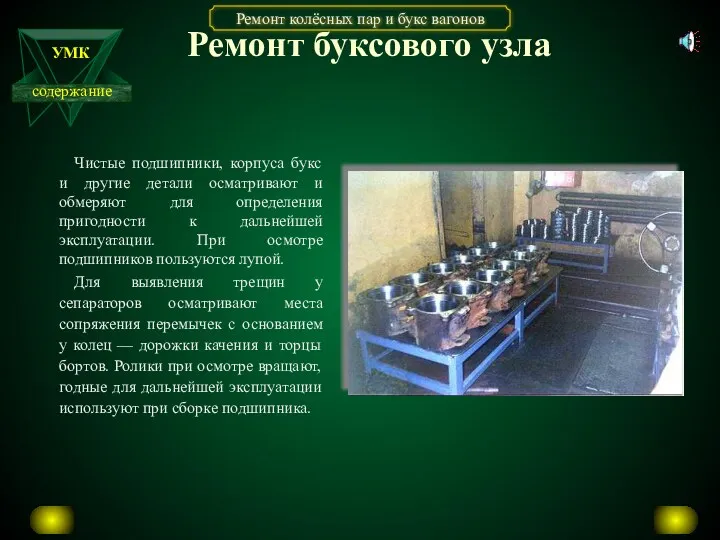
- 85. Ремонт буксового узла Чистые подшипники, корпуса букс и другие детали осматривают и обмеряют для определения пригодности
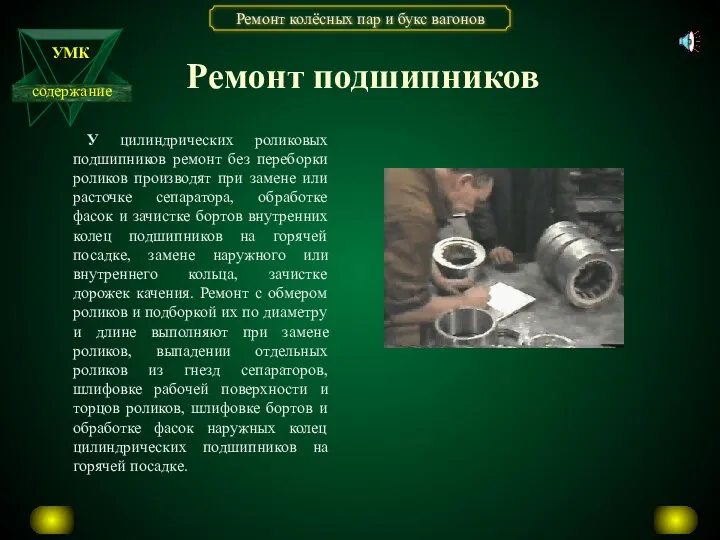
- 87. Ремонт подшипников У цилиндрических роликовых подшипников ремонт без переборки роликов производят при замене или расточке сепаратора,
- 88. Ремонт подшипника При этом виде ремонта подшипник полностью разбирают. После разборки все детали осматривают. При необходимости
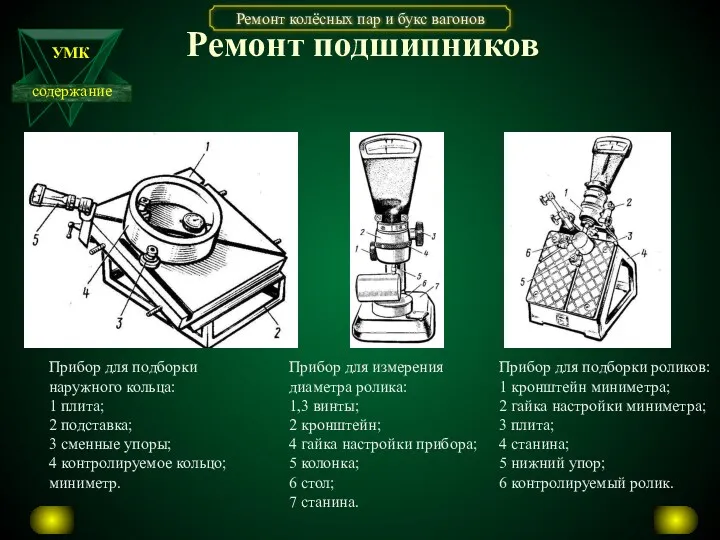
- 89. Ремонт подшипников Прибор для подборки наружного кольца: 1 плита; 2 подставка; 3 сменные упоры; 4 контролируемое
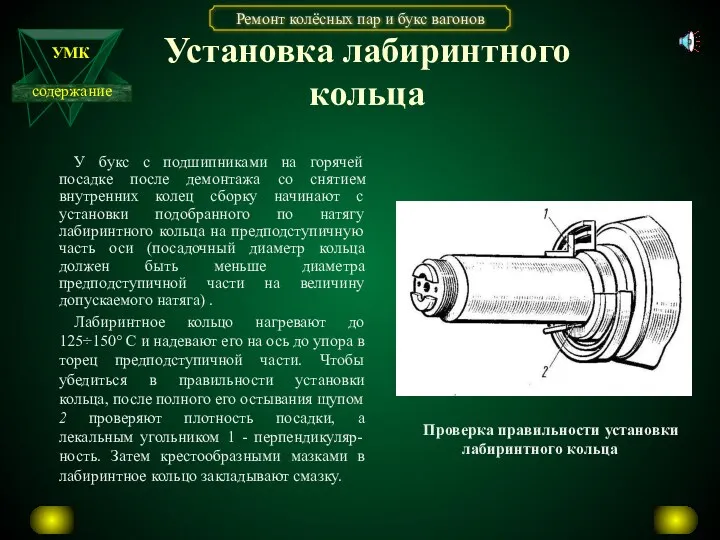
- 90. Установка лабиринтного кольца У букс с подшипниками на горячей посадке после демонтажа со снятием внутренних колец
- 91. Установка внутренних колец При монтаже буксы с двумя новыми цилиндрическими подшипниками на горячей посадке или после
- 92. Монтаж букс
- 93. Монтаж буксового узла (начало) Лабиринтное кольцо одевается на предподступичную часть оси, затем внутренние кольца заднего и
- 94. Монтаж буксового узла (продолжение) Блоки заднего и переднего подшипников устанавливаются в корпус буксы 6 корпус буксы;
- 95. Монтаж буксового узла (продолжение) Корпус буксы с блоками подшипников надевается на шейку оси
- 96. Монтаж буксового узла (продолжение) Устанавливается упорное кольцо, навёртывается корончатая гайка М110, устанавливается стопорная планка, два болта
- 97. Монтаж буксового узла
- 98. Монтаж буксового узла (окончание) Крепительная крышка с уплотнительным кольцом крепится к корпусу болтами М20 с установкой
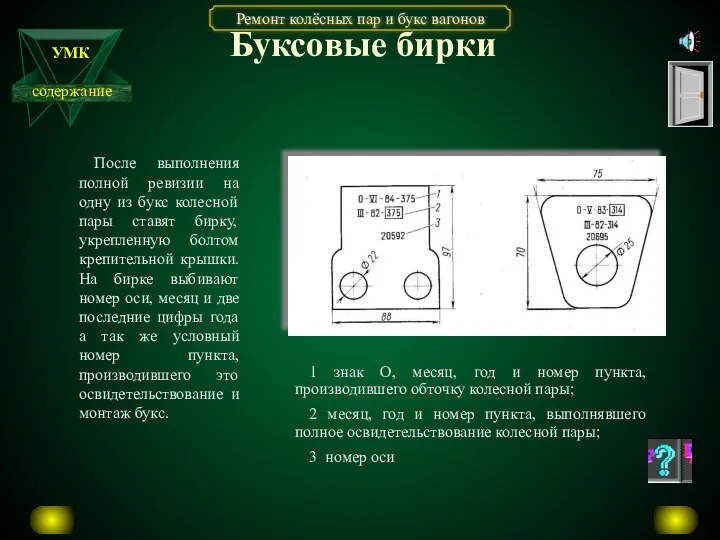
- 99. Буксовые бирки После выполнения полной ревизии на одну из букс колесной пары ставят бирку, укрепленную болтом
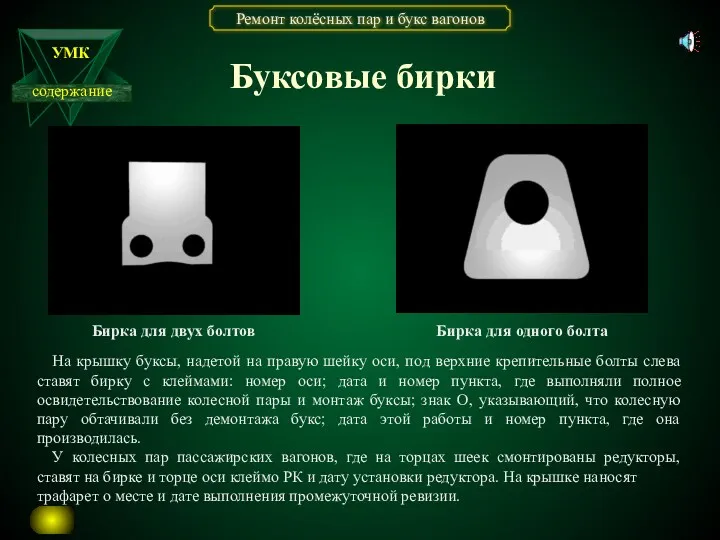
- 100. Буксовые бирки Бирка для двух болтов Бирка для одного болта На крышку буксы, надетой на правую
- 102. Положение прибора для проверки расстояния от торца оси до внутренней грани колеса. РУ1 374 ± 3
- 103. Неисправности осей Разработка центрового отверстия Повреждение резьбы. Неисправности торцевого крепления Центровое отверстие оси типа РУ1 Центровое
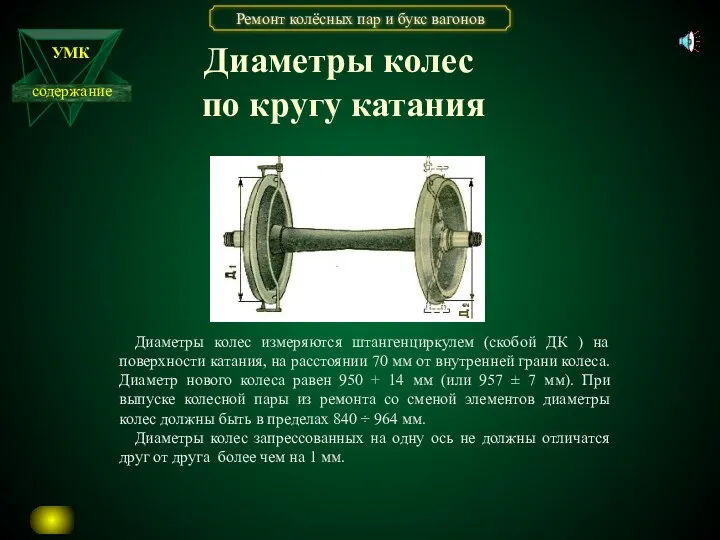
- 104. Диаметры колес по кругу катания Диаметры колес измеряются штангенциркулем (скобой ДК ) на поверхности катания, на
- 105. Модернизированный шаблон ВПГ для вертикального подреза гребня и контроля остроконечного наката. Модернизированный шаблон ВПГ для вертикального
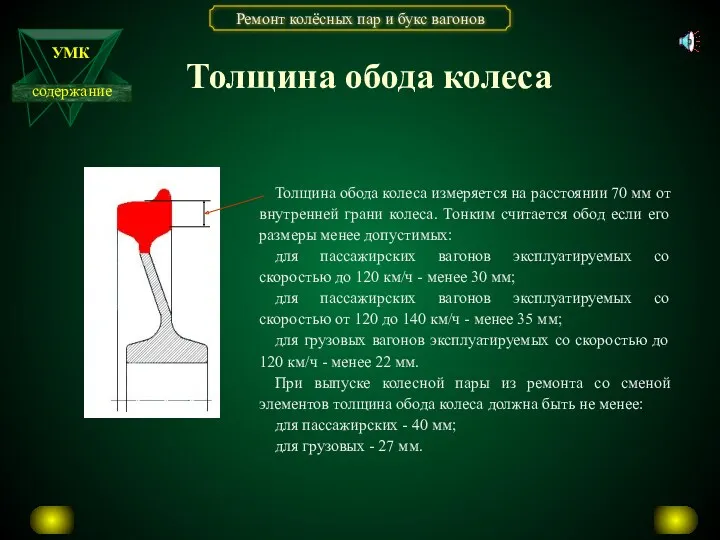
- 106. Толщина обода колеса Толщина обода колеса измеряется на расстоянии 70 мм от внутренней грани колеса. Тонким
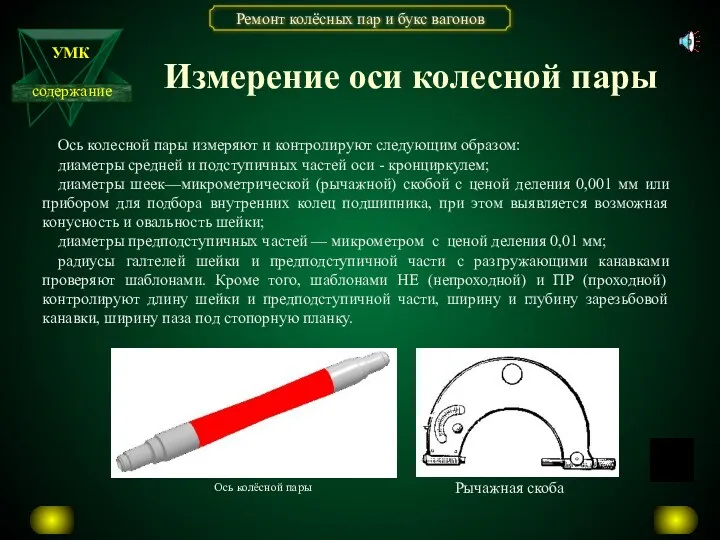
- 107. Измерение оси колесной пары Ось колесной пары измеряют и контролируют следующим образом: диаметры средней и подступичных
- 108. 1. Технология вагоностроения и ремонта вагонов: Учебник для вузов/ Герасимов В. С., Скиба И. Ф., Кернич
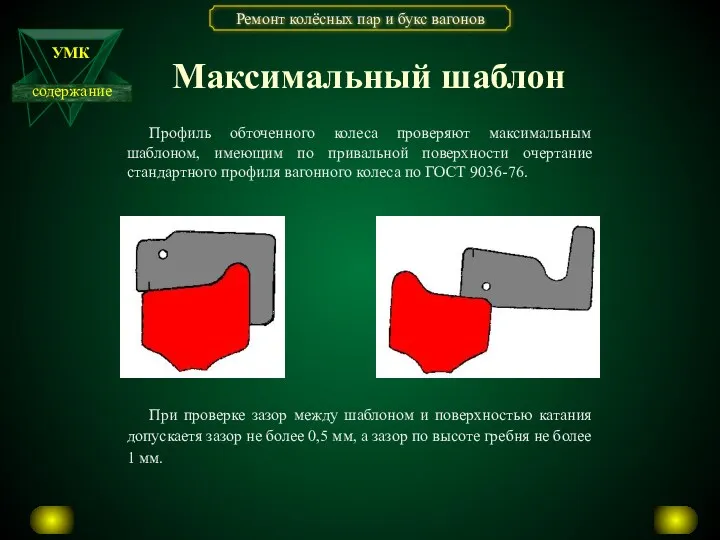
- 109. Максимальный шаблон Профиль обточенного колеса проверяют максимальным шаблоном, имеющим по привальной поверхности очертание стандартного профиля вагонного
- 110. Требования техники безопасности при ремонте колесных пар Работники, производящие обмывку колесных пар, должны пользоваться фартуками и
- 111. Ремонт буксового узла Буксы поступившие в ремонт, после обмывки осматривают. Продольные задиры могут появится при выпрессовке
- 113. Скачать презентацию
Правила управления
программой
Для выбора темы в содержании нажатием левой кнопки мыши
Правила управления
программой
Для выбора темы в содержании нажатием левой кнопки мыши
Содержание
Урок 1. Неисправности колёсных пар
Урок 2. Ремонт колёсных пар
Урок 3. Неисправности
Содержание
Урок 1. Неисправности колёсных пар
Урок 2. Ремонт колёсных пар
Урок 3. Неисправности
Неисправности колёсных пар
Урок 1
Неисправности колёсных пар
Урок 1
Содержание урока
Неисправности колесных пар
Неисправности осей
Неисправности цельнокатаных колес
Дефекты поверхности катания
цельнокатаных
Содержание урока
Неисправности колесных пар
Неисправности осей
Неисправности цельнокатаных колес
Дефекты поверхности катания
цельнокатаных

Неисправности колесных пар
В процессе эксплуатации элементы колесных пар (колеса и
Неисправности колесных пар
В процессе эксплуатации элементы колесных пар (колеса и

Разность диаметров колес
запрессованных на одну ось
не должна превышать 1 мм.
Овальность и
Разность диаметров колес
запрессованных на одну ось
не должна превышать 1 мм.
Овальность и

Ослабление или сдвиг
ступицы колеса на оси
Ослабление или сдвиг ступицы колеса
Ослабление или сдвиг
ступицы колеса на оси
Ослабление или сдвиг ступицы колеса

Ослабление или сдвиг
ступицы колеса на оси
Признаком ослабления колеса на оси
Ослабление или сдвиг
ступицы колеса на оси
Признаком ослабления колеса на оси

Неисправности колесных пар
К эксплуатации не допускаются колесные пары, у которых обнаружены
Неисправности колесных пар
К эксплуатации не допускаются колесные пары, у которых обнаружены
Штихмас
Для обнаружения признаков ослабления или сдвига ступицы служит шаблон, который
Штихмас
Для обнаружения признаков ослабления или сдвига ступицы служит шаблон, который

Неисправности осей
Изгиб оси может возникнуть из-за неправильной выгрузки колесных пар при
Неисправности осей
Изгиб оси может возникнуть из-за неправильной выгрузки колесных пар при
Неисправности осей
Протертость на средней части оси глубиной более 2,5 мм
не
Неисправности осей
Протертость на средней части оси глубиной более 2,5 мм
не
Неисправности осей
Колесные пары с забоинами и вмятинами размером более допускаемого -
Неисправности осей
Колесные пары с забоинами и вмятинами размером более допускаемого -

Неисправности осей
Наклеп (намины) на шейке
от кольца роликового
подшипника
Сварочные ожоги
(следы контакта
Неисправности осей
Наклеп (намины) на шейке
от кольца роликового
подшипника
Сварочные ожоги
(следы контакта

Неисправности осей
Трещины на цилиндрических поверхностях шеек 1, на предподступичных частях 2
Неисправности осей
Трещины на цилиндрических поверхностях шеек 1, на предподступичных частях 2

Неисправности осей
Излом оси из-за развития трещин:
1- в шейке;
2- в предподступичной части;
3-
Неисправности осей
Излом оси из-за развития трещин:
1- в шейке;
2- в предподступичной части;
3-
Износы и дефекты на цельнокатаных колесах — это равномерный или
Износы и дефекты на цельнокатаных колесах — это равномерный или

На поверхности ободов колес могут появиться также продольные и поперечные трещины.
На поверхности ободов колес могут появиться также продольные и поперечные трещины.

Трещины в диске,
около ступицы,
у отверстия для водила,
у обода
Трещины в ступице
Неисправности
Трещины в диске,
около ступицы,
у отверстия для водила,
у обода
Трещины в ступице
Неисправности
Излом по трещине у ступицы
Излом по трещине у отверстия для водила
Излом
Излом по трещине у ступицы
Излом по трещине у отверстия для водила
Излом

Дефекты поверхности катания цельнокатаных колес
Поверхностный откол
у наружной грани обода
более
Дефекты поверхности катания цельнокатаных колес
Поверхностный откол
у наружной грани обода
более
Выщербина (выкрошившиеся участки) на поверхности катания глубиной более 10 мм или
Выщербина (выкрошившиеся участки) на поверхности катания глубиной более 10 мм или

Выщербины по светлым пятнам, ползунам, «наварам»
Выщербины по условным трещинам
Выщербины по сетке
Выщербины по светлым пятнам, ползунам, «наварам»
Выщербины по условным трещинам
Выщербины по сетке

Кольцевые выработки более допускаемых размеров
Кольцевая выработка на поверхности катания у
Кольцевые выработки более допускаемых размеров
Кольцевая выработка на поверхности катания у
У порожних вагонов, подаваемых под погрузку или включаемых в порожняковые маршруты,
У порожних вагонов, подаваемых под погрузку или включаемых в порожняковые маршруты,

К признакам неравномерного проката колес относятся:
1 - местное уширение обода,
К признакам неравномерного проката колес относятся:
1 - местное уширение обода,
Из-за заклинивания тормозными колодками колесная пара перестает вращаться во время движения
Из-за заклинивания тормозными колодками колесная пара перестает вращаться во время движения
Колесо с ползуном легко обнаружить, встречая поезд с ходу, по ритмичным
Колесо с ползуном легко обнаружить, встречая поезд с ходу, по ритмичным
«Навар» - смещение металла на поверхности катания обода колеса, возникает у
«Навар» - смещение металла на поверхности катания обода колеса, возникает у
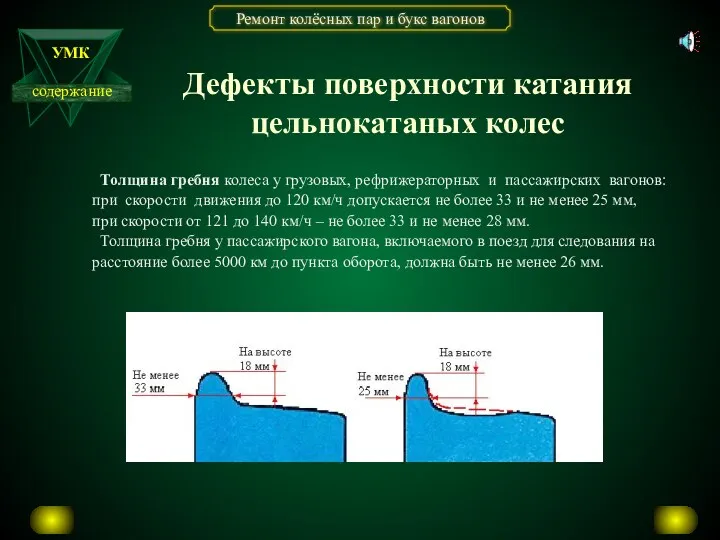
Толщина гребня колеса у грузовых, рефрижераторных и пассажирских вагонов:
Толщина гребня колеса у грузовых, рефрижераторных и пассажирских вагонов:
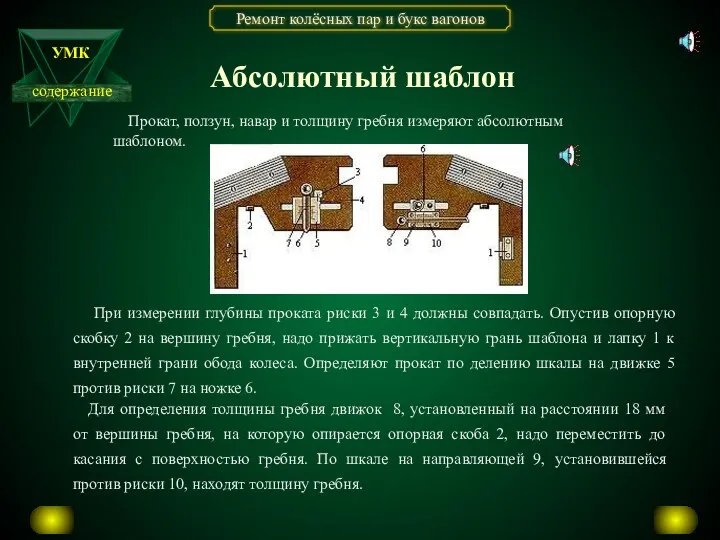
Прокат, ползун, навар и толщину гребня измеряют абсолютным шаблоном.
Для определения толщины
Прокат, ползун, навар и толщину гребня измеряют абсолютным шаблоном.
Для определения толщины
Абсолютный шаблон
Прокат определяют по кругу катания, расположенному на расстоянии 70
Абсолютный шаблон
Прокат определяют по кругу катания, расположенному на расстоянии 70

Абсолютный шаблон
Прокат, ползун, навар и толщину гребня измеряют
абсолютным шаблоном.
Абсолютный шаблон
Прокат, ползун, навар и толщину гребня измеряют
абсолютным шаблоном.
Абсолютный шаблон
Проверка толщины гребня
Абсолютный шаблон
Проверка толщины гребня
Абсолютный шаблон
Для выявления тонкомерного гребня колеса пользуются
браковочным вырезом шаблона
Абсолютный шаблон
Для выявления тонкомерного гребня колеса пользуются
браковочным вырезом шаблона
Абсолютный шаблон
Абсолютный шаблон
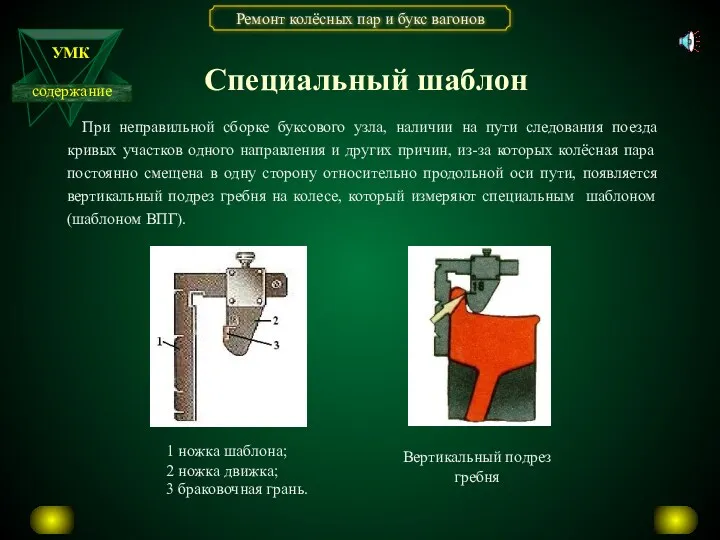
При неправильной сборке буксового узла, наличии на пути следования поезда кривых
При неправильной сборке буксового узла, наличии на пути следования поезда кривых
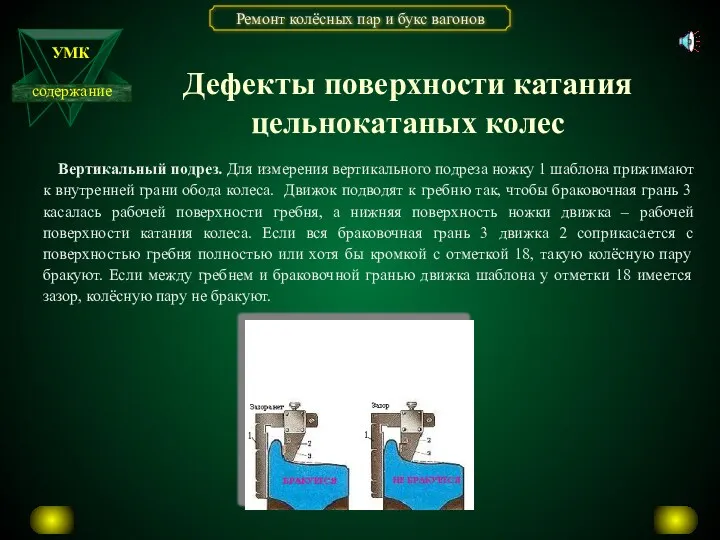
Вертикальный подрез. Для измерения вертикального подреза ножку 1 шаблона прижимают к
Вертикальный подрез. Для измерения вертикального подреза ножку 1 шаблона прижимают к

Дефекты поверхности катания цельнокатаных колес
Дефекты поверхности катания цельнокатаных колес
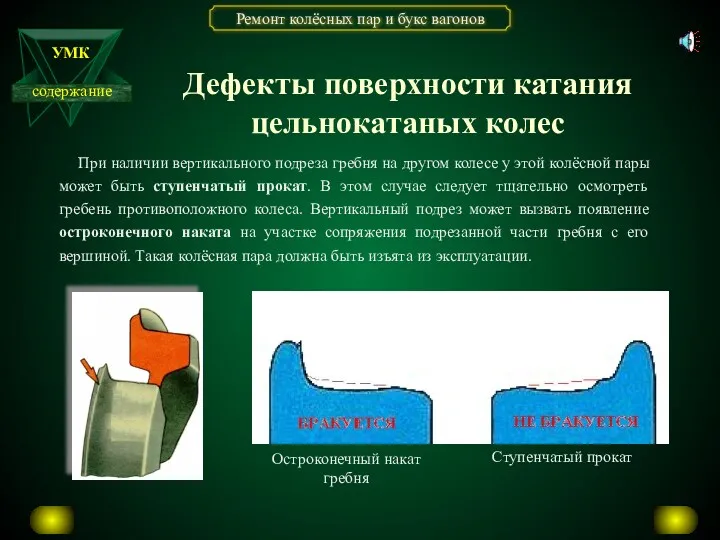
При наличии вертикального подреза гребня на другом колесе у этой
При наличии вертикального подреза гребня на другом колесе у этой
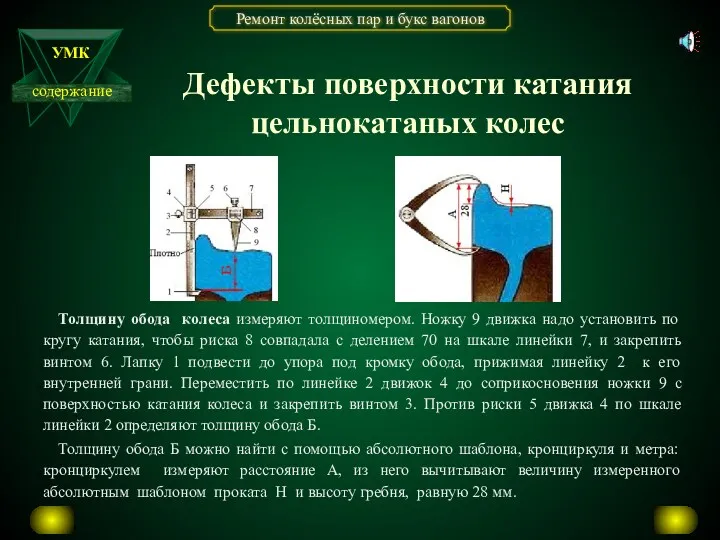
Толщину обода колеса измеряют толщиномером. Ножку 9 движка надо установить по
Толщину обода колеса измеряют толщиномером. Ножку 9 движка надо установить по
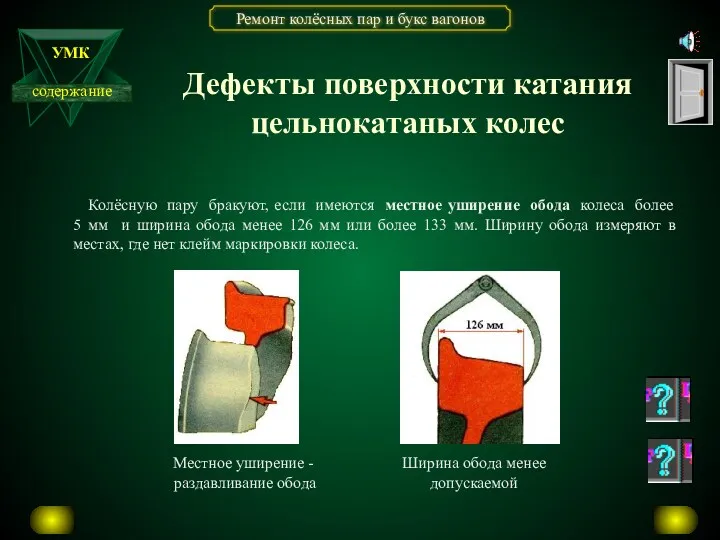
Колёсную пару бракуют, если имеются местное уширение обода колеса более 5
Колёсную пару бракуют, если имеются местное уширение обода колеса более 5
Ремонт
колёсных пар
Урок 2
Ремонт
колёсных пар
Урок 2
Содержание урока
Ремонт колесных пар
Осмотр колесных пар под вагонами
Обыкновенное освидетельствование
Полное освидетельствование
Ремонт колесных
Содержание урока
Ремонт колесных пар
Осмотр колесных пар под вагонами
Обыкновенное освидетельствование
Полное освидетельствование
Ремонт колесных
Ремонт колесных пар
Для проверки состояния и своевременного изъятия из эксплуата-ции колесных
Ремонт колесных пар
Для проверки состояния и своевременного изъятия из эксплуата-ции колесных

Осмотр колесных пар под вагонами
Осмотр колесных пар под вагонами проводят на
Осмотр колесных пар под вагонами
Осмотр колесных пар под вагонами проводят на
Обыкновенное освидетельствование
При обыкновенном освидетельствовании осуществляют:
предварительный осмотр колесной пары до очистки для
Обыкновенное освидетельствование
При обыкновенном освидетельствовании осуществляют:
предварительный осмотр колесной пары до очистки для
Полное освидетельствование
Полному освидетельствованию подвергают колесные пары в следующих случаях:
при формировании и
Полное освидетельствование
Полному освидетельствованию подвергают колесные пары в следующих случаях:
при формировании и
Полное освидетельствование
Кроме того, колесные пары для роликовых подшипников проходят полное освидетельствование:
Полное освидетельствование
Кроме того, колесные пары для роликовых подшипников проходят полное освидетельствование:
Полное освидетельствование
При полном освидетельствовании осуществляют широкий перечень работ. Предварительно до очистки
Полное освидетельствование
При полном освидетельствовании осуществляют широкий перечень работ. Предварительно до очистки
Полное освидетельствование
Колесные пары очищают от грязи, смазки и краски и проверяют
Полное освидетельствование
Колесные пары очищают от грязи, смазки и краски и проверяют
Ремонт колесных пар без смены элементов
Ремонт колесных пар в зависимости
Ремонт колесных пар без смены элементов
Ремонт колесных пар в зависимости
Ремонт со сменой элементов
Ремонт со сменой элементов осуществляют при необходимости смены
Ремонт со сменой элементов
Ремонт со сменой элементов осуществляют при необходимости смены
Ремонт со сменой элементов
В условиях ВРЗ и вагоноколесных мастерских (ВКМ) разрешается:
наплавлять
Ремонт со сменой элементов
В условиях ВРЗ и вагоноколесных мастерских (ВКМ) разрешается:
наплавлять


Ремонт со сменой элементов
Колеса подлежат замене при тонком ободе, отколах обода
Ремонт со сменой элементов
Колеса подлежат замене при тонком ободе, отколах обода

Ремонт со сменой элементов
Колесные пары, поступившие для опробования на сдвиг ступиц
Ремонт со сменой элементов
Колесные пары, поступившие для опробования на сдвиг ступиц

Требования техники безопасности при ремонте колесных пар
При ремонте колесных пар
Требования техники безопасности при ремонте колесных пар
При ремонте колесных пар
Неисправности и ремонт
буксовых узлов
Урок 3
Неисправности и ремонт
буксовых узлов
Урок 3
Содержание урока
Буксовые узлы
Неисправности буксовых узлов
Нагрев буксового узла
Ревизия буксовых узлов
Монтаж буксового узла
Содержание урока
Буксовые узлы
Неисправности буксовых узлов
Нагрев буксового узла
Ревизия буксовых узлов
Монтаж буксового узла
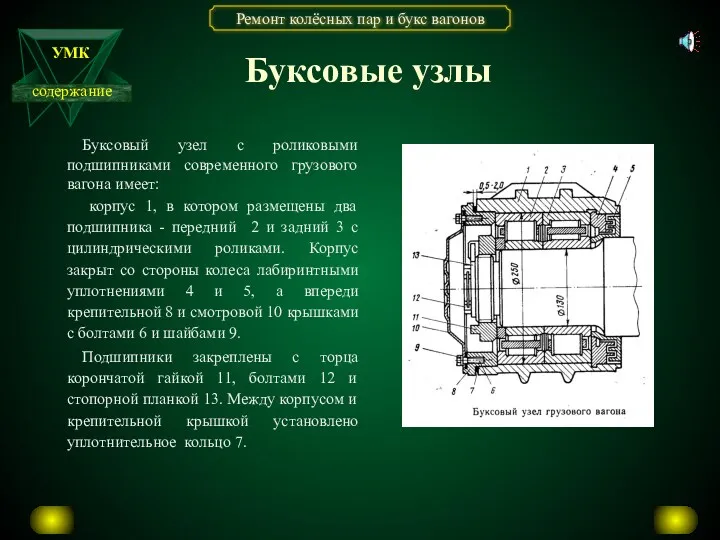
Буксовый узел с роликовыми подшипниками современного грузового вагона имеет:
корпус 1,
Буксовый узел с роликовыми подшипниками современного грузового вагона имеет:
корпус 1,
Неисправности буксовых узлов
О разрушении подшипников можно судить по выбросу смазки через
Неисправности буксовых узлов
О разрушении подшипников можно судить по выбросу смазки через
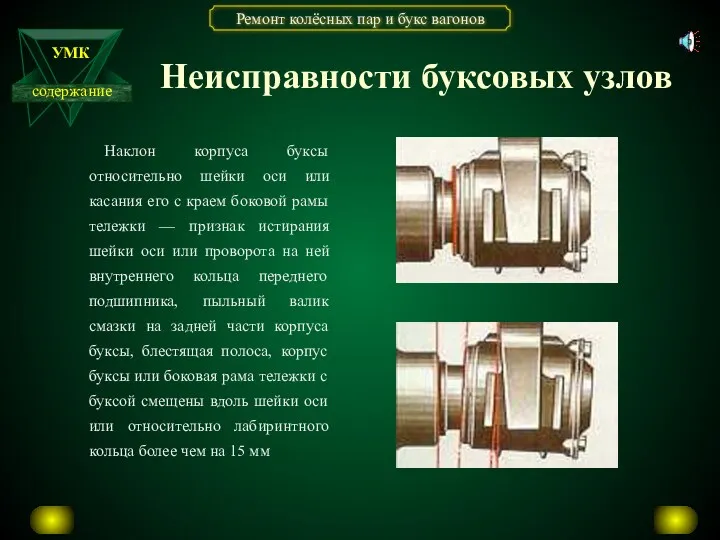
Наклон корпуса буксы относительно шейки оси или касания его с краем
Наклон корпуса буксы относительно шейки оси или касания его с краем

Для безопасной эксплуатации букс с подшипниками качения необходимо постоянно контролировать состояние
Для безопасной эксплуатации букс с подшипниками качения необходимо постоянно контролировать состояние
Неисправности буксовых узлов
Неисправный буксовый узел можно определить по состоянию и
Неисправности буксовых узлов
Неисправный буксовый узел можно определить по состоянию и
Нагрев буксового узла
Основной неисправностью буксового узла является повышенный нагрев буксы.
Нагрев буксы
Нагрев буксового узла
Основной неисправностью буксового узла является повышенный нагрев буксы.
Нагрев буксы
Нагрев буксового узла
Пассажирские и рефрижераторные вагоны для выявления грения букс
Нагрев буксового узла
Пассажирские и рефрижераторные вагоны для выявления грения букс
Нагрев буксового узла
Если сигналы не отключаются, то термодатчик поврежден или имеется
Нагрев буксового узла
Если сигналы не отключаются, то термодатчик поврежден или имеется
Нагрев буксового узла
Для своевременного получения сигнала о чрезмерном нагреве букс в
Нагрев буксового узла
Для своевременного получения сигнала о чрезмерном нагреве букс в
Ревизия букс
Для содержания букс с роликовыми подшипниками в исправном состоянии и
Ревизия букс
Для содержания букс с роликовыми подшипниками в исправном состоянии и
Промежуточная ревизия буксовых узлов
Промежуточную ревизию букс с подшипниками качения выполняет слесарь
Промежуточная ревизия буксовых узлов
Промежуточную ревизию букс с подшипниками качения выполняет слесарь
Полная ревизия
буксовых узлов
Полная разборка буксового узла осуществляется с применением специальной
Полная ревизия
буксовых узлов
Полная разборка буксового узла осуществляется с применением специальной
Демонтаж буксового узла
Разборочные операции начинают со снятия крепительной крышки, отворачивания стопорной
Демонтаж буксового узла
Разборочные операции начинают со снятия крепительной крышки, отворачивания стопорной

Демонтаж буксового узла
Демонтаж буксы с двумя цилиндрическими подшипниками на горячей посадке
Демонтаж буксового узла
Демонтаж буксы с двумя цилиндрическими подшипниками на горячей посадке
Ремонт буксового узла
После демонтажа все детали буксовых узлов промывают, осматривают и
Ремонт буксового узла
После демонтажа все детали буксовых узлов промывают, осматривают и
Ремонт буксового узла
Чистые подшипники, корпуса букс и другие детали осматривают и
Ремонт буксового узла
Чистые подшипники, корпуса букс и другие детали осматривают и

Ремонт подшипников
У цилиндрических роликовых подшипников ремонт без переборки роликов производят при
Ремонт подшипников
У цилиндрических роликовых подшипников ремонт без переборки роликов производят при
Ремонт подшипника
При этом виде ремонта подшипник полностью разбирают. После разборки все
Ремонт подшипника
При этом виде ремонта подшипник полностью разбирают. После разборки все
Ремонт подшипников
Прибор для подборки
наружного кольца:
1 плита;
2 подставка;
3 сменные упоры;
4 контролируемое
Ремонт подшипников
Прибор для подборки
наружного кольца:
1 плита;
2 подставка;
3 сменные упоры;
4 контролируемое
Установка лабиринтного кольца
У букс с подшипниками на горячей посадке после демонтажа
Установка лабиринтного кольца
У букс с подшипниками на горячей посадке после демонтажа

Установка внутренних колец
При монтаже буксы с двумя новыми цилиндрическими подшипниками на
Установка внутренних колец
При монтаже буксы с двумя новыми цилиндрическими подшипниками на
Монтаж букс
Монтаж букс

Монтаж буксового узла
(начало)
Лабиринтное кольцо одевается на предподступичную часть оси, затем
Монтаж буксового узла
(начало)
Лабиринтное кольцо одевается на предподступичную часть оси, затем

Монтаж буксового узла (продолжение)
Блоки заднего и переднего подшипников устанавливаются в корпус
Монтаж буксового узла (продолжение)
Блоки заднего и переднего подшипников устанавливаются в корпус

Монтаж буксового узла (продолжение)
Корпус буксы с блоками подшипников надевается на шейку
Монтаж буксового узла (продолжение)
Корпус буксы с блоками подшипников надевается на шейку

Монтаж буксового узла (продолжение)
Устанавливается упорное кольцо, навёртывается корончатая гайка М110, устанавливается
Монтаж буксового узла (продолжение)
Устанавливается упорное кольцо, навёртывается корончатая гайка М110, устанавливается
Монтаж буксового узла
Монтаж буксового узла

Монтаж буксового узла
(окончание)
Крепительная крышка с уплотнительным кольцом крепится к корпусу
Монтаж буксового узла
(окончание)
Крепительная крышка с уплотнительным кольцом крепится к корпусу
Буксовые бирки
После выполнения полной ревизии на одну из букс колесной пары
Буксовые бирки
После выполнения полной ревизии на одну из букс колесной пары
Буксовые бирки
Бирка для двух болтов
Бирка для одного болта
На крышку буксы, надетой
Буксовые бирки
Бирка для двух болтов
Бирка для одного болта
На крышку буксы, надетой
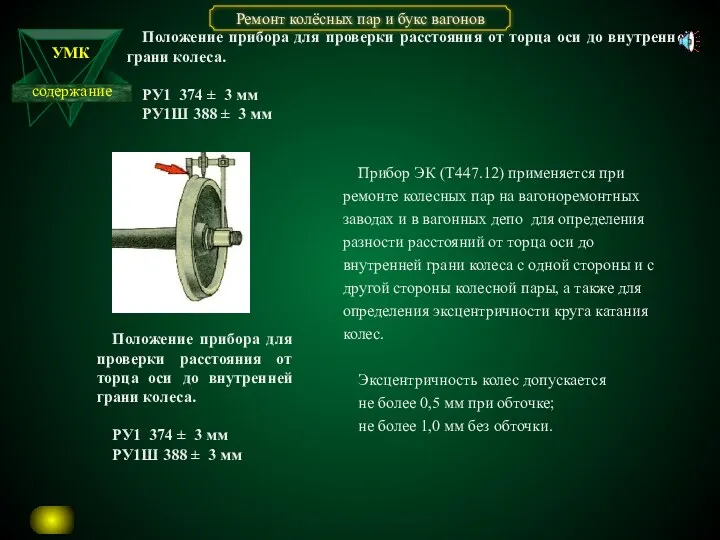
Положение прибора для проверки расстояния от торца оси до внутренней грани
Положение прибора для проверки расстояния от торца оси до внутренней грани

Неисправности осей
Разработка центрового отверстия
Повреждение резьбы.
Неисправности торцевого крепления
Центровое отверстие оси типа РУ1
Центровое
Неисправности осей
Разработка центрового отверстия
Повреждение резьбы.
Неисправности торцевого крепления
Центровое отверстие оси типа РУ1
Центровое
Диаметры колес
по кругу катания
Диаметры колес измеряются штангенциркулем (скобой ДК )
Диаметры колес
по кругу катания
Диаметры колес измеряются штангенциркулем (скобой ДК )
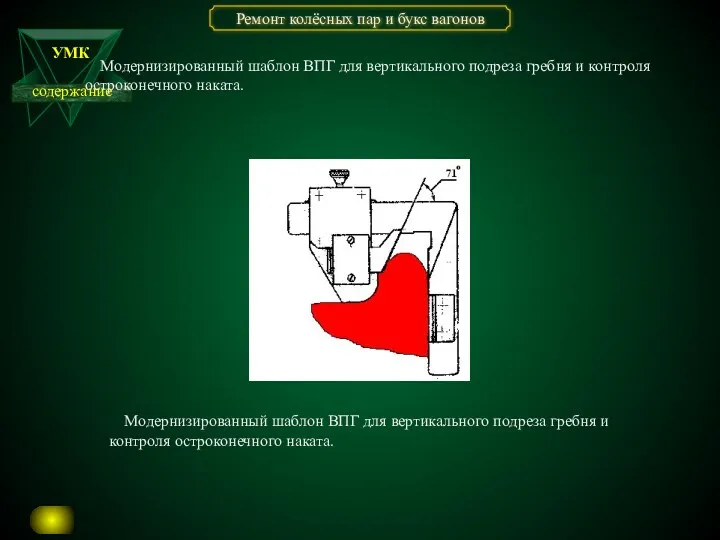
Модернизированный шаблон ВПГ для вертикального подреза гребня и контроля остроконечного наката.
Модернизированный
Модернизированный шаблон ВПГ для вертикального подреза гребня и контроля остроконечного наката.
Модернизированный
Толщина обода колеса
Толщина обода колеса измеряется на расстоянии 70 мм от
Толщина обода колеса
Толщина обода колеса измеряется на расстоянии 70 мм от
Измерение оси колесной пары
Ось колесной пары измеряют и контролируют следующим образом:
Измерение оси колесной пары
Ось колесной пары измеряют и контролируют следующим образом:
1. Технология вагоностроения и ремонта вагонов: Учебник для вузов/ Герасимов В.
Максимальный шаблон
Профиль обточенного колеса проверяют максимальным шаблоном, имеющим по привальной поверхности
Максимальный шаблон
Профиль обточенного колеса проверяют максимальным шаблоном, имеющим по привальной поверхности
Требования техники
безопасности при ремонте колесных пар
Работники, производящие обмывку колесных пар,
Требования техники
безопасности при ремонте колесных пар
Работники, производящие обмывку колесных пар,
Ремонт буксового узла
Буксы поступившие в ремонт, после обмывки осматривают. Продольные задиры
Ремонт буксового узла
Буксы поступившие в ремонт, после обмывки осматривают. Продольные задиры
 Сила трения 2. Автор Максимова Наталья Сергеевна
Сила трения 2. Автор Максимова Наталья Сергеевна Резисторы. Основные параметры резисторов
Резисторы. Основные параметры резисторов Система охлаждения и смазывания. Лекция № 13
Система охлаждения и смазывания. Лекция № 13 Дифракционная решетка
Дифракционная решетка Основы физики лазеров
Основы физики лазеров Интерференция света
Интерференция света Презентация о Потенциальной и Кинетической энергии
Презентация о Потенциальной и Кинетической энергии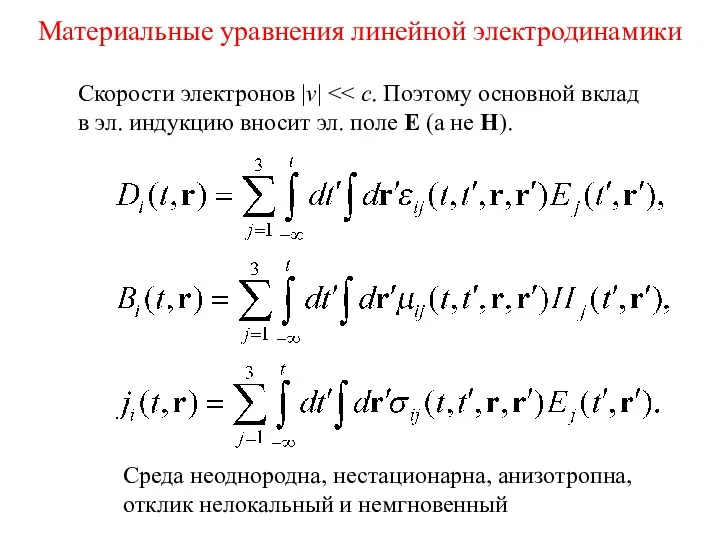 Материальные уравнения линейной электродинамики
Материальные уравнения линейной электродинамики Переходные процессы в цепях первого порядка
Переходные процессы в цепях первого порядка Из истории развития дорожно-строительной техники
Из истории развития дорожно-строительной техники Постоянный электрический ток
Постоянный электрический ток Форма и ширина спектральной линии
Форма и ширина спектральной линии Alternating Current motors
Alternating Current motors Класифікація лісогосподарських машин. Лекція №2
Класифікація лісогосподарських машин. Лекція №2 Электрический ток в различных средах
Электрический ток в различных средах Общие принципы работы двигателей
Общие принципы работы двигателей Сила трения. Автор Максимова Наталья Сергеевна
Сила трения. Автор Максимова Наталья Сергеевна Урок по теме: Искусственные спутники Земли, 10 класс
Урок по теме: Искусственные спутники Земли, 10 класс Циклы. Теплотехника
Циклы. Теплотехника Курс физики
Курс физики Тайны невесомости
Тайны невесомости Взаимодействие тел. Масса
Взаимодействие тел. Масса Частотные характеристики. ТАУ 3-1
Частотные характеристики. ТАУ 3-1 Электро-кинетикалық құбылыстар
Электро-кинетикалық құбылыстар История тепловых двигателей
История тепловых двигателей Основні поняття та визначення з фізики
Основні поняття та визначення з фізики Закон Архимеда
Закон Архимеда Давление в жидкости и газе. Расчет давления жидкости на дно и стенки сосуда
Давление в жидкости и газе. Расчет давления жидкости на дно и стенки сосуда