- Размерные цепи

Содержание
- 2. Звенья размерной цепи Замыкающее Составляющие Увеличивающие (при увеличении которых замыкающий размер увеличивается) Уменьшающие (при их увеличении
- 3. Погрешность замыкающего звена Т.к. алгебраическая сумма номинальных размеров равна нулю, то
- 4. Размер замыкающего звена должен быть выполнен с точностью, определяемой допуском δL, равным разности между наибольшим и
- 5. Расчет размерных цепей Прямая задача – определение допусков составляющих звеньев по известному допуску замыкающего звена Обратная
- 6. Пути повышения точности геометрических параметров изделий Два направления совершенствования: 1. Повышение точности составляющих звеньев размерной цепи.
- 7. Образование размеров изделий Процесс перенесения размера с чертежа на деталь может включать один или несколько этапов:
- 8. Операции, выполняемые при переносе размера от эталона длины на изделие можно разделить на две группы: а)
- 9. Конструкторская размерная цепь Замыкающий размер КРЦ– свободный размер. КРЦ - незамкнутая цепь. С использованием КРЦ решают
- 10. Технологические размерные цепи ? ΔА2 А ✂ ΔА3 ΔА1 ””””””””””””””””” В технологических цепях составляющими звеньями являются
- 11. Операционная технологическая размерная цепь аШ – изменение первичного размера (равно нулю или нет)
- 12. Виды ТРЦ Подетальными называются ТРЦ, описывающие все этапы переноса первичного размера. Сборочными называются ТРЦ, описывающие образование
- 13. Сборочная ТРЦ A1 A2 A3 A A – номинальные размеры, а – изменения взаимного положения осей
- 14. Сборочная ТРЦ Сборочный размер возникает по схеме: размеры деталей по чертежу – первичные размеры деталей –
- 15. Правила составления технологических РЦ Замыкающим звеном ТРЦ является размер, заданный в чертеже, который получается при реализации
- 16. Базирование. Конструкторские и технологические базы. Правило 6 точек 6 3 6 ⧫ ⧫ ⧫
- 17. Вариант базирования №1 (по конструкторской базе) А = Ак; ΔА = ΔАк ΔА – погрешность размера
- 18. Вариант базирования №2 (по технологической базе) А = Б – Ат, ΔА = ΔБ + ΔАт.
- 19. Правило единства (совмещения) баз При изготовлении детали в качестве технологических баз должны те из ее поверхностей,
- 20. Если в качестве технологической базы не удается использовать конструкторскую, то необходимо подобрать для базирования детали ту
- 21. Выбор установочных баз в тех случаях, когда заготовки не имеют точных исходных поверхностей (литье, горячие штамповки)
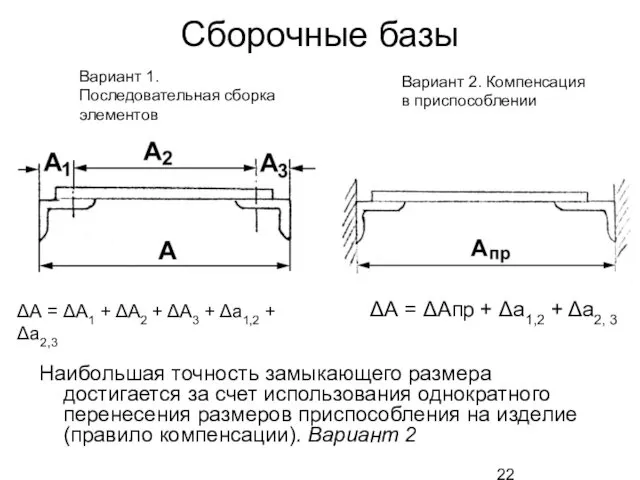
- 22. Сборочные базы Наибольшая точность замыкающего размера достигается за счет использования однократного перенесения размеров приспособления на изделие
- 23. Рекомендации по проектированию ТП При обработке заготовок сначала следует обработать поверхности, являющиеся конструкторскими базами. В качестве
- 24. Методы увязки форм и размеров конструкции Элемент конструкции обладает свойством взаимозаменяемости, если его геометрические и физико-химические
- 25. Виды взаимозаменяемости Эксплуатационная взаимозаменяемость – точность изготовления частей ЛА обеспечивает их качественную работу при эксплуатации. При
- 26. Увязка Задачи, решаемые в процессе увязки: Обеспечение требуемых количественных характеристик проектируемой конструкции; Обеспечение взаимозаменяемости. Увязка двух
- 27. ОБЪЕКТЫ ТОЧНОЙ УВЯЗКИ ПРИ ПРОИЗВОДСТВЕ ЛА 1-ая группа: контуры отдельных плоских сечений поверхности агрегата. Точная увязка
- 28. Методы увязки: По чертежу (машиностроительный метод); Математическим моделированием; С помощью жестких носителей форм и размеров; Компенсацией:
- 29. Принцип независимого образования форм и размеров деталей Суммарная погрешность ωАВ = ωА + ωВ m, n
- 30. Принцип независимого образования форм и размеров деталей Достоинства: а) возможность изготовления технологической оснастки деталей независимо друг
- 31. Принцип связанного образования форм и размеров деталей p = m - r; q = n -
- 32. Принцип связанного образования форм и размеров деталей Достоинство: высокая точность увязки, которая тем выше, чем меньше
- 33. Сущность метода: Использование единой системы жестких носителей форм и размеров взаимно сопрягаемых элементов конструкции для изготовления
- 34. Структура плазово-шаблонного метода увязки
- 35. Достоинства ПШМ: Возможность обеспечить увязку сложных форм с высокой точностью. Недостатки ПШМ: 1. Сложность и недостаточная
- 36. Технические средства увязки технологической оснастки при плазово-шаблонном методе увязки Теоретический плаз - точный чертеж агрегата в
- 37. Конструктивный плаз – фотокопия теоретического плаза на прозрачном материале винипрозе. Далее на нем вычерчивают необходимые конструктивные
- 38. Первичные шаблоны сечений (основные шаблоны). С их помощью производят увязку всех элементов конструкции, входящих в них.
- 39. a - крыло; б - шаблоны. I - теоретический контур сечения поверхности агрегата; II - внешний
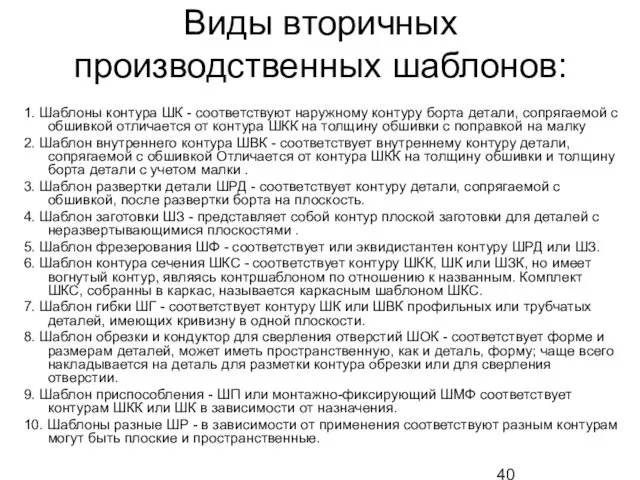
- 40. Виды вторичных производственных шаблонов: 1. Шаблоны контура ШК - соответствуют наружному контуру борта детали, сопрягаемой с
- 41. На шаблонах имеются отверстия: БО - базовые отверстия для установки на теоретических плазах при обработке контура
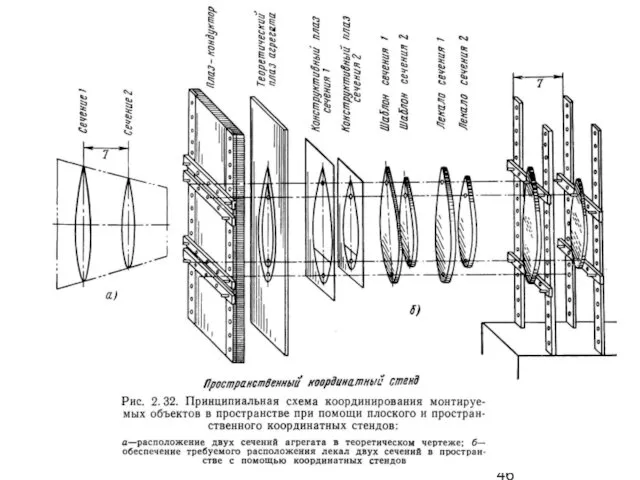
- 45. Для повышения точности установки отдельных шаблонов а, следовательно, и точности сборочных приспособлений, используют координатные стенды, а
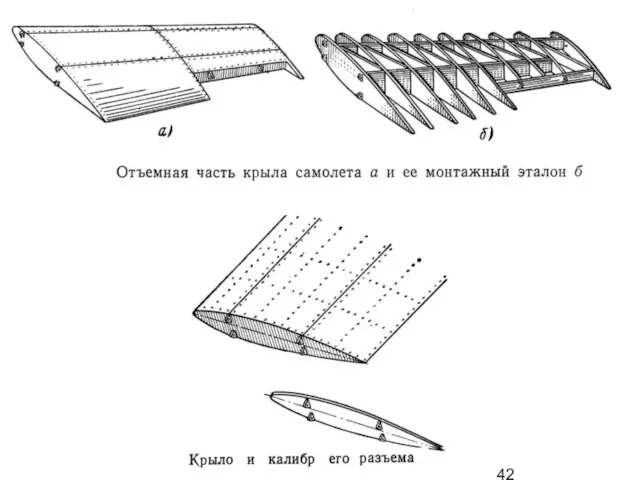
- 47. Развитие плазово-шаблонного метода 2. Второе направление совершенствования ПШМ - использование объёмных, пространственных эталонов (макетов) поверхности агрегата.
- 48. Увязка на основе базового эталона Увязке подлежат не только элементы конструкции ЛА, но и размеры корпуса
- 49. ПШМ как метод производства Специфический способ установления допусков на геометрические параметры элементов конструкции. δАВ = δАШ
- 51. Домашнее задание №5 Составить две замкнутые размерные цепи из взаимосвязанных размеров. Указать замыкающее звено. Составить замкнутую
- 52. Пример временнОй размерной цепи
- 53. Домашнее задание №6 Привести 3 примера пространственного базирования объектов (определение положения объектов относительно базового). Указать базовый
- 55. Скачать презентацию
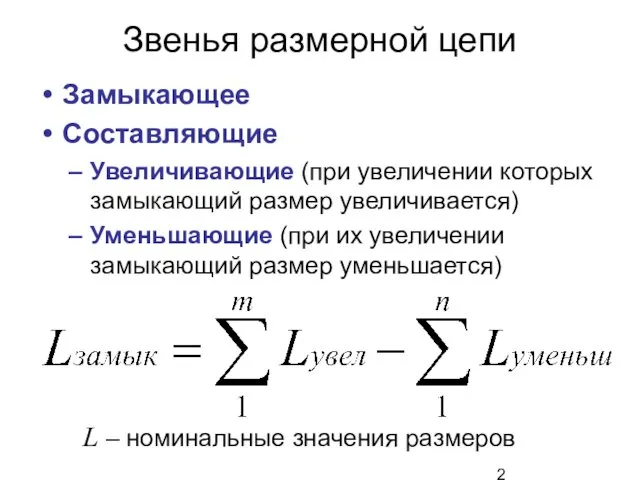
Звенья размерной цепи
Замыкающее
Составляющие
Увеличивающие (при увеличении которых замыкающий размер увеличивается)
Уменьшающие (при
Звенья размерной цепи
Замыкающее
Составляющие
Увеличивающие (при увеличении которых замыкающий размер увеличивается)
Уменьшающие (при
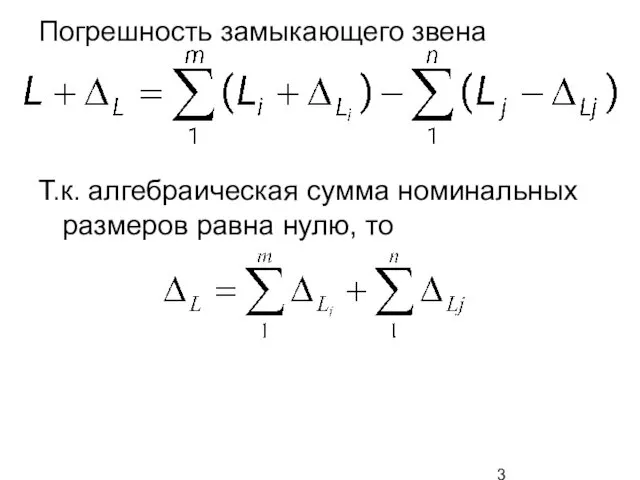
Погрешность замыкающего звена
Т.к. алгебраическая сумма номинальных размеров равна нулю, то
Погрешность замыкающего звена
Т.к. алгебраическая сумма номинальных размеров равна нулю, то
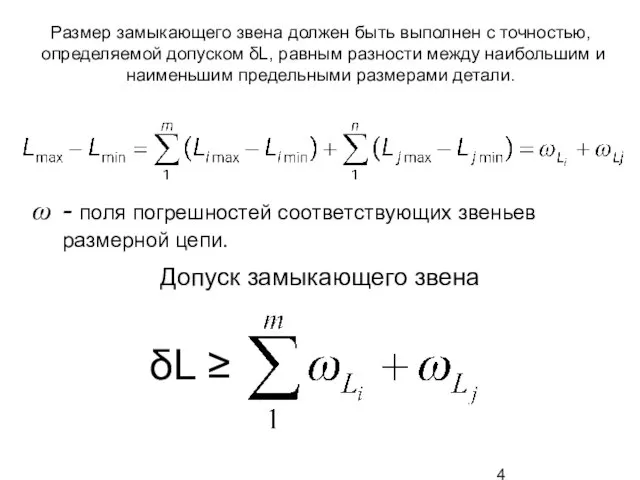
Размер замыкающего звена должен быть выполнен с точностью, определяемой допуском δL,
Размер замыкающего звена должен быть выполнен с точностью, определяемой допуском δL,
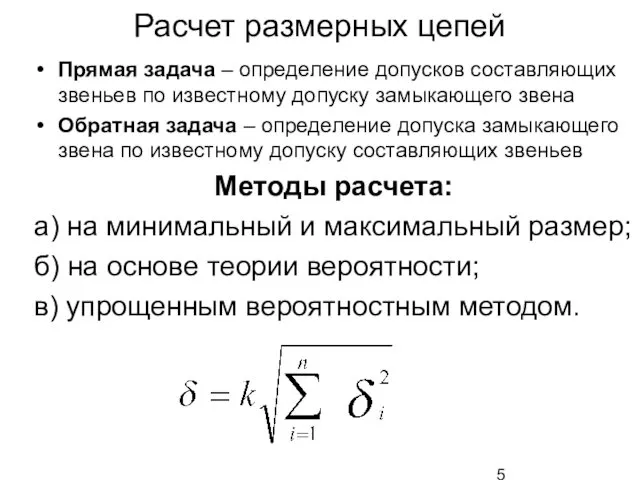
Расчет размерных цепей
Прямая задача – определение допусков составляющих звеньев по известному
Расчет размерных цепей
Прямая задача – определение допусков составляющих звеньев по известному
Пути повышения точности геометрических параметров изделий
Два направления совершенствования:
1. Повышение точности составляющих
Пути повышения точности геометрических параметров изделий
Два направления совершенствования:
1. Повышение точности составляющих
Образование размеров изделий
Процесс перенесения размера с чертежа на деталь может включать
Образование размеров изделий
Процесс перенесения размера с чертежа на деталь может включать
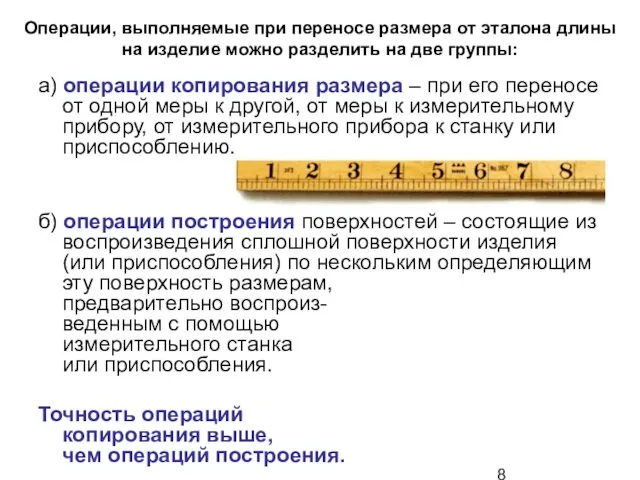
Операции, выполняемые при переносе размера от эталона длины
на изделие можно
Операции, выполняемые при переносе размера от эталона длины на изделие можно
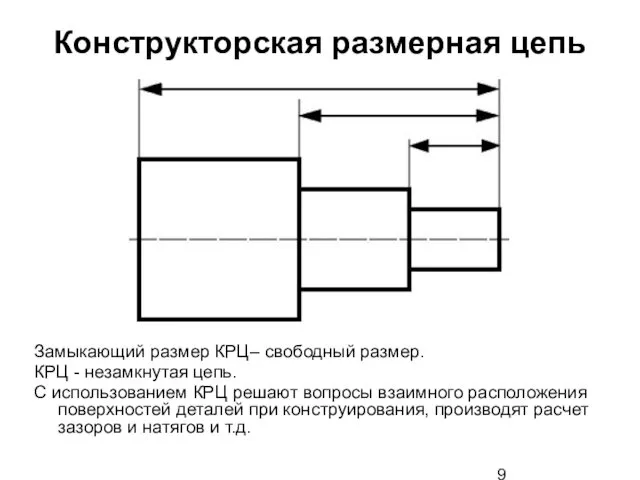
Конструкторская размерная цепь
Замыкающий размер КРЦ– свободный размер.
КРЦ - незамкнутая цепь.
С использованием
Конструкторская размерная цепь
Замыкающий размер КРЦ– свободный размер.
КРЦ - незамкнутая цепь.
С использованием
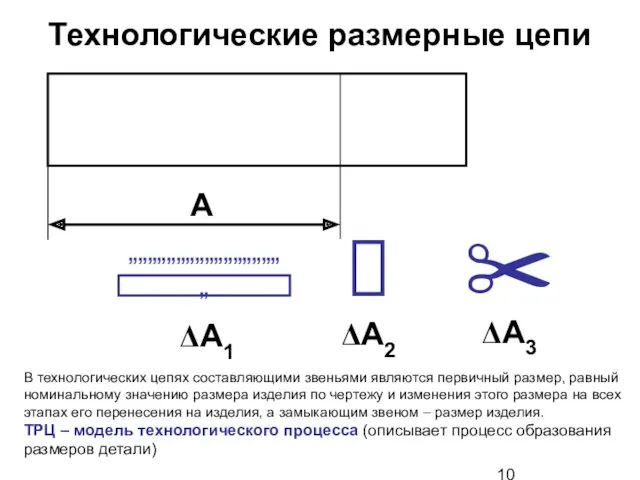
Технологические размерные цепи
?
ΔА2
А
✂
ΔА3
ΔА1
”””””””””””””””””
В технологических цепях составляющими звеньями являются первичный размер, равный
Технологические размерные цепи
?
ΔА2
А
✂
ΔА3
ΔА1
”””””””””””””””””
В технологических цепях составляющими звеньями являются первичный размер, равный
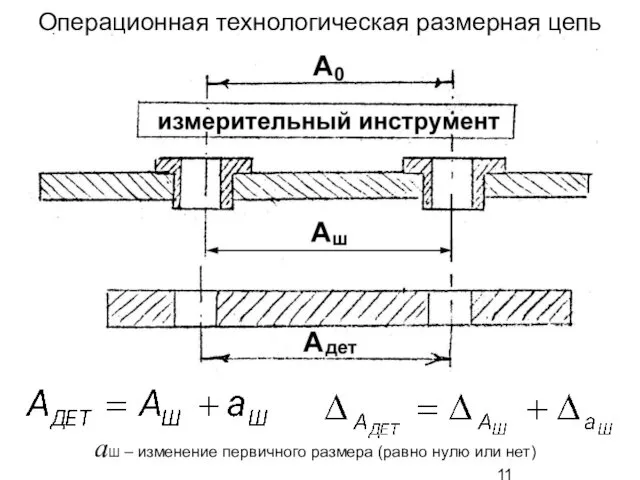
Операционная технологическая размерная цепь
аШ – изменение первичного размера (равно нулю
Операционная технологическая размерная цепь
аШ – изменение первичного размера (равно нулю
Виды ТРЦ
Подетальными называются ТРЦ, описывающие все этапы переноса первичного размера.
Сборочными называются
Виды ТРЦ
Подетальными называются ТРЦ, описывающие все этапы переноса первичного размера.
Сборочными называются
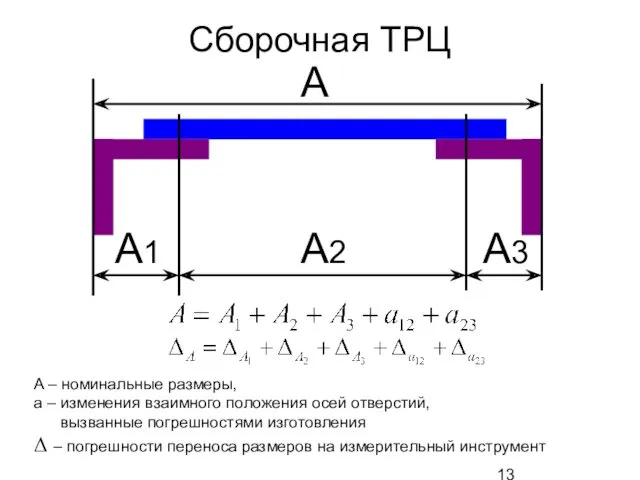
Сборочная ТРЦ
A1
A2
A3
A
A – номинальные размеры,
а – изменения взаимного положения осей
Сборочная ТРЦ
A1
A2
A3
A
A – номинальные размеры,
а – изменения взаимного положения осей
Сборочная ТРЦ
Сборочный размер возникает по схеме:
размеры деталей по чертежу –
Сборочная ТРЦ
Сборочный размер возникает по схеме:
размеры деталей по чертежу –
Правила составления технологических РЦ
Замыкающим звеном ТРЦ является размер, заданный в чертеже,
Правила составления технологических РЦ
Замыкающим звеном ТРЦ является размер, заданный в чертеже,
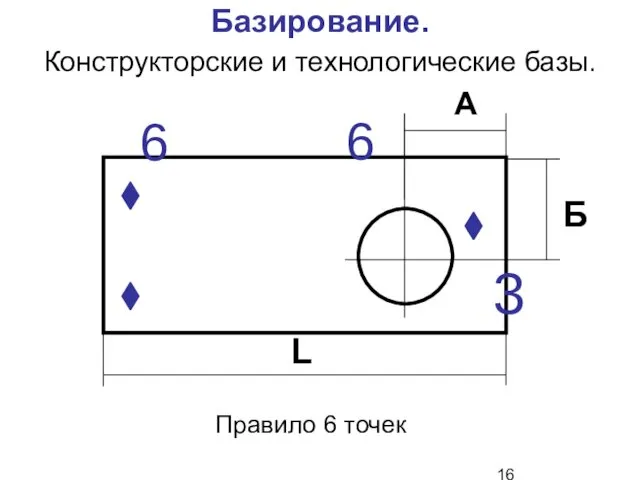
Базирование.
Конструкторские и технологические базы.
Правило 6 точек
6
3
6
⧫
⧫
⧫
Базирование.
Конструкторские и технологические базы.
Правило 6 точек
6
3
6
⧫
⧫
⧫
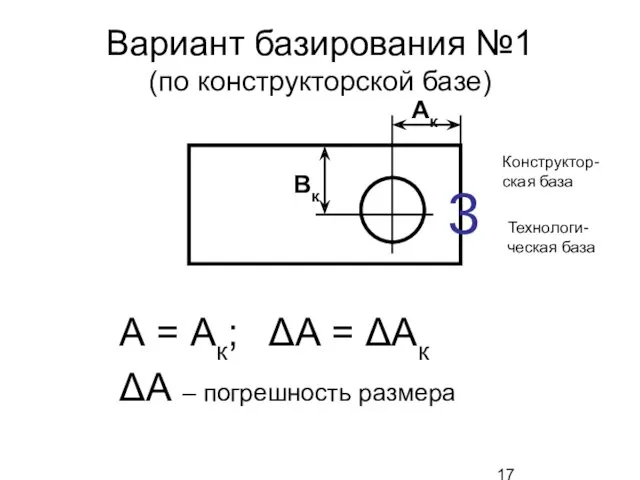
Вариант базирования №1
(по конструкторской базе)
А = Ак; ΔА = ΔАк
ΔА
Вариант базирования №1
(по конструкторской базе)
А = Ак; ΔА = ΔАк
ΔА

Вариант базирования №2
(по технологической базе)
А = Б – Ат, ΔА =
Вариант базирования №2
(по технологической базе)
А = Б – Ат, ΔА =
Правило единства (совмещения) баз
При изготовлении детали в качестве технологических баз должны
Правило единства (совмещения) баз
При изготовлении детали в качестве технологических баз должны
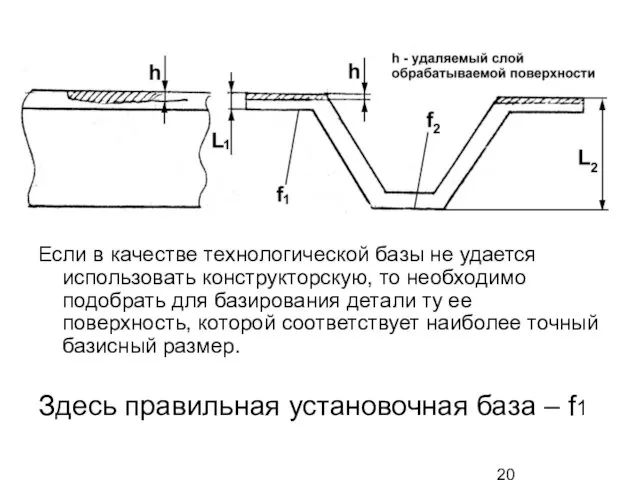
Если в качестве технологической базы не удается использовать конструкторскую, то необходимо
Если в качестве технологической базы не удается использовать конструкторскую, то необходимо
Выбор установочных баз в тех случаях, когда заготовки не имеют точных
Выбор установочных баз в тех случаях, когда заготовки не имеют точных
Сборочные базы
Наибольшая точность замыкающего размера достигается за счет использования однократного перенесения
Сборочные базы
Наибольшая точность замыкающего размера достигается за счет использования однократного перенесения
Рекомендации по проектированию ТП
При обработке заготовок сначала следует обработать поверхности, являющиеся
Рекомендации по проектированию ТП
При обработке заготовок сначала следует обработать поверхности, являющиеся
Методы увязки форм и размеров конструкции
Элемент конструкции обладает свойством взаимозаменяемости, если
Методы увязки форм и размеров конструкции
Элемент конструкции обладает свойством взаимозаменяемости, если
Виды взаимозаменяемости
Эксплуатационная взаимозаменяемость – точность изготовления частей ЛА обеспечивает их качественную
Виды взаимозаменяемости
Эксплуатационная взаимозаменяемость – точность изготовления частей ЛА обеспечивает их качественную
Увязка
Задачи, решаемые в процессе увязки:
Обеспечение требуемых количественных характеристик проектируемой конструкции;
Обеспечение
Увязка
Задачи, решаемые в процессе увязки:
Обеспечение требуемых количественных характеристик проектируемой конструкции;
Обеспечение
ОБЪЕКТЫ ТОЧНОЙ УВЯЗКИ
ПРИ ПРОИЗВОДСТВЕ ЛА
1-ая группа: контуры отдельных плоских сечений
ОБЪЕКТЫ ТОЧНОЙ УВЯЗКИ
ПРИ ПРОИЗВОДСТВЕ ЛА
1-ая группа: контуры отдельных плоских сечений
Методы увязки:
По чертежу (машиностроительный метод);
Математическим моделированием;
С помощью жестких носителей форм и
Методы увязки:
По чертежу (машиностроительный метод);
Математическим моделированием;
С помощью жестких носителей форм и
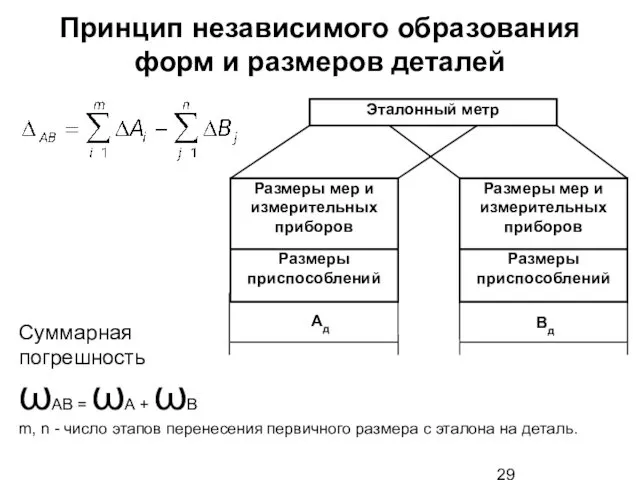
Принцип независимого образования форм и размеров деталей
Суммарная
погрешность
ωАВ = ωА +
Принцип независимого образования форм и размеров деталей
Суммарная
погрешность
ωАВ = ωА +
Принцип независимого образования форм и размеров деталей
Достоинства:
а) возможность изготовления технологической
Принцип независимого образования форм и размеров деталей
Достоинства:
а) возможность изготовления технологической
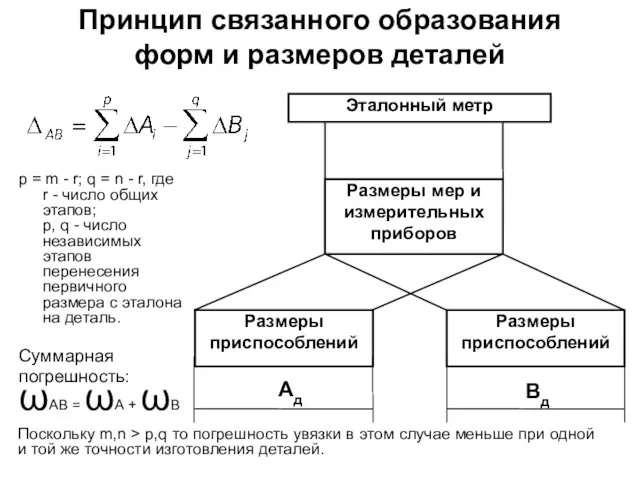
Принцип связанного образования форм и размеров деталей
p = m - r;
Принцип связанного образования форм и размеров деталей
p = m - r;
Принцип связанного образования форм и размеров деталей
Достоинство: высокая точность увязки, которая
Принцип связанного образования форм и размеров деталей
Достоинство: высокая точность увязки, которая
Сущность метода:
Использование единой системы жестких носителей форм и размеров взаимно сопрягаемых
Сущность метода:
Использование единой системы жестких носителей форм и размеров взаимно сопрягаемых
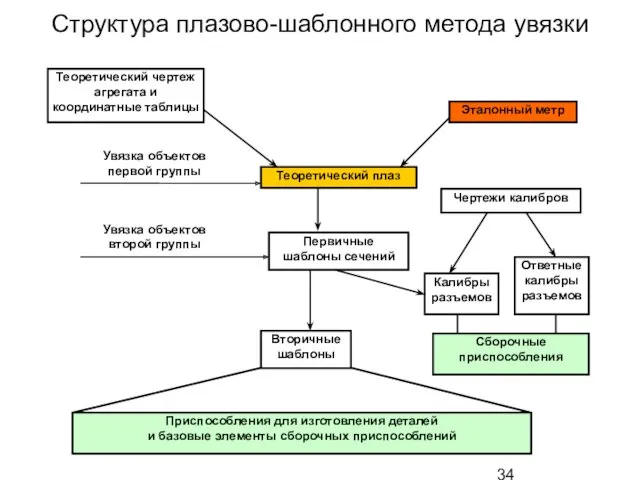
Структура плазово-шаблонного метода увязки
Структура плазово-шаблонного метода увязки
Достоинства ПШМ:
Возможность обеспечить увязку сложных форм с высокой точностью.
Недостатки ПШМ:
1. Сложность
Достоинства ПШМ:
Возможность обеспечить увязку сложных форм с высокой точностью.
Недостатки ПШМ:
1. Сложность
Технические средства увязки технологической оснастки
при плазово-шаблонном методе увязки
Теоретический плаз -
Технические средства увязки технологической оснастки
при плазово-шаблонном методе увязки
Теоретический плаз -
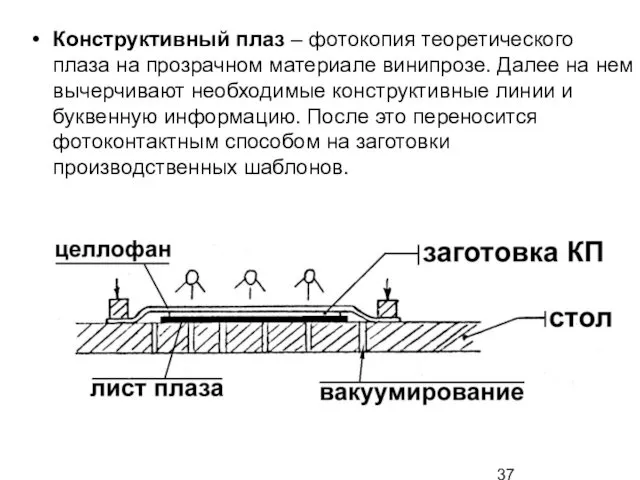
Конструктивный плаз – фотокопия теоретического плаза на прозрачном материале винипрозе. Далее
Конструктивный плаз – фотокопия теоретического плаза на прозрачном материале винипрозе. Далее
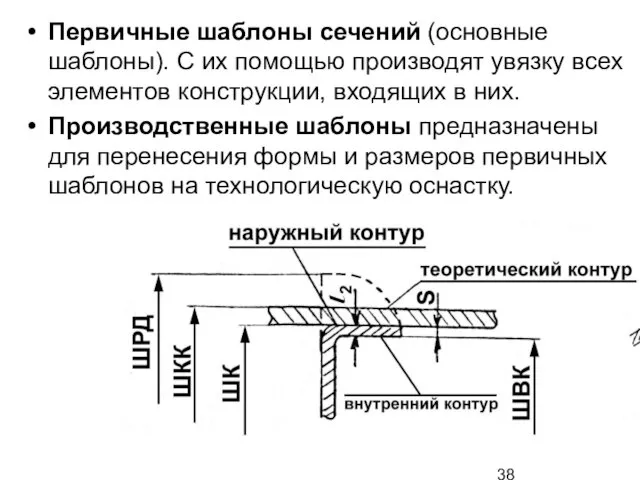
Первичные шаблоны сечений (основные шаблоны). С их помощью производят увязку всех
Первичные шаблоны сечений (основные шаблоны). С их помощью производят увязку всех
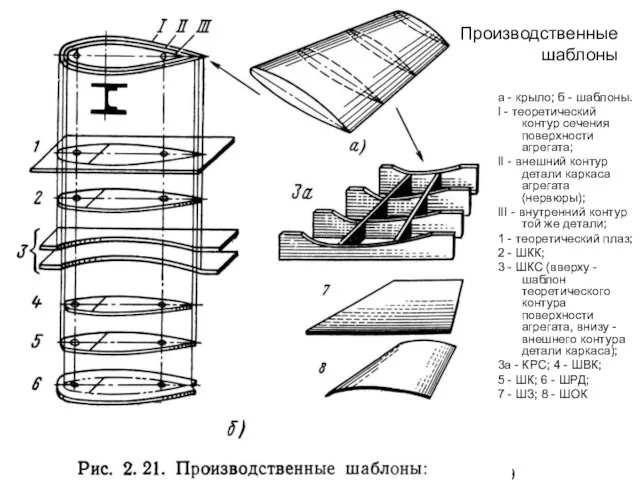
a - крыло; б - шаблоны.
I - теоретический контур сечения
a - крыло; б - шаблоны.
I - теоретический контур сечения
Виды вторичных производственных шаблонов:
1. Шаблоны контура ШК - соответствуют наружному контуру
Виды вторичных производственных шаблонов:
1. Шаблоны контура ШК - соответствуют наружному контуру
На шаблонах имеются отверстия:
БО - базовые отверстия для установки на теоретических
На шаблонах имеются отверстия:
БО - базовые отверстия для установки на теоретических
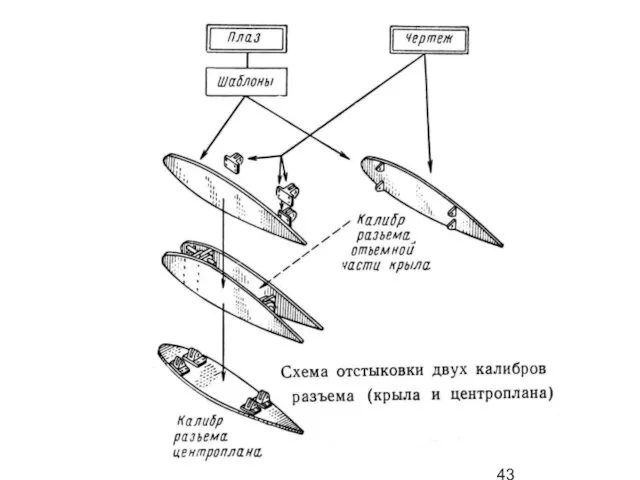


Для повышения точности установки отдельных шаблонов а, следовательно, и точности сборочных
Для повышения точности установки отдельных шаблонов а, следовательно, и точности сборочных
Развитие плазово-шаблонного метода
2. Второе направление совершенствования ПШМ - использование объёмных, пространственных
Развитие плазово-шаблонного метода
2. Второе направление совершенствования ПШМ - использование объёмных, пространственных
Увязка на основе базового эталона
Увязке подлежат не только элементы конструкции ЛА,
Увязка на основе базового эталона
Увязке подлежат не только элементы конструкции ЛА,
ПШМ как метод производства
Специфический способ установления допусков на геометрические параметры
ПШМ как метод производства
Специфический способ установления допусков на геометрические параметры

Домашнее задание №5
Составить две замкнутые размерные цепи из взаимосвязанных размеров. Указать
Домашнее задание №5
Составить две замкнутые размерные цепи из взаимосвязанных размеров. Указать

Пример временнОй размерной цепи
Пример временнОй размерной цепи
Домашнее задание №6
Привести 3 примера пространственного базирования объектов (определение положения объектов
Домашнее задание №6
Привести 3 примера пространственного базирования объектов (определение положения объектов
 Электрический ток в различных средах
Электрический ток в различных средах Новые цели школьного физического образования – новые учебные задачи
Новые цели школьного физического образования – новые учебные задачи Tym Tractor T543 T603
Tym Tractor T543 T603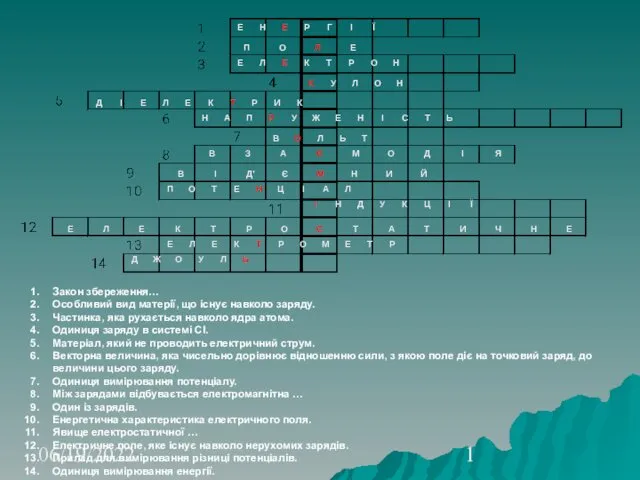 Електроємність. Конденсатори та їх використання в техніці. Енергія електричного поля
Електроємність. Конденсатори та їх використання в техніці. Енергія електричного поля Элементы машиноведения. Составные части машин
Элементы машиноведения. Составные части машин Философские проблемы физики и астрономии
Философские проблемы физики и астрономии Урок по физике на тему:Инерция и инертность
Урок по физике на тему:Инерция и инертность Технологический процесс изготовления детали Шестерня
Технологический процесс изготовления детали Шестерня Кинематика. Кинематика точки
Кинематика. Кинематика точки Физика и метод научного познания
Физика и метод научного познания Плотность вещества. 7 класс
Плотность вещества. 7 класс Блок. Золотое правило механики. Тест
Блок. Золотое правило механики. Тест Типы приводов
Типы приводов Конвективті жылу беру
Конвективті жылу беру Техническое обслуживание и ремонт комплексной системы автоматического управления двигателем автомобиля Lada Kalina
Техническое обслуживание и ремонт комплексной системы автоматического управления двигателем автомобиля Lada Kalina Проектная работа на элективных курсах по физике.
Проектная работа на элективных курсах по физике. Характеристики грозовой деятельности и параметры молнии. Первоначальный механизм электризации
Характеристики грозовой деятельности и параметры молнии. Первоначальный механизм электризации Сварочные тележки
Сварочные тележки Структура механизмов. (Семинар 1)
Структура механизмов. (Семинар 1) Механическое движение 7 класс
Механическое движение 7 класс Модель атома. Опыт Резерфорда
Модель атома. Опыт Резерфорда Контроль качества в рентгенодиагностике
Контроль качества в рентгенодиагностике Физический диктант
Физический диктант Электризация тел
Электризация тел Удельная теплоёмкость
Удельная теплоёмкость Tiristor GTO
Tiristor GTO Исследовательская работа Посудомоечная машина
Исследовательская работа Посудомоечная машина Свободное падение тел
Свободное падение тел